|
|
Итого по сборнику (
Характеристика применяемого оборудования,
инструмента, приспособлений
Нормативы времени рассчитаны для нормирования сборочных работ, выполняемых ручным и механизированным инструментом, к числу которого относится:
ручной инструмент:
разметочный инструмент (разметочная и сборочная плита, линейки, циркули, шаблоны);
кувалды и молотки, зубила, кернеры, технологические планки, клинья;
механизированный инструмент:
пневматические отбойные молотки;
пневматические и электрические шлифовальные машинки, используемые для зачистки кромок под сварку и сварных швов;
приспособления:
сборка сварных конструкций может осуществляться путем простейших совмещений по разметке, контрольным отверстиям, шаблонам в универсальных приспособлениях (упорах, кондукторах) и других специальных сборочных приспособлениях, облегчающих и упрощающих сборку (струбцины, рамки, стяжки, распорки). Для сборки конструкций применяются стяжные, прижимные и распорные сборочные приспособления;
при сборке решетчатых конструкций применяются упрощенные кондукторы, базой для которых служат сборочные стеллажи. К упрощенным кондукторам относятся: упоры-фиксаторы, с помощью которых определяется общее очертание конструкций и взаимное положение ее элементов;
копирные приспособления, по которым детали собираемой конструкции совмещаются с такими же деталями готовой конструкции, служащей сборочным копиром;
сборка пространственных решетчатых конструкций (мачт, решетчатых колонн, стрел кранов и др.) производится или раздельно по элементам с последующей окончательной сборкой, или за один прием с применением объемных сборочных кондукторов;
плоские сплошные листовые конструкции двутаврового, коробчатого, корытного или крестового сечения, состоящие из листовых и полосовых деталей, собираются в кондукторах с винтовыми и пневматическими прижимами;
в единичном производстве сплошные сечения собираются при помощи рамочных и других сборочных приспособлений - направляющих упоров из коротких уголков.
ОРГАНИЗАЦИЯ ТРУДА И РАБОЧЕГО МЕСТА
Нормативы времени рассчитаны с учетом организации труда и рабочих мест, характерных для цехов сборки металлоконструкций на машиностроительных предприятиях, в условиях единичного, мелкосерийного и среднесерийного производства.
При расчете нормативных величин в картах приняты следующие организационно-технические условия:
работа производится в закрытом помещении и выполняется рабочими соответствующей квалификации согласно тарифно-квалификационному справочнику;
комплектование деталей для сборки производится вспомогательными рабочими;
транспортировка деталей и узлов к рабочему месту сборки производится основными рабочими только в пределах рабочей зоны (в радиусе до 10 м);
заготовки и узлы, поступающие на сборку, должны по конструкции соответствовать чертежам и техническим условиям на их изготовление и не требовать правки, подрубки и подрезки при установке на сборочном узле;
проводимые при сборке металлоконструкций газорезные работы, пневматическая рубка и подогревы нормируются самостоятельно по нормативам на соответствующие виды работ;
нормативы предусматривают сборку узлов на стеллажах, сборочной плите, роликовых опорах или на полу. При сборке узлов при других условиях к нормативам времени применяются поправочные коэффициенты, указанные в нормативных картах данного сборника;
помещение должно соответствовать санитарно-гигиеническим условиям труда и правилам санитарной гигиены по СН 245-71, СНИП-11-А-9-71.
Нормативы времени предусматривают наиболее рациональную организацию труда рабочих мест.
Планировка рабочих мест и система их обслуживания разработаны с использованием типовых проектов организации рабочих мест слесарей по сборке металлоконструкций.
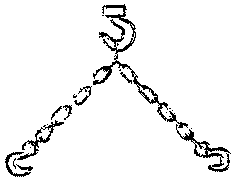
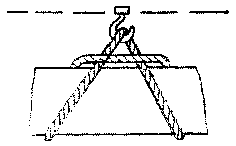
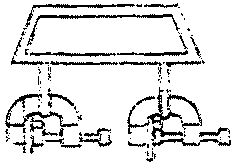
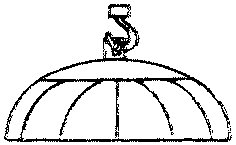
Ниже приводятся рисунки, на которых показана планировка рабочих мест слесарей-сборщиков.
Приведенная на рисунках планировка рабочих мест слесарей-сборщиков обеспечивает:
а) минимально необходимые расстояния для передвижения слесарей по сборке металлоконструкций в процессе работы (в пределах до 10 м);
б) обслуживание рабочих мест вспомогательными рабочими (доставка заготовок, оснастки, технический контроль и т.д.) с помощью кранов.
Рис. 1. Рабочее место слесарей-сборщиков
на участке сборки металлоконструкций малогабаритных узлов
для условий единичного и мелкосерийного производства:
1 - стеллажи для хранения мелких заготовок и узлов;
2 - сборочная плита; 3 - контейнер грузоподъемный;
4 - место для сборки узлов; 5 - шкаф для приспособлений;
6 - стол для хранения и чтения чертежей; 7 - бригадная
инструментальная тумбочка; 8 - электросварочный реостат;
9 - мостовой кран
Рис. 2. Рабочее место слесарей-сборщиков
на участке сборки металлоконструкций крупногабаритных узлов
для условий единичного и мелкосерийного производства:
1 - рабочее место для сборки металлоконструкций; 2 - место
для заготовок; 3 - место для собранных узлов; 4 - шкаф
для инструмента и приспособлений; 5 - источник
электропитания; 6 - электромостовой кран
Рис. 3. Рабочее место бригады слесарей-сборщиков
на участке сборки металлоконструкций малогабаритных
узлов для условий среднесерийного производства:
1 - 2 - площадь для хранения заготовок; 3 - стеллаж
для хранения заготовок длиной более 1,5 м; 4 - верстак
для комплектации; 5 - кран-укосина грузоподъемностью 0,5 т;
6 - стенд для зачистки и правки заготовок; 7 - стенд
для сборки и прихватки узлов и контроля; 8 - сварочные
трансформаторы; 9 - инструментальная тумбочка; 10 - тара
для транспортировки; 11 - тара для транспортировки
Рис. 4. Рабочее место бригады слесарей-сборщиков
на участке сборки металлоконструкций крупногабаритных узлов
для условий среднесерийного производства:
1 - рабочее место для сборки металлоконструкций; 2 - место
для заготовок; 3 - место для собранных узлов; 4 - шкаф
для инструмента и приспособлений; 5 - источник
электропитания; 6 - электромостовой кран
|
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
|
Карта 1
|
Состав подготовительно-заключительного времени
1. Получение сменного задания, наряда, чертежа
2. Получение инструмента, приспособлений
3. Ознакомление с чертежами, документацией, получение инструктажа и указаний от мастера
4. Подготовка рабочего места
5. Сдача технологической документации, инструмента, приспособлений после выполнения работы
6. Сдача работы ОТК
|
Наименование затрат рабочего времени
|
Сложность выполняемой работы
|
|
простая
|
средняя
|
сложная
|
|
Подготовительно-заключительное время, % от нормы штучного времени
|
3
|
4
|
5
|
Степень сложности работы
Простая: сборка кронштейнов, рычагов, тяг, рамок, коллекторов, труб и тому подобных узлов (при количестве деталей в конструкции до 15 шт.).
Средняя сложность: сборка кожухов, ограждений, лестниц, трапов, перил, поручней, баков, ящиков, балок, стоек и тому подобных узлов (при количестве деталей в конструкции до 50 шт.).
Сложная: сборка стрел, рам, траверс, бункеров, каркасов, барабанов, картеров и тому подобных узлов (при количестве деталей в конструкции свыше 50 шт.).
|
ВЫЧЕРЧИВАНИЕ СХЕМЫ СБОРКИ УЗЛА НА СБОРОЧНОЙ ПЛИТЕ
|
Сборка под сварку
|
|
Карта 2
|
Содержание работы
1. Очистить поверхность плиты щеткой
2. Покрыть используемую поверхность плиты мелом
3. Разметить и вычертить на плите схему сборки узла
|
N позиции
|
Переходы
|
Единицы измерения
|
Время на переход, мин
|
|
1
|
Очистка плиты щеткой и покрытие размечаемой поверхности мелом
|
1 м2 поверхности
|
1,00
|
|
2
|
Откладывание на плите длин отрезков и углов при построении схемы
|
1 размер или угол
|
0,90
|
|
3
|
Нанесение на плите рисок схемы с помощью чертилки
|
1 пог. м риски
|
0,40
|
|
4
|
Нанесение линий меловой ниткой
|
1 пог. м длины
|
0,40
|
Примечание.
1. Норма времени на вычерчивание схемы сборки узла определяется как сумма времени по переходам позиций 1, 2, 3 или 1, 2, 4, деленная на размер партии собираемых узлов.
2. При вычерчивании схемы на установку мелких узлов (при площади менее одного м2) время по карте принимать с коэффициентом K = 0,7.
|
УСТАНОВКА БАЗОВОЙ ДЕТАЛИ (УЗЛА) СОБИРАЕМОЙ КОНСТРУКЦИИ
|
Сборка под сварку
|
|
Карта 3, лист 1
|
Содержание работы
1. Взять или застропить деталь (узел)
2. Переместить деталь (узел) к месту установки, провести внешний осмотр
3. Установить деталь (узел) на плиту, стеллаж или в приспособление
4. Остропить деталь (узел) (при установке подъемным краном)
|
N позиции
|
Место установки
|
Вручную
|
Подъемным краном
|
|
Масса детали (узла), Q, кг, до:
|
|
1
|
3
|
5
|
8
|
15
|
50
|
100
|
150
|
200
|
300
|
|
Время на установку детали (узла), T, мин
|
|
1
|
Плита, стеллаж
|
0,14
|
0,20
|
0,24
|
0,28
|
0,34
|
1,03
|
1,25
|
1,4
|
1,5
|
1,70
|
|
2
|
Приспособление
|
0,18
|
0,26
|
0,31
|
0,36
|
0,44
|
1,4
|
1,7
|
1,85
|
2,0
|
2,25
|
|
|
Индекс
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
и
|
к
|
|
УСТАНОВКА БАЗОВОЙ ДЕТАЛИ (УЗЛА) СОБИРАЕМОЙ КОНСТРУКЦИИ
|
Сборка под сварку
|
|
Карта 3, лист 2
|
|
При снятии деталей (узлов)
|
При установке деталей (узлов) двумя кранами
|
При установке деталей (узлов) тельфером
|
При установке деталей (узлов) по предварительно размеченной схеме
|
При установке деталей (узлов), имеющих габаритный размер более 4 м
|
При перемещении деталей (узлов) на расстояние, м, до:
|
|
10
|
15
|
|
Коэффициент K
|
|
0,9
|
1,5
|
0,8
|
1,1
|
1,15
|
1,0
|
1,1
|
|
N позиции
|
Место установки
|
Подъемным краном
|
|
Масса детали, (узла), Q, кг, до:
|
|
500
|
800
|
1250
|
2000
|
3000
|
5000
|
8000
|
12500
|
20000
|
25000
|
|
Время на установку детали (узла), T, мин
|
|
1
|
Плита, стеллаж
|
1,90
|
2,20
|
2,45
|
2,75
|
3,10
|
3,5
|
4,0
|
4,5
|
5,2
|
5,5
|
|
2
|
Приспособление
|
2,6
|
2,9
|
3,3
|
3,7
|
4,2
|
4,7
|
5,4
|
6,1
|
6,9
|
7,4
|
|
|
Индекс
|
л
|
м
|
н
|
о
|
п
|
р
|
с
|
т
|
у
|
ф
|
Примечание. Нормативы времени рассчитаны на установку базовых деталей на плиту, в приспособление, вручную или подъемным краном. При измененных условиях работы время по карте применять с коэффициентами:
T =
|
УСТАНОВКА ЛИСТОВЫХ ДЕТАЛЕЙ С ПРЯМОЛИНЕЙНЫМ И КРИВОЛИНЕЙНЫМ СОПРЯЖЕНИЕМ КРОМОК ПО ПРЕДВАРИТЕЛЬНО РАЗМЕЧЕННОЙ СХЕМЕ С ВЫВЕРКОЙ
|
Сборка под сварку
|
|
Карта 5, лист 1
|
|
Содержание работы
|
- позиции 1 ... 30 (прямолинейный);
- позиции 1 ... 30 (криволинейный);
- позиции 31 ... 50 (прямолинейный);
- позиции 31 ... 50 (криволинейный)
|
УСТАНОВКА ЛИСТОВЫХ ДЕТАЛЕЙ С ПРЯМОЛИНЕЙНЫМ И КРИВОЛИНЕЙНЫМ СОПРЯЖЕНИЕМ КРОМОК С РАЗМЕТКОЙ И ВЫВЕРКОЙ
|
Сборка под сварку
|
|
Карта 6, лист 1
|
|
Содержание работы
1. Застропить деталь (узел)
2. Переместить деталь (узел) к месту установки, провести внешний осмотр
3. Разметить место установки детали на сборочном узле
4. Установить деталь (узел), подогнать места сопряжений, выдержав величину зазоров и размеры по чертежу и техническим условиям
5. Прихватить деталь (узел) электросваркой
6. Отстропить деталь (узел)
|
- позиции 1 ... 30 (прямолинейный);
- позиции 1 ... 30 (криволинейный);
- позиции 31 ... 50 (прямолинейный);
- позиции 31 ... 50 (криволинейный)
|
УСТАНОВКА ДЕТАЛЕЙ ИЗ УГЛОВОЙ СТАЛИ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ
|
Сборка под сварку
|
|
Карта 7, лист 1
|
Содержание работы
1. Взять или застропить деталь (узел)
2. Переместить деталь (узел) к месту установки, провести внешний осмотр
3. Установить деталь по разметке, выверить и подогнать места сопряжений по чертежу и техническим условиям
4. Прихватить электросваркой
5. Отстропить деталь (узел)
|
N позиции
|
Вид сопряжения детали
|
Длина детали, L, м, до:
|
Номер профиля угловой стали, N, до:
|
|
3,2
|
4
|
5
|
6,3
|
8
|
10
|
12,5
|
16
|
20
|
|
Время на установку детали, T, мин
|
|
1
|
По одному торцу
|
N позиции
|
Способ установки
|
Масса детали, Q, кг, до:
|
Установка без разметки
|
Установка с разметкой
|
|
Длина детали, L, м, до:
|
|
2
|
4
|
свыше 4
|
2
|
4
|
свыше 4
|
|
Время на установку детали T, мин.
|
|
1
|
Вручную
|
1
|
0,410
|
0,530
|
-
|
0,492
|
0,636
|
-
|
|
2
|
3
|
0,522
|
0,675
|
-
|
0,627
|
0,810
|
-
|
|
3
|
5
|
0,585
|
0,755
|
-
|
0,702
|
0,907
|
-
|
|
4
|
10
|
0,681
|
0,880
|
1,02
|
0,817
|
1,06
|
1,23
|
|
5
|
15
|
0,744
|
0,962
|
1,12
|
0,893
|
1,15
|
1,34
|
|
6
|
Подъемным краном
|
50
|
2,06
|
2,49
|
2,78
|
2,48
|
2,99
|
3,33
|
|
7
|
100
|
2,65
|
3,19
|
3,56
|
3,18
|
3,83
|
4,28
|
|
8
|
200
|
3,40
|
4,10
|
4,57
|
4,08
|
4,92
|
5,49
|
|
9
|
300
|
3,93
|
4,74
|
5,29
|
4,72
|
5,69
|
6,35
|
|
10
|
500
|
-
|
5,70
|
6,36
|
-
|
6,84
|
7,63
|
|
11
|
800
|
-
|
-
|
8,06
|
-
|
-
|
9,67
|
|
12
|
1250
|
-
|
-
|
8,85
|
-
|
-
|
10,6
|
|
|
Индекс
|
|
а
|
б
|
в
|
г
|
д
|
е
|
|
УСТАНОВКА ДЕТАЛЕЙ НА БАЗОВУЮ ДЕТАЛЬ В СБОРОЧНОМ ПРИСПОСОБЛЕНИИ (СОПРЯЖЕНИЕ ЛИСТОВЫХ ДЕТАЛЕЙ ПО КРОМКАМ, ДЕТАЛЕЙ ИЗ ПРОФИЛЬНОЙ СТАЛИ ПО ТОРЦАМ)
|
Сборка под сварку
|
|
Карта 15, лист 1
|
Содержание работы
1. Взять или застропить деталь
2. Переместить деталь к месту установки, провести внешний осмотр
3. Установить деталь в приспособление на базовую деталь по упорам и фиксаторам
4. Подогнать места сопряжений, выдержав величину зазоров и размеры по чертежу и техническим условиям
5. Отстропить деталь (при перемещении подъемным краном)
|
N позиции
|
Способ установки
|
Масса детали, Q, кг, до:
|
Длина сопрягаемых кромок, L, м, до:
|
|
0,5
|
0,8
|
1,3
|
1,8
|
2,5
|
3,5
|
5,0
|
7,0
|
10
|
на каждый метр свыше 10
|
|
Время на установку детали, T, мин
|
|
1
|
Вручную
|
5
|
0,60
|
0,685
|
0,784
|
0,859
|
0,942
|
1,04
|
1,14
|
1,26
|
1,39
|
-
|
|
2
|
10
|
0,734
|
0,837
|
0,959
|
1,05
|
1,15
|
1,27
|
1,39
|
1,54
|
1,69
|
-
|
|
3
|
15
|
0,825
|
0,942
|
1,08
|
1,18
|
1,29
|
1,42
|
1,57
|
1,73
|
1,91
|
0,30
|
|
4
|
Подъемным краном
|
50
|
1,92
|
2,18
|
2,46
|
2,68
|
2,92
|
3,19
|
3,50
|
3,82
|
4,19
|
0,40
|
|
5
|
100
|
2,32
|
2,63
|
2,97
|
3,23
|
3,52
|
3,85
|
4,22
|
4,60
|
5,05
|
0,50
|
|
6
|
200
|
2,65
|
3,00
|
3,40
|
3,70
|
4,03
|
4,40
|
4,83
|
5,27
|
5,78
|
0,60
|
|
7
|
400
|
3,37
|
3,82
|
4,32
|
4,70
|
5,12
|
5,59
|
6,14
|
6,70
|
7,35
|
0,60
|
|
8
|
630
|
3,81
|
4,32
|
4,89
|
5,32
|
5,79
|
6,32
|
6,94
|
7,50
|
8,30
|
0,60
|
|
9
|
1000
|
4,32
|
4,89
|
5,54
|
6,02
|
6,56
|
7,16
|
7,86
|
8,57
|
9,41
|
0,60
|
|
10
|
2500
|
5,53
|
6,26
|
7,09
|
7,72
|
8,40
|
9,17
|
10,0
|
11,0
|
12,0
|
0,65
|
|
11
|
4000
|
6,28
|
7,11
|
8,05
|
8,76
|
9,54
|
10,4
|
11,4
|
12,5
|
13,7
|
0,65
|
|
12
|
6300
|
7,1
|
8,04
|
9,10
|
9,9
|
10,8
|
11,8
|
12,9
|
14,1
|
15,5
|
0,65
|
|
|
Индекс
|
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
и
|
к
|
Примечания:
1. Нормативы времени рассчитаны на сопряжение листовых деталей по кромкам, деталей из профильного металла - по торцам. При измененных условиях работы время по карте применять с коэффициентами:
|
Установка деталей по штырю, отверстию
|
Установка листовых деталей с криволинейным сопряжением кромок
|
Установка деталей с сопрягаемыми кромками, обработанными на станке
|
|
Коэффициент K
|
|
0,9
|
1,3
|
0,7
|
2. Время на закрепление и открепление детали в приспособлении брать по карте 17.
|
ПРИХВАТКА ДЕТАЛЕЙ, УЗЛОВ ЭЛЕКТРОСВАРКОЙ ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ (ПОЛОЖЕНИЕ ШВА - НИЖНЕЕ, ГОРИЗОНТАЛЬНОЕ И ВЕРТИКАЛЬНОЕ)
|
Сборка под сварку
|
|
Карта 18
|
Содержание работы
1. Подвести электродержатель с электродом к месту прихватки (расстояние перехода до 1 м)
2. Возбудить дугу и прихватить детали
3. Отвести электродержатель
|
N позиции
|
Толщина металла, h, мм, до:
|
Длина одной прихватки, L, мм, до:
|
Марка электрода
|
|
УОНИ-13; ЦМ-7; ОММ-5; МЭЗ-4
|
ОЗС-6
ЦМ-7С;
ОЗС-3
|
СВ-08ГгС; СВ-0,8ГС в среде
|
УСТАНОВКА ДЕТАЛЕЙ ИЗ ПРУТКОВОГО МЕТАЛЛА ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ
|
Сборка под сварку
|
|
Карта 20, лист 1
|
Содержание работы
1. Взять или застропить деталь
2. Переместить деталь к месту установки и провести внешний осмотр
3. Разметить место установки детали на сборочном узле
4. Установить деталь по разметке (или схеме), выверить и подогнать места сопряжений, выдержав величину зазоров по чертежу и техническим условиям
5. Прихватить деталь электросваркой
6. Отстропить деталь, узел (при установке подъемным краном)
|
N позиции
|
Вид сопряжения
|
Диаметр прутка, D, мм, до:
|
Длина прутка, L, мм, до:
|
|
0,5
|
0,7
|
1,0
|
1,4
|
2,0
|
2,8
|
4,0
|
5,6
|
8,0
|
11,0
|
|
Время на установку детали, T, мин
|
|
1
|
По одному торцу
|
8
|
0,849
|
1,04
|
1,29
|
1,58
|
1,95
|
-
|
-
|
-
|
-
|
-
|
|
2
|
12
|
1,05
|
1,28
|
1,58
|
1,94
|
2,4
|
2,94
|
-
|
-
|
-
|
-
|
|
3
|
18
|
1,28
|
1,57
|
1,95
|
2,38
|
2,95
|
3,61
|
4,47
|
-
|
-
|
-
|
|
4
|
27
|
1,58
|
1,93
|
2,39
|
2,93
|
3,63
|
4,44
|
5,50
|
-
|
-
|
-
|
|
5
|
40
|
1,93
|
2,36
|
2,93
|
3,58
|
4,44
|
5,43
|
6,72
|
-
|
-
|
-
|
|
6
|
60
|
2,37
|
2,90
|
3,60
|
4,40
|
5,46
|
6,67
|
8,27
|
-
|
-
|
-
|
|
7
|
По двум торцам
|
8
|
1,37
|
1,68
|
2,08
|
2,55
|
3,15
|
3,86
|
4,78
|
5,85
|
7,25
|
8,77
|
|
8
|
12
|
1,62
|
1,98
|
2,46
|
3,00
|
3,72
|
4,56
|
5,64
|
6,91
|
8,56
|
10,3
|
|
9
|
18
|
1,91
|
2,34
|
2,90
|
3,55
|
4,40
|
5,38
|
6,67
|
8,16
|
10,1
|
12,2
|
|
10
|
27
|
2,26
|
2,77
|
3,43
|
4,19
|
5,19
|
6,35
|
7,87
|
9,63
|
11,9
|
14,4
|
|
11
|
40
|
2,66
|
3,25
|
4,03
|
4,93
|
6,10
|
7,47
|
9,25
|
11,3
|
14,0
|
17,0
|
|
12
|
60
|
3,14
|
3,84
|
4,75
|
5,82
|
7,20
|
8,82
|
10,6
|
13,4
|
16,6
|
20,0
|
|
Индекс
|
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
и
|
к
|
|
УСТАНОВКА ДЕТАЛЕЙ ИЗ ПРУТКОВОГО МЕТАЛЛА ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ
|
Сборка под сварку
|
|
Карта 20, лист 2
|
Примечание. При измененных условиях работы время по карте применять с коэффициентами:
|
Вид установки
|
В жестком контуре по двум торцам
|
При сопряжении под углом 45°
|
|
на плоскость
|
на сферическую поверхность
|
в отверстия
|
|
Коэффициент K
|
|
0,7
|
1,0
|
0,7
|
1,5
|
1,1
|
- позиции 1 ... 6;
- позиции 7 ... 12
|
УСТАНОВКА РЕБЕР ЖЕСТКОСТИ
|
Сборка под сварку
|
|
Карта 21, лист 1
|
Содержание работы
1. Подать ребро жесткости к месту сборки, провести внешний осмотр
2. Установить ребро по месту, подогнать места сопряжений
3. Прихватить ребро электросваркой
|
N позиции
|
Вид профиля
|
Способ установки
|
Размер сечения, B, или номер профиля, N, мм, до:
|
Длина жесткости, L, мм, до:
|
|
400
|
700
|
1100
|
1600
|
2200
|
3000
|
4000
|
5300
|
8000
|
|
Время, T, мин
|
|
1
|
Полоса
|
На ребро
|
40 X 14
|
0,933
|
1,2
|
1,47
|
1,74
|
2,01
|
2,31
|
2,63
|
2,98
|
3,59
|
|
2
|
60 X 20
|
1,20
|
1,55
|
1,90
|
2,25
|
2,59
|
2,98
|
3,39
|
3,85
|
4,63
|
|
3
|
100 X 30
|
1,66
|
2,14
|
2,62
|
3,10
|
3,58
|
4,11
|
4,68
|
5,32
|
6,4
|
|
4
|
120 X 30
|
1,86
|
2,40
|
2,94
|
3,48
|
4,01
|
4,62
|
5,25
|
5,96
|
7,17
|
|
5
|
140 X 30
|
2,05
|
2,64
|
3,24
|
3,83
|
4,42
|
5,08
|
5,79
|
6,57
|
7,91
|
|
|
Индекс
|
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
и
|
|
УСТАНОВКА РЕБЕР ЖЕСТКОСТИ
|
Сборка под сварку
|
|
Карта 21, лист 1
|
|
N позиции
|
Вид профиля
|
Способ установки
|
Размер сечения, B, или номер профиля, N, мм, до:
|
Длина жесткости, L, мм, до:
|
|
400
|
700
|
1100
|
1600
|
2200
|
3000
|
4000
|
5300
|
8000
|
|
Время, T, мин
|
|
6
|
Сталь угловая
|
На полку
|
3,2
|
0,839
|
1,08
|
1,32
|
1,57
|
1,81
|
2,08
|
2,36
|
2,68
|
3,23
|
|
7
|
6,3
|
1,29
|
1,65
|
2,03
|
2,40
|
2,77
|
3,18
|
3,62
|
4,11
|
4,95
|
|
8
|
9
|
1,61
|
2,07
|
2,54
|
3,0
|
3,47
|
3,98
|
4,54
|
5,15
|
6,20
|
|
9
|
12,5
|
1,98
|
2,55
|
3,12
|
3,69
|
4,26
|
4,90
|
5,58
|
6,33
|
7,62
|
|
10
|
16
|
2,31
|
2,97
|
3,65
|
4,32
|
4,98
|
5,73
|
6,52
|
7,40
|
8,90
|
|
11
|
На ребро
|
3,2
|
0,978
|
1,26
|
1,54
|
1,82
|
2,10
|
2,42
|
2,76
|
3,13
|
3,76
|
|
12
|
6,3
|
1,50
|
1,93
|
2,36
|
2,80
|
3,23
|
3,71
|
4,22
|
4,79
|
5,77
|
|
13
|
9
|
1,87
|
2,41
|
2,96
|
3,50
|
4,04
|
4,64
|
5,29
|
6,0
|
7,22
|
|
14
|
12,5
|
2,31
|
2,97
|
3,64
|
4,30
|
4,97
|
5,71
|
6,50
|
7,38
|
8,88
|
|
15
|
16
|
2,70
|
3,47
|
4,25
|
5,03
|
5,80
|
6,67
|
7,60
|
8,62
|
10,4
|
|
16
|
Тавровый
|
На полку
|
12
|
1,69
|
2,14
|
2,58
|
3,02
|
3,46
|
-
|
-
|
-
|
-
|
|
17
|
18
|
2,18
|
2,76
|
3,33
|
3,90
|
4,46
|
-
|
-
|
-
|
-
|
|
18
|
27
|
2,81
|
3,56
|
4,30
|
5,04
|
5,76
|
-
|
-
|
-
|
-
|
|
19
|
40
|
3,60
|
4,56
|
5,51
|
6,45
|
7,38
|
-
|
-
|
-
|
-
|
|
20
|
На ребро
|
12
|
1,86
|
2,35
|
2,85
|
3,33
|
3,81
|
-
|
-
|
-
|
-
|
|
21
|
18
|
2,40
|
3,04
|
3,67
|
4,30
|
4,92
|
-
|
-
|
-
|
-
|
|
22
|
27
|
3,10
|
3,92
|
4,74
|
5,55
|
6,35
|
-
|
-
|
-
|
-
|
|
23
|
40
|
3,97
|
5,03
|
6,08
|
7,11
|
8,13
|
-
|
-
|
-
|
-
|
|
24
|
Швеллеры (гнутые из листа)
|
На полку
|
5
|
0,957
|
1,28
|
1,62
|
1,97
|
2,32
|
2,73
|
3,17
|
3,67
|
4,55
|
|
25
|
6,5
|
1,17
|
1,57
|
1,99
|
2,42
|
2,85
|
3,35
|
3,89
|
4,50
|
5,58
|
|
26
|
8
|
1,38
|
1,85
|
2,34
|
2,84
|
3,35
|
3,94
|
4,57
|
5,29
|
6,56
|
|
27
|
10
|
1,64
|
2,20
|
2,78
|
3,38
|
4,00
|
4,69
|
5,44
|
6,30
|
7,80
|
|
|
Индекс
|
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
и
|
Примечание. Нормативы времени рассчитаны при установке ребер жесткости на плоскость. При измененных условиях работы время по карте применять с коэффициентами:
|
При установке в обечайку
|
При установке гнутых профилей
|
При установке ребер жесткости типа дуг
|
|
Коэффициент K
|
|
1,2
|
1,2
|
1,25
|
- позиции 1 ... 5;
- позиции 6 ... 10;
- позиции 11 ... 15;
- позиции 16 ... 19;
- позиции 20 ... 23;
- позиции 24 ... 27
|
УСТАНОВКА ДЕТАЛЕЙ НА ВАЛ
|
Сборка под сварку
|
|
Карта 22
|
Содержание работы
1. Взять деталь
2. Переместить деталь к рабочему месту сборки, провести внешний осмотр
3. Установить деталь на вал, выверить установку, подогнать места сопряжений
4. Прихватить детали электросваркой
5. Снять узел, отложить
|
N позиции
|
Диаметр вала, D, мм, до:
|
Масса детали, Q, кг, до:
|
|
0,5
|
1
|
3
|
5
|
8
|
15
|
|
Время, T, мин
|
|
1
|
20
|
0,847
|
1,03
|
1,40
|
-
|
-
|
-
|
|
2
|
50
|
1,05
|
1,27
|
1,73
|
1,99
|
-
|
-
|
|
3
|
100
|
1,23
|
1,49
|
2,02
|
2,34
|
2,66
|
3,18
|
|
4
|
200
|
-
|
1,75
|
2,37
|
2,74
|
3,12
|
3,73
|
|
|
Индекс
|
а
|
б
|
в
|
г
|
д
|
е
|
Примечание. При измененных условиях работы время по карте применять с коэффициентами:
|
Длина передвижения, мм, до:
|
Толщина детали, мм
|
Установка без подгонки
|
Установка по разметке
|
|
300
|
500
|
800
|
свыше 800
|
до 6
|
свыше 6
|
|
Коэффициент K
|
|
0,70
|
0,85
|
1,0
|
1,1
|
1,0
|
1,05
|
0,6
|
1,2
|
|
СБОРКА (СТЫКОВКА) ДЕТАЛЕЙ ИЗ УГЛОВОЙ СТАЛИ
|
Сборка под сварку
|
|
Карта 23, лист 1
|
Содержание работы
1. Взять или застропить детали
2. Переместить их к рабочему месту сборки, провести внешний осмотр
3. Выверить и состыковать детали по торцам или по длине полок, выдержав размеры по чертежу и техническим условиям
4. Прихватить детали электросваркой, повернуть их в процессе сборки
5. Отстропить (при установке подъемным краном)
|
N позиции
|
Вид сопряжения деталей
|
Длина пристыковываемой детали, L, м, до:
|
Номер профиля угловой стали, N, до:
|
|
3,2
|
4,0
|
5,0
|
6,3
|
8,0
|
10
|
12,5
|
16
|
20
|
|
Время на стык, T, мин
|
|
1
|
Сборка деталей по торцам
|
0,25
|
0,815
|
0,919
|
1,04
|
1,17
|
1,34
|
1,51
|
1,70
|
1,94
|
2,19
|
|
2
|
0,5
|
1,17
|
1,32
|
1,49
|
1,68
|
1,92
|
2,16
|
2,44
|
2,79
|
3,14
|
|
3
|
1,0
|
1,68
|
1,89
|
2,13
|
2,42
|
2,75
|
3,10
|
3,50
|
4,0
|
4,51
|
|
4
|
2,0
|
2,40
|
2,71
|
3,06
|
3,46
|
3,94
|
4,45
|
5,01
|
5,73
|
6,46
|
|
5
|
4,0
|
3,44
|
3,89
|
4,38
|
4,97
|
5,65
|
6,37
|
7,19
|
8,22
|
9,27
|
|
6
|
8,0
|
4,94
|
5,57
|
6,29
|
7,12
|
8,10
|
9,14
|
10,3
|
11,8
|
13,3
|
|
7
|
12,0
|
6,1
|
6,88
|
7,76
|
8,79
|
10,0
|
11,3
|
12,7
|
14,5
|
16,4
|
|
8
|
Сборка деталей по длине полок
|
0,5
|
1,73
|
2,02
|
2,36
|
2,78
|
3,28
|
3,84
|
4,49
|
5,34
|
6,24
|
|
9
|
0,8
|
2,13
|
2,49
|
2,90
|
3,42
|
4,04
|
4,72
|
5,52
|
6,56
|
7,67
|
|
10
|
1,3
|
2,63
|
3,08
|
3,60
|
4,23
|
5,00
|
5,85
|
6,84
|
8,13
|
9,50
|
|
11
|
1,8
|
3,04
|
3,55
|
4,15
|
4,88
|
5,77
|
6,75
|
7,89
|
9,38
|
11,0
|
|
12
|
2,5
|
3,51
|
4,11
|
4,80
|
5,64
|
6,67
|
7,80
|
9,12
|
10,8
|
12,7
|
|
13
|
3,5
|
4,07
|
4,76
|
5,57
|
6,55
|
7,74
|
9,05
|
10,6
|
12,6
|
14,7
|
|
14
|
5,0
|
4,76
|
5,57
|
6,51
|
7,66
|
9,05
|
10,6
|
12,4
|
14,7
|
17,2
|
|
15
|
7,0
|
5,53
|
6,46
|
7,55
|
8,88
|
10,5
|
12,3
|
14,3
|
17,0
|
20,0
|
|
16
|
10,0
|
6,46
|
7,56
|
8,84
|
10,4
|
12,3
|
14,4
|
16,8
|
20,0
|
23,3
|
|
Индекс
|
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
и
|
|
СБОРКА (СТЫКОВКА) ДЕТАЛЕЙ ИЗ УГЛОВОЙ СТАЛИ
|
Сборка под сварку
|
|
Карта 23, лист 2
|
Примечания.
1. Пристыковываемой деталью считать меньшую по длине из двух стыкуемых деталей.
2. При установке на стык накладок время по карте применять с коэффициентами:
из листов K = 1,25;
из уголков K = 1,15.
- позиции 1 ... 7;
- позиции 8 ... 16
|
СБОРКА (СТЫКОВКА) ДЕТАЛЕЙ ИЗ ШВЕЛЛЕРНОЙ СТАЛИ
|
Сборка под сварку
|
|
Карта 24, лист 1
|
Содержание работы
1. Взять или застропить детали
2. Переместить их к рабочему месту сборки, провести внешний осмотр
3. Выверить и состыковать детали по торцам или по длине полок, выдержав размеры по чертежу и техническим условиям
4. Прихватить детали электросваркой, повернуть их в процессе сборки
5. Отстропить (при установке подъемным краном)
|
СБОРКА (СТЫКОВКА) ДЕТАЛЕЙ ИЗ ШВЕЛЛЕРНОЙ СТАЛИ
|
Сборка под сварку
|
|
Карта 24, лист 2
|
|
N позиции
|
Вид сопряжения деталей
|
Длина пристыковываемой детали, L, м, до:
|
Номер профиля швеллерной стали, N, до:
|
|
8
|
14
|
20
|
24
|
30
|
40
|
|
Время на стык, T, мин
|
|
1
|
Сборка деталей по торцам
|
0,5
|
2,05
|
2,34
|
2,55
|
2,67
|
2,81
|
3,02
|
|
2
|
1,0
|
2,65
|
3,03
|
3,30
|
3,45
|
3,64
|
3,90
|
|
3
|
2,0
|
3,42
|
3,92
|
4,27
|
4,46
|
4,70
|
5,04
|
|
4
|
4,0
|
4,42
|
5,06
|
5,51
|
5,76
|
6,08
|
6,51
|
|
5
|
8,0
|
5,72
|
6,54
|
7,12
|
7,44
|
7,85
|
8,41
|
|
6
|
12,0
|
6,64
|
7,60
|
8,28
|
8,65
|
9,12
|
9,77
|
|
7
|
Сборка деталей по длине полок
|
0,5
|
2,42
|
2,90
|
3,25
|
3,44
|
3,70
|
4,06
|
|
8
|
0,8
|
2,88
|
3,45
|
3,87
|
4,10
|
4,40
|
4,83
|
|
9
|
1,3
|
3,45
|
4,13
|
4,63
|
4,90
|
5,27
|
5,78
|
|
10
|
1,8
|
3,89
|
4,66
|
5,22
|
5,53
|
5,94
|
6,52
|
|
11
|
2,5
|
4,40
|
5,26
|
5,89
|
6,25
|
6,71
|
7,36
|
|
12
|
3,5
|
4,98
|
5,96
|
6,68
|
7,08
|
7,60
|
8,33
|
|
13
|
5,0
|
5,68
|
6,80
|
7,62
|
8,07
|
8,67
|
9,51
|
|
14
|
7,0
|
6,43
|
7,70
|
8,63
|
9,14
|
9,82
|
10,8
|
|
15
|
10,0
|
7,34
|
8,78
|
9,84
|
10,4
|
11,2
|
12,3
|
|
|
Индекс
|
|
а
|
б
|
в
|
г
|
д
|
е
|
Примечания.
1. Пристыковываемой деталью считать меньшую по длине из двух стыкуемых деталей.
2. При дополнительной установке подъемным краном необходимо учитывать время на его перемещение (карты 33 - 34).
3. При установке на стык накладок из листа время по карте применять с коэффициентами:
для швеллеров до N 20 - K = 1,2;
для швеллеров до N 40 - K = 1,3.
- позиции 1 ... 6;
- позиции 7 ... 15
|
СБОРКА (СТЫКОВКА) ДЕТАЛЕЙ ИЗ ДВУТАВРОВОЙ СТАЛИ
|
Сборка под сварку
|
|
Карта 25
|
Содержание работы
1. Взять или застропить детали
2. Переместить их к рабочему месту сборки, провести внешний осмотр
3. Выверить и состыковать детали по торцам, выдержав размеры по чертежу и техническим условиям
4. Прихватить детали электросваркой, повернуть их в процессе сборки
5. Отстропить (при установке подъемным краном)
|
N позиции
|
Вид сопряжения деталей
|
Длина пристыковываемой детали, L, м, до:
|
Номер профиля двутавровой стали, N, до:
|
|
10
|
14
|
20
|
30
|
40
|
55
|
|
Время на стык, T, мин
|
|
1
|
Сборка деталей по торцам
|
0,5
|
2,16
|
2,38
|
2,63
|
2,94
|
3,19
|
3,49
|
|
2
|
1,0
|
3,19
|
3,51
|
3,88
|
4,34
|
4,71
|
5,14
|
|
3
|
2,0
|
4,71
|
5,17
|
5,71
|
6,40
|
6,94
|
7,58
|
|
4
|
4,0
|
6,94
|
7,62
|
8,42
|
9,44
|
10,2
|
11,2
|
|
5
|
8,0
|
10,2
|
11,2
|
12,4
|
13,9
|
15,1
|
16,5
|
|
6
|
12,0
|
12,8
|
14,1
|
15,6
|
17,5
|
18,9
|
20,7
|
|
|
Индекс
|
|
а
|
б
|
в
|
г
|
д
|
е
|
Примечания.
1. Пристыковываемой деталью считать меньшую по длине из двух стыкуемых деталей.
2. При дополнительной установке детали подъемным краном необходимо учитывать время на его перемещение (карты 33 - 34).
3. При установке на стык накладок из листа время по карте применять с коэффициентами:
для профиля двутавра до N 20 - K = 1,2;
для профиля двутавра до N 55 - K = 1,3.
|
СБОРКА (СТЫКОВКА) ПЛОСКИХ ЛИСТОВ И ПОЛОС ПОД СВАРКУ
|
Сборка под сварку
|
|
Карта 26, лист 1
|
|
Содержание работы
|
|
|
1.
|
Взять или застропить детали
|
|
СБОРКА ПЛОСКИХ КОЛЕЦ (ФЛАНЦЕВ) ИЗ СЕГМЕНТОВ (СЕКТОРОВ)
|
Сборка под сварку
|
|
Карта 27, лист 1
|
Содержание работы
1. Подать секторы фланца к месту сборки, провести их внешний осмотр
2. Собрать фланец из секторов по разметке, выдержав размеры по чертежу и техническим условиям
3. Прихватить электросваркой
4. Снять фланец и отложить в сторону
|
N позиции
|
Наружный диаметр кольца (фланца), D, м, до:
|
Количество сегментов (секторов), n, шт.
|
Толщина металла, h, мм, до:
|
|
5
|
7
|
10
|
18
|
26
|
35
|
50
|
80
|
110
|
|
Время на кольцо (фланец), T, мин
|
|
1
|
0,5
|
2
|
4,52
|
4,91
|
5,37
|
6,22
|
6,82
|
7,35
|
8,03
|
9,04
|
9,79
|
|
2
|
3
|
5,95
|
6,48
|
7,09
|
8,20
|
9,0
|
9,68
|
10,6
|
11,9
|
12,9
|
|
3
|
4
|
7,24
|
7,87
|
8,61
|
9,97
|
10,9
|
11,8
|
12,9
|
14,5
|
15,7
|
|
4
|
1,0
|
2
|
5,30
|
5,76
|
6,30
|
7,30
|
8,00
|
8,62
|
9,42
|
10,6
|
11,5
|
|
5
|
3
|
6,98
|
7,59
|
8,30
|
9,62
|
10,5
|
11,4
|
12,4
|
14,0
|
15,1
|
|
6
|
4
|
8,50
|
9,24
|
10,1
|
11,7
|
12,8
|
13,8
|
15,1
|
17,0
|
18,4
|
|
7
|
5
|
9,88
|
10,7
|
11,8
|
13,6
|
14,9
|
16,1
|
17,6
|
19,8
|
21,4
|
|
8
|
6
|
11,2
|
12,2
|
13,3
|
15,4
|
16,9
|
18,2
|
19,9
|
22,4
|
24,2
|
|
9
|
1,5
|
2
|
5,82
|
6,33
|
6,92
|
8,01
|
8,78
|
9,46
|
10,3
|
11,6
|
12,6
|
|
10
|
3
|
7,66
|
8,34
|
9,11
|
10,6
|
11,6
|
12,5
|
13,6
|
15,3
|
16,6
|
|
11
|
4
|
9,32
|
10,1
|
11,1
|
12,8
|
14,1
|
15,2
|
16,6
|
18,6
|
20,2
|
|
12
|
5
|
10,8
|
11,8
|
12,9
|
16,4
|
17,6
|
19,3
|
20,3
|
21,7
|
23,5
|
|
13
|
6
|
12,3
|
13,4
|
14,6
|
16,9
|
18,5
|
20,0
|
22,6
|
24,6
|
26,6
|
|
14
|
2,0
|
2
|
6,22
|
6,76
|
7,39
|
8,56
|
9,39
|
10,1
|
11,1
|
12,4
|
13,5
|
|
15
|
3
|
8,19
|
8,91
|
9,74
|
11,3
|
12,4
|
13,3
|
14,6
|
16,4
|
17,7
|
|
16
|
4
|
9,96
|
10,8
|
11,8
|
13,7
|
15,0
|
16,2
|
17,7
|
20,0
|
21,6
|
|
17
|
5
|
11,6
|
12,6
|
13,8
|
16,0
|
17,5
|
18,9
|
20,6
|
23,2
|
25,1
|
|
18
|
6
|
13,1
|
14,3
|
15,6
|
18,1
|
19,8
|
21,3
|
23,3
|
26,2
|
28,4
|
|
19
|
2,5
|
2
|
6,54
|
7,12
|
7,78
|
9,01
|
9,88
|
10,6
|
11,6
|
13,1
|
14,2
|
|
20
|
3
|
8,62
|
9,38
|
10,3
|
11,9
|
13,0
|
14,0
|
15,3
|
17,2
|
18,7
|
|
21
|
4
|
10,5
|
11,4
|
12,5
|
14,4
|
15,8
|
17,1
|
18,6
|
21,0
|
22,7
|
|
22
|
5
|
12,2
|
13,3
|
14,5
|
16,8
|
18,4
|
19,8
|
21,7
|
24,4
|
26,4
|
|
23
|
6
|
13,8
|
15,0
|
16,4
|
19,0
|
20,9
|
22,5
|
24,6
|
27,6
|
30,0
|
|
Индекс
|
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
и
|
|
СБОРКА ПЛОСКИХ КОЛЕЦ (ФЛАНЦЕВ) ИЗ СЕГМЕНТОВ (СЕКТОРОВ)
|
Сборка под сварку
|
|
Карта 27, лист 2
|
|
N позиции
|
Наружный диаметр кольца (фланца), D, м, до:
|
Количество сегментов (секторов), n, шт.
|
Толщина металла, h, мм, до:
|
|
5
|
7
|
10
|
18
|
26
|
35
|
50
|
80
|
110
|
|
Время на кольцо (фланец), T, мин
|
|
24
|
3,0
|
2
|
6,82
|
7,42
|
8,11
|
9,40
|
10,3
|
11,1
|
12,1
|
13,6
|
14,8
|
|
25
|
3
|
9,00
|
9,78
|
10,7
|
12,4
|
13,6
|
14,6
|
16,0
|
18,0
|
19,5
|
|
26
|
4
|
10,9
|
11,9
|
13,0
|
15,1
|
16,5
|
17,8
|
19,4
|
21,9
|
23,6
|
|
27
|
5
|
12,7
|
13,8
|
15,1
|
17,5
|
19,2
|
20,7
|
22,6
|
25,4
|
27,6
|
|
28
|
6
|
14,4
|
15,7
|
17,1
|
19,8
|
21,7
|
23,4
|
25,6
|
28,8
|
31,2
|
|
29
|
7
|
16,0
|
17,4
|
19,0
|
22,0
|
24,2
|
26,0
|
28,4
|
32,0
|
34,6
|
|
30
|
8
|
17,5
|
19,1
|
20,8
|
24,1
|
26,4
|
28,5
|
31,1
|
35,0
|
37,9
|
|
31
|
4,0
|
2
|
7,29
|
7,93
|
8,67
|
10,0
|
11,0
|
11,9
|
13,0
|
14,6
|
15,6
|
|
32
|
3
|
9,60
|
10,4
|
11,4
|
13,2
|
14,5
|
15,6
|
17,1
|
19,2
|
20,8
|
|
33
|
4
|
11,7
|
12,7
|
13,9
|
16,1
|
17,6
|
19,0
|
20,8
|
23,4
|
25,3
|
|
34
|
5
|
13,6
|
14,8
|
16,2
|
18,7
|
20,5
|
22,1
|
24,2
|
27,2
|
29,4
|
|
35
|
6
|
15,4
|
16,7
|
18,3
|
21,2
|
23,2
|
25,0
|
27,4
|
30,8
|
33,3
|
|
36
|
7
|
17,1
|
18,6
|
20,3
|
23,5
|
25,8
|
27,8
|
30,4
|
34,2
|
37,0
|
|
37
|
8
|
18,7
|
20,4
|
22,3
|
25,8
|
28,3
|
30,4
|
33,3
|
37,4
|
40,5
|
|
Индекс
|
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
и
|
Примечание. Нормативы времени рассчитаны на сборку и подгонку фланцев с длиной стыка до 200 мм. При измененных условиях работы время по карте применять с коэффициентами:
|
При длине стыка, мм, свыше 200
|
При ширине собираемых фланцев более 0,2 м
|
Сборка без подгонки
|
|
Коэффициент K
|
|
1,2
|
1,2
|
0,6
|
|
СБОРКА (СТЫКОВКА) ПРЯМЫХ ТРУБ ПОД СВАРКУ
|
Сборка под сварку
|
|
Карта 28, лист 1
|
Содержание работы
1. Взять или застропить детали
2. Переместить их к рабочему месту сборки, провести внешний осмотр
3. Выверить и состыковать трубы, выдержав размеры по чертежу и техническим условиям
4. Прихватить электросваркой
5. Отстропить (при установке подъемным краном)
|
N позиции
|
Наружный диаметр трубы, D, мм, до:
|
Толщина стенки трубы, h, мм, до:
|
|
3,5
|
5,0
|
8,0
|
12
|
16
|
20
|
24
|
30
|
|
Время на стык, T, мин
|
|
1
|
25
|
1,39
|
1,60
|
-
|
-
|
-
|
-
|
-
|
-
|
|
2
|
38
|
1,88
|
2,16
|
-
|
-
|
-
|
-
|
-
|
-
|
|
3
|
50
|
2,29
|
2,63
|
3,14
|
-
|
-
|
-
|
-
|
-
|
|
4
|
60
|
2,62
|
3,0
|
3,58
|
4,18
|
-
|
-
|
-
|
-
|
|
5
|
68
|
2,86
|
3,28
|
3,92
|
4,57
|
-
|
-
|
-
|
-
|
|
6
|
73
|
3,01
|
3,45
|
4,13
|
4,82
|
-
|
-
|
-
|
-
|
|
7
|
83
|
3,30
|
3,79
|
4,53
|
5,28
|
5,89
|
-
|
-
|
-
|
|
8
|
95
|
3,64
|
4,17
|
5,0
|
5,82
|
6,49
|
7,07
|
-
|
-
|
|
9
|
114
|
-
|
4,76
|
5,69
|
6,64
|
7,40
|
8,06
|
8,64
|
-
|
|
10
|
127
|
-
|
5,14
|
6,15
|
7,17
|
8,0
|
8,71
|
9,34
|
10,2
|
|
11
|
140
|
-
|
-
|
6,60
|
7,69
|
8,58
|
9,34
|
10,0
|
10,9
|
|
12
|
152
|
-
|
-
|
7,0
|
8,17
|
9,10
|
9,91
|
10,6
|
11,6
|
|
13
|
168
|
-
|
-
|
7,52
|
8,77
|
9,79
|
10,7
|
11,4
|
12,4
|
|
14
|
194
|
-
|
-
|
8,34
|
9,73
|
10,8
|
11,8
|
12,7
|
13,8
|
|
15
|
245
|
-
|
-
|
9,87
|
11,5
|
12,8
|
14,0
|
15,0
|
16,3
|
|
16
|
350
|
-
|
-
|
-
|
14,9
|
16,6
|
18,1
|
19,4
|
21,1
|
|
Индекс
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
|
СБОРКА (СТЫКОВКА) ПРЯМЫХ ТРУБ ПОД СВАРКУ
|
Сборка под сварку
|
|
Карта 28, лист 2
|
Примечание. Нормативы времени рассчитаны на сборку (стыковку) труб при суммарной длине их до 6 м. При измененных условиях работы время по карте применять с коэффициентами:
|
На каждый последующий стык
|
При сборке труб под углом
|
При суммарной длине труб в м
|
Без подгонки
|
|
до 10
|
11 - 15
|
свыше 15
|
|
Коэффициент K
|
|
0,8
|
1,3
|
1,05
|
1,1
|
1,15
|
0,6
|
|
СБОРКА ПРОДОЛЬНЫХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ПОД СВАРКУ
|
Сборка под сварку
|
|
Карта 29, лист 1
|
Содержание работы
1. Застропить обечайку и переместить на сборочный стенд, провести внешний осмотр
2. Подогнать продольный стык обечайки под сварку, выдержав размеры по чертежу и техническим условиям
3. Прихватить электросваркой
4. Снять обечайку, отложить
|
N позиции
|
Диаметр обечайки, D, мм, до:
|
Длина обечайки, L, м, до:
|
Толщина металла, h, мм, до:
|
|
2
|
3
|
5
|
7
|
10
|
14
|
20
|
28
|
40
|
60
|
|
Время на стык, T, мин
|
|
1
|
300
|
0,5
|
1,50
|
1,94
|
2,67
|
3,30
|
4,13
|
5,11
|
6,39
|
7,90
|
-
|
-
|
|
2
|
0,7
|
1,77
|
2,29
|
3,16
|
3,90
|
4,89
|
6,04
|
7,57
|
9,35
|
-
|
-
|
|
3
|
1,0
|
2,12
|
2,74
|
3,78
|
4,67
|
5,84
|
7,22
|
9,04
|
11,2
|
-
|
-
|
|
4
|
1,5
|
2,60
|
3,35
|
4,62
|
5,72
|
7,16
|
8,85
|
11,1
|
13,7
|
-
|
-
|
|
5
|
2,0
|
3,0
|
3,87
|
5,34
|
6,60
|
8,26
|
10,2
|
12,8
|
15,8
|
-
|
-
|
|
6
|
2,8
|
3,55
|
4,58
|
6,32
|
7,81
|
9,78
|
12,1
|
15,1
|
18,7
|
-
|
-
|
|
Индекс
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
и
|
к
|
|
СБОРКА ПРОДОЛЬНЫХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ПОД СВАРКУ
|
Сборка под сварку
|
|
Карта 29, лист 2
|
|
N позиции
|
Диаметр обечайки, D, мм, до:
|
Длина обечайки, L, м, до:
|
Толщина металла, h, мм, до:
|
|
2
|
3
|
5
|
7
|
10
|
14
|
20
|
28
|
40
|
60
|
|
Время на стык, T, мин
|
|
7
|
400
|
0,5
|
1,67
|
2,15
|
2,97
|
3,67
|
4,60
|
5,68
|
7,11
|
8,79
|
-
|
-
|
|
8
|
0,7
|
1,97
|
2,55
|
3,51
|
4,34
|
5,44
|
6,72
|
8,42
|
10,4
|
-
|
-
|
|
9
|
1,0
|
2,36
|
3,04
|
4,20
|
5,19
|
6,50
|
8,03
|
10,1
|
12,4
|
-
|
-
|
|
10
|
1,5
|
2,89
|
3,73
|
5,14
|
6,36
|
7,96
|
9,84
|
12,3
|
15,2
|
-
|
-
|
|
11
|
2,0
|
3,33
|
4,31
|
5,94
|
7,34
|
9,19
|
11,4
|
14,2
|
17,6
|
-
|
-
|
|
12
|
2,8
|
3,95
|
5,09
|
7,03
|
8,69
|
10,9
|
13,4
|
16,8
|
20,8
|
-
|
-
|
|
13
|
600
|
0,5
|
1,94
|
2,50
|
3,45
|
4,26
|
5,34
|
6,60
|
8,26
|
10,2
|
-
|
-
|
|
14
|
0,7
|
2,29
|
2,96
|
4,08
|
5,05
|
6,32
|
7,81
|
9,78
|
12,1
|
-
|
-
|
|
15
|
1,0
|
2,74
|
3,54
|
4,88
|
6,03
|
7,55
|
9,33
|
11,7
|
14,4
|
-
|
-
|
|
16
|
1,5
|
3,36
|
4,33
|
5,98
|
7,39
|
9,25
|
11,4
|
14,3
|
17,7
|
-
|
-
|
|
17
|
2,0
|
3,87
|
5,00
|
6,90
|
8,53
|
10,7
|
13,2
|
16,5
|
20,4
|
-
|
-
|
|
18
|
2,8
|
4,58
|
5,92
|
8,17
|
10,1
|
12,6
|
15,6
|
19,6
|
24,2
|
-
|
-
|
|
19
|
800
|
0,5
|
2,15
|
2,78
|
3,83
|
4,73
|
5,93
|
7,32
|
9,17
|
11,3
|
14,2
|
-
|
|
20
|
0,7
|
2,54
|
3,28
|
4,53
|
5,60
|
7,00
|
8,67
|
10,9
|
13,4
|
16,8
|
-
|
|
21
|
1,0
|
3,0
|
3,92
|
5,41
|
6,69
|
8,38
|
10,4
|
13,0
|
16,0
|
20,1
|
-
|
|
22
|
1,5
|
3,72
|
4,81
|
6,63
|
8,20
|
10,3
|
12,7
|
15,9
|
19,6
|
24,6
|
-
|
|
23
|
2,0
|
4,30
|
5,55
|
7,66
|
9,47
|
11,9
|
14,6
|
18,3
|
22,7
|
28,4
|
-
|
|
24
|
2,8
|
5,09
|
6,57
|
9,06
|
11,2
|
14,0
|
17,3
|
21,7
|
26,8
|
33,6
|
-
|
|
25
|
1000
|
0,5
|
2,34
|
3,02
|
4,17
|
5,15
|
6,45
|
7,97
|
9,98
|
12,3
|
15,4
|
19,9
|
|
26
|
0,7
|
2,77
|
3,58
|
4,93
|
6,10
|
7,63
|
9,43
|
11,8
|
14,6
|
18,3
|
23,6
|
|
27
|
1,0
|
3,31
|
4,27
|
5,90
|
7,29
|
9,12
|
11,3
|
14,1
|
17,5
|
21,8
|
28,2
|
|
28
|
1,5
|
4,05
|
5,23
|
7,22
|
8,92
|
11,2
|
13,8
|
17,3
|
21,4
|
26,8
|
34,5
|
|
29
|
2,0
|
4,68
|
6,04
|
8,34
|
10,3
|
12,9
|
15,9
|
20,0
|
24,7
|
30,9
|
40,0
|
|
30
|
2,8
|
5,54
|
7,15
|
9,86
|
12,2
|
15,3
|
18,9
|
23,6
|
29,2
|
36,6
|
47,2
|
|
31
|
4,0
|
6,70
|
8,65
|
11,9
|
14,8
|
18,5
|
22,8
|
28,6
|
35,3
|
44,2
|
57,1
|
|
32
|
1200
|
0,5
|
2,50
|
3,23
|
4,46
|
5,51
|
6,90
|
8,53
|
10,7
|
13,2
|
16,5
|
21,3
|
|
33
|
0,7
|
2,96
|
3,83
|
5,28
|
6,52
|
8,82
|
10,1
|
12,6
|
15,6
|
19,6
|
25,2
|
|
34
|
1,0
|
3,94
|
5,08
|
6,31
|
7,80
|
9,76
|
12,1
|
15,1
|
18,7
|
23,4
|
30,2
|
|
35
|
1,5
|
4,34
|
5,60
|
7,72
|
9,55
|
12,0
|
14,8
|
18,5
|
22,9
|
28,6
|
36,9
|
|
36
|
2,0
|
5,0
|
6,47
|
8,92
|
11,0
|
13,8
|
17,1
|
21,4
|
26,4
|
33,1
|
42,6
|
|
37
|
2,8
|
5,92
|
7,65
|
10,6
|
13,0
|
16,3
|
20,2
|
25,3
|
31,2
|
39,1
|
50,5
|
|
38
|
4,0
|
7,17
|
9,26
|
12,8
|
15,8
|
19,8
|
24,4
|
30,6
|
37,8
|
47,3
|
61,1
|
|
Индекс
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
и
|
к
|
|
СБОРКА ПРОДОЛЬНЫХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ПОД СВАРКУ
|
Сборка под сварку
|
|
Карта 29, лист 3
|
|
N позиции
|
Диаметр обечайки, D, мм, до:
|
Длина обечайки, L, м, до:
|
Толщина металла, h, мм, до:
|
|
2
|
3
|
5
|
7
|
10
|
14
|
20
|
28
|
40
|
60
|
|
Время на стык, T, мин
|
|
39
|
1400
|
0,5
|
-
|
3,42
|
4,72
|
5,83
|
7,31
|
9,03
|
11,3
|
14,0
|
17,5
|
22,6
|
|
40
|
0,7
|
-
|
4,05
|
5,59
|
6,91
|
8,64
|
10,7
|
13,4
|
16,5
|
20,7
|
26,7
|
|
41
|
1,0
|
-
|
4,84
|
6,68
|
8,25
|
10,3
|
12,8
|
16,0
|
19,8
|
24,7
|
31,9
|
|
42
|
1,5
|
-
|
5,92
|
8,18
|
10,1
|
13,7
|
15,6
|
19,6
|
24,2
|
30,3
|
39,1
|
|
43
|
2,0
|
-
|
6,81
|
9,44
|
11,7
|
14,6
|
18,1
|
22,6
|
28,0
|
35,0
|
45,2
|
|
44
|
2,8
|
-
|
8,1
|
11,2
|
13,8
|
17,3
|
21,4
|
26,8
|
33,1
|
41,4
|
53,4
|
|
45
|
4,0
|
-
|
9,8
|
13,5
|
16,7
|
20,9
|
25,9
|
32,4
|
40,0
|
50,1
|
64,6
|
|
46
|
1800
|
0,5
|
-
|
3,76
|
5,18
|
6,40
|
8,02
|
9,91
|
12,4
|
15,3
|
19,2
|
24,8
|
|
47
|
0,7
|
-
|
4,44
|
6,13
|
7,58
|
9,49
|
11,7
|
14,7
|
18,1
|
22,7
|
29,3
|
|
48
|
1,0
|
-
|
5,31
|
7,33
|
9,06
|
11,3
|
14,0
|
17,5
|
21,7
|
27,2
|
39,0
|
|
49
|
1,5
|
-
|
6,50
|
8,97
|
11,1
|
13,9
|
17,2
|
21,5
|
26,6
|
33,3
|
42,9
|
|
50
|
2,0
|
-
|
7,51
|
10,4
|
12,8
|
16,0
|
19,8
|
24,8
|
30,7
|
38,4
|
49,6
|
|
51
|
2,8
|
-
|
8,89
|
12,3
|
15,2
|
19,0
|
23,5
|
29,4
|
36,3
|
45,4
|
58,6
|
|
52
|
4,0
|
-
|
10,8
|
14,8
|
18,3
|
23,0
|
28,4
|
35,5
|
43,9
|
55,0
|
70,9
|
|
53
|
2200
|
0,5
|
-
|
-
|
5,58
|
7,0
|
8,64
|
10,7
|
13,4
|
16,5
|
20,7
|
26,7
|
|
54
|
0,7
|
-
|
-
|
6,60
|
8,16
|
10,2
|
12,6
|
15,8
|
19,5
|
24,5
|
31,6
|
|
55
|
1,0
|
-
|
-
|
7,89
|
9,75
|
12,2
|
15,1
|
18,9
|
23,4
|
29,2
|
37,7
|
|
56
|
1,5
|
-
|
-
|
9,67
|
11,9
|
15,0
|
18,5
|
23,1
|
28,6
|
35,8
|
46,2
|
|
57
|
2,0
|
-
|
-
|
11,2
|
9,75
|
17,3
|
21,3
|
26,7
|
33,0
|
41,4
|
53,4
|
|
58
|
2,8
|
-
|
-
|
13,2
|
16,3
|
20,4
|
25,3
|
31,6
|
39,1
|
48,9
|
63,1
|
|
59
|
4,0
|
-
|
-
|
16,0
|
19,8
|
25,9
|
30,6
|
38,3
|
47,3
|
59,2
|
76,4
|
|
60
|
2600
|
0,5
|
-
|
-
|
5,94
|
7,34
|
9,19
|
11,4
|
14,2
|
17,6
|
22,0
|
28,4
|
|
61
|
0,7
|
-
|
-
|
7,02
|
8,68
|
10,9
|
13,4
|
16,8
|
20,8
|
26,0
|
33,6
|
|
62
|
1,0
|
-
|
-
|
8,40
|
10,4
|
13,0
|
16,1
|
20,1
|
24,9
|
31,1
|
40,1
|
|
63
|
1,5
|
-
|
-
|
10,3
|
12,7
|
15,9
|
19,7
|
24,6
|
30,4
|
38,1
|
49,1
|
|
64
|
2,0
|
-
|
-
|
11,9
|
14,7
|
18,4
|
22,7
|
28,4
|
35,1
|
44,0
|
56,8
|
|
65
|
2,8
|
-
|
-
|
14,0
|
17,4
|
21,7
|
26,9
|
33,6
|
41,6
|
52,1
|
67,2
|
|
66
|
4,0
|
-
|
-
|
17,0
|
21,0
|
26,3
|
32,5
|
40,7
|
50,3
|
63,0
|
81,3
|
|
67
|
5,5
|
-
|
-
|
19,7
|
24,3
|
30,5
|
37,7
|
47,2
|
58,3
|
73,0
|
94,1
|
|
68
|
3000
|
0,5
|
-
|
-
|
6,26
|
7,74
|
9,69
|
12,0
|
15,0
|
18,5
|
23,2
|
30,0
|
|
69
|
0,7
|
-
|
-
|
7,4
|
9,15
|
11,5
|
14,2
|
17,7
|
21,9
|
27,4
|
35,4
|
|
70
|
1,0
|
-
|
-
|
8,85
|
10,9
|
13,7
|
16,9
|
21,2
|
26,2
|
32,8
|
42,3
|
|
71
|
1,5
|
-
|
-
|
10,8
|
13,4
|
16,8
|
20,7
|
26,0
|
32,1
|
40,2
|
51,8
|
|
72
|
2,0
|
-
|
-
|
12,5
|
15,5
|
19,4
|
23,9
|
30,0
|
37,1
|
46,4
|
59,9
|
|
73
|
2,8
|
-
|
-
|
14,8
|
18,3
|
22,9
|
28,3
|
35,5
|
43,8
|
54,9
|
79,8
|
|
74
|
4,0
|
-
|
-
|
17,9
|
22,2
|
27,7
|
34,3
|
42,9
|
53,1
|
66,4
|
85,7
|
|
75
|
5,5
|
-
|
-
|
20,8
|
25,7
|
32,1
|
39,7
|
49,7
|
61,4
|
76,9
|
99,3
|
|
Индекс
|
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
и
|
к
|
|
СБОРКА ПРОДОЛЬНЫХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ПОД СВАРКУ
|
Сборка под сварку
|
|
Карта 29, лист 4
|
Примечание. Нормативы времени рассчитаны на сборку обечаек, кромки которых обработаны машинной газовой резкой. При измененных условиях работы время по карте применять с коэффициентами:
|
При сборке после ручной газовой резки
|
При сборке стыков обечаек, обработанных на станке
|
При сборке обечаек из двух частей
|
|
Коэффициент K
|
|
1,2
|
0,7
|
1,8
|
|
СБОРКА ПРОДОЛЬНЫХ СТЫКОВ КОНИЧЕСКИХ ОБЕЧАЕК ПОД СВАРКУ
|
Сборка под сварку
|
|
Карта 30, лист 1
|
Содержание работы
1. Застропить коническую обечайку и переместить на сборочный стенд, провести внешний осмотр
2. Подогнать продольный стык конической обечайки под сварку, выдержав размеры по чертежу и техническим условиям
3. Прихватить электросваркой
4. Снять обечайку, отложить
|
N позиции
|
Диаметр обечайки, D, мм, до:
|
Длина обечайки, L, м, до:
|
Толщина металла, h, мм, до:
|
|
2
|
3
|
5
|
7
|
10
|
14
|
20
|
28
|
40
|
|
Время на стык, T, мин
|
|
1
|
600
|
0,5
|
2,90
|
3,70
|
5,03
|
6,16
|
7,62
|
9,33
|
11,6
|
-
|
-
|
|
2
|
0,7
|
3,44
|
4,38
|
5,95
|
7,28
|
9,02
|
11,0
|
13,7
|
-
|
-
|
|
3
|
1,0
|
4,11
|
5,24
|
7,11
|
8,71
|
10,8
|
13,2
|
16,3
|
-
|
-
|
|
4
|
1,5
|
5,03
|
6,41
|
8,71
|
10,7
|
13,2
|
16,2
|
20,0
|
-
|
-
|
|
5
|
2,0
|
5,81
|
7,40
|
10,1
|
12,3
|
15,2
|
18,7
|
23,1
|
-
|
-
|
|
Индекс
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
и
|
|
СБОРКА ПРОДОЛЬНЫХ СТЫКОВ КОНИЧЕСКИХ ОБЕЧАЕК ПОД СВАРКУ
|
Сборка под сварку
|
|
Карта 30, лист 2
|
|
N позиции
|
Диаметр обечайки, D, мм, до:
|
Длина обечайки, L, м, до:
|
Толщина металла, h, мм, до:
|
|
2
|
3
|
5
|
7
|
10
|
14
|
20
|
28
|
40
|
|
Время на стык, T, мин
|
|
6
|
800
|
0,5
|
3,23
|
4,12
|
5,60
|
6,85
|
8,48
|
10,4
|
12,9
|
15,7
|
-
|
|
7
|
0,7
|
3,82
|
4,87
|
6,62
|
8,10
|
10,0
|
12,3
|
15,2
|
18,6
|
-
|
|
8
|
1,0
|
4,57
|
5,82
|
7,91
|
9,68
|
12,0
|
14,7
|
18,2
|
22,2
|
-
|
|
9
|
1,5
|
5,59
|
7,13
|
9,69
|
11,9
|
14,7
|
18,0
|
22,3
|
27,2
|
-
|
|
10
|
2,0
|
6,46
|
8,24
|
11,2
|
13,7
|
17,0
|
20,8
|
25,7
|
31,5
|
-
|
|
11
|
2,8
|
7,64
|
9,75
|
13,2
|
16,2
|
20,1
|
24,6
|
30,4
|
37,2
|
-
|
|
12
|
1000
|
0,5
|
3,51
|
4,47
|
6,08
|
7,44
|
9,21
|
11,3
|
14,0
|
17,1
|
21,2
|
|
13
|
0,7
|
4,15
|
5,29
|
7,19
|
8,80
|
10,9
|
13,3
|
16,5
|
20,2
|
25,0
|
|
14
|
1,0
|
4,96
|
6,33
|
8,59
|
10,5
|
13,0
|
16,6
|
19,7
|
24,2
|
30,0
|
|
15
|
1,5
|
6,07
|
7,75
|
10,5
|
12,9
|
16,0
|
19,5
|
24,2
|
29,6
|
36,7
|
|
16
|
2,0
|
7,01
|
8,95
|
12,2
|
14,9
|
18,4
|
22,5
|
27,9
|
34,2
|
42,3
|
|
17
|
2,8
|
8,3
|
10,6
|
14,4
|
17,6
|
21,8
|
26,7
|
33,0
|
40,4
|
50,1
|
|
18
|
1200
|
0,5
|
3,75
|
4,78
|
6,50
|
7,96
|
9,85
|
12,1
|
14,9
|
18,3
|
22,6
|
|
19
|
0,7
|
4,44
|
5,66
|
7,69
|
9,41
|
11,7
|
14,3
|
17,7
|
21,6
|
26,8
|
|
20
|
1,0
|
5,31
|
6,77
|
9,19
|
11,3
|
13,9
|
17,1
|
21,1
|
25,8
|
32,0
|
|
21
|
1,5
|
6,50
|
8,29
|
11,3
|
13,8
|
17,1
|
20,9
|
25,9
|
31,7
|
39,2
|
|
22
|
2,0
|
7,50
|
9,60
|
13,0
|
15,9
|
19,7
|
24,1
|
30,0
|
36,6
|
45,3
|
|
23
|
2,8
|
8,88
|
11,3
|
15,4
|
18,8
|
23,3
|
28,5
|
35,3
|
43,3
|
53,6
|
|
24
|
1400
|
0,5
|
3,97
|
5,07
|
6,88
|
8,42
|
10,4
|
12,9
|
15,8
|
19,4
|
24,0
|
|
25
|
0,7
|
4,7
|
5,99
|
8,14
|
9,97
|
12,3
|
15,1
|
18,7
|
22,9
|
28,4
|
|
26
|
1,0
|
5,62
|
7,16
|
9,73
|
11,9
|
14,8
|
18,1
|
22,4
|
27,4
|
33,9
|
|
27
|
1,5
|
6,88
|
8,77
|
11,9
|
14,6
|
18,1
|
22,1
|
27,4
|
33,5
|
41,5
|
|
28
|
2,0
|
7,94
|
10,1
|
13,8
|
16,8
|
20,9
|
25,5
|
31,6
|
38,7
|
47,9
|
|
29
|
2,8
|
9,40
|
12,0
|
16,3
|
19,9
|
24,7
|
30,2
|
37,4
|
45,8
|
56,7
|
|
30
|
1800
|
0,5
|
4,36
|
5,56
|
7,55
|
9,34
|
11,4
|
14,0
|
17,4
|
21,2
|
26,3
|
|
31
|
0,7
|
5,16
|
6,58
|
8,94
|
10,9
|
13,5
|
16,6
|
20,5
|
25,1
|
31,1
|
|
32
|
1,0
|
6,16
|
7,86
|
10,7
|
13,1
|
16,2
|
19,8
|
24,5
|
30,0
|
37,2
|
|
33
|
1,5
|
7,5
|
9,62
|
13,1
|
16,0
|
19,8
|
24,3
|
30,1
|
36,8
|
45,6
|
|
34
|
2,0
|
8,72
|
11,1
|
15,1
|
18,5
|
22,9
|
28,0
|
34,7
|
42,4
|
52,6
|
|
35
|
2,8
|
10,3
|
13,2
|
17,9
|
21,9
|
27,1
|
33,2
|
41,1
|
50,3
|
62,2
|
|
36
|
2200
|
0,5
|
4,69
|
5,99
|
8,14
|
9,96
|
12,3
|
15,1
|
18,7
|
19,8
|
28,3
|
|
37
|
0,7
|
5,56
|
7,08
|
9,63
|
11,8
|
14,6
|
17,9
|
22,1
|
27,1
|
33,5
|
|
38
|
1,0
|
6,64
|
8,47
|
11,5
|
14,1
|
17,4
|
21,3
|
26,4
|
32,3
|
40,1
|
|
39
|
1,5
|
8,13
|
10,4
|
14,1
|
17,2
|
21,4
|
24,0
|
32,4
|
39,6
|
49,1
|
|
40
|
2,0
|
9,39
|
12,0
|
16,3
|
19,9
|
24,7
|
30,2
|
37,4
|
45,7
|
56,7
|
|
41
|
2,8
|
11,1
|
14,2
|
19,3
|
23,6
|
29,2
|
35,7
|
44,2
|
54,1
|
67,0
|
|
Индекс
|
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
и
|
|
СБОРКА ПРОДОЛЬНЫХ СТЫКОВ КОНИЧЕСКИХ ОБЕЧАЕК ПОД СВАРКУ
|
Сборка под сварку
|
|
Карта 30, лист 3
|
|
N позиции
|
Диаметр обечайки, D, мм, до:
|
Длина обечайки, L, м, до:
|
Толщина металла, h, мм, до:
|
|
2
|
3
|
5
|
7
|
10
|
14
|
20
|
28
|
40
|
|
Время на стык, T, мин
|
|
42
|
2600
|
0,5
|
5,0
|
6,37
|
8,65
|
10,6
|
13,1
|
16,1
|
19,9
|
24,3
|
30,1
|
|
43
|
0,7
|
5,91
|
7,54
|
10,2
|
12,5
|
15,5
|
19,0
|
23,5
|
28,8
|
35,7
|
|
44
|
1,0
|
7,06
|
9,01
|
12,2
|
15,0
|
18,6
|
22,7
|
28,1
|
34,4
|
42,6
|
|
45
|
1,5
|
8,65
|
11,0
|
15,0
|
18,3
|
22,7
|
27,8
|
34,4
|
42,1
|
52,2
|
|
46
|
2,0
|
10,0
|
12,7
|
17,3
|
21,2
|
26,2
|
32,1
|
39,8
|
48,7
|
60,3
|
|
47
|
2,8
|
11,8
|
15,1
|
20,5
|
25,1
|
31,0
|
38,0
|
47,1
|
57,6
|
71,3
|
|
48
|
4000
|
0,5
|
5,86
|
7,47
|
10,1
|
12,4
|
15,4
|
18,8
|
23,3
|
28,5
|
35,3
|
|
49
|
0,7
|
6,93
|
8,84
|
12,0
|
14,7
|
18,2
|
22,3
|
27,6
|
33,8
|
41,8
|
|
50
|
1,0
|
8,28
|
10,6
|
14,4
|
17,6
|
18,5
|
26,6
|
32,9
|
40,4
|
49,9
|
|
51
|
1,5
|
10,1
|
12,9
|
17,6
|
21,5
|
26,6
|
32,6
|
40,4
|
49,4
|
61,2
|
|
52
|
2,0
|
11,7
|
14,9
|
20,3
|
24,8
|
30,8
|
37,7
|
46,6
|
57,1
|
70,7
|
|
53
|
2,8
|
13,9
|
17,7
|
24,0
|
29,4
|
36,4
|
44,6
|
55,2
|
67,5
|
83,6
|
|
54
|
4,0
|
16,6
|
21,1
|
28,7
|
35,1
|
43,5
|
53,2
|
66,0
|
80,7
|
100,0
|
|
Индекс
|
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
и
|
Примечание. Нормативы времени рассчитаны на сборку конических обечаек, кромки которых обработаны машинной газовой резкой. При измененных условиях работы время по карте применять с коэффициентами:
|
При сборке после ручной газовой резки
|
При сборке стыков обечаек, обработанных на станке
|
При сборке обечаек из двух частей
|
|
Коэффициент K
|
|
1,2
|
0,7
|
1,8
|
|
СБОРКА ОТВОДОВ (КОЛЕН) ИЗ ТРУБ ПО КОЛЬЦЕВОМУ СТЫКУ ПОД СВАРКУ
|
Сборка под сварку
|
|
Карта 31, лист 1
|
Содержание работы
1. Застропить трубы и переместить их к рабочему месту сборки, провести их внешний осмотр
2. Собрать и подогнать колено под сварку, выдержав размеры по чертежу
3. Прихватить колено электросваркой
4. Снять узел и отложить
|
N позиции
|
Диаметр трубы, D, мм, до:
|
Толщина металла, h, мм, до:
|
Количество деталей в узле
|
|
2
|
3
|
4
|
5
|
|
Максимальная длина пристыковываемой трубы, L, м, до:
|
|
0,5
|
1,0
|
2,0
|
0,5
|
1,0
|
2,0
|
0,5
|
1,0
|
2,0
|
0,5
|
1,0
|
2,0
|
|
Время на узел, T, мин
|
|
1
|
60
|
4
|
4,56
|
5,06
|
5,62
|
8,21
|
9,11
|
10,1
|
11,9
|
13,2
|
14,6
|
15,5
|
17,2
|
19,1
|
|
2
|
8
|
5,24
|
5,81
|
6,45
|
9,43
|
10,5
|
11,6
|
13,6
|
15,1
|
16,8
|
17,8
|
19,8
|
21,9
|
|
3
|
12
|
5,68
|
6,31
|
7,0
|
10,2
|
11,4
|
12,6
|
14,8
|
16,4
|
18,2
|
19,3
|
21,5
|
23,8
|
|
4
|
83
|
4
|
5,58
|
6,19
|
6,87
|
10,0
|
11,1
|
12,4
|
14,5
|
16,1
|
17,9
|
19,0
|
21,0
|
23,4
|
|
5
|
8
|
6,41
|
7,11
|
7,89
|
11,5
|
12,8
|
14,2
|
16,7
|
18,5
|
20,5
|
21,8
|
24,2
|
26,8
|
|
6
|
12
|
6,95
|
7,71
|
8,56
|
12,5
|
13,9
|
15,4
|
18,1
|
20,0
|
22,3
|
23,6
|
26,2
|
29,1
|
|
7
|
16
|
7,36
|
8,17
|
9,06
|
13,2
|
14,7
|
16,3
|
19,1
|
21,2
|
23,6
|
25,0
|
27,8
|
30,8
|
|
8
|
127
|
4
|
7,26
|
8,06
|
8,94
|
13,1
|
14,5
|
16,1
|
18,9
|
21,0
|
23,2
|
24,7
|
27,4
|
30,4
|
|
9
|
8
|
8,34
|
9,26
|
10,3
|
15,0
|
16,7
|
18,5
|
21,7
|
24,1
|
26,8
|
28,4
|
31,5
|
35,0
|
|
10
|
12
|
9,05
|
10,0
|
11,1
|
16,3
|
18,0
|
20,0
|
23,5
|
26,0
|
28,9
|
30,8
|
34,0
|
37,7
|
|
11
|
16
|
9,58
|
10,6
|
11,8
|
17,2
|
19,1
|
21,2
|
24,9
|
27,6
|
30,7
|
32,6
|
36,0
|
40,1
|
|
12
|
20
|
10,0
|
11,1
|
12,3
|
18,0
|
19,9
|
22,1
|
26,0
|
28,9
|
32,0
|
34,0
|
37,7
|
41,8
|
|
13
|
24
|
10,4
|
11,5
|
12,8
|
18,7
|
20,7
|
23,0
|
27,0
|
29,9
|
33,3
|
35,4
|
39,1
|
43,5
|
|
14
|
180
|
8
|
10,4
|
11,5
|
12,7
|
18,7
|
20,7
|
22,9
|
27,0
|
29,9
|
33,0
|
35,4
|
39,1
|
43,2
|
|
15
|
12
|
11,2
|
12,5
|
13,8
|
20,2
|
22,5
|
24,8
|
29,1
|
32,5
|
35,9
|
38,1
|
42,5
|
46,9
|
|
16
|
16
|
11,9
|
13,2
|
14,6
|
21,4
|
23,8
|
26,3
|
30,9
|
34,3
|
38,0
|
40,5
|
44,9
|
49,6
|
|
17
|
20
|
12,4
|
13,8
|
15,3
|
22,3
|
24,8
|
27,5
|
32,2
|
35,9
|
39,8
|
42,2
|
46,9
|
52,0
|
|
18
|
24
|
12,9
|
14,3
|
15,9
|
23,2
|
25,7
|
28,6
|
33,5
|
37,2
|
41,3
|
43,9
|
48,6
|
54,1
|
|
19
|
30
|
13,5
|
15,0
|
16,6
|
24,3
|
27,0
|
29,9
|
35,1
|
39,0
|
43,2
|
45,9
|
51,0
|
56,4
|
|
20
|
245
|
12
|
13,6
|
15,1
|
16,7
|
24,5
|
27,2
|
30,1
|
35,4
|
39,3
|
43,4
|
46,2
|
51,3
|
55,4
|
|
21
|
16
|
14,4
|
16,0
|
17,7
|
25,9
|
28,8
|
31,9
|
37,4
|
41,6
|
46,0
|
49,0
|
54,4
|
60,2
|
|
22
|
20
|
15,1
|
16,7
|
18,5
|
27,2
|
30,1
|
33,3
|
39,3
|
43,4
|
48,1
|
51,3
|
55,4
|
62,9
|
|
23
|
24
|
15,6
|
17,3
|
19,2
|
28,1
|
31,1
|
34,6
|
40,6
|
45,0
|
50,0
|
53,0
|
58,8
|
65,3
|
|
24
|
30
|
16,3
|
18,1
|
20,1
|
29,3
|
32,6
|
36,2
|
42,4
|
47,1
|
52,3
|
55,4
|
61,5
|
68,3
|
|
25
|
300
|
12
|
15,4
|
17,1
|
19,0
|
27,7
|
30,8
|
34,2
|
40,0
|
44,5
|
49,4
|
52,4
|
58,1
|
64,6
|
|
26
|
16
|
16,3
|
18,1
|
20,1
|
29,3
|
32,6
|
36,2
|
42,4
|
47,1
|
52,3
|
55,4
|
61,5
|
68,5
|
|
27
|
20
|
17,1
|
18,9
|
21,0
|
30,8
|
34,0
|
37,8
|
44,5
|
49,1
|
54,6
|
58,1
|
64,3
|
71,4
|
|
28
|
24
|
17,7
|
19,6
|
21,8
|
31,9
|
35,3
|
39,2
|
46,0
|
51,0
|
56,7
|
60,2
|
66,6
|
74,1
|
|
29
|
30
|
18,5
|
20,5
|
22,8
|
33,3
|
36,9
|
41,0
|
48,1
|
53,3
|
59,3
|
62,9
|
69,7
|
77,5
|
|
|
Индекс
|
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
и
|
к
|
л
|
м
|
|
СБОРКА ОТВОДОВ (КОЛЕН) ИЗ ТРУБ ПО КОЛЬЦЕВОМУ СТЫКУ ПОД СВАРКУ
|
Сборка под сварку
|
|
Карта 31, лист 2
|
|
N позиции
|
Диаметр трубы D, мм, до:
|
Толщина металла, h, мм, до:
|
Количество деталей в узле
|
|
2
|
3
|
4
|
5
|
|
Максимальная длина пристыковываемой трубы, L, м, до:
|
|
0,5
|
1,0
|
2,0
|
0,5
|
1,0
|
2,0
|
0,5
|
1,0
|
2,0
|
0,5
|
1,0
|
2,0
|
|
Время на узел, T, мин
|
|
30
|
350
|
12
|
17,0
|
18,8
|
20,9
|
30,5
|
33,8
|
37,6
|
44,2
|
48,9
|
54,3
|
57,8
|
63,9
|
71,1
|
|
31
|
16
|
18,0
|
19,9
|
22,1
|
32,4
|
35,6
|
39,8
|
46,0
|
51,7
|
57,5
|
61,2
|
67,7
|
75,1
|
|
32
|
20
|
18,8
|
20,8
|
23,1
|
33,8
|
37,4
|
41,6
|
48,9
|
54,1
|
60,1
|
63,9
|
70,1
|
78,5
|
|
33
|
24
|
19,5
|
21,6
|
24,0
|
35,1
|
38,9
|
43,2
|
50,7
|
56,2
|
62,4
|
66,3
|
73,4
|
81,6
|
|
34
|
30
|
20,4
|
22,6
|
25,1
|
36,7
|
40,7
|
45,2
|
53,0
|
58,8
|
65,3
|
69,4
|
76,8
|
85,3
|
|
35
|
450
|
12
|
19,8
|
22,0
|
24,4
|
35,6
|
39,6
|
43,9
|
51,5
|
57,2
|
63,4
|
67,3
|
74,8
|
83,0
|
|
36
|
16
|
21,0
|
23,3
|
25,8
|
37,8
|
41,9
|
46,4
|
54,6
|
60,6
|
67,1
|
71,4
|
79,2
|
87,7
|
|
37
|
20
|
22,0
|
24,4
|
27,0
|
39,6
|
43,9
|
48,6
|
57,2
|
63,4
|
70,2
|
74,8
|
82,9
|
91,8
|
|
38
|
24
|
22,8
|
25,3
|
28,0
|
41,0
|
45,5
|
50,4
|
59,3
|
65,8
|
72,8
|
77,5
|
86,0
|
95,2
|
|
39
|
30
|
23,8
|
26,4
|
29,3
|
42, 3
|
47,5
|
52,7
|
61,9
|
68,6
|
76,2
|
80,9
|
89,8
|
99,6
|
|
|
Индекс
|
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
и
|
к
|
л
|
м
|
Примечание. Нормативы времени рассчитаны на сборку кольцевого стыка труб, обработанного газовой резкой. При сборке стыков труб, кромки которых обработаны на станках, время по карте применять с коэффициентом K = 0,7.
|
СБОРКА МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ ИЗ ПРОФИЛЬНОГО И ЛИСТОВОГО МЕТАЛЛА
|
Сборка под сварку
|
|
Карта 34, лист 1
|
Содержание работы
1. Подать детали к месту сборки, провести их внешний осмотр
2. Установить базовые детали на место сборки
3. Разметить, установить детали, выдержав размеры по чертежу
4. Подогнать сопряжения деталей, прихватить их электросваркой, повернуть узел в процессе сборки
5. Снять узел, отложить в сторону
|
N позиции
|
Масса узла, Q, кг, до:
|
Длина стыков, L, м, до:
|
Количество собираемых деталей в узле, n, шт., до:
|
|
6
|
8
|
10
|
12
|
16
|
20
|
25
|
30
|
40
|
50
|
60
|
75
|
95
|
115
|
145
|
180
|
230
|
280
|
350
|
|
Время, T, час
|
|
1
|
12
|
0,3
|
0,11
|
0,14
|
0,16
|
0,19
|
0,23
|
0,27
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
2
|
0,6
|
0,12
|
0,15
|
0,18
|
0,20
|
0,24
|
0,28
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
3
|
1,0
|
0,13
|
0,16
|
0,19
|
0,22
|
0,26
|
0,31
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
4
|
1,8
|
0,15
|
0,18
|
0,21
|
0,24
|
0,29
|
0,35
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
5
|
|
0,6
|
0,14
|
0,17
|
0,20
|
0,23
|
0,28
|
0,32
|
0,38
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
6
|
20
|
1,0
|
0,15
|
0,18
|
0,22
|
0,25
|
0,30
|
0,35
|
0,42
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
7
|
|
1,8
|
0,17
|
0,21
|
0,24
|
0,28
|
0,34
|
0,40
|
0,46
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
8
|
|
3,5
|
0,19
|
0,23
|
0,27
|
0,31
|
0,38
|
0,45
|
0,52
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
9
|
35
|
0,6
|
0,16
|
0,20
|
0,23
|
0,26
|
0,32
|
0,38
|
0,44
|
0,50
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
10
|
1,0
|
0,18
|
0,22
|
0,25
|
0,29
|
0,35
|
0,41
|
0,48
|
0,55
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
11
|
1,8
|
0,19
|
0,24
|
0,28
|
0,32
|
0,39
|
0,46
|
0,54
|
0,61
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
12
|
3,5
|
0,22
|
0,27
|
0,32
|
0,36
|
0,44
|
0,52
|
0,60
|
0,69
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
13
|
60
|
0,6
|
0,18
|
0,22
|
0,26
|
0,30
|
0,36
|
0,43
|
0,50
|
0,58
|
0,70
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
14
|
1,0
|
0,20
|
0,24
|
0,28
|
0,33
|
0,40
|
0,47
|
0,56
|
0,63
|
0,77
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
15
|
1,8
|
0,22
|
0,27
|
0,32
|
0,36
|
0,45
|
0,53
|
0,62
|
0,70
|
0,86
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
16
|
3,5
|
0,25
|
0,31
|
0,36
|
0,41
|
0,50
|
0,59
|
0,69
|
0,79
|
0,97
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
17
|
6,0
|
0,27
|
0,34
|
0,40
|
0,46
|
0,56
|
0,65
|
0,76
|
0,87
|
1,07
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
18
|
100
|
1,0
|
0,23
|
0,28
|
0,33
|
0,37
|
0,46
|
0,54
|
0,63
|
0,72
|
0,88
|
1,04
|
1,2
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
19
|
1,8
|
0,25
|
0,31
|
0,36
|
0,42
|
0,51
|
0,60
|
0,70
|
0,80
|
0,98
|
1,15
|
1,3
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
20
|
3,5
|
0,28
|
0,35
|
0,41
|
0,47
|
0,57
|
0,67
|
0,79
|
0,90
|
1,11
|
1,3
|
1,5
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
21
|
6,0
|
0,32
|
0,39
|
0,45
|
0,52
|
0,64
|
0,75
|
0,87
|
1,0
|
1,2
|
1,4
|
1,6
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
22
|
10
|
0,35
|
0,43
|
0,50
|
0,57
|
0,7
|
0,82
|
0,96
|
1,09
|
1,34
|
1,5
|
1,78
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
23
|
180
|
1,8
|
-
|
0,36
|
0,43
|
0,48
|
0,60
|
0,70
|
0,82
|
0,93
|
1,15
|
1,34
|
1,53
|
1,8
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
24
|
3,5
|
-
|
0,41
|
0,48
|
0,55
|
0,67
|
0,79
|
0,92
|
1,05
|
1,29
|
1,52
|
1,72
|
2,0
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
25
|
6,0
|
-
|
0,45
|
0,53
|
0,61
|
0,74
|
0,87
|
1,02
|
1,15
|
1,42
|
1,67
|
1,9
|
2,23
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
26
|
10
|
-
|
0,49
|
0,58
|
0,66
|
0,81
|
0,95
|
1,12
|
1,27
|
1,56
|
1,83
|
2,08
|
2,44
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
27
|
320
|
3,5
|
-
|
-
|
0,56
|
0,64
|
0,78
|
0,92
|
1,07
|
1,22
|
1,5
|
1,76
|
2,0
|
2,35
|
2,78
|
-
|
-
|
-
|
-
|
-
|
-
|
|
28
|
6,0
|
-
|
-
|
0,62
|
0,70
|
0,86
|
1,0
|
1,2
|
1,35
|
1,65
|
1,94
|
2,2
|
2,58
|
3,05
|
-
|
-
|
-
|
-
|
-
|
-
|
|
29
|
10
|
-
|
-
|
0,67
|
0,77
|
0,95
|
1,1
|
1,3
|
1,50
|
1,8
|
2,1
|
2,4
|
2,8
|
3,35
|
-
|
-
|
-
|
-
|
-
|
-
|
|
30
|
18
|
-
|
-
|
0,75
|
0,85
|
1,05
|
1,23
|
1,45
|
1,65
|
2,0
|
2,4
|
2,7
|
3,15
|
3,7
|
-
|
-
|
-
|
-
|
-
|
-
|
|
31
|
30
|
-
|
-
|
0,82
|
0,94
|
1,15
|
1,35
|
1,58
|
1,8
|
2,2
|
2,6
|
2,9
|
3,45
|
4,08
|
-
|
-
|
-
|
-
|
-
|
-
|
|
32
|
50
|
-
|
-
|
0,90
|
1,03
|
1,26
|
1,48
|
1,74
|
1,97
|
2,42
|
2,84
|
3,23
|
3,78
|
4,48
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
Индекс
|
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
и
|
к
|
л
|
м
|
н
|
о
|
п
|
р
|
с
|
т
|
у
|
|
СБОРКА МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ ИЗ ПРОФИЛЬНОГО И ЛИСТОВОГО МЕТАЛЛА
|
Сборка под сварку
|
|
Карта 34, лист 2
|
|
N позиции
|
Масса узла, Q, кг, до:
|
Длина стыков, L, м, до:
|
Количество собираемых деталей в узле, n, шт., до:
|
|
6
|
8
|
10
|
12
|
16
|
20
|
25
|
30
|
40
|
50
|
60
|
75
|
95
|
115
|
145
|
180
|
230
|
280
|
350
|
|
Время, T, час
|
|
33
|
600
|
3,5
|
-
|
-
|
-
|
0,75
|
0,92
|
1,08
|
1,26
|
1,44
|
1,76
|
2,07
|
2,35
|
2,75
|
3,27
|
3,75
|
4,4
|
-
|
-
|
-
|
-
|
|
34
|
6,0
|
-
|
-
|
-
|
0,83
|
1,0
|
1,2
|
1,4
|
1,6
|
1,95
|
2,3
|
2,6
|
3,05
|
3,6
|
4,1
|
4,86
|
-
|
-
|
-
|
-
|
|
35
|
10
|
-
|
-
|
-
|
0,91
|
1,1
|
1,3
|
1,5
|
1,7
|
2,15
|
2,5
|
2,85
|
3,34
|
3,95
|
4,5
|
5,3
|
-
|
-
|
-
|
-
|
|
36
|
18
|
-
|
-
|
-
|
1,0
|
1,24
|
1,45
|
1,7
|
1,9
|
2,4
|
2,8
|
3,16
|
3,7
|
4,4
|
5,0
|
5,9
|
-
|
-
|
-
|
-
|
|
37
|
30
|
-
|
-
|
-
|
1,1
|
1,35
|
1,6
|
1,85
|
2,1
|
2,6
|
3,05
|
3,5
|
4,07
|
4,8
|
5,5
|
6,5
|
-
|
-
|
-
|
-
|
|
38
|
50
|
-
|
-
|
-
|
1,2
|
1,5
|
1,75
|
2,05
|
2,3
|
2,85
|
3,3
|
3,8
|
4,5
|
5,3
|
6,0
|
7,1
|
-
|
-
|
-
|
-
|
|
39
|
1000
|
3,5
|
-
|
-
|
-
|
-
|
1,05
|
1,23
|
1,45
|
1,65
|
2,0
|
2,4
|
2,7
|
3,15
|
3,7
|
4,3
|
-
|
-
|
-
|
-
|
-
|
|
40
|
6,0
|
-
|
-
|
-
|
-
|
1,16
|
1,36
|
1,6
|
1,8
|
2,2
|
2,6
|
3,0
|
3,5
|
4,1
|
4,7
|
-
|
-
|
-
|
-
|
-
|
|
41
|
10
|
-
|
-
|
-
|
-
|
1,27
|
1,5
|
1,75
|
2,0
|
2,45
|
2,85
|
3,25
|
3,8
|
4,5
|
5,17
|
-
|
-
|
-
|
-
|
-
|
|
42
|
18
|
-
|
-
|
-
|
-
|
1,4
|
1,65
|
1,95
|
2,2
|
2,7
|
3,2
|
3,6
|
4,2
|
5,0
|
5,7
|
-
|
-
|
-
|
-
|
-
|
|
43
|
30
|
-
|
-
|
-
|
-
|
1,55
|
1,8
|
2,1
|
2,4
|
3,0
|
3,5
|
4,0
|
4,6
|
5,5
|
6,3
|
-
|
-
|
-
|
-
|
-
|
|
44
|
50
|
-
|
-
|
-
|
-
|
1,7
|
2,0
|
2,3
|
2,65
|
3,3
|
3,8
|
4,3
|
5,0
|
6,0
|
6,9
|
-
|
-
|
-
|
-
|
-
|
|
45
|
1800
|
3,5
|
-
|
-
|
-
|
-
|
-
|
1,4
|
1,7
|
1,9
|
2,35
|
2,75
|
3,1
|
3,7
|
4,35
|
5,0
|
5,9
|
6,8
|
8,15
|
-
|
-
|
|
46
|
6,0
|
-
|
-
|
-
|
-
|
-
|
1,6
|
1,85
|
2,1
|
2,6
|
3,0
|
3,45
|
4,05
|
4,8
|
5,5
|
6,5
|
7,5
|
9,0
|
-
|
-
|
|
47
|
10
|
-
|
-
|
-
|
-
|
-
|
1,74
|
2,0
|
2,3
|
2,8
|
3,3
|
3,8
|
4,4
|
5,2
|
6,0
|
7,0
|
8,3
|
9,8
|
-
|
-
|
|
48
|
18
|
-
|
-
|
-
|
-
|
-
|
1,9
|
2,3
|
2,6
|
3,15
|
3,7
|
4,2
|
4,9
|
5,8
|
6,7
|
7,9
|
9,2
|
10,9
|
-
|
-
|
|
49
|
30
|
-
|
-
|
-
|
-
|
-
|
2,1
|
2,5
|
2,8
|
3,5
|
4,06
|
4,6
|
5,4
|
6,4
|
7,3
|
8,6
|
10
|
12
|
-
|
-
|
|
50
|
50
|
-
|
-
|
-
|
-
|
-
|
2,3
|
2,7
|
3,1
|
3,8
|
4,5
|
5,1
|
5,9
|
7,0
|
8,0
|
9,5
|
11
|
13
|
-
|
-
|
|
51
|
3200
|
6,0
|
-
|
-
|
-
|
-
|
-
|
-
|
2,15
|
2,45
|
3,0
|
3,5
|
4,0
|
4,7
|
5,6
|
6,4
|
7,5
|
8,75
|
10,4
|
12
|
14
|
|
52
|
10
|
-
|
-
|
-
|
-
|
-
|
-
|
2,36
|
2,7
|
3,3
|
3,9
|
4,4
|
5,15
|
6,1
|
7,0
|
8,24
|
9,6
|
11,4
|
13,1
|
15,4
|
|
53
|
18
|
-
|
-
|
-
|
-
|
-
|
-
|
2,6
|
3,0
|
3,7
|
4,3
|
4,9
|
5,7
|
6,8
|
7,8
|
9,15
|
10,7
|
12,7
|
14,6
|
17,1
|
|
54
|
30
|
-
|
-
|
-
|
-
|
-
|
-
|
2,9
|
3,3
|
4,0
|
4,7
|
5,4
|
6,3
|
7,4
|
8,5
|
10
|
11,7
|
14
|
16
|
18,8
|
|
55
|
50
|
-
|
-
|
-
|
-
|
-
|
-
|
3,15
|
3,6
|
4,4
|
5,17
|
5,9
|
6,9
|
8,15
|
9,3
|
11
|
12,8
|
15,3
|
17,6
|
20,5
|
|
56
|
6000
|
10
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
3,9
|
4,55
|
5,2
|
6,1
|
7,2
|
8,2
|
9,7
|
11,3
|
13,5
|
15,5
|
18,1
|
|
57
|
18
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
4,3
|
5,1
|
5,8
|
6,75
|
8,0
|
9,15
|
10,8
|
12,5
|
15
|
17,2
|
20,2
|
|
58
|
30
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
4,7
|
5,55
|
6,3
|
7,4
|
8,75
|
10
|
11,8
|
13,8
|
16,4
|
18,9
|
22,1
|
|
59
|
50
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
5,2
|
6,08
|
6,9
|
8,1
|
9,6
|
11
|
13
|
15
|
18
|
20,7
|
24,2
|
|
60
|
10000
|
10
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
5,9
|
6,9
|
8,2
|
9,4
|
11
|
12,9
|
15,4
|
17,7
|
20,7
|
|
61
|
18
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
6,6
|
7,7
|
9,1
|
10,4
|
12,3
|
14,3
|
17,0
|
19,6
|
23
|
|
62
|
30
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
7,2
|
8,45
|
10
|
11,5
|
13,5
|
15,7
|
18,7
|
21,5
|
25,2
|
|
63
|
50
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
7,9
|
9,3
|
11,0
|
12,6
|
14,8
|
17,3
|
20,5
|
23,6
|
27,7
|
|
Индекс
|
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
и
|
к
|
л
|
м
|
н
|
о
|
п
|
р
|
с
|
т
|
у
|
Примечание. См. карту 33, лист 4.
|
СБОРКА МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ ИЗ ПРОФИЛЬНОГО МЕТАЛЛА
|
Сборка под сварку
|
|
Карта 35
|
Содержание работы
1. Подать детали к месту сборки, провести их внешний осмотр
2. Установить базовые детали на места сборки
3. Разметить, установить детали конструкции, выдержав размеры по чертежу
4. Подогнать сопряжения деталей, прихватить их электросваркой, повернуть узел в процессе сборки
5. Снять узел, отложить в сторону
|
N позиции
|
Масса узла, Q, кг, до:
|
Количество собираемых деталей в узле, n, шт., до:
|
|
6
|
8
|
10
|
12
|
16
|
20
|
25
|
30
|
40
|
50
|
60
|
75
|
95
|
115
|
145
|
180
|
230
|
280
|
350
|
|
Время, T, час
|
|
1
|
12
|
0,26
|
0,32
|
0,37
|
0,42
|
0,52
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
2
|
20
|
0,29
|
0,36
|
0,42
|
0,48
|
0,59
|
0,69
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
3
|
35
|
0,34
|
0,42
|
0,49
|
0,56
|
0,68
|
0,80
|
0,94
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
4
|
60
|
0,39
|
0,48
|
0,65
|
0,64
|
0,79
|
0,92
|
1,08
|
1,23
|
1,51
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
5
|
100
|
0,45
|
0,55
|
0,65
|
0,73
|
0,90
|
1,05
|
1,24
|
1,4
|
1,73
|
2,02
|
2,3
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
6
|
180
|
0,52
|
0,64
|
0,75
|
0,86
|
1,05
|
1,23
|
1,44
|
1,64
|
2,0
|
2,36
|
2,68
|
3,14
|
3,72
|
-
|
-
|
-
|
-
|
-
|
-
|
|
7
|
320
|
0,61
|
0,75
|
0,87
|
0,99
|
1,22
|
1,42
|
1,67
|
1,9
|
2,34
|
2,74
|
3,1
|
3,65
|
4,32
|
4,95
|
5,83
|
-
|
-
|
-
|
-
|
|
8
|
600
|
-
|
0,88
|
1,03
|
1,17
|
1,43
|
1,68
|
1,97
|
2,24
|
2,75
|
3,22
|
3,67
|
4,3
|
5,08
|
5,82
|
6,86
|
8,0
|
9,5
|
-
|
-
|
|
9
|
1000
|
-
|
-
|
1,17
|
1,34
|
1,64
|
1,92
|
2,25
|
2,56
|
3,14
|
3,68
|
4,19
|
4,9
|
5,8
|
6,65
|
7,84
|
9,14
|
10,8
|
12,5
|
-
|
|
10
|
1800
|
-
|
-
|
-
|
1,56
|
1,9
|
2,24
|
2,62
|
2,98
|
3,66
|
4,28
|
4,88
|
5,72
|
6,76
|
7,75
|
9,14
|
10,6
|
12,7
|
14,5
|
17,0
|
|
11
|
3200
|
-
|
-
|
-
|
-
|
2,22
|
2,6
|
3,05
|
3,47
|
4,25
|
4,98
|
5,67
|
6,64
|
7,85
|
9,0
|
10,6
|
12,4
|
14,7
|
16,9
|
19,8
|
|
12
|
6000
|
-
|
-
|
-
|
-
|
-
|
3,06
|
3,6
|
4,08
|
5,0
|
5,87
|
6,67
|
7,82
|
9,25
|
10,6
|
12,5
|
14,6
|
17,3
|
19,9
|
23,3
|
|
Индекс
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
и
|
к
|
л
|
м
|
н
|
о
|
п
|
р
|
с
|
т
|
у
|
Примечания.
1. Нормативы времени рассчитаны при расположении деталей узла не более чем в 3-х основных плоскостях под прямыми углами с прямолинейными сопряжениями. При измененных условиях работы время по карте применять с коэффициентами:
|
Детали узла расположены более чем в 3-х основных плоскостях и имеют криволинейные сопряжения
|
Детали в узле обработаны на станках и требуют расцентровки, выверки при сборке
|
Сборка узлов в приспособлении
|
|
Коэффициент K
|
|
1,15
|
1,25
|
0,8
|
2. Время на закрепление и открепление деталей в приспособлении брать по карте 17.
3. Сварные подузлы, входящие в собираемую конструкцию, следует считать как отдельную деталь. При наличии их в узле более 25% нормативы применять с коэффициентом K = 1,15.
4. Предварительная стыковка деталей узла перед сборкой нормативами не предусмотрена.
НОРМАТИВЫ ВРЕМЕНИ НА ВСПОМОГАТЕЛЬНЫЕ ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ
ПРИ СБОРКЕ МЕТАЛЛОКОНСТРУКЦИЙ ПОД СВАРКУ
|
ЗАЧИСТКА СВАРНЫХ ШВОВ
|
Слесарные работы
|
|
Карта 36, лист 1
|
Содержание работы
1. Взять инструмент
2. Зачистить шов
3. Отложить инструмент
|
N позиции
|
Инструмент
|
Тип шва
|
Длина шва, L, м, до:
|
|
0,1
|
0,2
|
0,35
|
0,5
|
0,7
|
1,0
|
1,5
|
2,0
|
св. 2,0
|
|
Время на шов, T, мин
|
|
1
|
Пневматическое зубило
|
внахлестку
|
0,207
|
0,350
|
0,536
|
0,703
|
0,907
|
1,19
|
1,62
|
2,02
|
-
|
|
2
|
стыковой
|
0,242
|
0,409
|
0,626
|
0,821
|
1,06
|
1,39
|
1,89
|
2,35
|
-
|
|
3
|
тавровый
|
0,259
|
0,439
|
0,671
|
0,880
|
1,14
|
1,49
|
2,03
|
2,52
|
-
|
|
4
|
угловой
|
0,294
|
0,497
|
0,761
|
0,998
|
1,29
|
1,69
|
2,30
|
2,86
|
-
|
|
5
|
Пневматическая машинка с наждачным кругом
|
внахлестку
|
0,337
|
0,603
|
0,965
|
1,30
|
1,73
|
2,33
|
3,28
|
4,17
|
-
|
|
6
|
стыковой
|
0,376
|
0,673
|
1,08
|
1,45
|
1,93
|
2,60
|
3,66
|
4,65
|
-
|
|
7
|
тавровый
|
0,413
|
0,740
|
1,18
|
1,60
|
2,12
|
2,86
|
4,02
|
5,12
|
-
|
|
8
|
угловой
|
0,465
|
0,833
|
1,33
|
1,80
|
2,39
|
3,22
|
4,53
|
5,76
|
-
|
|
9
|
Стальная щетка
|
внахлестку
|
0,487
|
0,748
|
1,06
|
1,32
|
1,63
|
2,03
|
2,61
|
3,12
|
4,01
|
|
10
|
стыковой
|
0,561
|
0,863
|
1,22
|
1,52
|
1,88
|
2,34
|
3,01
|
3,60
|
4,62
|
|
11
|
тавровый
|
0,665
|
1,02
|
1,44
|
1,80
|
2,22
|
2,77
|
3,56
|
4,26
|
5,47
|
|
12
|
угловой
|
0,847
|
1,30
|
1,84
|
2,30
|
2,83
|
3,53
|
4,54
|
5,43
|
6,98
|
|
Индекс
|
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
и
|
|
ЗАЧИСТКА СВАРНЫХ ШВОВ
|
Слесарные работы
|
|
Карта 36, лист 2
|
|
N позиции
|
Инструмент
|
Тип шва
|
Длина шва, L, м, до:
|
|
0,1
|
0,2
|
0,35
|
0,5
|
0,7
|
1,0
|
1,5
|
2,0
|
св. 2,0
|
|
Время на шов, T, мин
|
|
13
|
Зубило и молоток
|
внахлестку
|
0,439
|
0,689
|
0,991
|
1,25
|
1,55
|
1,96
|
2,55
|
3,08
|
4,00
|
|
14
|
стыковой
|
0,493
|
0,773
|
1,11
|
1,40
|
1,74
|
2,20
|
2,86
|
3,45
|
4,49
|
|
15
|
тавровый
|
0,526
|
0,826
|
1,19
|
1,50
|
1,86
|
2,35
|
3,06
|
3,69
|
4,80
|
|
16
|
угловой
|
0,598
|
0,938
|
1,35
|
1,70
|
2,12
|
2,67
|
3,48
|
4,19
|
5,45
|
|
Индекс
|
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
и
|
Примечание. Нормативы времени рассчитаны на зачистку прямолинейных швов с катетом шва до 10 мм в горизонтальном положении. При измененных условиях работы время по карте применять с коэффициентами:
|
Зачистка от брызг и наплавленного металла
|
Криволинейные швы
|
Зачистка заподлицо с деталью
|
Катет шва свыше 10 мм
|
Зачистка в вертикальном положении
|
Зачистка в потолочном положении
|
Зачистка в труднодоступных местах
|
|
Коэффициент K
|
|
0,4
|
1,3
|
1,5
|
1,2
|
1,1
|
1,2
|
1,8
|
позиции 1 ... 9 (индекс а);
позиции 1 ... 9 (индекс б);
позиции 10 ... 18 (индекс а);
позиции 10 ... 18 (индекс б);
позиции 19 ... 27 (индекс а);
позиции 19 ... 27 (индекс б)
Пневматическое зубило
позиции 1 ... 9 (индекс в);
позиции 1 ... 9 (индекс г);
позиции 10 ... 18 (индекс в);
позиции 10 ... 18 (индекс г);
позиции 19 ... 27 (индекс в);
позиции 19 ... 27 (индекс г)
Ручная щетка
позиции 1 ... 9 (индекс д);
позиции 10 ... 18 (индекс д);
позиции 19 ... 27 (индекс д)
|
ПРАВКА СВАРНЫХ УЗЛОВ ВРУЧНУЮ НА ПЛИТЕ
|
Сборка под сварку
|
|
Карта 38, лист 1
|
Содержание работы
1. Взять узел, установить на плиту
2. Взять инструмент, править узел с поворотами
3. Промерить шаблоном или линейкой
4. Отложить узел и инструмент
|
N позиции
|
Длина узла, L, мм, до:
|
Ширина узла, B, мм, до:
|
Типы узлов
|
|
I
|
II
|
III
|
; ;
.
|
РАЗМЕТКА ПО МЕСТУ ПОД ОБРЕЗКУ ИЛИ ПРИПИЛОВКУ ПРИ СБОРКЕ
|
Сборка под сварку
|
|
Карта 39, лист 1
|
Содержание работы
1. Взять или застропить деталь, узел
2. Переместить деталь, узел к рабочему месту сборки, провести внешний осмотр, установить по месту
3. Взять разметочный инструмент, разметить место под обрезку или припиловку
4. Отложить деталь, узел и разметочный инструмент
|
N позиции
|
Масса детали, Q, кг, до:
|
Вид размечаемой линии
|
Длина размечаемой линии, L, мм, до:
|
|
100
|
200
|
300
|
500
|
700
|
1000
|
1400
|
2000
|
|
Время, T, мин
|
|
1
|
3
|
прямолинейная
|
0,584
|
0,744
|
0,858
|
1,03
|
1,15
|
1,37
|
1,47
|
1,67
|
|
2
|
криволинейная
|
0,700
|
0,892
|
1,03
|
1,23
|
1,38
|
1,57
|
1,76
|
2,0
|
|
3
|
5
|
прямолинейная
|
0,624
|
0,795
|
0,917
|
1,10
|
1,23
|
1,40
|
1,57
|
1,78
|
|
4
|
криволинейная
|
0,748
|
0,953
|
1,10
|
1,31
|
1,48
|
1,67
|
1,88
|
2,13
|
|
5
|
8
|
прямолинейная
|
0,663
|
0,846
|
0,974
|
1,17
|
1,31
|
1,48
|
1,67
|
1,89
|
|
6
|
криволинейная
|
0,795
|
1,01
|
1,17
|
1,40
|
1,57
|
1,86
|
2,00
|
2,27
|
|
7
|
15
|
прямолинейная
|
0,720
|
0,918
|
1,06
|
1,26
|
1,42
|
1,61
|
1,81
|
2,05
|
|
8
|
криволинейная
|
0,862
|
1,10
|
1,27
|
1,51
|
1,70
|
1,93
|
2,17
|
2,46
|
|
9
|
25
|
прямолинейная
|
0,745
|
0,949
|
1,09
|
1,31
|
1,47
|
1,67
|
1,88
|
2,13
|
|
10
|
криволинейная
|
0,890
|
1,13
|
1,31
|
1,56
|
1,76
|
1,99
|
2,24
|
2,54
|
|
11
|
50
|
прямолинейная
|
0,983
|
1,25
|
1,44
|
1,73
|
1,94
|
2,20
|
2,47
|
2,80
|
|
12
|
криволинейная
|
1,17
|
1,50
|
1,72
|
2,06
|
2,32
|
2,63
|
2,96
|
3,35
|
|
Индекс
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
Примечание. При измененных условиях работы время по карте применять с коэффициентами:
|
РАЗМЕТКА ПО МЕСТУ ПОД ОБРЕЗКУ ИЛИ ПРИПИЛОВКУ ПРИ СБОРКЕ
|
Сборка под сварку
|
|
Карта 39, лист 2
|
|
Разметочный инструмент
|
Разметка по месту сборки в труднодоступных местах
|
|
чертилка
|
мел
|
|
Коэффициент K
|
|
1,0
|
0,85
|
1,3
|
- вручную (прямолинейная);
- вручную (криволинейная);
- краном (прямолинейная);
- краном (криволинейная)
|
СРУБКА СБОРОЧНЫХ ПЛАНОК, СКОБ, ЭЛЕКТРОПРИХВАТОК И ЗАЧИСТКА МЕСТ ПРИХВАТОК
|
Сборка под сварку
|
|
Карта 40, лист 1
|
Содержание работы
1. Взять инструмент
2. Срубить сборочные приспособления пневматическим зубилом после прихватки электросваркой
3. Зачистить места прихваток наждачным кругом
4. Отложить инструмент
|
N позиции
|
Положение работы
|
Вид крепления
|
Толщина металла, мм, до:
|
Длина срубаемой кромки, мм, до:
|
Вид работы
|
|
рубка
|
зачистка
|
|
Время, T, мин
|
|
1
|
Горизонтальное
|
Прихватки
|
-
|
35
|
0,11
|
0,16
|
|
2
|
60
|
0,17
|
0,27
|
|
3
|
Сборочные планки
|
5
|
100
|
0,27
|
0,44
|
|
4
|
200
|
0,46
|
0,80
|
|
5
|
300
|
0,68
|
1,10
|
|
6
|
10
|
100
|
0,40
|
0,44
|
|
7
|
200
|
0,73
|
0,80
|
|
8
|
300
|
1,0
|
1,10
|
|
СРУБКА СБОРОЧНЫХ ПЛАНОК, СКОБ, ЭЛЕКТРОПРИХВАТОК И ЗАЧИСТКА МЕСТ ПРИХВАТОК
|
Сборка под сварку
|
|
Карта 40, лист 2
|
|
N позиции
|
Положение работы
|
Вид крепления
|
Толщина металла, мм, до:
|
Длина срубаемой кромки, мм, до:
|
Вид работы
|
|
рубка
|
зачистка
|
|
Время, T, мин
|
|
9
|
Горизонтальное
|
Скобы
|
5
|
100
|
0,32
|
0,60
|
|
10
|
150
|
0,45
|
0,88
|
|
11
|
10
|
100
|
0,47
|
0,60
|
|
12
|
150
|
0,67
|
0,88
|
|
13
|
Стяжки
|
-
|
-
|
0,30
|
0,40
|
|
14
|
Вертикальное
|
Прихватки
|
-
|
35
|
0,13
|
0,18
|
|
15
|
60
|
0,20
|
0,30
|
|
16
|
Сборочные планки
|
5
|
100
|
0,30
|
0,49
|
|
17
|
200
|
0,54
|
0,90
|
|
18
|
300
|
0,75
|
1,25
|
|
19
|
10
|
100
|
0,44
|
0,49
|
|
20
|
200
|
0,80
|
0,90
|
|
21
|
300
|
1,20
|
1,25
|
|
22
|
Скобы
|
5
|
100
|
0,39
|
0,70
|
|
23
|
150
|
0,55
|
1,0
|
|
24
|
10
|
100
|
0,56
|
0,70
|
|
25
|
150
|
0,80
|
1,0
|
|
26
|
Стяжки
|
-
|
-
|
0,35
|
0,46
|
Примечание. При зачистке мест прихваток пневматическим зубилом время по карте применять с коэффициентом K = 0,7.
|
КЛЕЙМЕНИЕ ДЕТАЛЕЙ, УЗЛОВ
|
Слесарные работы
|
|
Карта 41
|
Содержание работы
1. Взять клейма и молоток
2. Клеймить деталь, узел
3. Сменить клейма
4. Повторить приемы 2 и 3 в зависимости от количества знаков
5. Отложить клейма и молоток
|
N позиции
|
Метод клеймения
|
Вид поверхности
|
Высота знака
|
Количество знаков на детали, узле
|
На каждый последующий знак добавлять
|
|
4
|
5
|
6
|
8
|
10
|
12
|
14
|
17
|
20
|
23
|
26
|
|
Время, T, мин
|
|
1
|
Ударным клеймом без подбора
|
плоская
|
До 6
|
0,270
|
0,332
|
0,373
|
0,470
|
0,562
|
0,650
|
0,735
|
0,859
|
0,978
|
1,09
|
1,21
|
0,04
|
|
2
|
Свыше 6
|
0,332
|
0,397
|
0,459
|
0,578
|
0,691
|
0,60
|
0,905
|
1,06
|
1,20
|
1,35
|
1,48
|
0,06
|
|
3
|
цилиндрическая
|
До 6
|
0,290
|
0,347
|
0,402
|
0,506
|
0,605
|
0,70
|
0,792
|
0,925
|
1,05
|
1,18
|
1,30
|
0,06
|
|
4
|
Свыше 6
|
0,394
|
0,472
|
0,546
|
0,687
|
0,821
|
0,95
|
1,07
|
1,26
|
1,43
|
1,60
|
1,76
|
0,07
|
|
5
|
Ударным клеймом с подбором
|
плоская
|
До 6
|
0,316
|
0,377
|
0,437
|
0,549
|
0,657
|
0,760
|
0,86
|
1,0
|
1,14
|
1,28
|
1,41
|
0,06
|
|
6
|
Свыше 6
|
0,457
|
0,546
|
0,632
|
0,795
|
0,95
|
1,10
|
1,24
|
1,45
|
1,66
|
1,85
|
2,04
|
0,08
|
|
7
|
цилиндрическая
|
До 6
|
0,374
|
0,447
|
0,517
|
0,65
|
0,778
|
0,90
|
1,02
|
1,19
|
1,35
|
1,51
|
1,67
|
0,07
|
|
8
|
Свыше 6
|
0,478
|
0,571
|
0,661
|
0,831
|
0,994
|
1,15
|
1,30
|
1,52
|
1,73
|
1,94
|
2,13
|
0,095
|
|
9
|
Краской по трафарету
|
плоская
|
До 6
|
0,157
|
0,18
|
0,204
|
0,246
|
0,284
|
0,32
|
0,354
|
0,401
|
0,446
|
0,488
|
0,529
|
0,02
|
|
10
|
цилиндрическая
|
Свыше 6
|
0,176
|
0,204
|
0,229
|
0,277
|
0,320
|
0,36
|
0,398
|
0,451
|
0,502
|
0,549
|
0,595
|
0,02
|
|
11
|
Краской без трафарета
|
плоская
|
До 6
|
0,284
|
0,328
|
0,37
|
0,446
|
0,515
|
0,58
|
0,641
|
0,727
|
0,808
|
0,885
|
0,959
|
0,04
|
|
12
|
цилиндрическая
|
Свыше 6
|
0,323
|
0,374
|
0,421
|
0,507
|
0,586
|
0,66
|
0,729
|
0,827
|
0,92
|
1,0
|
1,09
|
0,04
|
Примечание. При клеймении наборным клеймом время на группу знаков брать 0,2 мин.
|
ПЕРЕМЕЩЕНИЕ ДЕТАЛЕЙ, УЗЛОВ ПОДЪЕМНЫМ КРАНОМ С ЗАСТРОПКОЙ И ОТСТРОПКОЙ ДЕТАЛИ, УЗЛА
|
Перемещение изделий
|
|
Карта 42
|
Содержание работы
1. Застропить деталь, узел
2. Переместить к месту сборки
3. Отстропить деталь, узел
|
N позиции
|
Способ застройки
|
Количество стропов
|
Расстояние перемещения груза, м
|
|
5
|
10
|
15
|
Добавлять на каждые последующие 5 м
|
|
Время, T, мин
|
|
1
|
|
Крюками
|
1
|
0,80
|
0,95
|
1,1
|
0,15
|
|
2
|
2
|
0,9
|
1,05
|
1,2
|
0,22
|
|
3
|
3
|
1,0
|
1,2
|
1,4
|
0,27
|
|
4
|
4
|
1,1
|
1,35
|
1,65
|
0,32
|
|
5
|
|
Тросом
|
1
|
1,6
|
1,8
|
2,0
|
0,15
|
|
6
|
2
|
2,40
|
2,7
|
3,0
|
0,25
|
|
7
|
|
Цепью
|
1
|
1,4
|
1,6
|
1,8
|
0,25
|
|
8
|
2
|
2,0
|
2,3
|
2,6
|
0,30
|
|
9
|
|
Струбциной с болтами
|
1
|
1,2
|
1,3
|
1,45
|
0,25
|
|
10
|
2
|
1,5
|
1,6
|
1,8
|
0,35
|
|
11
|
|
Крюком за рым-болт
|
1
|
0,80
|
0,95
|
1,1
|
0,18
|
Примечания.
1. Нормативы времени рассчитаны на скорость перемещения крана 50 м/мин, с просветом для застропки тросом. При измененных условиях работы время по карте применять с коэффициентом при скорости 30 м/мин K = 1,3.
2. При отсутствии просвета для застропки тросом ко времени по карте на каждый трос добавлять 0,5 мин.
|
ПЕРЕМЕЩЕНИЕ ДЕТАЛЕЙ, УЗЛОВ ПРИ ПОМОЩИ ГРУЗОПОДЪЕМНЫХ МЕХАНИЗМОВ
|
Перемещение изделий
|
|
Карта 43, лист 1
|
|
N позиции
|
Грузоподъемные механизмы
|
Грузоподъемность, кг
|
Скорость, м/мин
|
Время на 1 м/мин
|
|
Подъем
|
Передвижение
|
Подъем
|
Передвижение
|
|
1
|
Тали электрические, тельферы, кран-балки с тельфером, пневмоподъемники
|
125
|
12 - 14
|
Вручную
|
0,083 - 0,078
|
-
|
|
2
|
250
|
8
|
0,13
|
-
|
|
3
|
9
|
0,111
|
-
|
|
4
|
18 - 20
|
0,056 - 0,05
|
-
|
|
5
|
500
|
3
|
0,332
|
-
|
|
6
|
8
|
18,5
|
0,33
|
0,54
|
|
7
|
3
|
0,533
|
|
8
|
8,5
|
Вручную
|
0,118
|
-
|
|
9
|
12 - 16
|
27,5 - 31
|
0,083 - 0,063
|
0,036 - 0,032
|
|
10
|
750
|
8
|
30
|
0,125
|
0,033
|
|
11
|
1000
|
6
|
20
|
0,167
|
0,05
|
|
12
|
7,5
|
30
|
0,134
|
0,033
|
|
13
|
8
|
Вручную
|
0,125
|
-
|
|
14
|
20
|
0,05
|
|
15
|
30
|
0,033
|
|
16
|
32
|
0,031
|
|
17
|
34
|
0,029
|
|
18
|
1500
|
8
|
Вручную
|
0,125
|
-
|
|
19
|
2000
|
7,5
|
30
|
0,134
|
0,033
|
|
20
|
8
|
20
|
0,125
|
0,05
|
|
21
|
28
|
0,036
|
|
22
|
30
|
0,033
|
|
23
|
3000
|
8
|
20
|
0,05
|
|
24
|
30
|
0,033
|
|
ПЕРЕМЕЩЕНИЕ ДЕТАЛЕЙ, УЗЛОВ ПРИ ПОМОЩИ ГРУЗОПОДЪЕМНЫХ МЕХАНИЗМОВ
|
Перемещение изделий
|
|
Карта 43, лист 2
|
|
N позиции
|
Грузоподъемные механизмы
|
Грузоподъемность, кг
|
Скорость, м/мин
|
Время на 1 м/мин
|
|
Подъем
|
Передвижение
|
Подъем
|
Передвижение
|
|
поперечное (тележки)
|
продольное (краны)
|
поперечное (тележки)
|
продольное (краны)
|
|
25
|
Мостовые краны
|
3000
|
3,2
|
26,5
|
45
|
0,31
|
0,038
|
0,022
|
|
26
|
5
|
9,5
|
48
|
0,20
|
0,105
|
0,021
|
|
27
|
9
|
32
|
50
|
0,111
|
0,031
|
0,02
|
|
28
|
11
|
40
|
88,5
|
0,091
|
0,025
|
0,011
|
|
29
|
5000
|
10,7
|
38
|
108
|
0,093
|
0,026
|
0,009
|
|
30
|
38,1
|
48
|
0,025
|
0,021
|
|
31
|
39,2
|
89
|
0,011
|
|
32
|
40
|
80
|
0,013
|
|
33
|
11
|
40
|
88
|
0,091
|
0,011
|
|
34
|
95
|
|
35
|
11,8
|
38
|
65
|
0,085
|
0,226
|
0,015
|
|
36
|
11,9
|
38,6
|
81
|
0,084
|
0,012
|
|
37
|
12
|
29
|
48
|
0,083
|
0,035
|
0,021
|
|
38
|
60
|
100
|
0,017
|
0,01
|
|
39
|
20
|
38
|
30
|
0,056
|
0,026
|
0,033
|
|
40
|
22
|
40
|
108
|
0,045
|
0,025
|
0,009
|
|
41
|
23
|
41
|
108
|
0,043
|
0,024
|
0,08
|
|
42
|
24
|
126
|
0,042
|
|
43
|
38
|
55
|
100
|
0,026
|
0,018
|
0,01
|
|
44
|
38,6
|
38,1
|
0,026
|
|
45
|
44
|
47,5
|
0,023
|
0,021
|
|
46
|
10000
|
7,7
|
40,7
|
8,5
|
0,13
|
0,025
|
0,012
|
|
47
|
71,4
|
40,7
|
0,011
|
0,025
|
|
48
|
9,1
|
42,3
|
48
|
0,11
|
0,024
|
0,021
|
|
49
|
10
|
40
|
100
|
0,10
|
0,025
|
0,01
|
|
50
|
10,8
|
46
|
102,6
|
0,093
|
0,022
|
|
51
|
12,6
|
42,5
|
100
|
0,079
|
0,023
|
|
52
|
14,1
|
47,5
|
0,071
|
0,021
|
Примечание. В нормативной карте не учтено время на "включение" и "выключение" подъемника. При применении этого приема ко времени по карте добавлять 0,015 мин.
|
КАНТОВКА ДЕТАЛЕЙ, УЗЛОВ
|
Установочные работы
|
|
Карта 44, лист 1
|
Содержание работы
1. Вручную:
взять деталь, узел;
повернуть в горизонтальной или вертикальной плоскости.
2. Подъемным краном:
застропить деталь, узел;
повернуть в горизонтальной или в вертикальной плоскости;
отстропить деталь, узел.
1. Вручную
|
N позиции
|
Характер работы
|
Угол поворота,  , до: |
Масса детали, узла, Q, кг, до:
|
|
1
|
3
|
5
|
8
|
12
|
15
|
|
Время, T, мин
|
|
1
|
Поворачивание детали, узла в горизонтальной плоскости
|
90
|
0,07
|
0,085
|
0,095
|
0,105
|
0,115
|
0,12
|
|
2
|
180
|
0,086
|
0,11
|
0,123
|
0,136
|
0,149
|
0,156
|
|
3
|
Поворачивание детали, узла в вертикальной плоскости
|
90
|
0,095
|
0,121
|
0,136
|
0,150
|
0,164
|
0,173
|
|
4
|
180
|
0,123
|
0,157
|
0,175
|
0,194
|
0,212
|
0,223
|
|
Индекс
|
|
а
|
б
|
в
|
г
|
д
|
е
|
2. Подъемным краном
|
N позиции
|
Характер работы
|
Угол поворота,  , до: |
Масса детали, узла, Q, кг, до:
|
|
100
|
250
|
500
|
1000
|
2000
|
3000
|
5000
|
10000
|
15000
|
|
Время, T, мин
|
|
5
|
Поворачивание детали, узла в горизонтальной плоскости
|
90
|
1,26
|
1,42
|
1,55
|
1,7
|
1,86
|
1,96
|
2,10
|
2,29
|
2,42
|
|
6
|
180
|
1,63
|
1,83
|
2,01
|
2,2
|
2,4
|
2,53
|
2,71
|
2,96
|
3,12
|
|
Индекс
|
|
ж
|
з
|
и
|
к
|
л
|
м
|
н
|
о
|
п
|
|
КАНТОВКА ДЕТАЛЕЙ, УЗЛОВ
|
Установочные работы
|
|
Карта 44, лист 2
|
|
N позиции
|
Характер работы
|
Угол поворота,  , до: |
Масса детали, узла, Q, кг, до:
|
|
100
|
250
|
500
|
1000
|
2000
|
3000
|
5000
|
10000
|
15000
|
|
Время, T, мин
|
|
7
|
Поворачивание детали, узла в вертикальной плоскости
|
90
|
1,40
|
1,58
|
1,73
|
1,89
|
2,07
|
2,18
|
2,33
|
2,56
|
2,69
|
|
8
|
180
|
1,81
|
2,04
|
2,24
|
2,45
|
2,68
|
2,82
|
3,02
|
3,3
|
3,48
|
|
9
|
Поворот детали, узла в роликовых опорах
|
90
|
0,98
|
1,15
|
1,29
|
1,45
|
1,63
|
1,75
|
1,91
|
2,15
|
2,30
|
|
10
|
180
|
1,27
|
1,48
|
1,67
|
1,87
|
2,11
|
2,26
|
2,46
|
2,77
|
2,97
|
|
Индекс
|
|
ж
|
з
|
и
|
к
|
л
|
м
|
н
|
о
|
п
|
Примечание. Нормативы времени рассчитаны на кантовку плоских деталей. При измененных условиях работы время по карте применять с коэффициентами:
|
При кантовке объемных деталей
|
При кантовке деталей, узлов в сборочном приспособлении
|
|
Коэффициент K
|
|
0,9
|
1,1
|
|
РАБОТА С ИНСТРУМЕНТОМ
|
Вспомогательные работы
|
|
Карта 45
|
Содержание работы
1. Ручной, инструмент:
взять инструмент (молоток, ключ, отвертку и т.д.);
отложить инструмент
2. Съемный инструмент
снять электро- или пневмоинструмент с подвески и поднести к рабочему месту;
включить инструмент;
выключить инструмент;
отнести и подвесить инструмент
3. Подвесной инструмент:
подвести электро- или пневмоинструмент к рабочему месту;
включить инструмент;
выключить инструмент, отвести и выпустить из рук
|
N позиции
|
Инструмент
|
Наименование приема
|
Расстояние, м, до:
|
|
0,2
|
0,3
|
0,5
|
0,7
|
1,0
|
1,5
|
2,0
|
На каждый метр свыше 2
|
|
Время, T, мин
|
|
1
|
Ручной (молоток, ключ и др.)
|
Взять
|
0,019
|
0,025
|
0,034
|
0,042
|
0,053
|
0,068
|
0,081
|
0,019
|
|
2
|
Отложить
|
0,019
|
0,027
|
0,033
|
0,041
|
0,053
|
0,063
|
|
3
|
Съемный (электро- или пневмоинструмент)
|
Снять
|
-
|
-
|
0,059
|
0,069
|
0,080
|
0,095
|
0,11
|
0,024
|
|
4
|
Подвесить
|
-
|
-
|
0,040
|
0,046
|
0,054
|
0,064
|
0,073
|
|
5
|
Подвесной (электро- или пневмоинструмент)
|
Подтянуть и включить
|
0,032
|
0,037
|
0,046
|
0,053
|
0,062
|
0,074
|
0,083
|
0,017
|
|
6
|
Выключить и выпустить из рук
|
0,023
|
0,027
|
0,034
|
0,038
|
0,045
|
0,053
|
0,060
|
0,011
|
Приложения
|
МАССА ЛИСТОВОЙ СТАЛИ
|
Приложение 1, лист 1
|
|
Толщина листа, мм
|
Площадь листа, м2
|
|
0,1
|
0,25
|
0,5
|
1,0
|
2,0
|
3,0
|
4,0
|
5,0
|
6,0
|
7,0
|
8,0
|
9,0
|
10,0
|
|
Масса листа, кг
|
|
0,5
|
0,39
|
0,98
|
1,96
|
3,92
|
7,85
|
11,8
|
15,7
|
19,6
|
23,6
|
27,4
|
31,4
|
35,3
|
39,2
|
|
1,0
|
0,78
|
1,96
|
3,92
|
7,85
|
15,7
|
23,6
|
31,4
|
39,2
|
47,1
|
53,0
|
62,8
|
70,6
|
78,5
|
|
1,5
|
1,18
|
2,94
|
5,88
|
11,8
|
23,5
|
35,4
|
47,1
|
58,8
|
70,7
|
82,4
|
94,2
|
106
|
118
|
|
2,0
|
1,57
|
3,92
|
7,85
|
15,7
|
31,4
|
47,2
|
62,8
|
78,5
|
94,2
|
110
|
126
|
141
|
157
|
|
2,5
|
1,96
|
4,90
|
9,80
|
19,6
|
29,2
|
59,0
|
78,5
|
98,0
|
118
|
137
|
157
|
176
|
196
|
|
3,0
|
2,36
|
5,88
|
11,8
|
23,6
|
47,1
|
70,8
|
94
|
116
|
141
|
165
|
188
|
212
|
235
|
|
4,0
|
3,14
|
7,84
|
15,7
|
31,4
|
62,8
|
94,2
|
126
|
157
|
188
|
220
|
251
|
283
|
314
|
|
5,0
|
3,93
|
9,80
|
19,6
|
39,2
|
78,5
|
118
|
157
|
196
|
235
|
276
|
314
|
353
|
392
|
|
6,0
|
4,72
|
11,8
|
23,5
|
47,1
|
94,2
|
141
|
188
|
235
|
282
|
330
|
377
|
424
|
471
|
|
7,0
|
5,5
|
13,7
|
27,5
|
54,9
|
110
|
165
|
220
|
275
|
330
|
385
|
440
|
494
|
549
|
|
8,0
|
6,28
|
15,7
|
31,4
|
62,8
|
126
|
189
|
251
|
314
|
377
|
440
|
502
|
565
|
628
|
|
9,0
|
7,07
|
17,6
|
35,8
|
70,6
|
141
|
212
|
283
|
353
|
424
|
495
|
565
|
636
|
706
|
|
10
|
7,85
|
19,6
|
39,2
|
78,5
|
157
|
235
|
314
|
392
|
471
|
550
|
628
|
706
|
785
|
|
11
|
8,63
|
21,6
|
43,2
|
86,4
|
173
|
269
|
345
|
432
|
518
|
604
|
691
|
777
|
863
|
|
12
|
9,45
|
23,5
|
47,1
|
94,2
|
188
|
283
|
377
|
471
|
565
|
659
|
754
|
850
|
942
|
|
13
|
10,2
|
25,5
|
51,0
|
102
|
204
|
306
|
408
|
510
|
612
|
717
|
816
|
920
|
1020
|
|
14
|
11,0
|
27,4
|
55,0
|
110
|
220
|
330
|
440
|
549
|
639
|
763
|
870
|
990
|
1099
|
|
15
|
11,8
|
29,4
|
59,0
|
118
|
236
|
353
|
471
|
589
|
706
|
824
|
912
|
1050
|
1177
|
|
16
|
12,6
|
31,4
|
63,0
|
125
|
252
|
377
|
304
|
628
|
755
|
880
|
1050
|
1130
|
1255
|
|
18
|
14,1
|
35,3
|
70,5
|
142
|
282
|
424
|
565
|
705
|
846
|
990
|
1130
|
1270
|
1420
|
|
20
|
15,7
|
39,2
|
78,5
|
157
|
314
|
471
|
628
|
785
|
942
|
1092
|
1256
|
1413
|
1510
|
|
22
|
17,3
|
43,1
|
86,5
|
172
|
346
|
518
|
690
|
864
|
1010
|
1220
|
1380
|
1550
|
1725
|
|
24
|
18,9
|
47,1
|
94,0
|
188
|
376
|
564
|
752
|
940
|
1160
|
1320
|
1505
|
1690
|
1880
|
|
26
|
20,4
|
50,9
|
102
|
204
|
408
|
612
|
815
|
1040
|
1220
|
1430
|
1660
|
1840
|
2040
|
|
28
|
22,0
|
55,9
|
110
|
220
|
440
|
660
|
880
|
1100
|
1320
|
1540
|
1760
|
1980
|
2200
|
|
30
|
23,6
|
58,8
|
117
|
236
|
471
|
706
|
942
|
1177
|
1413
|
1648
|
1864
|
2113
|
2355
|
|
32
|
25,2
|
62,7
|
125
|
251
|
502
|
754
|
1004
|
1255
|
1507
|
1760
|
2010
|
2260
|
2510
|
|
34
|
26,7
|
66,6
|
134
|
267
|
534
|
800
|
1068
|
1335
|
1601
|
1870
|
2140
|
2400
|
2670
|
|
36
|
28,3
|
70,6
|
142
|
283
|
506
|
850
|
1130
|
1410
|
1696
|
1980
|
2260
|
2570
|
2830
|
|
38
|
29,8
|
74,5
|
149
|
298
|
596
|
894
|
1192
|
1490
|
1790
|
2090
|
2380
|
2680
|
2980
|
|
40
|
31,4
|
78,4
|
157
|
314
|
698
|
949
|
1255
|
1570
|
1884
|
2200
|
2512
|
2826
|
3140
|
|
45
|
35,3
|
88,2
|
177
|
353
|
706
|
1060
|
1412
|
1766
|
2119
|
2471
|
2826
|
3179
|
3432
|
|
50
|
39,3
|
98,0
|
196
|
393
|
785
|
1117
|
1572
|
1965
|
2355
|
2750
|
3140
|
3532
|
3925
|
|
56
|
44,0
|
108
|
210
|
440
|
879
|
1258
|
1757
|
2197
|
2688
|
3060
|
3517
|
3961
|
4396
|
|
60
|
47,2
|
118
|
284
|
472
|
942
|
1412
|
1883
|
2354
|
2826
|
3300
|
3768
|
4238
|
4710
|
|
70
|
55,0
|
137
|
278
|
550
|
1099
|
1648
|
2197
|
2746
|
3297
|
3850
|
4396
|
4954
|
5495
|
|
80
|
62,8
|
157
|
314
|
628
|
1256
|
1834
|
2511
|
3138
|
3760
|
4400
|
5024
|
5650
|
6280
|
|
МАССА 1 ПОГ. М ПОЛОСОВОЙ СТАЛИ
|
Приложение 2, лист 1
|
|
Ширина, мм
|
Толщина, мм
|
|
4
|
5
|
6
|
7
|
8
|
10
|
12
|
14
|
16
|
18
|
20
|
22
|
25
|
30
|
35
|
40
|
50
|
60
|
|
Теоретическая масса 1 пог. м, кг
|
|
12
|
0,34
|
0,47
|
0,57
|
0,66
|
0,75
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
14
|
0,44
|
0,55
|
0,66
|
0,77
|
0,88
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
16
|
0,50
|
0,63
|
0,75
|
0,88
|
1,00
|
1,30
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
18
|
0,57
|
0,71
|
0,85
|
1,00
|
1,10
|
1,40
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
20
|
0,63
|
0,80
|
0,94
|
1,10
|
1,30
|
1,60
|
1,90
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
22
|
0,70
|
0,86
|
1,0
|
1,2
|
1,4
|
1,7
|
2,1
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
25
|
0,80
|
0,98
|
1,2
|
1,4
|
1,6
|
2,0
|
2,4
|
2,7
|
3,1
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
30
|
0,94
|
1,20
|
1,4
|
1,6
|
1,9
|
2,4
|
2,8
|
3,8
|
4,2
|
4,7
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
36
|
1,13
|
1,41
|
1,7
|
1,87
|
2,26
|
2,82
|
3,4
|
3,95
|
4,52
|
5,1
|
5,65
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
40
|
1,3
|
1,6
|
1,9
|
2,2
|
2,5
|
3,1
|
3,8
|
4,4
|
5,0
|
5,6
|
6,3
|
6,9
|
7,8
|
-
|
-
|
-
|
-
|
-
|
|
45
|
1,4
|
1,8
|
2,1
|
2,5
|
2,8
|
3,5
|
4,2
|
4,9
|
5,6
|
6,4
|
7,1
|
7,8
|
8,8
|
10,6
|
12,4
|
-
|
-
|
-
|
|
50
|
1,6
|
2,0
|
2,4
|
2,7
|
3,1
|
4,0
|
4,7
|
5,5
|
6,3
|
7,1
|
7,8
|
8,6
|
9,8
|
11,8
|
13,7
|
-
|
-
|
-
|
|
56
|
1,76
|
2,2
|
2,64
|
3,08
|
3,62
|
4,4
|
5,27
|
6,15
|
7,03
|
7,5
|
8,8
|
9,67
|
10,1
|
13,2
|
15,1
|
-
|
-
|
-
|
|
60
|
1,9
|
2,4
|
2,8
|
3,3
|
3,8
|
4,7
|
5,6
|
6,6
|
7,5
|
8,5
|
9,4
|
10,0
|
11,8
|
14,1
|
17,3
|
18,8
|
-
|
-
|
|
63
|
2,0
|
2,5
|
3,0
|
3,5
|
4,0
|
5,0
|
6,0
|
7,0
|
8,0
|
8,9
|
9,7
|
10,9
|
12,4
|
14,3
|
17,8
|
19,8
|
-
|
-
|
|
70
|
2,2
|
2,75
|
3,3
|
3,85
|
4,4
|
5,5
|
6,6
|
7,7
|
8,8
|
9,8
|
11,0
|
12,1
|
13,7
|
16,5
|
19,2
|
22,0
|
-
|
-
|
|
75
|
2,4
|
2,9
|
3,5
|
4,1
|
4,7
|
5,9
|
7,1
|
8,2
|
9,4
|
10,6
|
11,8
|
12,9
|
14,7
|
17,6
|
20,6
|
23,5
|
-
|
-
|
|
80
|
2,5
|
3,1
|
3,8
|
4,4
|
5,0
|
6,3
|
7,5
|
8,8
|
10,0
|
11,3
|
12,6
|
13,8
|
15,7
|
18,8
|
22,0
|
25,1
|
31,4
|
-
|
|
90
|
2,8
|
3,5
|
4,2
|
5,0
|
5,6
|
7,1
|
8,5
|
9,9
|
11,3
|
12,7
|
14,1
|
15,5
|
17,7
|
21,2
|
24,7
|
28,3
|
35,3
|
42,4
|
|
100
|
3,1
|
3,9
|
4,7
|
5,5
|
6,3
|
7,8
|
9,4
|
11,0
|
12,6
|
14,1
|
15,7
|
17,2
|
19,6
|
23,5
|
27,5
|
31,4
|
39,2
|
47,1
|
|
110
|
3,4
|
4,3
|
5,2
|
6,0
|
6,9
|
8,6
|
10,4
|
12,0
|
13,8
|
15,5
|
17,3
|
19,0
|
21,6
|
25,9
|
30,2
|
34,5
|
43,2
|
51,3
|
|
120
|
3,8
|
4,7
|
5,6
|
6,6
|
7,5
|
9,4
|
11,3
|
13,2
|
15,1
|
17,0
|
18,7
|
20,7
|
23,3
|
28,3
|
33,0
|
37,7
|
47,1
|
56,6
|
|
130
|
4,1
|
5,1
|
6,1
|
7,1
|
8,2
|
10,2
|
12,2
|
14,3
|
16,3
|
18,4
|
20,4
|
22,4
|
25,5
|
30,6
|
35,7
|
40,8
|
51,0
|
61,2
|
|
140
|
4,4
|
5,5
|
6,6
|
7,7
|
8,8
|
11,0
|
13,2
|
15,4
|
17,6
|
19,8
|
21,6
|
24,2
|
27,5
|
33,0
|
38,5
|
44,0
|
62,8
|
66,0
|
|
150
|
4,7
|
5,9
|
7,1
|
8,2
|
9,4
|
11,8
|
14,1
|
16,5
|
18,8
|
21,2
|
23,5
|
25,9
|
29,4
|
35,3
|
41,2
|
47,1
|
65,0
|
70,6
|
|
160
|
5,0
|
6,3
|
7,5
|
8,8
|
10,0
|
12,6
|
15,1
|
17,6
|
21,1
|
22,6
|
25,1
|
27,6
|
31,6
|
37,7
|
44,0
|
50,2
|
68,9
|
75,4
|
|
180
|
5,6
|
7,1
|
8,5
|
9,9
|
11,3
|
14,1
|
17,0
|
19,8
|
22,6
|
25,4
|
28,3
|
31,1
|
35,5
|
42,4
|
49,5
|
56,5
|
70,5
|
84,8
|
|
200
|
6,3
|
7,8
|
9,4
|
11,0
|
12,6
|
15,7
|
19,8
|
22,0
|
25,1
|
28,3
|
31,4
|
34,5
|
39,2
|
47,1
|
55,0
|
62,8
|
78,5
|
94,5
|
|
МАССА 1 ПОГ. М КРУГЛОЙ И КВАДРАТНОЙ СТАЛИ
|
Приложение 3
|
|
Сталь круглая
|
Сталь квадратная
|
|
с прямыми углами
|
с закругленными углами
|
|
Диаметр, мм
|
Теоретическая масса 1 пог. м, кг
|
Диаметр, мм
|
Теоретическая масса 1 пог. м, кг
|
Диаметр, мм
|
Теоретическая масса 1 пог. м, кг
|
Сторона квадрата, мм
|
Теоретическая масса 1 пог. м, кг
|
Сторона масса 1 пог. м
|
Теоретическая масса 1 пог. м, кг
|
Сторона квадрата, мм
|
Теоретическая масса 1 пог. м, кг
|
|
6
|
0,22
|
30
|
5,55
|
110
|
74,6
|
6
|
0,28
|
65
|
33,2
|
50
|
19,2
|
|
7
|
0,30
|
31
|
5,92
|
115
|
81,5
|
7
|
0,39
|
70
|
38,5
|
56
|
24,0
|
|
8
|
0,40
|
32
|
6,31
|
120
|
88,8
|
8
|
0,50
|
75
|
44,2
|
60
|
27,7
|
|
9
|
0,50
|
33
|
6,71
|
125
|
96,3
|
9
|
0,64
|
80
|
50,2
|
65
|
32,5
|
|
10
|
0,62
|
34
|
7,13
|
130
|
104,2
|
10
|
0,79
|
85
|
56,7
|
70
|
37,7
|
|
11
|
0,75
|
35
|
7,55
|
135
|
112,4
|
11
|
0,95
|
90
|
63,6
|
75
|
43,3
|
|
12
|
0,89
|
38
|
8,90
|
140
|
120,8
|
12
|
1,13
|
95
|
70,8
|
80
|
49,3
|
|
13
|
1,13
|
40
|
9,86
|
145
|
129,5
|
14
|
1,50
|
100
|
78,5
|
85
|
55,6
|
|
14
|
1,21
|
42
|
10,87
|
150
|
138,7
|
15
|
1,80
|
-
|
-
|
90
|
62,4
|
|
15
|
1,39
|
45
|
12,48
|
155
|
147,9
|
16
|
2,00
|
-
|
-
|
95
|
69,5
|
|
16
|
1,58
|
48
|
14,20
|
160
|
157,8
|
18
|
2,5
|
-
|
-
|
100
|
77
|
|
17
|
1,78
|
50
|
15,41
|
165
|
167,9
|
20
|
3,1
|
-
|
-
|
105
|
84,9
|
|
18
|
2,00
|
52
|
16,7
|
170
|
178,1
|
22
|
3,8
|
-
|
-
|
110
|
93,1
|
|
19
|
2,23
|
55
|
18,7
|
175
|
188,8
|
25
|
4,9
|
-
|
-
|
115
|
102
|
|
20
|
2,47
|
60
|
22,2
|
180
|
200,6
|
28
|
6,1
|
-
|
-
|
120
|
111
|
|
21
|
2,68
|
65
|
26,0
|
190
|
223,0
|
30
|
7,1
|
-
|
-
|
125
|
120
|
|
22
|
2,98
|
70
|
30,2
|
200
|
247,0
|
32
|
8,0
|
-
|
-
|
130
|
130
|
|
23
|
3,26
|
75
|
34,7
|
-
|
-
|
34
|
9,1
|
-
|
-
|
140
|
150
|
|
24
|
3,55
|
80
|
39,5
|
-
|
-
|
38
|
11,3
|
-
|
-
|
150
|
173
|
|
25
|
3,85
|
85
|
44,5
|
-
|
-
|
40
|
12,6
|
-
|
-
|
160
|
197
|
|
26
|
4,17
|
90
|
49,9
|
-
|
-
|
45
|
15,9
|
-
|
-
|
170
|
222
|
|
27
|
4,60
|
95
|
55,6
|
-
|
-
|
50
|
19,6
|
-
|
-
|
180
|
250
|
|
28
|
4,83
|
100
|
61,67
|
-
|
-
|
56
|
24,6
|
-
|
-
|
190
|
278
|
|
29
|
5,19
|
105
|
68,0
|
-
|
-
|
60
|
28,3
|
-
|
-
|
200
|
308
|
|
МАССА 1 ПОГ. М УГЛОВОЙ ШВЕЛЛЕРНОЙ, ДВУТАВРОВОЙ СТАЛИ
|
Приложение 4, лист 1
|
|
Сталь угловая
|
Швеллеры
|
Балки двутавровые
|
|
равнобокая
|
неравнобокая
|
|
N профиля
|
Толщина, мм
|
Масса 1 пог. м, кг
|
N профиля
|
Толщина, мм
|
Масса 1 пог. м, кг
|
N профиля
|
Толщина, мм
|
Масса 1 пог. м, кг
|
N профиля
|
Толщина, мм
|
Масса 1 пог. м, кг
|
N профиля
|
Масса 1 пог. м, кг
|
N профиля
|
Масса 1 пог. м, кг
|
|
2
|
3
4
|
0,89
1,15
|
8
|
5,5
6
7
8
|
6,78
7,36
8,51
9,65
|
2,5/1,6
|
3
|
0,91
|
6/4
|
8
|
5,8
|
5
|
4,34
|
10
12
|
9,46
11,5
|
|
2,5
|
3
4
|
1,12
1,46
|
|
3,2/2
|
3
|
1,17
|
|
2,8
|
3
|
1,27
|
9
|
6
7
8
9
-
-
|
8,33
9,64
10,9
12,2
-
-
|
6,5
|
5,90
|
14
|
13,3
|
|
4
|
1,52
|
|
7,5/5
|
4,5
|
3,98
|
8
|
7,05
|
16
|
15,9
|
|
3,2
|
3
4
|
1,46
1,91
|
|
4/2,5
|
3
|
1,48
|
5
|
4,79
|
|
6
|
5,69
|
10
|
8,59
|
18
|
18,4
|
|
3,6
|
3
4
|
1,69
2,16
|
4
|
1,94
|
8
|
7,43
|
12
|
10,4
|
18а
|
19,9
|
|
10
|
6,5
7
8
10
12
14
16
|
10,1
10,8
12,2
15,1
17,9
20,6
23,3
|
|
4
|
3
4
|
1,85
2,42
|
14
|
12,3
|
20
|
21,0
|
|
4,5/2,8
|
3
|
1,68
|
8,5
|
5
|
4,89
|
14а
|
13,3
|
20а
|
22,1
|
|
4,5
|
3
4
5
|
2,08
2,73
3,37
|
|
4
|
2,20
|
6
|
5,92
|
16
|
14,2
|
22,0
22а
|
24,0
25,8
|
|
11
|
7
8
|
11,9
13,5
|
|
5
|
3
4
5
|
2,32
3,05
3,77
|
5/3,2
|
3
|
1,90
|
|
9/5,6
|
5,5
|
6,17
|
16а
|
15,3
|
24
|
27,3
|
|
12,5
|
8
9
10
12
14
16
|
15,5
17,3
19,1
22,7
26,2
29,6
|
4
|
2,49
|
|
6
|
6,70
|
|
5,6
|
3,5
4
5
|
3,03
3,44
4,25
|
18
|
16,3
|
24а
|
29,4
|
|
8
|
8,77
|
|
5,6/3,6
|
3,5
|
2,48
|
18а
|
17,4
|
27
|
31,5
|
|
6,3
|
4
5
6
|
3,90
4,81
5,72
|
14
|
9
10
12
|
19,4
21,5
25,5
|
10/6,3
|
6
|
7,58
|
20
|
18,4
|
27а
30
|
33,9
36,5
|
|
4
|
2,81
|
|
7
|
4,5
5
6
7
8
|
4,87
5,38
6,39
7,39
8,37
|
5
|
3,46
|
7
|
8,70
|
|
16
|
10
11
12
14
16
|
24,7
27,0
29,4
34,0
38,5
|
8
|
9,87
|
|
10
|
12,1
|
20а
|
19,8
|
30а
|
39,5
|
|
6,3/4
|
4
|
3,17
|
|
5
|
3,91
|
22
|
21
|
33
|
42,2
|
|
7,5
|
5
6
7
8
9
|
5,8
6,89
7,96
9,02
10,1
|
11/7
|
6,5
|
8,98
|
|
18
|
11
|
30,5
|
|
6
|
4,63
|
|
7
|
9,64
|
22а
|
22,5
|
36
|
48,6
|
|
12
|
33,1
|
|
8
|
10,9
|
|
МАССА 1 ПОГ. М УГЛОВОЙ ШВЕЛЛЕРНОЙ, ДВУТАВРОВОЙ СТАЛИ
|
Приложение 4, лист 2
|
|
Сталь угловая
|
Швеллеры
|
Балки двутавровые
|
|
равнобокая
|
неравнобокая
|
|
N профиля
|
Толщина, мм
|
Масса 1 пог. м, кг
|
N профиля
|
Толщина, мм
|
Масса 1 пог. м, кг
|
N профиля
|
Толщина, мм
|
Масса 1 пог. м, кг
|
N профиля
|
Толщина, мм
|
Масса 1 пог. м, кг
|
N профиля
|
Масса 1 пог. м, кг
|
N профиля
|
Масса 1 пог. м, кг
|
|
20
|
12
|
37,0
|
25
|
16
|
61,5
|
12,5/8
|
7
|
11,0
|
18/11
|
10
|
22,2
|
24
|
24
|
40
45
|
56,1
65,2
|
|
13
|
39,9
|
18
|
68,9
|
8
|
12,5
|
12
|
26,4
|
|
14
|
42,8
|
10
|
15,5
|
25,8
|
50
|
76,8
|
|
16
|
48,7
|
20
|
76,1
|
12
|
18,3
|
20/12,5
|
11
|
27,4
|
|
12
|
29,7
|
27
|
27,7
|
55
|
89,8
|
|
22
|
83,3
|
|
20
|
60,1
|
|
14
|
34,4
|
|
25
|
94,0
|
14/9
|
8
|
14,1
|
|
25
|
74,0
|
|
30
|
87,6
|
28
|
104,5
|
10
|
17,5
|
16
|
39,1
|
30
|
31,8
|
60
|
104
|
|
22
|
14
|
47,4
|
33
|
36,5
|
65
|
129
|
|
25/16
|
12
|
37,9
|
|
16/10
|
9
|
18,0
|
|
16
|
53,8
|
30
|
111,4
|
10
|
19,8
|
16
|
49,9
|
36
|
41,9
|
70
70а
|
138
153
|
|
12
|
23,6
|
18
|
55,8
|
|
14
|
27,3
|
20
|
61,7
|
40
|
48,3
|
70б
|
184
|
|
МАССА 1 ПОГ. М ТРУБ
|
Приложение 5, лист 1
|
|
Наружный диаметр, мм
|
Толщина стенки, мм
|
|
3,5
|
4
|
5
|
6
|
8
|
10
|
12
|
14
|
16
|
18
|
20
|
22
|
24
|
26
|
30
|
|
Теоретическая масса 1 пог. м трубы, кг
|
|
25
|
1,86
|
2,07
|
2,47
|
2,81
|
3,35
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
32
|
2,46
|
2,76
|
3,88
|
3,85
|
4,74
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
38
|
2,98
|
3,35
|
4,07
|
4,74
|
5,92
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
45
|
3,58
|
4,04
|
4,93
|
5,77
|
7,80
|
8,63
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
50
|
4,01
|
4,54
|
5,55
|
6,51
|
8,29
|
9,86
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
57
|
4,60
|
5,20
|
6,40
|
7,60
|
9,70
|
11,6
|
13,3
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
60
|
-
|
5,5
|
6,8
|
8,0
|
10,3
|
12,3
|
14,2
|
15,9
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
63,5
|
-
|
5,9
|
7,2
|
8,5
|
11,0
|
13,2
|
15,2
|
17,1
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
68
|
-
|
6,3
|
7,8
|
9,2
|
11,8
|
14,3
|
16,6
|
18,6
|
20,5
|
-
|
-
|
-
|
-
|
-
|
-
|
|
70
|
-
|
6,5
|
8,0
|
9,5
|
12,2
|
14,8
|
17,2
|
19,3
|
21,3
|
-
|
-
|
-
|
-
|
-
|
-
|
|
73
|
6,0
|
6,8
|
8,4
|
9,9
|
12,8
|
15,5
|
18,0
|
20,4
|
22,5
|
24,4
|
-
|
-
|
-
|
-
|
-
|
|
76
|
6,3
|
7,1
|
8,7
|
10,4
|
13,4
|
16,3
|
18,9
|
21,4
|
23,7
|
25,8
|
-
|
-
|
-
|
-
|
-
|
|
83
|
6,9
|
7,8
|
9,6
|
11,4
|
14,3
|
18,0
|
21,0
|
23,3
|
26,4
|
28,8
|
-
|
-
|
-
|
-
|
-
|
|
89
|
7,4
|
8,4
|
10,4
|
12,3
|
16,0
|
19,5
|
22,8
|
25,9
|
28,8
|
31,5
|
34,0
|
36,3
|
38,5
|
-
|
-
|
|
95
|
-
|
9,0
|
11,1
|
13,2
|
17,2
|
21,0
|
24,6
|
28,0
|
31,2
|
34,2
|
37,0
|
39,6
|
42,0
|
-
|
-
|
|
102
|
-
|
9,7
|
12,0
|
14,2
|
18,6
|
22,7
|
26,6
|
30,4
|
33,9
|
37,3
|
40,4
|
43,4
|
46,2
|
-
|
-
|
|
МАССА 1 ПОГ. М ТРУБ
|
Приложение 5, лист 2
|
|
Наружный диаметр, мм
|
Толщина стенки, мм
|
|
3,5
|
4
|
5
|
6
|
8
|
10
|
12
|
14
|
16
|
18
|
20
|
22
|
24
|
26
|
30
|
|
Теоретическая масса 1 пог. м трубы, кг
|
|
103
|
-
|
10,3
|
12,7
|
15,1
|
19,7
|
20,4
|
24,2
|
32,4
|
36,3
|
40,0
|
43,4
|
46,7
|
49,7
|
52,6
|
-
|
|
114
|
-
|
10,8
|
13,4
|
16,0
|
20,9
|
25,6
|
30,2
|
34,5
|
38,7
|
42,6
|
46,4
|
49,9
|
53,3
|
56,4
|
-
|
|
121
|
-
|
11,5
|
14,3
|
17,0
|
22,3
|
27,4
|
32,3
|
36,9
|
41,4
|
45,7
|
49,8
|
53,7
|
57,4
|
60,9
|
-
|
|
127
|
-
|
12,1
|
15,0
|
17,9
|
23,5
|
28,8
|
34,0
|
39,0
|
43,8
|
48,4
|
52,8
|
57,0
|
61,0
|
64,3
|
71,8
|
|
133
|
-
|
12,7
|
15,8
|
18,8
|
24,7
|
30,3
|
35,8
|
41,4
|
46,2
|
51,0
|
55,7
|
60,2
|
64,5
|
68,6
|
76,2
|
|
140
|
-
|
-
|
16,6
|
19,8
|
26,0
|
32,1
|
37,9
|
43,5
|
48,9
|
54,2
|
59,2
|
60,4
|
68,7
|
73,1
|
81,4
|
|
146
|
-
|
-
|
17,4
|
20,7
|
27,2
|
33,5
|
39,7
|
45,6
|
53,7
|
56,8
|
62,1
|
67,3
|
72,2
|
76,9
|
85,8
|
|
152
|
-
|
-
|
18,1
|
21,6
|
28,4
|
35,0
|
41,4
|
47,7
|
56,4
|
59,5
|
65,1
|
70,5
|
75,8
|
80,8
|
90,3
|
|
159
|
-
|
-
|
19,0
|
22,6
|
29,8
|
36,7
|
43,5
|
50,1
|
57,3
|
62,6
|
68,6
|
74,3
|
79,9
|
85,3
|
95,4
|
|
168
|
-
|
-
|
20,1
|
24,0
|
31,6
|
39,0
|
46,2
|
53,2
|
60,0
|
66,6
|
73,0
|
79,2
|
85,2
|
91,0
|
102,1
|
|
180
|
-
|
-
|
-
|
25,8
|
33,9
|
41,9
|
49,7
|
68,2
|
64,7
|
71,9
|
78,9
|
85,7
|
92,3
|
98,7
|
110,0
|
|
194
|
-
|
-
|
23,3
|
27,8
|
36,7
|
45,4
|
53,9
|
67,1
|
70,2
|
78,1
|
85,3
|
93,3
|
100,6
|
107,7
|
121,4
|
|
219
|
-
|
-
|
-
|
31,5
|
41,6
|
51,5
|
61,3
|
70,8
|
80,1
|
89,2
|
98,1
|
106,0
|
115,4
|
123,7
|
139,8
|
|
245
|
-
|
-
|
-
|
-
|
46,8
|
57,9
|
68,9
|
79,8
|
90,4
|
100,8
|
111,0
|
131,0
|
130,8
|
140,2
|
159,1
|
|
299
|
-
|
-
|
-
|
-
|
57,4
|
71,27
|
84,9
|
98,4
|
111,8
|
124,7
|
137,6
|
150,3
|
162,8
|
175,0
|
199,0
|
|
351
|
-
|
-
|
-
|
-
|
67,6
|
84,1
|
100,3
|
116,3
|
132,2
|
147,8
|
163,3
|
170,5
|
193,6
|
208,4
|
297,5
|
| | | | | | | | | | | |