См. Документы Федеральной службы по экологическому, технологическому и атомному надзору
ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ЭКОЛОГИЧЕСКОМУ, ТЕХНОЛОГИЧЕСКОМУ
И АТОМНОМУ НАДЗОРУ
ПРИКАЗ
от 14 ноября 2018 г. N 554
ОБ УТВЕРЖДЕНИИ ФЕДЕРАЛЬНЫХ НОРМ И ПРАВИЛ
В ОБЛАСТИ ИСПОЛЬЗОВАНИЯ АТОМНОЙ ЭНЕРГИИ "СВАРКА
И НАПЛАВКА ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ АТОМНЫХ
ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК"
В соответствии со статьей 6 Федерального закона от 21 ноября 1995 г. N 170-ФЗ "Об использовании атомной энергии" (Собрание законодательства Российской Федерации, 1995, N 48, ст. 4552; 1997, N 7, ст. 808; 2001, N 29, ст. 2949; 2002, N 1, ст. 2; N 13, ст. 1180; 2003, N 46, ст. 4436; 2004, N 35, ст. 3607; 2006, N 52, ст. 5498; 2007, N 7, ст. 834; N 49, ст. 6079; 2008, N 29, ст. 3418; N 30, ст. 3616; 2009, N 1, ст. 17; N 52, ст. 6450; 2011, N 29, ст. 4281; N 30, ст. 4590, ст. 4596; N 45, ст. 6333; N 48, ст. 6732; N 49, ст. 7025; 2012, N 26, ст. 3446; 2013, N 27, ст. 3451; 2016, N 14, ст. 1904; N 15, ст. 2066; N 27, ст. 4289; 2018, N 22, ст. 3042; N 32, ст. 5135), подпунктом 5.2.2.1 пункта 5 Положения о Федеральной службе по экологическому, технологическому и атомному надзору, утвержденного постановлением Правительства Российской Федерации от 30 июля 2004 г. N 401 (Собрание законодательства Российской Федерации, 2004, N 32, ст. 3348; 2006, N 5, ст. 544; N 23, ст. 2527; N 52, ст. 5587; 2008, N 22, ст. 2581; N 46, ст. 5337; 2009, N 6, ст. 738; N 33, ст. 4081; N 49, ст. 5976; 2010, N 9, ст. 960; N 26, ст. 3350; N 38, ст. 4835; 2011, N 6, ст. 888; N 14, ст. 1935; N 41, ст. 5750; N 50, ст. 7385; 2012, N 29, ст. 4123; N 42, ст. 5726; 2013, N 12, ст. 1343; N 45, ст. 5822; 2014, N 2, ст. 108; N 35, ст. 4773; 2015, N 2, ст. 491; N 4, ст. 661; 2016, N 28, ст. 4741; N 48, ст. 6789; 2017, N 12, ст. 1729; N 26, ст. 3847; 2018, N 29, ст. 4438), приказываю:
Утвердить прилагаемые федеральные нормы и правила в области использования атомной энергии "Сварка и наплавка оборудования и трубопроводов атомных энергетических установок" (НП-104-18).
Руководитель
А.В.АЛЕШИН
Утверждены
приказом Федеральной службы
по экологическому, технологическому
и атомному надзору
от 14 ноября 2018 г. N 554
ФЕДЕРАЛЬНЫЕ НОРМЫ И ПРАВИЛА
В ОБЛАСТИ ИСПОЛЬЗОВАНИЯ АТОМНОЙ ЭНЕРГИИ "СВАРКА
И НАПЛАВКА ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ АТОМНЫХ
ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК"
(НП-104-18)
I. Назначение и область применения
1. Настоящие федеральные нормы и правила в области использования атомной энергии "Сварка и наплавка оборудования и трубопроводов атомных энергетических установок" (НП-104-18) (далее - Правила) разработаны в соответствии с Федеральным законом от 21 ноября 1995 г. N 170-ФЗ "Об использовании атомной энергии", Положением о разработке и утверждении федеральных норм и правил в области использования атомной энергии, утвержденным постановлением Правительства Российской Федерации от 1 декабря 1997 г. N 1511 (Собрание законодательства Российской Федерации, 1997, N 49, ст. 5600; 2012, N 51, ст. 7203).
2. Настоящие Правила устанавливают требования при изготовлении, монтаже и выполнении ремонтов оборудования и трубопроводов атомных энергетических установок:
а) к выполнению сварки и наплавки, в том числе к сварочным материалам, сварочному оборудованию, подготовке и сборке под сварку, типам сварных соединений, термической обработке сварных соединений и наплавленных деталей;
б) к контролю качества сварочных и наплавочных материалов;
в) к исправлению дефектов и его контролю.
Требования к выполнению сварки и наплавки должны учитываться при разработке конструкторской (проектной) документации.
3. Настоящие Правила распространяются на выполнение сварки и наплавки деталей и сборочных единиц:
а) оборудования и трубопроводов, подпадающих под действие федеральных норм и правил в области использования атомной энергии "Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок" (НП-089-15), утвержденных приказом Федеральной службы по экологическому, технологическому и атомному надзору от 16 декабря 2015 г. N 521 (зарегистрирован Минюстом России 9 февраля 2015 г. регистрационный N 41010) (далее - НП-089-15);
б) оборудования и трубопроводов, работающих под избыточным или вакуумметрическим давлением и отнесенных к элементам третьего класса безопасности, на которые не распространяется действие НП-089-15;
в) опор и подвесок оборудования и трубопроводов, указанных в подпунктах "а" и "б" настоящего пункта;
г) внутрикорпусных устройств водо-водяных реакторов и реакторов на быстрых нейтронах;
д) металлоконструкций бассейнов выдержки, бассейнов перегрузки и хранения отработавшего ядерного топлива атомных энергетических установок.
4. Настоящие Правила устанавливают требования к выполнению сварки деталей и сборочных единиц оборудования и трубопроводов, изготовленных из следующих материалов:
а) из стали марок Ст3сп5, 10, 15, 20, 15Л, 20Л, 25Л, 20К, 22К, 15ГС, 16ГС, 20ГСЛ, 09Г2С, 09Г2СА-А, 10ХСНД, 10ХН1М, 16ГНМА, 12МХ, 12ХМ, 15ХМ, 20ХМ, 20ХМА, 10Х2М, 12Х1МФ, 15Х1М1Ф, 10ГН2МФА, 10ГН2МФА-А, 12Х2МФА, 12Х2МФА-А, 15Х2МФА, 15Х2МФА мод. А, 15Х2МФ А-А, 15Х2МФА-А мод. А, 15Х2МФА-А мод. Б, 18Х2МФА, 18Х2МФ А-А, 15Х2НМФА, 15Х2НМФА-А, 15Х2НМФА класс 1, 15Х2НМ1ФА, 15Х2НМ1ФА-А, 15Х3НМФА, 15Х3НМФА-А (перечисленные стали в дальнейшем именуются сталями перлитного класса, сталь марок Ст3сп5, 10, 15, 20, 15Л, 20К, 25К, 20К, 22К в дальнейшем именуется углеродистой, сталь марок 15ГС, 16ГС, 20ГСЛ, 09Г2С, 09Г2СА-А - кремнемарганцовистой, а сталь остальных марок - легированной);
б) из стали марок 08Х13, 10Х9МФБ, 05Х12Н2М, 06Х12Н3Д, 06Х12Н3ДЛ, 08Х14МФ, 07Х16Н4Б, 07Х12НМФБ (перечисленные стали в дальнейшем именуются высокохромистыми);
в) из стали марок 08Х18Н9, 09Х18Н9, 10Х18Н9, 12Х18Н9, 08Х18Н10, 03Х16Н9М2, 08Х16Н11М3, 12Х18Н12М3ТЛ, 12Х18Н9Т, 12Х18Н9ТЛ, 06Х18Н10Т, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Т, 12Х18Н12Т, 10Х17Н13М2Т, 10Х17Н13М3Т, 03Х22Н5АМ3, 03Х25Н7АМ4 (перечисленные стали в дальнейшем именуются сталями аустенитного класса);
г) из железоникелевых сплавов марок 03Х21Н32М3Б, ХН35ВТ, ХН78Т;
д) из сталей перлитного класса с деталями из высокохромистых сталей, сталей аустенитного класса и железоникелевых сплавов;
е) из высокохромистых сталей с деталями из сталей аустенитного класса;
ж) из титана и его сплавов марок ВТ1-00, ВТ1-0, ПТ-1М, ПТ-3В, ПТ-7М, 3М, 5В, 5ВЛ, ТЛ3, ТЛ5, 19;
з) из алюминиевых сплавов марок АДОО, АДО, АД1, АД, АВ, САВ1, АМг2, АМг3.
В дальнейшем сварка деталей из материалов, перечисленных в подпунктах "д" и "е" настоящего пункта, именуется сваркой деталей из сталей различных структурных классов.
Настоящие Правила также устанавливают требования к выполнению сварки деталей из двухслойных сталей с основным слоем из углеродистых или легированных сталей и плакирующим слоем из стали 08Х18Н10Т, или 08Х19Н10Г2Б, или с антикоррозионной наплавкой, выполненной в том числе материалами Св-08Х19Н10Г2Б, Св-04Х20Н10Г2Б, Св-03Х22Н11Г2Б, Св-03Х24Н13Г2Б.
5. Настоящие Правила устанавливают требования к выполнению наплавки деталей из материалов, перечисленных в подпунктах "а" - "г", "ж" пункта 4 настоящих Правил.
6. Сварка и наплавка должны выполняться в соответствии с технологической документацией, разработанной с учетом требований настоящих Правил и конструкторской документации.
7. Технологическая документация на выполнение сварки и наплавки деталей и сборочных единиц оборудования и трубопроводов, изготовленных (смонтированных) до вступления в силу настоящих Правил или находящихся в изготовлении (монтаже) на момент их вступления в силу, переработке не подлежит.
8. Технологическая документация на ремонт сварных соединений и наплавленных поверхностей оборудования и трубопроводов, отремонтированных до вступления в силу настоящих Правил или находящихся в ремонте на момент вступления в силу настоящих Правил, переработке не подлежит.
9. Сварку и наплавку оборудования и трубопроводов должен выполнять персонал, прошедший теоретическую и практическую подготовку и допущенный к самостоятельной работе в порядке, установленном организацией, выполняющей указанные работы.
10. Используемые термины и определения приведены в приложении N 1 к настоящим Правилам.
II. Сварочные и наплавочные материалы
11. Сведения о материалах, применяемых для выполнения сварки (наплавки) деталей и сборочных единиц оборудования и трубопроводов, приведены в приложении N 2 к настоящим Правилам.
При выполнении сварки (наплавки) должны применяться материалы, удовлетворяющие требованиям документов по стандартизации, включенных в сводный перечень документов по стандартизации в области использования атомной энергии, применяемых на обязательной основе (далее - Сводный перечень), предусмотренный Положением о стандартизации в отношении продукции (работ, услуг), для которой устанавливаются требования, связанные с обеспечением безопасности в области использования атомной энергии, а также процессов и иных объектов стандартизации, связанных с такой продукцией, утвержденным постановлением Правительства Российской Федерации от 12 июля 2016 г. N 669 (Собрание законодательства Российской Федерации, 2016, N 29, ст. 4839).
12. Для применения сварочных (наплавочных) материалов, не включенных в Сводный перечень, должна быть проведена оценка соответствия в форме аттестационных испытаний материала. Требования к аттестационным испытаниям, обосновывающим применение нового сварочного (наплавочного) материала, приведены в приложении N 3 к настоящим Правилам.
Сварочный (наплавочный) материал должен применяться после включения документа по стандартизации на материал в Сводный перечень.
III. Сварочное оборудование
13. Для выполнения сварки и наплавки должны применяться оборудование и средства измерений, обеспечивающие соблюдение требований настоящих Правил.
14. Применяемое оборудование должно обеспечивать соблюдение в допустимых пределах параметров режимов сварки (наплавки), установленных в технологической документации.
15. Оборудование для аргонодуговой сварки неплавящимся электродом и плазменной наплавки порошковыми материалами должно быть оснащено устройствами для плавного гашения дуги.
16. Метрологическое обеспечение средств измерений, применяемых при выполнении сварки и наплавки, должно осуществляться в соответствии с законодательством об обеспечении единства измерений.
IV. Контроль качества сварочных и наплавочных материалов
Общие требования
17. Все партии сварочных и наплавочных материалов, предназначенные для сварки и наплавки оборудования и трубопроводов, подлежат контролю.
18. Контроль качества сварочных и наплавочных материалов включает:
а) проверку сопроводительной документации;
б) проверку упаковки и состояния сварочных и наплавочных материалов;
в) контроль металла шва и металла наплавки.
19. Контроль качества сварочных и наплавочных материалов должна осуществлять организация, использующая эти материалы при сварке (наплавке) оборудования и трубопроводов.
20. Контроль качества каждой партии сварочных и наплавочных материалов должен быть проведен до их применения.
21. При использовании организацией-изготовителем оборудования и (или) сборочных единиц трубопроводов сварочных (наплавочных) материалов собственного производства допускается совмещение контроля качества сварочных и наплавочных материалов и приемо-сдаточного контроля конкретных партий сварочных и наплавочных материалов.
Проверка сопроводительной документации
22. Каждая партия сварочных и наплавочных материалов должна быть проконтролирована:
а) на наличие сертификата (или этикетки для баллонов с газом) с проверкой полноты приведенных в нем данных и их соответствие требованиям документов по стандартизации на сварочные и наплавочные материалы, включенных в Сводный перечень;
б) на наличие на каждом упаковочном месте маркировки с указанием марки, сортамента и номера партии материала.
23. Результаты контроля материалов оформляются записями в журналах. Дополнительно к журналу контроля сварочных материалов должен вестись журнал прокалки покрытых электродов и сварочных флюсов для обеспечения возможности их применения после прокалки.
24. Состав и содержание отчетной документации по контролю материалов, применяемых для сварочных и наплавочных работ при проведении ремонтов оборудования и трубопроводов, определяются эксплуатирующей организацией.
Проверка упаковки и состояния сварочных
(наплавочных) материалов
25. Каждая партия сварочных (наплавочных) материалов должна быть проконтролирована:
а) на отсутствие повреждений упаковки и (или) самих материалов;
б) на соответствие данным сертификата и требованиям документов по стандартизации, включенных в Сводный перечень.
26. При проверке сварочных (наплавочных) материалов контролируются:
а) каждая партия покрытых электродов - на соответствие номинальных размеров электродов данным сертификата и состояния их покрытия требованиям документов по стандартизации, включенных в Сводный перечень;
б) каждая партия сварочной (наплавочной) проволоки и ленты - на соответствие номинальных размеров и вида поверхности данным сертификата и состояния поверхности требованиям документов по стандартизации, включенных в Сводный перечень, а также на наличие маркировки с двух сторон бухты сварочной проволоки и ленты;
в) каждая партия флюса - на соответствие цвета, однородности и гранулометрического состава требованиям документов по стандартизации, включенных в Сводный перечень.
27. Решение о дальнейшем полном или частичном использовании сварочных (наплавочных) материалов при повреждении упаковки и (или) самих материалов должно приниматься организацией, применяющей указанные материалы.
28. Каждая партия покрытых электродов и флюсов перед использованием должна быть проверена на соответствие содержания влаги в покрытии электродов и влажности флюса требованиям документов по стандартизации на контролируемые сварочные материалы, включенных в Сводный перечень, или на соответствие условий и сроков их хранения после очередной прокалки.
29. При использовании партии покрытых электродов или флюса по частям проверка содержания влаги в покрытии и влажности флюса должна проводиться отдельно для каждой подлежащей использованию части партии.
Повторная прокалка должна быть проведена в случаях, если содержание влаги в покрытии электродов или влажность флюса превышают нормы, установленные документами по стандартизации, включенными в Сводный перечень, а также при нарушении условий и сроков хранения после прокалки.
30. Требования к хранению сварочных (наплавочных) материалов приведены в приложении N 4 к настоящим Правилам.
Контроль металла шва и металла наплавки
31. Контролю подлежат:
а) каждая плавка сварочной проволоки и ленты;
б) каждая партия электродов, флюсов и порошковых материалов.
32. Для проведения контроля сварочных (наплавочных) материалов должны быть изготовлены контрольные сварные швы (наплавки).
33. Контрольные сварные швы подлежат сплошному визуальному, измерительному и радиографическому или визуальному, измерительному и ультразвуковому контролю.
34. Контрольные наплавки подлежат сплошному визуальному и капиллярному или визуальному и магнитопорошковому (кроме наплавок, выполненных материалами аустенитного класса) контролю, а в случаях, предусмотренных технологической документацией, также ультразвуковому и (или) радиографическому контролю.
35. Контрольные сварные швы и контрольные наплавки подвергаются неразрушающему контролю (в исходном после сварки состоянии и (или) после термической обработки, если требуется ее проведение), при положительных результатах которого проводится разрушающий контроль.
Если суммарная длина выявленных при неразрушающем контроле дефектных участков не превышает 5% длины контрольного сварного шва или контрольной наплавки, то разрушающий контроль должен проводиться из образцов, вырезанных не из дефектных участков.
36. Результаты неразрушающего и разрушающего контроля контрольных сварных швов и контрольных наплавок должны удовлетворять требованиям федеральных норм и правил в области использования атомной энергии, регламентирующих проведение контроля металла оборудования и трубопроводов атомных энергетических установок при изготовлении и монтаже.
37. Оценка результатов неразрушающего контроля должна проводиться в зависимости от категории сварных соединений, к которой предъявляются более высокие требования для обеспечения безопасности.
Категории сварных соединений устанавливаются в конструкторской документации в соответствии с требованиями федеральных норм и правил в области использования атомной энергии, регламентирующих проведение контроля металла оборудования и трубопроводов атомных энергетических установок при изготовлении и монтаже.
Если категория сварных соединений не установлена, оценка результатов неразрушающего контроля должна проводиться по нормам, установленным для сварных соединений категории III.
38. При неудовлетворительных результатах неразрушающего контроля контрольных сварных швов и наплавок в зависимости от характера выявленных дефектов принимается решение о повторном выполнении контрольных сварных швов или наплавок после дополнительных операций по улучшению качества сварочных материалов или о невозможности использования контролируемых сварочных материалов для сварки (наплавки) оборудования и трубопроводов.
39. При неудовлетворительных результатах разрушающего контроля должны быть проведены повторные испытания по конкретному методу разрушающего контроля на удвоенном количестве образцов. Результаты повторных испытаний являются окончательными.
40. Контрольные сварные швы должны быть выполнены:
а) при контроле покрытых электродов для ручной дуговой сварки - электродами каждой партии;
б) при контроле сварочных материалов для автоматической сварки под флюсом и для электрошлаковой сварки - сварочной проволокой каждой плавки в сочетании с флюсом каждой партии;
в) при контроле сварочных материалов для сварки в защитных газах (смеси защитных газов) - сварочной проволокой каждой плавки в сочетании с защитным газом одной марки и одного сорта (смесью защитных газов в одной и той же пропорции).
Контрольные сварные швы должны выполняться из сварочных материалов, применяемых для производственных сварных соединений.
41. Контрольные наплавки должны быть выполнены:
а) при контроле покрытых электродов для ручной дуговой наплавки - электродами каждой партии;
б) при контроле сварочных материалов для автоматической наплавки под флюсом - сварочной лентой или проволокой каждой плавки в сочетании с флюсом каждой партии;
в) при контроле сварочных материалов для наплавки в защитных газах (смеси защитных газов) - сварочной проволокой каждой плавки или порошком каждой партии в сочетании с защитным газом одной марки и одного сорта (смесью защитных газов в одной и той же пропорции).
Контрольные наплавки должны изготавливаться из материалов, применяемых при выполнении производственных наплавок.
42. Вместо контрольных сварных швов выполняются контрольные наплавки при условии, что партия (совокупность партий присадочных материалов) сварочных материалов подлежит использованию для сварки деталей:
а) из углеродистых сталей или сталей аустенитного класса номинальной толщиной до 40,0 мм включительно;
б) из кремнемарганцовистых сталей номинальной толщиной до 30,0 мм включительно;
в) из легированных сталей или из высокохромистых сталей номинальной толщиной до 20,0 мм включительно.
43. В случае если партия (совокупность партий) сварочных материалов подлежит использованию как при выполнении сварки, так и при выполнении наплавок, выполняется только контрольный сварной шов, а в случаях, предусмотренных пунктом 42 настоящих Правил, - только контрольная наплавка.
44. Для выполнения сварки деталей номинальной толщиной до 20,0 мм применяются сварочные материалы, предназначенные для заварки корневых слоев шва.
45. Контрольные сварные швы допускается не выполнять, если в конструкторской документации предусмотрено выполнение разрушающего контроля производственных контрольных сварных соединений.
46. При выполнении контрольных сварных швов сочетание марок основного металла свариваемых пластин (деталей) и контролируемых сварочных материалов должно соответствовать требованиям настоящих Правил.
Пластины из стали других марок того же структурного класса используются при условии предварительной наплавки подлежащих сварке кромок сварочными материалами контролируемой марки (сочетания марок) не менее чем в три слоя. Для указанной наплавки кромок могут быть использованы сварочные материалы других партий сварочных материалов той же марки, в том числе сварочные материалы другого сортамента.
Пластины из сталей других структурных классов используются при условии выполнения предварительной наплавки на кромки не менее чем в пять слоев.
При контроле сварочных материалов, предназначенных для выполнения сварки деталей из сталей различных структурных классов, используются пластины из материала, на котором не требуется предварительная наплавка кромок.
47. При выполнении контрольных сварных швов автоматической сваркой под флюсом или аргонодуговой сваркой наплавка кромок в три слоя должна проводиться ручной дуговой сваркой покрытыми электродами, допущенными для сварки тех же сталей, что и контролируемые сварочные материалы.
48. Толщина свариваемых пластин (деталей) при выполнении контрольных сварных швов должна устанавливаться в технологической документации с соблюдением следующих условий:
а) при использовании контролируемой партии (сочетания партий) сварочных материалов для выполнения производственных сварных соединений с предварительным и сопутствующим подогревом толщина пластин (деталей) должна быть не меньше толщины, начиная с которой, согласно настоящим Правилам, требуется подогрев;
б) при использовании контролируемой партии (сочетания партий) сварочных материалов для выполнения производственных стыковых сварных соединений, подлежащих термической обработке, толщина пластин (деталей) должна быть не меньше толщины, начиная с которой, согласно настоящим Правилам, требуется проведение термической обработки;
в) толщина свариваемых пластин (деталей) должна быть не менее 14,0 мм при дуговой сварке и 30,0 мм - при электрошлаковой сварке.
49. Длина свариваемых пластин (суммарная длина при сварке нескольких пар пластин) по протяженности сварного шва должна обеспечивать отбор необходимого количества образцов для проведения всех испытаний металла шва, предусмотренных настоящими Правилами.
50. Ширина каждой из свариваемых пластин (деталей) должна составлять не менее 300,0 мм при электрошлаковой сварке, не менее 150,0 мм при автоматической сварке под флюсом и не менее 80,0 мм при других способах сварки.
51. Подготовку кромок пластин (деталей) допускается выполнять по любому типу стыкового сварного соединения, применяемому при сварке деталей соответствующей толщины, или по типу сварного соединения, предусмотренному документами по стандартизации на сварочные материалы, включенными в Сводный перечень.
52. Для выполнения контрольных сварных швов и наплавок должно применяться сварочное оборудование, обеспечивающее соблюдение всех параметров режима сварки, установленных технологической документацией для выполнения производственных сварных соединений и наплавок.
Режимы сварки должны соответствовать режимам, применяемым при выполнении одного из производственных сварных соединений контролируемыми сварочными материалами.
Контрольные сварные швы выполняют в нижнем положении, если в конструкторской документации не указаны другие требования.
53. Необходимость и температурные режимы предварительного и сопутствующего сварке подогрева при выполнении контрольных сварных швов должны соответствовать требованиям настоящих Правил, установленным для производственных сварных соединений.
Если контролируемая партия (сочетание партий) сварочных материалов подлежит использованию для выполнения различных производственных сварных соединений, для которых установленная технологической документацией минимальная температура предварительного и сопутствующего подогрева отличается более чем на 50 °C (включая случай, когда подогрев не требуется), должны быть сварены два контрольных шва.
54. При сварке первого контрольного шва минимальная температура подогрева должна соответствовать наиболее низкой (в том числе без подогрева), а при сварке второго - наиболее высокой из числа минимальных температур, установленных для подогрева при сварке деталей из стали соответствующих марок и толщин. Если при этом отдельные производственные детали подлежат сварке без подогрева, сварку первого контрольного шва также проводят без подогрева.
55. Необходимость, вид и режимы термической обработки контрольных сварных швов должны соответствовать требованиям к выполнению производственных сварных соединений.
56. При многократной термической обработке производственных сварных соединений такой же термической обработке должны быть подвергнуты и контрольные сварные швы.
При многократных отпусках контрольный сварной шов допускается подвергать однократному отпуску с продолжительностью выдержки при каждой температуре не менее 80% и не более 100% суммарной продолжительности соответствующих выдержек при термической обработке производственных сварных соединений. Сначала должна проводиться выдержка при более низкой температуре, затем - при более высокой. Время перехода от одной температуры к другой в продолжительность выдержки не засчитывается.
Суммарная продолжительность выдержек определяется как сумма номинальных продолжительностей выдержек (допуски не учитываются).
57. При различных температурах и (или) продолжительности выдержек отпусков производственных сварных соединений, для выполнения которых предназначена контролируемая партия (сочетание партий) сварочных материалов, допускается изготавливать два контрольных сварных шва при соблюдении следующих условий:
а) первый контрольный сварной шов должен быть подвергнут тому же отпуску, что и производственное сварное соединение, для которого предусмотрена наиболее низкая температура окончательного отпуска с наиболее короткой продолжительностью выдержки (в случае однократного производственного отпуска) или наиболее низкие температуры окончательных отпусков с наименьшей суммарной продолжительностью выдержек (в случае многократных производственных отпусков); в тех случаях, когда контролируемые сварочные материалы будут использоваться для выполнения производственных сварных соединений, как подлежащих, так и не подлежащих отпуску, первый контрольный сварной шов отпуску не подвергается;
б) второй контрольный сварной шов должен быть подвергнут тому же отпуску, что и производственное сварное соединение, для которого предусмотрена наиболее высокая температура окончательного отпуска при наибольшей продолжительности выдержки (в случае однократного производственного отпуска) или наиболее высокие температуры окончательных отпусков с наибольшей суммарной продолжительностью выдержек (в случае многократных производственных отпусков); при определении наибольшей суммарной продолжительности выдержки должны учитываться возможные отпуски после исправления дефектов производственных сварных соединений.
При изготовлении вышеуказанных контрольных сварных швов результаты контроля швов распространяются на все промежуточные варианты многократных отпусков производственных сварных соединений.
58. Для выполнения контрольных наплавок используются пластины из стали перлитного класса, если в технологической документации не оговорены конкретные требования.
Толщина пластин для выполнения контрольных наплавок должна составлять не менее 40,0 мм для антикоррозионных наплавок и не менее 20,0 мм для других видов наплавок.
59. Режимы выполнения контрольной наплавки должны соответствовать режимам, применяемым при выполнении одной из производственных наплавок контролируемыми сварочными материалами.
Контрольные наплавки выполняют в нижнем положении, если в конструкторской документации не указаны другие требования.
Необходимость и режимы предварительного и сопутствующего наплавке подогрева устанавливаются технологической документацией.
60. Предварительно на пластине выполняют наплавку двух слоев (если пластина из стали того же структурного класса, что и наплавленный металл) или четырех слоев (если структурные классы стали пластины и наплавленного металла различны) сварочными материалами контролируемой марки (сочетания марок) любой партии (любого сочетания партий). Наплавку всех последующих (контрольных) слоев проводят сварочными материалами контролируемой партии (контролируемого сочетания партий).
61. Площадь, а также количество и суммарная высота слоев каждой контрольной наплавки должны обеспечивать отбор необходимого количества образцов для проведения испытаний, предусмотренных федеральными нормами и правилами в области использования атомной энергии, регламентирующими проведение контроля металла оборудования и трубопроводов атомных энергетических установок при изготовлении и монтаже.
62. Необходимость, вид и режимы термической обработки контрольных наплавок должны соответствовать требованиям к выполнению производственных наплавок.
На проведение отпуска контрольных наплавок (кроме антикоррозионных) распространяются требования по проведению отпуска контрольных швов.
Не допускается термическая обработка контрольных наплавок, предназначенных для определения содержания ферритной фазы в наплавленном металле. Образцы для определения содержания ферритной фазы должны быть вырезаны до термической обработки контрольной наплавки, если контрольная наплавка предназначена и для других видов испытаний.
63. Разрушающий контроль при проверке качества сварочных (наплавочных) материалов перед их использованием проводится путем испытаний образцов, вырезаемых из контрольных сварных швов и наплавок.
64. При проведении разрушающего контроля сварочных (наплавочных) материалов, предназначенных для сварки (наплавки) деталей из стали, железоникелевых или алюминиевых сплавов, должны определяться следующие характеристики металла шва или металла наплавки:
а) химический состав;
б) механические свойства (предел прочности, предел текучести, относительное удлинение, относительное сужение) при нормальной температуре;
в) механические свойства при повышенной температуре в случаях, предусмотренных конструкторской документацией;
г) критическая температура хрупкости (или ударная вязкость) в случаях, предусмотренных конструкторской документацией;
д) содержание ферритной фазы в аустенитном наплавленном металле в случаях, предусмотренных документами по стандартизации на материал, включенными в Сводный перечень;
е) стойкость к межкристаллитной коррозии аустенитного металла в случаях, предусмотренных конструкторской документацией.
Критическая температура хрупкости подлежит подтверждению в случаях, предусмотренных конструкторской документацией.
Допускается не проводить контроль металла шва и металла наплавки при наличии в сертификате на материал результатов испытаний, соответствующих требованиям федеральных норм и правил в области использования атомной энергии, регламентирующих проведение контроля металла оборудования и трубопроводов атомных энергетических установок при изготовлении и монтаже.
65. Результаты разрушающего контроля металла наплавки и металла шва должны соответствовать требованиям федеральных норм и правил в области использования атомной энергии, регламентирующих проведение контроля металла оборудования и трубопроводов атомных энергетических установок при изготовлении и монтаже.
66. Разрушающий контроль при проверке качества материалов, применяемых для сварки деталей из титановых сплавов, проводится только при наличии требований в конструкторской документации.
67. При неудовлетворительных результатах испытаний по определению содержания ферритной фазы должен быть выполнен новый контрольный шов (наплавка) и испытания повторены в том же объеме.
При получении неудовлетворительных результатов по любому другому виду разрушающего контроля должны быть проведены повторные испытания на удвоенном количестве образцов. Результаты повторных испытаний являются окончательными.
68. При контроле покрытых электродов, а также проволоки, в которой отсутствует титан или ниобий и предназначенной для аргонодуговой сварки в среде аргона и в смесях аргона с гелием, углекислым газом и кислородом, в качестве результатов контроля должны приниматься сведения из сертификатов по химическому составу.
69. При контроле покрытых электродов механические свойства металла шва или металла наплавки при нормальной и (или) повышенных температурах не определяются:
а) если электроды предназначены для не подвергаемых термической обработке сварных соединений (наплавок), а в сертификате приведены соответствующие характеристики металла шва (металла наплавки);
б) если в сертификате на партию электродов приведены соответствующие характеристики металла шва или металла наплавки после термической обработки, режимы которой соответствуют режимам термической обработки производственных сварных соединений (наплавок).
70. Критическую температуру хрупкости металла шва или металла наплавки не определяют в следующих случаях:
а) при наличии в сертификате на партию электродов результатов определения (или подтверждения) критической температуры хрупкости с термической обработкой, режимы которой соответствуют режимам термической обработки производственных сварных соединений (наплавок);
б) если сварочные материалы предназначены для сварки (наплавки) деталей и сборочных единиц, не подлежащих расчету на сопротивление хрупкому разрушению в соответствии с конструкторской документацией;
в) для сварочных материалов аустенитного класса и железоникелевых, титановых и алюминиевых сплавов;
г) при контроле присадочных материалов для аргонодуговой сварки, предназначенных для заварки корневой части шва (за исключением стыковых сварных соединений I и Iн категорий) и сварки деталей с номинальной толщиной до 16,0 мм включительно (по меньшей толщине);
д) при контроле сварочных (наплавочных) материалов, предназначенных только для выполнения первого примыкающего к основному металлу слоя наплавки любого вида.
71. Содержание ферритной фазы в наплавленном металле должно удовлетворять требованиям федеральных норм и правил в области использования атомной энергии, регламентирующих проведение контроля металла оборудования и трубопроводов атомных энергетических установок при изготовлении и монтаже.
72. Стойкость к межкристаллитной коррозии проверяется при контроле сварочных материалов, подлежащих использованию для сварки (наплавки) деталей и сборочных единиц из сталей аустенитного класса, работающих в водяных, пароводяных и паровых средах, или для наплавки верхнего слоя антикоррозионной наплавки.
73. Контрольные швы (наплавки), из которых вырезаются образцы для испытаний на стойкость к межкристаллитной коррозии, подвергаются термической обработке, если она предусмотрена для производственных сварных соединений (наплавок). При наличии нескольких режимов термической обработки производственных сварных соединений (наплавок) термическая обработка должна проводиться по одному из этих режимов, наиболее неблагоприятному с точки зрения стойкости металла шва (наплавки) к межкристаллитной коррозии. Режим термической обработки устанавливается технологической документацией.
V. Подготовка и сборка деталей под сварку (наплавку)
74. Подготовка и сборка деталей (сборочных единиц) под сварку (наплавку) должны проводиться по технологической документации, в которой, как минимум, должны быть указаны:
а) используемые при сборке приспособления и оборудование;
б) порядок и последовательность сборки;
в) способы крепления деталей;
г) способы сварки, сварочные материалы и режимы сварки при выполнении прихваток и приварке временных технологических креплений;
д) размеры, количество и расположение прихваток;
е) количество временных технологических креплений, их расположение и размеры швов приварки их к деталям;
ж) методы контроля качества сборки.
75. Технологическую документацию на сборку допускается объединять с технологической документацией на сварку (наплавку).
76. Подготовка кромок и поверхностей деталей под сварку и наплавку должна выполняться механической обработкой.
77. Подготовка кромок деталей из углеродистых и кремнемарганцовистых сталей выполняется кислородной, воздушно-дуговой, плазменно-дуговой или лазерной резкой с последующей механической обработкой до удаления следов резки.
78. Подготовка кромок деталей из легированных сталей выполняется кислородной, воздушно-дуговой, лазерной и плазменно-дуговой резкой при условии последующего удаления механической обработкой слоя металла толщиной:
а) не менее 1,0 мм для металла с гарантированным пределом текучести до 315 МПа включительно при температуре 20 °C;
б) не менее 2,0 мм для металла с гарантированным пределом текучести свыше 315 МПа при температуре 20 °C.
Для сталей, содержащих ниобий, резка должна проводиться с предварительным подогревом металла.
79. Подготовка кромок деталей из сталей аустенитного класса выполняется плазменно-дуговой или кислородно-флюсовой резкой с последующим удалением механической обработкой слоя металла толщиной не менее 1,0 мм.
80. Подготовка кромок деталей из сталей перлитного и аустенитного классов выполняется также гидроабразивной резкой.
После гидроабразивной резки механическая обработка не требуется.
81. При конструировании предпочтение должно отдаваться типам сварных соединений, приведенным в приложении N 5 к настоящим Правилам.
Типы сварных соединений, не приведенные в настоящих Правилах, могут применяться при обеспечении прочности и выполнении требований федеральных норм и правил в области использования атомной энергии, регламентирующих проведение контроля металла оборудования и трубопроводов атомных энергетических установок при изготовлении и монтаже.
82. В стыковых сварных соединениях элементов с различной номинальной толщиной стенки должен быть обеспечен плавный переход <1> от одного элемента к другому. Конкретные формы указанного перехода должны устанавливаться в конструкторской (проектной) документации, исходя из требований расчета на прочность и выполнения контроля методами, предусмотренными федеральными нормами и правилами в области использования атомной энергии, регламентирующими проведение контроля металла оборудования и трубопроводов атомных энергетических установок при изготовлении и монтаже.
--------------------------------
<1> Геометрические размеры плавного перехода назначаются в каждом конкретном случае в соответствии с требованиями конструкторской документации.
83. При подготовке труб одного номинального диаметра с одинаковой номинальной толщиной стенки под стыковые сварные соединения с односторонней разделкой кромок при наличии требования в конструкторской документации должна выполняться калибровка (расточка или раздача) концов труб на заданный внутренний диаметр.
84. Подготовленные под сварку кромки (поверхности под наплавку) и прилегающие к ним участки деталей должны быть зачищены от поверхностных загрязнений (при сварке титановых сплавов - также от цветов побежалости). Ширина указанных участков должна быть не менее 20,0 мм при подготовке деталей под дуговую сварку (наплавку) и не менее 50,0 мм - при подготовке под электрошлаковую сварку.
85. Свариваемые кромки деталей из алюминиевых сплавов до сборки должны быть очищены механическим или химическим способом.
Общие требования по сборке
86. Все поступившие на сборку детали и сборочные единицы должны иметь маркировку и (или) сопроводительную документацию, подтверждающую выполнение предшествующих операций. Способ маркировки определяется организацией-изготовителем (монтажной или ремонтной организацией).
87. Сборка деталей (сборочных единиц) для выполнения стыковых сварных соединений с кольцевыми швами должна проводиться на сборочно-сварочном оборудовании или в приспособлениях, обеспечивающих соосность соединяемых деталей (сборочных единиц).
88. Наложение прихваток в местах пересечения или сопряжения двух или нескольких подлежащих сварке соединений не допускается.
89. Дефектные прихватки должны быть удалены механической обработкой.
Дефектные прихватки удаляются воздушно-дуговой строжкой при условии последующей механической зачистки с удалением следов строжки и слоя металла толщиной:
а) не менее 1,0 мм - для деталей из сталей аустенитного класса или из легированных сталей с гарантированным пределом текучести до 315 МПа включительно при температуре 20 °C;
б) не менее 2,0 мм - для деталей из высокохромистых сталей или из легированных сталей с гарантированным пределом текучести свыше 315 МПа при температуре 20 °C.
90. Поверхность деталей в местах приварки временных технологических креплений должна быть предварительно зачищена от загрязнении.
91. Швы приварки временных технологических креплений должны быть расположены на расстоянии не менее 60,0 мм от подлежащих сварке кромок, при сборке под сварку деталей из углеродистых и кремнемарганцовистых сталей - не менее 30,0 мм.
92. Не допускается увеличение размеров деталей наплавкой металла, не предусмотренное ремонтной документацией.
93. В соответствии с требованиями конструкторской документации сборка для соединений цилиндрических деталей оборудования и трубопроводов групп B и C должна проводиться на приваренных подкладных элементах (кольцах, усах).
94. В собранных под дуговую сварку соединениях деталей с двусторонней разделкой кромок смещение притуплений не должно превышать 0,5 мм при номинальной высоте притупления до 1,0 мм включительно, половины номинальной высоты притупления при его величине более 1,0 до 4,0 мм включительно и 2,0 мм - при номинальной высоте притупления более 4,0 мм.
95. Смещение (несовпадение) внутренних кромок в стыковых сварных соединениях с односторонней разделкой не должно превышать 12% от номинальной толщины стыкуемых кромок, но не более 0,5 мм.
96. В собранных под электрошлаковую сварку стыковых сварных соединениях смещение кромок подлежащих сварке деталей не должно превышать 2,0 мм.
97. В собранных под дуговую сварку стыковых сварных соединениях деталей одинаковой номинальной толщины S, не подлежащих механической обработке после сварки в зоне швов, допускаемое смещение кромок (несовпадение поверхностей соединяемых деталей) со стороны (сторон) выполнения сварки не должно превышать норм, приведенных в таблице N 1 настоящих Правил.
Таблица N 1
|
Номинальная толщина соединяемых деталей, S, мм
|
Максимально допускаемое смещение кромок в стыковых соединениях, мм
|
||
|
с продольными, меридиональными, хордовыми и круговыми швами при сварке любых деталей, а также с кольцевыми швами при приварке днищ
|
с кольцевыми швами
|
||
|
при сварке труб и конических деталей
|
при сварке цилиндрических корпусных деталей из листа или поковок
|
||
|
До 5,0 включительно
|
0,20S
|
0,20S
|
0,20S
|
|
Более 5,0 до 10,0 включительно
|
0,10S + 0,5
|
0,10S + 0,5
|
0,25S
|
|
Более 10,0 до 25,0 включительно
|
0,10S + 0,5
|
0,10S + 0,5
|
0,10S + 1,5
|
|
Более 25,0 до 50,0 включительно
|
0,04S + 2,0
|
0,06S + 1,5
|
0,06S + 2,5
|
|
Более 50,0 до 100,0 включительно
|
0,02S + 3,0
|
0,03S + 3,0
|
0,04S + 3,5
|
|
Более 100,0
|
0,01S + 4,0,
но не более 6,0
|
0,015S + 4,5,
но не более 7,5
|
0,025S + 5,0,
но не более 10,0
|
98. В собранных под сварку соединениях геометрическое положение осей деталей должно соответствовать требованиям конструкторской документации.
99. При транспортировании собранных деталей (сборочных единиц) к месту сварки должны быть обеспечены условия, предотвращающие разрушение прихваток или швов приварки временных технологических креплений, а также повреждение и (или) загрязнение собранных под сварку деталей.
Сборка деталей из сталей и железоникелевых сплавов
100. Для выполнения прихваток и приварки временных технологических креплений разрешается применять дуговую сварку покрытыми электродами или аргонодуговую сварку.
При сборке деталей под аргонодуговую или электронно-лучевую сварку (в том числе при аргонодуговой заварке корневой части шва) прихватки должны выполняться аргонодуговой сваркой.
101. Приварка временных технологических креплений должна проводиться по технологической документации, содержащей сведения о марке стали, форме, размерах, количестве и расположении указанных креплений, квалификации сварщиков, осуществляющих приварку креплений, сварочных материалов, способах и режимах приварки и подогрева.
Временные технологические крепления при сборке деталей из сталей аустенитного класса и железоникелевых сплавов должны использоваться при номинальной толщине деталей не менее 6,0 мм.
102. Прихватки и приварка временных технологических креплений при сборке деталей из легированных и высокохромистых сталей должны выполняться с подогревом металла в зоне сварки по режиму, установленному для данного сварного соединения, кроме случаев приварки креплений аустенитными сварочными материалами.
103. Подогрев при прихватке не является обязательным для сварных соединений, корневая часть шва которых выполняется аргонодуговой сваркой без подогрева.
104. При выполнении прихваток для сборки деталей (сборочных единиц) должны применяться сварочные материалы, предназначенные для выполнения сварных соединений деталей из стали (сплавов) соответствующих марок.
При сборке деталей из сталей перлитного класса (кроме деталей из стали марок 15Х2МФА-А, 15Х2НМФА класс 1, 15Х2МФА-А мод. А, 15Х2МФА-А мод. Б, 15Х2НМФА и 15Х2НМФА-А, соединяемых между собой) для прихватки должны применяться:
а) электроды марок УОНИИ-13/45, УОНИИ-13/45А, УОНИИ-13/45АА и УОНИИ-13/55, ЦУ-7, ЦУ-7А, ТМУ-21У - при ручной дуговой сварке покрытыми электродами (при сборке деталей, контактирующих с жидкометаллическим теплоносителем, применяются только электроды трех первых марок);
б) сварочная проволока марок Св-08ГС и Св-08Г2С - при аргонодуговой сварке.
Для выполнения прихваток при сборке деталей из стали марок 15Х2МФА-А, 15Х2МФА-А мод. А, 15Х2МФА-А мод. Б или 15Х2НМФА-А, соединяемых между собой, должны применяться сварочные материалы, указанные в таблице N 2.1 приложения N 2 к настоящим Правилам.
105. При сборке деталей из сталей перлитного класса и (или) из высокохромистых сталей должны применяться временные технологические крепления из стали той же марки, что и собираемые детали, или из углеродистых сталей, а при сборке деталей из сталей аустенитного класса, железоникелевых сплавов и (или) из двухслойных сталей (с приваркой креплений к плакирующему слою) - из стали марки 08Х18Н10Т.
106. Для приварки временных технологических креплений к деталям (сборочным единицам) из сталей перлитного класса без антикоррозионной наплавки должны применяться те же сварочные материалы, что и для выполнения прихваток с соблюдением требований по подогреву основного металла. Покрытые электроды марок ЗИО-8, ЦЛ-25/1, ЭА-395/9, ЦТ-10 и сварочная проволока марок Св-10Х16Н25АМ6, Св-07Х25Н13 применяются без подогрева основного металла.
107. Для приварки временных технологических креплений к деталям (сборочным единицам) из высокохромистых сталей должны применяться:
а) покрытые электроды марок ЭА-395/9, ЦТ-10, ЦЛ-25/1, ЦЛ-25/2, ЗИО-8 или сварочная проволока марок Св-10Х16Н25АМ6 или Св-07Х25Н13 - для приварки креплений из углеродистых и высокохромистых сталей к деталям из стали, не содержащим ниобий, без подогрева основного металла;
б) покрытые электроды марок ЦЛ-25/1, ЦЛ-25/2, ЗИО-8 или сварочная проволока марки Св-07Х25Н13 - для приварки креплений из высокохромистых сталей к деталям из стали, содержащим ниобий, без подогрева.
108. Для приварки временных технологических креплений к деталям (сборочным единицам) из сталей аустенитного класса должны применяться:
а) покрытые электроды и сварочная проволока, допущенные для выполнения сварных соединений, - для приварки креплений из сталей аустенитного класса;
б) покрытые электроды марок ЭА-395/9 и ЦТ-10 или сварочная проволока марки Св-10Х16Н25АМ6 - для приварки креплений из углеродистых сталей.
109. Для приварки временных технологических креплений к деталям из железоникелевых сплавов должны применяться покрытые электроды или сварочная проволока, допущенные для выполнения сварных соединений деталей из сплава соответствующей марки.
110. Для приварки временных технологических креплений к плакирующему слою (антикоррозионной наплавке) деталей из двухслойных сталей должны применяться покрытые электроды или сварочная проволока, допущенные для выполнения верхнего слоя антикоррозионной наплавки.
В случае применения креплений из углеродистых сталей на подлежащих приварке торцах должна быть выполнена предварительная двухслойная наплавка с соблюдением следующих требований:
а) при наличии ниобия или титана в металле антикоррозионной наплавки первый слой наплавки выполняется покрытыми электродами марок ЦЛ-25/1 или ЗИО-8, или сварочной проволокой марки Св-07Х25Н13, а второй - электродами марок ЦТ-15К или ЭА-898/21Б, или сварочной проволокой марок Св-04Х20Н10Г2Б или Св-08Х19Н10Г2Б;
б) при отсутствии ниобия или титана в металле антикоррозионной наплавки оба слоя выполняются покрытыми электродами марок ЦЛ-25/1 или ЗИО-8, или сварочной проволокой марки Св-07Х25Н13.
111. Временные технологические крепления должен удаляться механическим способом. Полное удаление временных технологических креплений кислородной или воздушно-дуговой резкой без углубления в основной металл с последующим шлифованием поверхностей деталей до удаления следов резки должно выполняться на деталях из углеродистых и кремнемарганцовистых сталей.
На деталях из легированных и высокохромистых сталей, а также из сталей аустенитного класса допускается неполное удаление временных технологических креплений кислородной (кислородно-флюсовой), плазменнодуговой или воздушно-дуговой резкой. Остающаяся часть крепления должна иметь высоту не менее 4,0 мм и подлежит последующему удалению механической обработкой.
При удалении временных технологических креплений допускается неполное удаление металла швов их приварки. В случае приварки временных технологических креплений аустенитными сварочными материалами к деталям из сталей перлитного класса и из высокохромистых сталей, а также при приварке указанными материалами креплений из углеродистых сталей к деталям из сталей аустенитного класса неполное удаление аустенитного металла шва должно выполняться со стороны, не контактирующей с рабочей средой, а для антикоррозионной наплавки - с любой стороны.
112. Если зазор превышает нормы, установленные в приложения N 5 настоящих Правил, не более чем на половину номинальной толщины основного металла в зоне подлежащих сварке кромок, но не более чем на 10,0 мм, должна выполняться наплавка кромок (одной или двух) покрытыми электродами или сварочной проволокой (при аргонодуговой наплавке) тех марок, которые предусмотрены для выполнения данного сварного соединения. При наплавке только корневой части кромок соединяемых деталей из сталей перлитного класса должны применяться сварочные материалы, используемые для заварки корневой части шва данного соединения. Наплавка должна проводиться с подогревом, если он предусмотрен для выполняемого сварного соединения. После выполнения наплавки кромки подлежат механической обработке до заданной геометрической формы. Детали из легированных и высокохромистых сталей до механической обработки кромок должны быть подвергнуты термической обработке по режиму промежуточного отпуска в случае, если таковая предусмотрена.
Подогрев при наплавке и термическая обработка наплавленных кромок не проводятся, если объем металла, наплавляемого на кромки деталей из углеродистых и кремнемарганцовистых сталей, не превышает 20 см3.
113. Остающиеся подкладные кольца должны изготавливаться из следующих материалов:
а) для сварки деталей из материалов одной марки - из материала той же марки, что и свариваемые детали;
б) для сварки деталей из стали перлитного класса различных марок, а также для сварки деталей из высокохромистой стали различных марок - из менее легированной стали сочетаемых марок;
в) для сварки деталей из сталей аустенитного класса различных марок, а также для сварки деталей из сталей аустенитного класса с деталями из сталей перлитного класса или из высокохромистых сталей с предварительной наплавкой кромок аустенитными сварочными материалами - из стали марки 08Х18Н10Т или из стали аустенитного класса той же марки, что и одна из свариваемых деталей;
г) для сварки деталей из сталей перлитного класса с деталями из высокохромистых сталей - из высокохромистой стали той же марки, что и одна из свариваемых деталей при выполнении сварного соединения высокохромистыми сварочными материалами, или из сталей аустенитного класса при выполнении сварного соединения аустенитными сварочными материалами;
д) для сварки деталей из железоникелевых сплавов между собой и с деталями из сталей аустенитного класса - из железоникелевого сплава;
е) для сварки труб из титановых сплавов - из кованых или катаных прутков сплавов марок ВТ 1-00, ВТ 1-0 или из труб сплавов марок ПТ-1М и ПТ-7М, независимо от марки сплава соединяемых труб; допускается применение кованых или катаных прутков из сплавов марок ПТ-3В и 3М;
ж) для сварки деталей из титановых сплавов, выполняемых из листового проката, листовых гнутых или штампованных заготовок и поковок - из аналогичных видов полуфабрикатов, для соединений литосварных конструкций - из листового проката или поковок; при этом должны использоваться полуфабрикаты из сплавов марок ВТ1-00, ВТ1-0 и ПТ-3В, независимо от марки сплава основного металла или сочетания сплавов.
При температуре эксплуатации до 450 °C для выполнения сварных соединений деталей из сталей перлитного класса, независимо от их марки, должны применяться остающиеся подкладные кольца из углеродистых сталей.
114. После окончания сборки под ручную дуговую сварку покрытыми электродами примыкающие к кромкам поверхностей деталей из сталей аустенитного класса и железоникелевых сплавов должны быть защищены от попадания брызг расплавленного металла. Ширина защищаемой зоны должна быть не менее 100,0 мм в каждую сторону от подготовленных под сварку кромок. При приварке временных технологических креплений к поверхностям деталей из сталей аустенитного класса следует применять аналогичную защиту. Способы защиты устанавливаются в технологической документации.
Требование абзаца первого настоящего пункта не является обязательным, если выполненные сварные соединения подлежат последующей механической обработке со снятием в указанной зоне слоя металла толщиной не менее 0,5 мм.
Сборка деталей из алюминиевых сплавов
115. Свариваемые кромки и прилегающие к ним поверхности должны быть очищены механическим или химическим способом.
116. Прихватки должны выполняться ручной или полуавтоматической аргонодуговой сваркой теми же сварочными материалами и в тех же режимах, что и сварка. Качественно выполненными считаются прихватки, имеющие серебристый цвет и не имеющие поверхностных пор и трещин. Дефектные прихватки должны быть удалены механической обработкой.
Длина прихваток и расстояние между ними должны выбираться в зависимости от толщины свариваемых деталей в соответствии с таблицей N 2 настоящих Правил.
Таблица N 2
|
Толщина свариваемого металла, мм
|
Длина прихватки, мм
|
Расстояние между прихватками, мм
|
|
от 2,0 до 4,5
|
от 20,0 до 25,0
|
от 100,0 до 150
|
|
от 5,0 до 8,0
|
от 30,0 до 35,0
|
от 150,0 до 200,0
|
|
от 8,0 до 30,0
|
от 40,0 до 50,0
|
от 200,0 до 250,0
|
Крайние прихватки должны располагаться на расстоянии 10,0 - 20,0 мм от края соединения.
117. При номинальной толщине деталей не менее 6,0 мм приварка временных технологических креплений применяется в случаях, предусмотренных технологической документацией. В технологической документации должны быть приведены сведения о марке алюминиевого сплава, размерах, числе и расположении креплений, сварочных материалах, способах и режимах приварки.
Временные технологические крепления удаляются механическим способом с обязательной зачисткой мест их приварки. Применение абразивного инструмента при зачистке не допускается. Повреждения поверхности, выводящие толщину за пределы минусового допуска металла, не допускаются.
В зонах приварки креплений деталей из сплавов марок АВ и САВ1 проводится капиллярный (или визуальный контроль с использованием лупы 4 - 7-кратного увеличения) после предварительной зачистки поверхности до шероховатости не более Ra 5 мкм (Rz 20 мкм).
118. В собранных под сварку стыковых соединениях смещение внутренних кромок не должно превышать до 10% толщины материала по всей длине стыка (но не более 0,6 мм) или до 15% толщины материала (но не более 1,2 мм) на участках протяженностью до 20% длины шва.
119. Детали, предназначенные для изготовления трубопроводов, после операций очистки и сборки должны храниться в упакованном виде. Срок хранения до сварки - не более 3 суток.
Сборка деталей из титановых сплавов
120. Кромки и прилегающие к ним поверхности должны быть обезжирены после зачистки. Приварка временных технологических креплений и выводных планок и прихватки должны выполняться теми же сварочными материалами, что и основной шов с обязательной защитой обратной стороны путем обдува защитным газом. Прихватки должны быть серебристого цвета.
Временные технологические крепления, привариваемые к листовым конструкциям, должны удаляться газовой резкой. Линия реза должна находиться на расстоянии не менее 10,0 мм от поверхности конструкции.
Кромки труб и детали, предназначенные для изготовления трубопроводов, после операций зачистки, обезжиривания и сборки должны храниться в упакованном виде. Срок хранения собранных соединений труб - не более 5 суток (не более 36 часов, если детали подвергались травлению).
VI. Сварка
Общие требования
121. Сварка деталей (сборочных единиц) должна проводиться по технологической документации. Режимы сварки для выполнения сварных соединений приведены в приложении N 6 к настоящим Правилам. В технологической документации на сварку должны быть установлены:
а) способы сварки (наплавки);
б) режимы сварки применительно к выполнению конкретных сварных соединений;
в) требования к квалификации сварщиков;
г) типы выполняемых сварных соединений;
д) род и полярность сварочного тока;
е) используемое сварочное оборудование;
ж) сочетания марок основных и сварочных (наплавочных) материалов;
з) необходимость, методы и режимы предварительного и сопутствующего сварке (наплавке) подогрева;
и) пространственные положения сварки (наплавки);
к) марка и диаметр электрода и (или) проволоки, ширина, толщина и марка ленты;
л) требования по подготовке и прокалке сварочных материалов;
м) материалы, способы и режимы выполнения прихваток или указания по приварке временных технологических креплений;
н) порядок наложения валиков и слоев шва и наплавок;
о) виды термической обработки сварных соединений и наплавленных деталей (если таковая предусмотрена);
п) требования по газовой защите (для аргонодуговой сварки);
р) условия пребывания сварных соединений (наплавленных деталей) с момента окончания сварки (наплавки) до начала термической обработки;
с) методы и объем операционного контроля сварки (наплавки).
122. Для выполнения сварных соединений деталей из стали и железоникелевых сплавов должны применяться следующие способы сварки:
а) автоматическая сварка под флюсом;
б) ручная дуговая сварка покрытыми электродами;
в) автоматическая, полуавтоматическая и ручная аргонодуговая сварка плавящимся и неплавящимся электродом;
г) электрошлаковая сварка;
д) электронно-лучевая сварка в вакууме;
е) диффузионная сварка для соединений стальных и циркониевых труб.
Аргонодуговая сварка выполняется в среде защитных газов, указанных в приложении N 2 к настоящим Правилам.
Полуавтоматическая сварка в углекислом газе сварочной проволокой марки Св-08Г2С должна применяться для выполнения сварных соединении III категории деталей из углеродистых и кремнемарганцовистых сталей.
123. Допускается использование двух или нескольких способов сварки из числа вышеперечисленных для выполнения одного сварного соединения (комбинированная сварка).
124. Сварка (наплавка) должна выполняться в условиях, обеспечивающих защиту места сварки от атмосферных осадков, влаги, сквозняков и других воздействий, влияющих на качество сварки.
Проведение сварки (наплавки) при изготовлении оборудования и сборочных единиц трубопроводов, а также выполнение сварных соединений I, Iн, II, IIн категорий при монтаже не допускается при температуре окружающего воздуха ниже 5 °C.
Сварные соединения III категории оборудования и трубопроводов при монтаже должны выполняться при температуре окружающего воздуха не ниже минус 15 °C.
Температура окружающего воздуха, при которой выполняется сварка (наплавка) при ремонте оборудования и трубопроводов, устанавливается в технологических регламентах эксплуатирующей организацией.
125. При температуре окружающего воздуха ниже 5 °C сварка (наплавка) деталей из сталей перлитного класса и из высокохромистых сталей должна выполняться с дополнительным или повышенным подогревом. Для сварных соединений, выполняемых без подогрева, минимальная температура предварительного и сопутствующего сварке подогрева должна быть не ниже 50 °C (дополнительный подогрев). Для сварных соединений, выполняемых с обязательным подогревом, минимальная температура подогрева должна быть повышена на 50 °C (повышенный подогрев).
126. Требования к подогреву при сварке (наплавке) приведены в приложении N 7 к настоящим Правилам.
127. Перед началом сварки (наплавки) для собранных под сварку деталей аустенитного класса проводится их обезжиривание.
128. Корневая часть шва должна составлять не более 30% номинальной толщины свариваемых деталей (расчетной высоты углового шва), но не более 20,0 мм.
129. При выполнении многопроходных швов и наплавок после наложения каждого валика поверхности шва и кромки разделки должны быть зачищены от шлака, брызг металла и визуально проконтролированы на отсутствие трещин, недопустимых шлаковых или вольфрамовых включений, пор, неровностей и других дефектов. Результаты контроля должны соответствовать требованиям федеральных норм и правил в области использования атомной энергии, регламентирующих проведение контроля металла оборудования и трубопроводов атомных энергетических установок при изготовлении и монтаже. Выявленные дефекты должны быть удалены механическим способом до возобновления сварки.
130. Все усадочные раковины (кратеры) должны быть выведены на удаляемые припуски деталей (или на приварные планки) или заплавлены.
131. Сварка угловых швов, к которым в конструкторской документации предъявляются требования герметичности, должна выполняться не менее чем в два слоя.
132. Частичное или полное удаление корневой части выполненного шва перед началом сварки со второй стороны должно выполняться при двухсторонней сварке (в том числе с выполнением подварочного валика).
Двухстороннее сварное соединение (или одностороннее с подваркой корня шва) должно выполняться с поочередной разделкой кромок и сваркой с одной стороны с последующей разделкой и сваркой с другой стороны.
При двухсторонней сварке деталей из сталей аустенитного класса и железоникелевых сплавов последними должны выполняться валики со стороны, обращенной к рабочей среде.
133. Сварка многопроходных швов деталей из сталей аустенитного класса и железоникелевых сплавов должна прекращаться после каждого прохода для остывания металла до температуры не выше 100 °C.
Для сварки сталей аустенитного класса с содержанием ферритной фазы 4 - 8% допускается периодическое повышение температуры до 250 °C.
134. После окончания сварки поверхность шва и поверхность прилегающей к нему зоны основного металла должны быть зачищены от шлака и брызг металла на ширину, необходимую для последующего контроля.
135. Ручная дуговая сварка (наплавка) покрытыми электродами со стержнями из сталей аустенитного класса должна выполняться узкими валиками шириной не более трех диаметров применяемых электродов.
136. Сварка корневой части шва сварных соединений деталей из стали марки 08Х18Н12Т и железоникелевых сплавов, а также труб из углеродистых сталей с номинальной толщиной стенки более 12,0 мм должна выполняться с применением присадочной проволоки.
Сварка деталей из сталей различных структурных классов
137. Сварочные материалы для выполнения сварных соединений деталей из сталей различных структурных классов, в том числе для предварительной наплавки кромок, должны применяться в соответствии с требованиями таблиц N 2.2, 2.4, 2.6 и 2.8 приложения N 2 к настоящим Правилам.
138. При сварке деталей из сталей аустенитного класса с деталями из углеродистых и кремнемарганцовистых сталей номинальной толщиной более 10,0 мм на кромках деталей из углеродистых и кремнемарганцовистых сталей должна быть выполнена предварительная наплавка, толщина которой после механической обработки должна составлять:
а) 6,0 +/- 2,0 мм - под ручную дуговую сварку покрытыми электродами и аргонодуговую сварку;
б) 9,0 +/- 2,0 мм - под автоматическую сварку под флюсом.
Допускается выполнение ручной дуговой сварки покрытыми электродами и аргонодуговой сварки по кромкам, наплавленным для автоматической сварки под флюсом.
139. При сварке деталей из сталей аустенитного класса с деталями из легированных и высокохромистых сталей номинальной толщиной более 6,0 мм на кромках деталей из легированных и высокохромистых сталей должна быть выполнена предварительная наплавка, общая толщина которой после механической обработки должна составлять 9,0 +/- 2,0 мм при толщине первого слоя 3,0 +/- 1,0 мм.
140. Необходимость предварительной наплавки кромок при выполнении угловых, тавровых и нахлесточных сварных соединений деталей из углеродистых и кремнемарганцовистых сталей с деталями из сталей аустенитного класса определяется по расчетной высоте углового шва (вместо номинальной толщины) в соответствии с требованиями пункта 138 настоящих Правил.
141. При автоматической сварке под флюсом деталей из сталей перлитного класса с деталями из высокохромистых сталей на кромках деталей из сталей перлитного класса должна быть выполнена предварительная наплавка кромок покрытыми электродами, предназначенными для сварки деталей из высокохромистой стали. Указанная наплавка должна выполняться не менее чем в три слоя и иметь общую толщину после механической обработки не менее 7,0 мм.
142. Для сварки при монтаже и ремонте труб из сталей различных структурных классов в случае отсутствия на их кромках предварительной наплавки, выполненной организацией-изготовителем, должны применяться специальные переходники, изготавливаемые в заводских условиях.
Переходник представляет собой сборочную единицу, сваренную из двух отрезков труб, каждый из которых должен соответствовать маркам стали соединяемых труб. Применение указанных переходников должно предусматриваться конструкторской документацией.
143. При пересечении швов из аустенитных и перлитных сварочных материалов сначала должна выполняться сварка перлитными материалами.
144. Ширина обращенной к водной, пароводяной или паровой среде теплоносителя поверхности металла шва или предварительной наплавки, выполненных электродами марки ЭА-395/9, ЦТ-10 или сварочной проволокой марки Св-10Х16Н25АМ6, не должна превышать 7,0 мм.
Сварка деталей из двухслойных сталей
145. При подготовке деталей из двухслойных сталей под сварку плакирующий слой на участках, прилегающих к подлежащим сварке кромкам (со стороны их раскрытия), а также в местах наложения угловых швов должен быть удален, за исключением случаев, оговоренных в настоящем подразделе.
Ширина зоны удаления плакирующего слоя должна составлять не менее 5,0 мм при ручной дуговой сварке покрытыми электродами и аргонодуговой сварке и не менее 10,0 мм при автоматической сварке под флюсом. Для угловых и тавровых соединений зона удаления плакирующего слоя должна выходить за пределы углового шва не менее, чем на указанные значения ширины.
Для сварных соединений, основной слой которых из сталей перлитного класса подвергается ультразвуковому и (или) радиографическому контролю до нанесения плакирующего слоя, ширина зоны удаления плакирующего слоя должна быть такой, чтобы обеспечивалась возможность указанного контроля.
146. При выполнении сварных соединений с удалением плакирующего слоя сначала проводится сварка основного слоя из стали перлитного класса, а затем сварка (наплавка) плакирующего слоя.
147. Сварка основного слоя должна выполняться сварочными материалами, предназначенными для сварки деталей без плакирующего слоя.
148. Сварка (наплавка) плакирующего слоя на шовную зону сварки двухслойных сталей включает выполнение разделительной и защитной наплавок (рисунок 1).
149. Разделительная наплавка должна выполняться покрытыми электродами марок ЭА-23/15, ЦЛ-25/1 или ЗИО-8, сварочной проволокой марки Св-07Х25Н13 (при аргонодуговой наплавке), сварочной лентой марок Св-07Х25Н13, Св-07Х25Н13А, Св-02Х23Н15 в сочетании с флюсами марок ОФ-10, ОФ-40, ФЦ-18 (при автоматической наплавке под флюсом). Размеры элементов сварного соединения должны соответствовать приведенным на рисунке 1.
Снятие усиления сварного шва не должно приводить к контакту разделительной наплавки со средой.
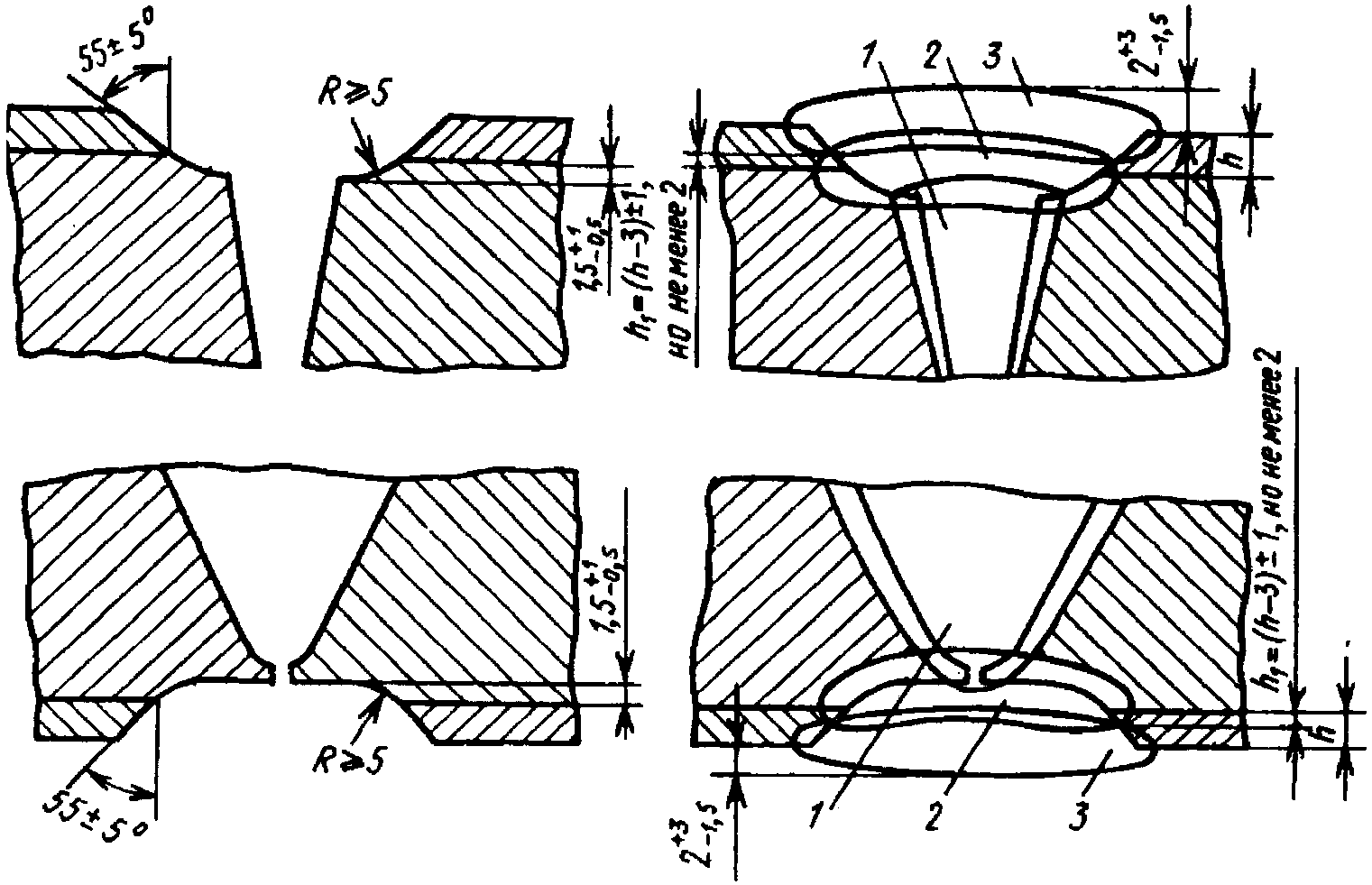
Рисунок 1. Схема разделки и выполнения сварных
соединений деталей из двухслойных сталей:
1 - сварной шов;
2 - разделительная наплавка;
3 - защитная наплавка
150. Защитная наплавка должна выполняться не менее чем в два слоя следующими сварочными (наплавочными) материалами:
а) в случае если сварное соединение не подлежит термической обработке - сварочными материалами, указанными в пункте 149 настоящих Правил, или покрытыми электродами марок ЭА-400/10У, ЭА-400/10Т, ЦТ-26, ЦТ-26М, ЭА-898/21Б, ЦТ-15К, ЦЛ-25/2, или сварочной проволокой марок Св-04Х19Н11М3, Св-04Х20Н10Г2Б, Св-08Х19Н10Г2Б (при аргонодуговой наплавке), или сварочной лентой марок Св-04Х19Н11М3, Св-04Х20Н10Г2Б, Св-08Х19Н10Г2Б в сочетании с флюсом марок ОФ-10, ОФ-40 или ФЦ-18 (при автоматической наплавке под флюсом);
б) в случае если сварное соединение подлежит термической обработке - покрытыми электродами марок ЭА-898/21Б или ЦТ-15К, или сварочной проволокой марок Св-04Х20Н10Г2Б, Св-08Х19Н10Г2Б (при аргонодуговой наплавке), или сварочной лентой марок Св-04Х20Н10Г2Б, Св-04Х20Н10Г2БА или Св-08Х19Н10Г2Б в сочетании с флюсом марок ОФ-10, ОФ-40 или ФЦ-18 (при автоматической наплавке под флюсом).
151. Защитная и разделительная наплавки ручной дуговой сваркой покрытыми электродами должны выполняться отдельными продольными валиками шириной не более трех диаметров стержня применяемого электрода.
152. Сварка деталей с номинальной толщиной основного слоя (для угловых и тавровых сварных соединений - с расчетной высотой углового шва) из углеродистых и кремнемарганцовистых сталей до 36,0 мм включительно и из легированных сталей до 6,0 мм включительно должна выполняться покрытыми электродами марок ЭА-855/51, ЭА-32/53 или сварочной проволокой марок Св-03Х15Н35Г7М6Б, Св-03Х20Н65Г5М4Б3В (при аргонодуговой сварке) на всю толщину с любой стороны без удаления плакирующего слоя.
Если металл плакирующего слоя не содержит ниобий и сварное соединение не подлежит термической обработке, сварка основного слоя толщиной не более 10,0 мм должна выполняться покрытыми электродами марок ЭА-395/9 или ЦТ-10, или сварочной проволокой марки Св-10Х16Н25АМ6 (при аргонодуговой сварке) до уровня, перекрывающего линию сплавления с плакирующим слоем не менее чем на 1,0 мм, а разделительная и защитная наплавки - покрытыми электродами марок ЭА-400/10У, ЭА-400/10Т, ЦТ-26, ЦТ-26М или сварочной проволокой марки Св-04Х19Н11М3 (при аргонодуговой наплавке) не менее чем в два слоя.
153. Односторонние сварные соединения, не доступные для сварки со стороны плакирующего слоя, должны выполняться без удаления плакирующего слоя с предварительной наплавкой кромок согласно рисункам 2 и 3.
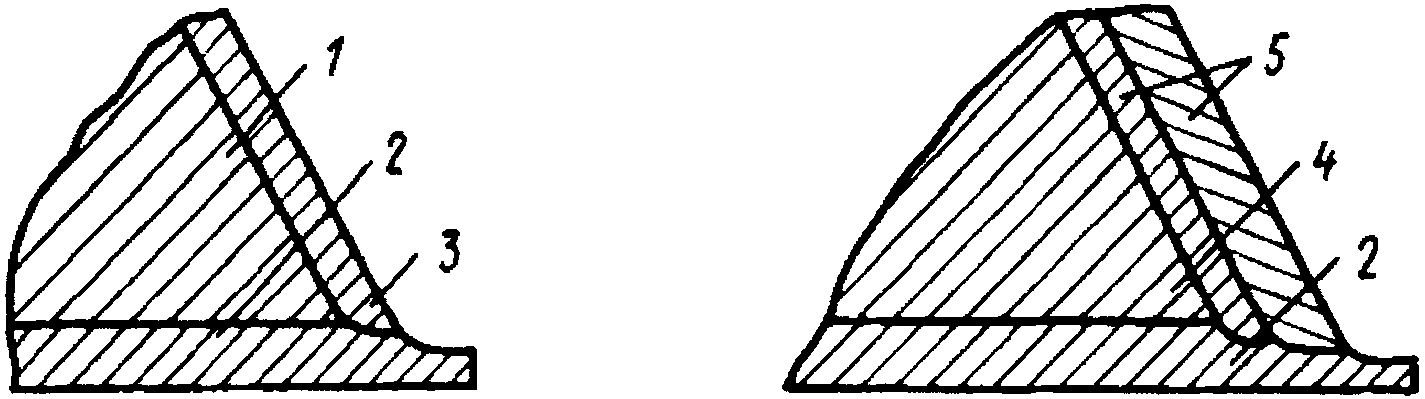
Рисунок 2. Схема выполнения предварительной
наплавки кромок деталей из двухслойных сталей
с плакирующим слоем, не содержащим ниобий:
1 - углеродистая или кремнемарганцовистая сталь;
2 - плакирующий слой;
3 - однородная наплавка;
4 - легированная сталь;
5 - двойная наплавка

Рисунок 3. Схема выполнения предварительной
наплавки кромок деталей из двухслойных сталей
с плакирующим слоем, содержащим ниобий:
1 - углеродистая или кремнемарганцовистая сталь;
2 - плакирующий слой;
3 - однородная наплавка;
4 - разделительный валик;
5 - легированная сталь;
6 - двойная наплавка
В случае если металл плакирующего слоя содержит ниобий, должен быть выполнен разделительный валик (рисунок 3), исключающий непосредственный контакт плакирующего слоя с металлом предварительной наплавки на кромки. Разделительный валик должен выполняться покрытыми электродами марок ЦЛ-25/1 или ЗИО-8 или сварочной проволокой марки Св-07Х25Н13 (при аргонодуговой наплавке).
Толщина первого слоя и (или) суммарная толщина предварительной наплавки должны соответствовать аналогичным показателям, применяемым для сварки деталей из сталей различных структурных классов.
154. После выполнения предварительной наплавки проводится термическая обработка деталей в зоне наплавки (если таковая предусмотрена) и последующая механическая обработка.
155. Сварка деталей с наплавленными кромками должна выполняться сварочными материалами согласно таблице N 2.4 приложения N 2 к настоящим Правилам.
156. При сварке деталей из двухслойных сталей с деталями из сталей перлитного класса удаляется плакирующий слой, после чего выполняется сварное соединение сварочными материалами, предназначенными для сварки деталей из стали соответствующих марок, с восстановлением или без последующего восстановления плакирующего слоя.
157. При сварке деталей из двухслойных сталей с деталями из высокохромистых сталей проводится удаление плакирующего слоя, после чего выполняется сварное соединение сварочными материалами, предназначенными для сварки деталей из стали соответствующих марок, и последующая наплавка плакирующего слоя.
158. При сварке деталей из двухслойных сталей с деталями из сталей аустенитного класса на кромках деталей из двухслойных сталей выполняется предварительная наплавка, а затем сварное соединение.
159. Приварка к плакирующему слою деталей из двухслойных сталей, защитных рубашек, а также деталей, не нагруженных давлением, должна выполняться без удаления плакирующего слоя в местах наложения угловых швов, если расчетная высота углового шва не превышает 8,0 мм. В этом случае плакирующий слой рассматривается как сталь аустенитного класса.
Электрошлаковая сварка
160. Детали из кремнемарганцовистых и легированных сталей, а также из высокохромистых сталей должны поступать на электрошлаковую сварку после полной термической обработки (нормализации или закалки с последующим отпуском). Перед началом электрошлаковой сварки деталей из двухслойной стали часть плакирующего слоя должна быть удалена на ширину, достаточную для установки водоохлаждаемых ползунов и планок.
161. Электрошлаковая сварка сварного соединения должна выполняться без перерыва.
В случае вынужденного перерыва сварка должна продолжаться после удаления участка шва с усадочной раковиной. Удаление указанного участка шва при сварке деталей из легированных сталей проводится после предварительного отпуска выполненной части сварного соединения.
При сварке деталей из сталей аустенитного класса в случае удаления участка шва с усадочной раковиной после выполнения сварного соединения обязательно проведение аустенизации.
162. При выполнении сварных соединений с кольцевыми швами деталей из сталей перлитного класса после заварки 1/3 периметра соединения начальный участок шва удаляют кислородно-ацетиленовой, механической или плазменной резкой или воздушно-дуговой строжкой. Температура металла в зоне кислородно-ацетиленовой или плазменной резки или воздушно-дуговой строжки сварных соединений деталей из легированных сталей должна быть не ниже 200 °C. Кромки среза и примыкающие к ним поверхности шва и основного металла должны быть очищены от грата и окалины.
Аргонодуговая сварка
163. При сварке труб и других цилиндрических деталей из сталей аустенитного класса, высокохромистых сталей и железоникелевых сплавов должна быть обеспечена защита обратной стороны сварного соединения в процессе выполнения двух первых слоев путем поддува защитного газа.
Для уменьшения расхода газа допускается в свариваемые детали устанавливать удаляемые заглушки для создания камеры необходимого объема. Защита корня шва обеспечивается пропусканием перед началом сварки газа через камеру в объеме, равном 4 - 5-кратному объему камеры, и последующим поддувом газа при выполнении первых двух слоев шва.
Сварка деталей из алюминиевых сплавов
164. Для выполнения сварных соединений применяются следующие способы сварки в среде защитных газов:
а) ручная неплавящимся электродом с присадочным материалом (в том числе сжатой дугой);
б) автоматическая неплавящимся электродом с присадочным материалом (в том числе сжатой дугой);
в) автоматическая плавящимся электродом (в том числе импульсно-дуговая);
г) полуавтоматическая плавящимся электродом (в том числе импульсно-дуговая).
Допускается использование двух или нескольких способов сварки для выполнения одного сварного соединения (комбинированная сварка).
165. Ручная сварка неплавящимся электродом должна выполняться на переменном токе. В случае сварки сжатой дугой с водоохлаждаемыми электродами сварка должна проводиться на постоянном токе обратной полярности.
166. Автоматическая сварка неплавящимся электродом должна выполняться на сборочно-сварочных стендах с формирующей подкладкой.
167. Полуавтоматическая и автоматическая сварки плавящимся электродом должны выполняться на постоянном токе обратной полярности.
168. При температуре воздуха ниже 0 °C сварочные работы в монтажных условиях должны выполняться с подсушкой свариваемых кромок на ширине 50,0 - 60,0 мм от оси шва путем электроподогрева или подогрева пламенем газовой горелки до 100 - 120 °C.
Температура нагрева кромок должна контролироваться контактным термоэлектрическим, инфракрасным или лазерным термометром (пирометром).
169. Тавровые соединения, для которых предъявляются требования к глубине проплавления, а также стыковые соединения должны выполняться двусторонним швом.
Перед наложением шва с обратной стороны корень шва первого прохода до чистого металла должен быть удален механическим способом с образованием канавки. Угол раскрытия кромок канавки должен быть 60+10°, а радиус закругления ее дна - не менее 3,0 мм. Шероховатость поверхности канавки не должна превышать Ra 10 мкм (Rz 40 мкм). Применение абразивных инструментов и охлаждающей жидкости не допускается.
170. Сварка стыковых соединений выполняется односторонним швом по одному из следующих вариантов:
а) на съемной подкладке из стали аустенитного класса или меди с канавкой для формирования корня шва; форма и размеры канавки устанавливаются технологической документацией;
б) в случаях, оговоренных конструкторской документацией, применяется остающаяся подкладка, изготовленная из алюминия или его сплавов той же марки, что и одна из свариваемых деталей;
в) на весу с обратным формированием шва;
г) при образовании со стороны корневой части шва выпуклости, высота которой превышает значения, установленные в приложении N 5 к настоящим Правилам, применяется подварка без присадочной проволоки.
171. При выполнении тавровых соединений с конструктивным непроваром величина непровара определяется величиной притупления кромки привариваемого элемента.
172. При выполнении тавровых соединений с одно- или двухсторонней разделкой кромок первый проход должен выполняться с обеспечением провара и удалением корня шва механическим способом, а последующие - ориентируясь поочередно на полку и стенку, до обеспечения требуемых размеров и формы шва.
173. Начало и окончание шва должны выполняться на технологических планках из алюминиевых сплавов. Толщина планок, их форма и размеры указываются в технологической документации. При наличии по длине свариваемых кромок припуска не менее 50,0 мм сварка должна выполняться без технологических планок. При отсутствии технологических планок окончание шва должно выноситься на ранее выполненный участок шва с завариванием кратера.
174. При двусторонней сварке труб первым должен свариваться корень шва изнутри (подварочный шов).
175. В зависимости от типоразмера труб, конструктивных элементов подготовки кромок, способа сварки, защитного газа и температуры окружающего воздуха применяются неохлаждаемые, охлаждаемые и подогреваемые съемные подкладки.
Допускается в качестве подкладки использовать оснастку для сборки и калибровки стыков труб под сварку.
176. При сварке стыков труб без подварки и без подкладки должен осуществляться поддув защитного газа во внутреннюю полость труб, а торцы кромок и прилегающие к ним внутренние поверхности шириной не менее 5,0 мм должны быть обезжирены и защищены непосредственно перед сваркой.
Сварка деталей из титановых сплавов
177. Для выполнения сварных соединений деталей из титановых сплавов применяются следующие способы сварки:
а) ручная аргонодуговая неплавящимся электродом;
б) автоматическая аргонодуговая неплавящимся электродом;
в) электронно-лучевая сварка.
Аргонодуговая сварка неплавящимся электродом должна выполняться на постоянном токе прямой полярности, автоматическая аргонодуговая сварка - на импульсном токе.
178. При выполнении аргонодуговой сварки должны быть обеспечены:
а) перед началом сварки - качество газовой защиты пробой "на пятно";
б) при сварке - защита лицевой и обратной сторон сварного соединения от окисления обдувом защитным газом.
Обдув защитным газом должен выполняться либо специальными газозащитными приспособлениями, перемещаемыми вдоль сварного шва или устанавливаемыми стационарно, либо заполнением внутреннего объема всей конструкции или ее части.
При изготовлении и монтаже трубопроводов газовая защита обратной стороны шва должна осуществляться заполнением внутреннего объема трубопровода. Схемы газовой защиты должны составляться для каждого участка трубопровода и указываться в технологической документации.
179. Температура воздуха при выполнении сварки должна быть не ниже +5 °C, а скорость воздушных потоков - не более 0,3 м/с.
Перед началом сварки должна быть проверена чистота свариваемых кромок и прилегающих поверхностей. При обнаружении загрязненных участков они должны быть зачищены, обезжирены и протерты.
180. В случае появления цветов побежалости сварка должна быть прекращена до выявления и устранения причин.
Сварка каждого последующего прохода при выполнении многопроходных швов должна начинаться после охлаждения предыдущего.
Не допускается начинать и заканчивать сварку в местах пересечения швов.
VII. Наплавка
181. Для выполнения наплавленных поверхностей на деталях из стали и железоникелевых сплавов должны применяться следующие способы наплавки:
а) автоматическая наплавка под флюсом;
б) ручная дуговая наплавка покрытыми электродами;
в) автоматическая, полуавтоматическая и ручная аргонодуговая наплавка плавящимся и неплавящимся электродом;
г) электродуговая и электрошлаковая наплавка одной или двумя лентами;
д) плазменная наплавка.
182. Наплавка деталей должна проводиться по технологической документации. Режимы выполнения антикоррозионной наплавки и наплавки уплотнительных и направляющих поверхностей приведены в приложении N 6 к настоящим Правилам.
В технологической документации на антикоррозионную наплавку и наплавку уплотнительных и направляющих поверхностей должны быть установлены:
а) марки стали наплавляемых деталей;
б) тип наплавки и количество наплавляемых слоев;
в) способ наплавки;
г) режимы наплавки применительно к выполнению конкретных наплавленных поверхностей;
д) требования к квалификации сварщиков;
е) используемое сварочное (наплавочное) оборудование;
ж) марки (сочетания марок) сварочных (наплавочных) материалов;
з) сортамент наплавочных материалов;
и) требования к прокалке электродов и флюсов;
к) требования к подготовке поверхностей основного металла под наплавку;
л) род и полярность сварочного тока;
м) пространственные положения наплавки;
н) величина и направление смещения электрода относительно вертикали к поверхности наплавляемой детали (для тел вращения);
о) необходимость, способ и температура предварительного и сопутствующего подогрева при наплавке первого слоя;
п) порядок наложения валиков и слоев;
р) толщина наплавляемых слоев и наплавки в целом;
с) необходимость охлаждения поверхности ранее наплавленного металла перед выполнением последующих валиков (кроме первого слоя);
т) порядок зачистки поверхности наплавленного слоя и схема удаления или заварки кратеров (при наплавке лентой);
у) условия пребывания наплавленных деталей в период с момента окончания наплавки до начала термической обработки;
ф) необходимость и режим термической обработки наплавленных деталей;
х) сведения о методах, объемах и нормах оценки качества контроля наплавленных поверхностей.
183. Однородные многослойные антикоррозионные наплавки, выполняемые материалами, не содержащими ниобий, наплавляют только на детали, не подвергаемые последующей термической обработке.
184. Толщина однородной однослойной антикоррозионной наплавки должна составлять  , а однородной многослойной - не менее 6,0 мм после окончательной механической обработки.
, а однородной многослойной - не менее 6,0 мм после окончательной механической обработки.
185. Толщина первого слоя двойной антикоррозионной наплавки до выполнения второго слоя должна составлять  . Суммарная толщина двойной двухслойной антикоррозионной наплавки после окончательной механической обработки должна составлять не менее 5,0 мм, многослойной - не менее 7,0 мм.
. Суммарная толщина двойной двухслойной антикоррозионной наплавки после окончательной механической обработки должна составлять не менее 5,0 мм, многослойной - не менее 7,0 мм.
186. Подготовленные для выполнения антикоррозионной наплавки детали должны иметь маркировку и (или) сопроводительную документацию, подтверждающую выполнение предшествующих операций. Способ маркировки определяется организацией, выполняющей наплавку.
187. Детали со сварными соединениями, выполненными электрошлаковой сваркой, перед наплавкой должны быть подвергнуты термической обработке.
188. Для выполнения антикоррозионной наплавки должны применяться автоматическая дуговая наплавка сварочной лентой под флюсом, электрошлаковая наплавка одной или двумя лентами под флюсом, ручная дуговая наплавка покрытыми электродами или аргонодуговая наплавка проволокой.
Автоматическая наплавка сварочной проволокой под флюсом должна применяться в следующих случаях:
а) для наплавки в горизонтальном положении внутренних поверхностей патрубков при вертикальном расположении оси патрубка с выполнением первого (нижнего) кольцевого валика каждого слоя ручной дуговой наплавкой покрытыми электродами и с последующей автоматической наплавкой при угле наклона проволочного электрода не более 45° от вертикали;
б) при введении в дугу дополнительной присадочной проволоки той же марки, что и основная сварочная проволока.
189. Антикоррозионная наплавка должна выполняться сварочными (наплавочными) материалами, указанными в таблице N 2.5 приложения N 2 к настоящим Правилам.
190. Ручная дуговая наплавка покрытыми электродами должна выполняться валиками шириной не более трех диаметров применяемых электродов. Допускается увеличение ширины отдельных валиков до четырех диаметров электродного стержня при условии, что таким образом будет выполнен только один валик или количество таких валиков не будет превышать 5% общего количества валиков, выполненных на наплавленной детали.
191. При автоматической наплавке лентой под флюсом каждый последующий валик выполняемого слоя должен перекрывать предыдущий не менее чем на 5,0 мм (по ширине). При ручной дуговой наплавке покрытыми электродами и при аргонодуговой наплавке каждый последующий валик должен перекрывать предыдущий не менее чем на 1/3 его ширины.
192. В процессе наплавки после выполнения каждого очередного валика его поверхность и примыкающие к нему участки поверхности основного и (или) наплавленного металла должны быть зачищены от шлака, брызг металла и других загрязнений и визуально проконтролированы на отсутствие дефектов. Трещины, отколы, подрезы и наплывы подлежат удалению механическим способом до наложения следующего валика.
При наплавке лентой обязательному удалению (вышлифовке абразивным инструментом с плавным переходом к ранее наплавленному металлу) дополнительно подлежат все кратеры (усадочные раковины), образующиеся при перерывах процесса наплавки. Выбранные места, кроме второго и последующих слоев антикоррозионной наплавки, подлежат контролю в соответствии с технологической документацией, после чего они должны быть заплавлены. Поверхность слоя, подлежащего наплавке, не должна иметь западаний и уступов между валиками глубиной (высотой) более 2,0 мм. Западания и уступы большей глубины (высоты) должны быть доведены до указанного значения шлифованием с плавным переходом к прилегающей поверхности наплавки или заплавлены покрытыми электродами, обеспечивающими тот же состав наплавленного металла (либо аргонодуговой наплавкой с применением проволоки той же марки). После выполнения указанных операций должно быть обеспечено соблюдение требований пунктов 184 и 185 настоящих Правил.
193. После выполнения каждого слоя должна проводиться подготовка поверхности для проведения визуального контроля по всей площади слоя.
194. Наплавка каждого последующего слоя должна начинаться после полного выполнения предыдущего, за исключением случаев, указанных в технологической документации.
195. Наплавка первого слоя должна выполняться с предварительным подогревом согласно требованиям приложения N 7 к настоящим Правилам. В случаях, если при выполнении наплавки первого слоя технологической документацией предусмотрен перерыв, то во время перерыва температура наплавляемой детали должна быть не ниже 5 °C. Перед возобновлением наплавки первого слоя должен быть проведен подогрев.
После наплавки первого слоя допускается перерыв для контроля качества поверхности и толщины наплавленного металла.
196. Порядок выполнения второго и последующих слоев должен обеспечивать снижение температуры ранее наплавленного металла в зоне наложения очередного валика ниже 100 °C к моменту подхода дуги.
При автоматической наплавке второго и последующих слоев лентой марки Св-04Х20Н10Г2Б допускается повышение указанной температуры до 250 °C с периодическим ее контролем на расстоянии 150,0 - 200,0 мм от дуги в направлении ее движения (впереди дуги по оси наплавляемого валика). Периодичность контроля устанавливается технологической документацией в зависимости от габаритов наплавляемых деталей.
197. При наличии недопустимых неровностей поверхность антикоррозионной наплавки должна подвергаться механической обработке абразивным кругом или методом резания. В зависимости от количества и расположения неровностей должна проводиться общая или местная обработка поверхности наплавки. После выполнения указанных операций должно быть обеспечено соблюдение требований пунктов 184 и 185 настоящих Правил.
Предварительное исправление недопустимых неровностей выполняется заваркой сварочными материалами, предназначенными для выполнения верхнего слоя наплавки при условии, что выборка проводится в пределах этого слоя.
198. Антикоррозионная наплавка на деталях из сталей аустенитного класса должна выполняться без подогрева покрытыми электродами марок ЭА-855/51, ЭА-32/53 или сварочной проволокой марок Св-03Х15Н35Г7М6Б, Св-03Х20Н65Г5М4Б3В (при аргонодуговой наплавке или в сочетании с флюсом марки ОФ-10 при автоматической наплавке под флюсом). Количество и размеры наплавляемых слоев определяются технологической документацией.
199. Требования к выполнению наплавки уплотнительных и направляющих поверхностей приведены в приложении N 8 к настоящим Правилам.
VIII. Термическая обработка
200. Необходимость и виды термической обработки сварных соединений и наплавленных деталей устанавливаются в приложении N 9 к настоящим Правилам.
IX. Операционный контроль
Общие требования
201. Операционный контроль включает:
а) контроль подготовки и сборки деталей под сварку и наплавку;
б) контроль процессов сварки и наплавки;
в) контроль термической обработки сварных соединений и наплавленных изделий.
Операционный контроль осуществляется в соответствии с технологической документацией. Объем и периодичность контроля устанавливаются организацией, выполняющей сварку (наплавку).
202. Результаты каждого вида операционного контроля фиксируются в соответствующих журналах контроля.
203. Состав и содержание отчетной документации по операционному контролю сварки (наплавки) при ремонте оборудования и трубопроводов определяются эксплуатирующей организацией.
Контроль подготовки и сборки деталей под сварку и наплавку
204. При подготовке деталей под сварку и наплавку контролируют:
а) наличие маркировки и (или) документации, подтверждающей выполнение предшествующих операций;
б) чистоту подлежащих сварке (наплавке) кромок и прилегающих к ним поверхностей, а также подлежащих неразрушающему контролю участков основного металла;
в) размеры деталей и форму разделки кромок, шероховатость поверхности кромок;
г) форму и размеры расточки или раздачи труб;
д) материал, форму и размеры подкладных колец.
205. При сборке деталей под сварку должен проводиться контроль:
а) марки и сортамента сварочных материалов, предназначенных для выполнения прихваток;
б) крепления деталей в сборочных приспособлениях;
в) чистоты и отсутствия повреждений кромок и прилегающих к ним поверхностей;
г) температуры подогрева при выполнении прихваток;
д) размеров и расположения прихваток и швов приварки временных креплений;
е) величины зазора в соединениях после выполнения прихваток;
ж) величины смещения кромок, перелома осей или плоскостей соединяемых деталей;
з) размеров собранного под сварку узла;
и) обеспечения поддува (если таковой предусмотрен технологической документацией).
206. После удаления временных технологических креплений на деталях из легированных, аустенитных и высокохромистых сталей и на антикоррозионной наплавке должен быть выполнен капиллярный или магнитопорошковый контроль мест приварки или их травление с последующим осмотром через лупу 4 - 7-кратного увеличения.
Контроль процессов сварки и наплавки
207. Перед началом сварки (наплавки) должен проводиться контроль:
а) наличия маркировки;
б) наличия документов, подтверждающих результаты контроля сварочных материалов;
в) соответствия влажности флюсов и покрытия электродов установленным требованиям документов по стандартизации, включенных в Сводный перечень;
г) соответствия поверхности присадочных материалов требованиям документов по стандартизации, включенных в Сводный перечень;
д) обеспечения поддува защитного газа (если таковой предусмотрен технологической документацией);
е) температуры предварительного подогрева (если таковой предусмотрен технологической документацией).
208. В процессе сварки (наплавки) должен проводиться контроль:
а) режимов сварки (наплавки);
б) очередности выполнения сварных швов и участков наплавки;
в) температуры окружающей среды на расстоянии не более 2,0 м от свариваемых или наплавляемых деталей;
г) температуры подогрева;
д) соблюдения очередности наложения валиков и слоев;
е) температуры металла при сварке деталей из сталей аустенитного класса;
ж) толщины первого слоя, величины перекрытия валиков и суммарной толщины антикоррозионной наплавки;
з) качества газовой защиты лицевой и обратной стороны шва (визуально по цветам побежалости) - для конструкций из титановых сплавов.
209. Должен быть выполнен радиографический контроль корневой части шва сварных соединений I и Iн категорий деталей из железоникелевых сплавов при номинальной толщине стенки в месте сварки более 6,0 мм и из стали при номинальной толщине стенки в местах сварки более 20,0 мм. Нормы оценки качества принимаются как для полностью выполненного сварного соединения.
При сварке встык с односторонней разделкой кромок радиографический контроль должен проводиться после заварки корневой части шва.
В сварных соединениях, подвергающихся последующей механической обработке с полным удалением корня шва, а также в случаях, когда не допускается перерыв и (или) охлаждение в процессе сварки, проведение контроля не требуется.
210. Требования к контролю температуры предварительного и сопутствующего подогрева и температуры металла в зоне сварки деталей из сталей аустенитного класса должны устанавливаться в технологической документации.
211. После окончания сварки (наплавки) должен проводиться контроль:
а) наличия и правильности маркировки выполненных сварных швов и наплавок;
б) температурных режимов выполненных сварных соединений и наплавленных поверхностей с момента окончания сварки (наплавки) до начала термической обработки (включая условия термического отдыха, если таковой предусмотрен).
Контроль термической обработки
212. При термической обработке сварных соединений и наплавленных деталей должны выполняться требования технологической и конструкторской документации в части:
а) методов и видов термической обработки;
б) применяемого термического оборудования;
в) последовательности и порядка выполнения термической обработки и отдельных ее этапов (в том числе предварительных, промежуточных и окончательных отпусков);
г) режимов термической обработки (температуры печи при загрузке, скорости нагрева, температуры и продолжительности выдержек, скорости охлаждения);
д) методов и порядка контроля температуры зоны нагрева сварного соединения и прилегающих к нему участков;
е) условий, обеспечивающих свободное расширение сваренных (наплавленных) деталей.
213. Для контроля режимов термической обработки должны использоваться термоэлектрические преобразователи (термопары) с устройствами для автоматической записи параметров режима.
214. При внепечной термической обработке допускается использование других средств контроля режимов термической обработки, обеспечивающих требуемую точность измерения температуры.
215. Термопары должны быть установлены в печи и непосредственно на подвергаемых термической обработке сваренных (наплавленных) деталях. Количество и расположение термопар должны обеспечивать возможность контроля за распределением температуры по всему объему печи при общей термической обработке и контроля зон нагрева при местной термической обработке.
216. При термической обработке деталей со сварными соединениями III категории контроль режимов термической обработки должен проводиться по термопаре, установленной в печи.
217. После выполнения термической обработки должны быть зафиксированы номер садки и номер печи (для печной термической обработки), дата проведения термической обработки и производственный шифр (номер) сваренной (наплавленной) детали или сварного соединения.
X. Маркировка сварных соединений и наплавленных деталей
218. На сварных соединениях и наплавленных деталях должны быть поставлены клейма, позволяющие установить фамилию сварщика (сварщиков), выполнявшего сварку или наплавку. Глубина клеймения и размеры клейм устанавливаются в технологической документации.
219. Допускается замена клеймения другими методами маркировки, обеспечивающими ее сохранность и не ухудшающими качество и надежность сваренных (наплавленных) деталей.
220. В случае снятия клейм (маркировки) при последующей механической обработке они должны быть восстановлены в тех же местах.
XI. Исправление дефектов
221. Исправлению подлежат все дефекты, выявленные в сварных соединениях и наплавленных деталях при неразрушающем контроле.
222. Дефектные участки должны исправляться по технологической документации на исправление дефектов. Заварка выборок должна выполняться в соответствии с требованиями главы VI и приложения N 9 настоящих Правил.
223. Поверхностные дефекты должны удаляться механическим способом с обеспечением плавных переходов в местах выборок (абразивным инструментом, резанием или вырубкой с последующим шлифованием).
224. Исправление поверхностных дефектов без последующей заварки мест их выборки должно выполняться:
а) на сварных соединениях - при остающейся толщине шва и основного металла не менее расчетной толщины детали (сборочной единицы) в месте максимальной глубины выборки;
б) на антикоррозионной наплавке - при остающейся толщине наплавки не менее минимально допустимой пунктами 184 и 185 настоящих Правил, а в случаях, не регламентированных указанными пунктами, - не менее минимально допустимой конструкторской и технологической документацией.
225. Дефекты с заваркой выборок в выполненных дуговой и электроннолучевой сваркой соединениях деталей из легированных сталей, подлежащих термической обработке, должны исправляться после промежуточного или окончательного отпуска с последующей термической обработкой отремонтированного изделия по режиму окончательного отпуска. Ремонт сваркой после термического отдыха не допускается.
226. Внутренние дефекты (дефектные участки) должны удаляться механическим способом (абразивным инструментом, резанием или вырубкой с последующим шлифованием).
Дефекты должны удаляться воздушно-дуговой или плазменно-дуговой строжкой с последующей обработкой поверхности выборки механическим способом:
а) до полного удаления следов строжки - на поверхностях выборок в сварных соединениях деталей из углеродистых или кремнемарганцовистых сталей;
б) с удалением слоя металла толщиной не менее 1,0 мм - на поверхностях выборок в сварных соединениях деталей из легированных сталей с гарантированным пределом текучести при температуре 20 °C не более 315 МПа или из сталей аустенитного класса;
в) с удалением слоя металла толщиной не менее 2,0 мм - на поверхностях выборок в сварных соединениях деталей из легированных сталей с гарантированным пределом текучести при температуре 20 °C свыше 315 МПа или из высокохромистых сталей.
227. Форма и размеры подготовленных выборок должны обеспечивать возможность их заварки по всему объему. Размеры подлежащих заварке выборок (в том числе заходящих в основной металл) не ограничиваются.
228. Дефекты сварных соединений, выполненных электрошлаковой сваркой, должны исправляться дуговой сваркой после полной термической обработки (в сварных соединениях деталей из сталей перлитного класса или из высокохромистых сталей) или после аустенизации (в сварных соединениях деталей из сталей аустенитного класса).
При исправлении дефектов в указанных сварных соединениях деталей из легированных сталей, подлежащих последующей обработке давлением, применяется следующая технология:
а) нормализация (закалка) и последующий отпуск сборочной единицы со сварным соединением, выполненным электрошлаковой сваркой;
б) выборка дефектов;
в) заварка выборок углеродистыми сварочными материалами;
г) обработка давлением сборочной единицы с нагревом до заданной температуры;
д) нормализация (закалка) и последующий отпуск;
е) полное удаление металла, наплавленного углеродистыми сварочными материалами;
ж) заварка выборок соответствующими легированными сварочными материалами;
з) отпуск исправленного сварного соединения.
Комплекс указанных операций учитывается как одно исправление.
229. Дефектные сварные соединения должны исправляться путем полного удаления сварного шва с последующей подготовкой кромок механическим способом и выполнения сварного соединения вновь.
230. Дефекты в монтажных стыковых сварных соединениях труб, недоступных для ремонта с наружной стороны должны исправляться путем вырезки дефектного сварного соединения и последующей вварки отрезка трубы из той же марки стали. Размеры отрезка определяются требованиями к расстоянию между осями соседних кольцевых швов в соответствии с приложением N 5 к настоящим Правилам.
231. Дефекты на одном и том же участке сварного соединения или наплавленной детали из стали и железоникелевых сплавов должны исправляться не более трех раз.
232. Под исправляемым участком понимается прямоугольник наименьшей площади, в контур которого вписывается подлежащая заварке выборка, и примыкающие к нему поверхности на расстоянии, равном трехкратной ширине указанного прямоугольника (рисунок 4).
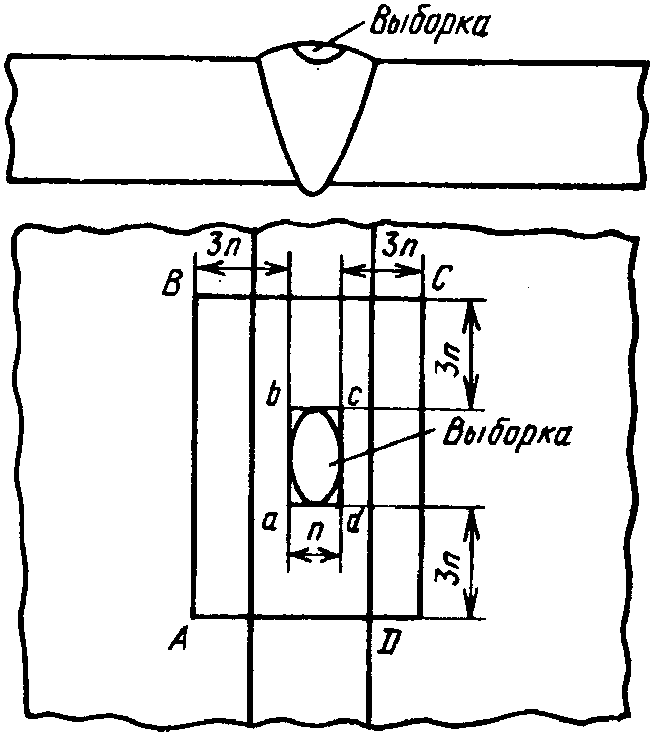
Рисунок 4. Схема определения размеров
исправляемого участка:
n - ширина прямоугольника;
ABCD - исправляемый участок;
abcd - прямоугольник наименьшей площади,
в контур которого вписывается выборка
233. При исправлении дефектов должны выполняться следующие требования:
а) при обнаружении трещин сварка (наплавка) должна быть прекращена и может быть возобновлена только после удаления трещин и принятия мер, предотвращающих их появление;
б) при обнаружении прожога подкладного кольца недоступные для сварки с внутренней стороны сварные соединения труб должны быть полностью удалены и выполнены вновь при невозможности исправления дефекта без разрезки;
в) число исправлений корневой части шва на одном и том же участке не должно превышать трех;
г) число исправлений (кроме исправлений корневой части шва) при глубине выборок в пределах номинальной толщины двух слоев шва не ограничивается и не учитывается;
д) число исправлений (кроме исправлений корневой части шва) при глубине выборок, превышающей номинальную толщину двух слоев шва, на одном и том же участке не должно превышать трех.
Сварные соединения деталей из алюминиевых сплавов
234. Поверхностные дефекты следует удалять механическим способом с обеспечением плавных переходов в местах выборок.
235. В односторонних швах с дефектами на обратной стороне удаляется наплавленный металл по всей длине шва на одном уровне с основным металлом. Не допускается врезание в основной металл на величину, превышающую предельные отклонения толщин свариваемых деталей. Должен быть обеспечен плавный переход от шва к основному металлу.
236. Внутренние дефекты должны быть удалены механическим способом. Применение абразивных инструментов и охлаждающей жидкости не допускается.
237. При толщине металла до 3,0 мм проводится исправление пор, свищей и непроваров подваркой без предварительного удаления их механическим способом.
При наличии вольфрамовых включений и трещин обязательно их удаление механическим способом с последующей заваркой выборки.
238. Форма и размеры выборок в металле шва, в том числе заходящих в основной металл, не ограничиваются и должны обеспечивать возможность их заварки по всему объему. При этом ширина шва после заварки выборки не должна превышать двойной ширины шва до исправления.
239. Дефекты в стыковых сварных соединениях труб должны исправляться путем вырезки дефектного сварного соединения и последующей вварки отрезка трубы. Размеры отрезка трубы определяются требованиями к расстоянию между осями соседних кольцевых швов в соответствии с приложением N 5 к настоящим Правилам. Вновь выполненные сварные соединения подлежат контролю в полном объеме.
240. Дефекты на одном и том же участке сварного соединения должны исправляться не более двух раз для термически упрочняемых сплавов марок АВ и САВ1 и не более трех раз для термически неупрочняемых сплавов марок АДОО, АДО, АД, АД1, АМг2, АМг3.
Сварные соединения деталей из титановых сплавов
241. Дефекты наплавленного металла уплотнительных поверхностей деталей из титановых сплавов удаляются механической обработкой. Полноту удаления трещин проверяют капиллярным контролем.
242. Дефектные места исправляются наплавкой на нагретой детали тем же присадочным материалом, которым выполнена основная наплавка.
243. При наплавке уплотнительных поверхностей мелкие дефекты в виде одиночных пор, обнаруженные после окончательной механической обработки, должны исправляться наплавкой окисленными прутками марки ПТ-7М без нагрева деталей и последующей термообработки.
244. Дефекты на одном и том же участке сварного соединения или наплавленной детали из титановых сплавов должны исправляться не более двух раз.
Контроль исправления дефектов
245. Выполненные выборки должны быть подвергнуты визуальному контролю. Выборки в сварных соединениях I и Iн категорий во всех случаях, а также других категорий при исправлении дефектов типа трещин и непроваров и дефектов, выявленных при капиллярном или магнитопорошковом контроле, должны подвергаться капиллярному или магнитопорошковому контролю (допускается контроль травлением).
Качество (шероховатость) поверхности выборки должно соответствовать требованиям документов по стандартизации на соответствующий метод контроля, включенных в Сводный перечень.
246. Исправленные с помощью сварки участки после термической обработки (если после исправления дефектов она требуется) сварных соединений (или наплавленных деталей) подлежат сплошному неразрушающему контролю всеми методами, предусмотренными для исправляемого сварного соединения (наплавленной детали).
247. Контроль должен быть выполнен:
а) по всему заваренному объему выборки;
б) в пределах примыкающих к выборке участков сварного шва по всей их ширине протяженностью в каждую сторону по продольной оси сварного соединения не менее 2,5 максимальной глубины заваренной выборки, но не менее 20,0 мм и не более 100,0 мм;
в) в пределах участков основного металла, примыкающих к контролируемому участку сварного шва и к краям заваренной выборки.
Ширина участков основного металла должна соответствовать требованиям федеральных норм и правил в области использования атомной энергии, регламентирующих проведение контроля металла оборудования и трубопроводов атомных энергетических установок при изготовлении и монтаже.
На наплавленных деталях контролю подлежат исправленный участок и примыкающие к нему участки шириной не менее 20,0 мм в каждую сторону.
XII. Ремонт с использованием сварки
и наплавки при эксплуатации
248. Организация работ по ремонту оборудования и трубопроводов с применением сварки и наплавки должна предусматривать:
а) технологическое обеспечение работ - подготовку технологической документации, средств оснащения, включая средства контроля (измерений) и испытаний;
б) входной контроль материалов и запасных частей, применяемых для ремонта оборудования;
в) подготовку исполнителей работ требующейся квалификации, тренировку исполнителей на стендах и макетах перед выполнением сложных и ответственных работ;
г) обеспечение выполнения работ в соответствии с подготовленной технологической документацией;
д) операционный и приемочный контроль качества выполнения работ, приемочный контроль составных частей оборудования, подвергаемых ремонту, а также документирование данных контроля.
249. Технологическая документация на работы по ремонту оборудования и трубопроводов с применением сварки при наличии типовой документации на ремонт комплектуется из ее состава.
При отсутствии типовой документации должна быть разработана технологическая документация.
250. Техническая невозможность выполнения конкретных технологических операций должна быть указана в ремонтной документации.
251. Исправление дефектов при ремонте должно выполняться в соответствии с требованиями XI главы настоящих Правил.
252. Заварка ремонтных выборок должна выполняться одним из способов сварки (наплавки), приведенных в пунктах 122, 164, 177 и 181 настоящих Правил.
Требование настоящего пункта не распространяется на выполнение ремонтов наплавок уплотнительных и направляющих поверхностей.
253. Термическая обработка ремонтных выборок должна выполняться в соответствии с требованиями пункта 28 приложения N 9 к настоящим Правилам.
254. Ремонт с применением усиливающей наплавки допускается выполнять только для трубопроводов из сталей аустенитного класса атомных энергетических установок с канальными реакторами. Технология выполнения усиливающей наплавки должна пройти оценку соответствия в форме аттестационных испытаний.
255. Контроль качества усиливающей наплавки должен проводиться в соответствии с положениями методик эксплуатирующей организации, прошедших оценку соответствия в форме аттестационных испытаний.
256. При проведении ультразвукового контроля на поверхности усиливающих наплавок допускаются одиночные включения с максимальным размером не более 1,0 мм, если их число на любом участке площадью 25,0 см2 не превышает пяти.
257. При проведении визуального контроля усиливающих наплавок включения с наибольшим фактическим размером до 0,2 мм не учитываются.
На поверхностях усиливающих наплавок высота (глубина) углубления между валиками не должна превышать 1,0 мм, а чешуйчатость - 0,5 мм.
При автоматической дуговой наплавке лентой на поверхностях усиливающих наплавок допускается несовпадение высоты двух соседних валиков в местах их сопряжения на величину, не превышающую 2,0 мм.
XIII. Аттестация технологии сварки (наплавки)
258. Аттестация технологии сварки (наплавки) выполняется в соответствии с ГОСТ Р 50.04.03-2018 "Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме испытаний. Аттестационные испытания технологий сварки (наплавки)", утвержденного приказом Федерального агентства по техническому регулированию и метрологии от 6 марта 2018 г. N 123-ст (Стандартинформ, 2018), в форме аттестационных испытаний.
259. Сварка (наплавка) должны выполняться по аттестованной технологии.
Приложение N 1
к федеральным нормам и правилам
в области использования атомной энергии
"Сварка и наплавка оборудования
и трубопроводов атомных энергетических
установок", утвержденным приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 14 ноября 2018 г. N 554
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
1. Атомная энергетическая установка - блок атомной станции с водо-водяным реактором, либо с реактором канального типа, либо с реактором на быстрых нейтронах с жидкометаллическим натриевым теплоносителем, или установка с исследовательским реактором указанных типов.
2. Контрольная наплавка - наплавка, выполняемая с целью проверки характеристик наплавленного металла при контроле сварочных (наплавочных) материалов.
3. Контрольное сварное соединение - сварное соединение, выполняемое для металлографических исследований сварочных материалов.
4. Контрольный сварной шов - шов сварного соединения, выполняемого с целью проверки характеристик металла шва при контроле сварочных материалов.
5. Корневая часть шва - примыкающая к притуплению кромок зона сварного соединения толщиной до 30% общей толщины выполненного шва, но не более 20,0 мм.
6. Металл шва - металл, полученный при плавлении сварочных материалов в процессе выполнения сварного соединения и разбавленный основным металлом за счет его расплавления в зоне свариваемых кромок.
7. Наплавка - нанесение слоя металла или сплава на поверхность изделия посредством сварки плавлением.
7.1. Антикоррозионная наплавка - наплавка, защищающая металл детали (изделия) от воздействия коррозионной среды в процессе эксплуатации.
7.2. Слой антикоррозионной наплавки - часть наплавки, образованная рядом валиков, расположенных на одном уровне от основного металла.
7.3. Толщина антикоррозионной наплавки - расстояние от наружной поверхности наплавки (от поверхности первого слоя) до зоны ее сплавления с основным металлом.
7.4. Двойная антикоррозионная наплавка - наплавка, при выполнении первого слоя которой используются сварочные (наплавочные) материалы одной марки (одного сочетания марок), а при выполнении второго и последующих слоев - сварочные (наплавочные) материалы другой марки (другого сочетания марок). Двойные антикоррозионные наплавки подразделяются на двухслойные и многослойные. Двойная многослойная наплавка выполняется более чем двумя слоями.
7.5. Однородная антикоррозионная наплавка - наплавка, выполняемая сварочными (наплавочными) материалами одной марки (одного сочетания марок присадочных материалов и флюсов или защитных газов) по всей толщине независимо от количества наплавляемых слоев.
Однородные антикоррозионные наплавки подразделяются на однослойные и многослойные. Однородная многослойная наплавка выполняется не менее чем двумя слоями.
7.6. Износостойкая наплавка - наплавка, предназначенная для защиты металла детали (изделия) от износа.
7.7. Защитная наплавка - наплавка, предназначенная для защиты металла детали (изделия) от разрушающего действия различных факторов в процессе эксплуатации.
7.8. Предварительная наплавка - наплавка, которая выполняется для подготовки под сварку сварных соединений из сталей разных структурных классов и из сталей одного структурного класса, но разного химического состава.
7.9. Разделительная наплавка - наплавка, исключающая непосредственный контакт разнородных композиций наплавленного металла между собой для предотвращения образования структур, склонных к возникновению горячих трещин.
7.10. Уплотнительная наплавка - наплавка, выполняемая на поверхностях фланцевых разъемов оборудования и трубопроводов.
7.11. Усиливающая наплавка - наплавка, применяемая при ремонте сварных соединений и предназначенная для изменения напряженного состояния металла.
8. Наплавленный металл - металл, полученный при плавлении сварочных материалов в процессе наплавки (сварки) в слоях (валиках). Наплавленным металлом считается также металл контрольного сварного шва, выполненного с предварительной наплавкой кромок не менее чем в три слоя сварочными материалами контролируемой марки.
9. Присадочный материал - металл, предназначенный для введения в сварочную ванну в дополнение к сварочному расплавленному материалу.
10. Смещение кромок - несовпадение уровней расположения свариваемых (сваренных) деталей или их частей (участков) в стыковых сварных соединениях.
Приложение N 2
к федеральным нормам и правилам
в области использования атомной энергии
"Сварка и наплавка оборудования
и трубопроводов атомных энергетических
установок", утвержденным приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 14 ноября 2018 г. N 554
МАТЕРИАЛЫ,
ПРИМЕНЯЕМЫЕ ДЛЯ ВЫПОЛНЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ И НАПЛАВОК
1. Марки стали и сплавов, в обозначении которых содержатся индексы, указывающие на способ выплавки или передела ("-Ш", "-ВД", "-ВИ", "-ИД", "-ПД"), в настоящих Правилах приведены без указания индексов. Требования к выполнению сварки и применяемым сварочным материалам не зависят от способа выплавки или передела основного металла.
2. Сведения о материалах, применяемых для выполнения сварных соединений деталей из сталей перлитного класса (кроме сварных соединений Iн и IIн категорий), приведены в таблице N 2.1 настоящего приложения.
Таблица N 2.1
|
Марки стали свариваемых деталей
|
Марки применяемых сварочных материалов
|
Предельная температура применения сварных соединений, °C
|
Примечание
|
|||||
|
покрытые электроды для ручной дуговой сварки
|
для автоматической сварки под флюсом
|
сварочная проволока для аргонодуговой сварки
|
для электрошлаковой сварки
|
|||||
|
проволока
|
флюс
|
проволока
|
флюс
|
|||||
|
Ст3сп5, 10, 15, 15Л, 20, 20Л, 25Л, 20К между собой, со сталью 22К, с кремнемарганцовистыми и легированными сталями
|
УОНИИ-13/45, УОНИИ-13/45А, УОНИИ-13/55, УОНИИ-13/55АА, ЦУ-5,
ЦУ-6,
ЦУ-7,
ЦУ-7А,
ТМУ-21У
|
Св-08А, Св-08АА, Св-08ГА,
|
ОСЦ-45, АН-42, АН-42М, АН-348А, АН-348АМ, ФЦ-16, ФЦ-16А, ФЦК-16
|
Св-08ГС, Св-08Г2С
|
Св-10Г2, Св-12ГС, Св-08ГСМТ
|
ОСЦ-45, АН-8
|
350
|
Для выполнения сварных соединений III категории деталей из стали марок Ст3сп5, 10, 15, 15Л, 20, 20Л, 25Л допускаются электроды марок МР-3 и АНО-4
|
|
Св-06А, Св-06АА
|
АН-42, АН-42М, НФ-18М
|
|||||||
|
Св-08ГСМТ
|
АН-42, АН-42М, КФ-19
|
|||||||
|
Св-08ГС
|
АН-42М, КФ-19, ФЦ-16, ФЦ-16А, ФЦ-22, ФЦ-11
|
|||||||
|
Св-10Г2, Св-08ГА
|
АН-42М, ФЦ-11, ФЦ-16, ФЦ-16А, КФ-27
|
|||||||
|
Св-10Г2
|
ФЦ-22
|
|||||||
|
22К с 22К и сталями марок 15ГС,
16ГС,
20ГСЛ,
09Г2С,
10ГН2МФА, 15Х2НМФА, 15Х2НМФА-А, 15Х2МФА, 15Х2МФА-А, 15Х2МФА-А мод. А
|
УОНИИ-13/45, УОНИИ-13/45А, УОНИИ-13/55, УОНИИ-13/55АА, ЦУ-5,
ЦУ-6,
ЦУ-7,
ЦУ-7А,
ТМУ-21У
|
Св-08А, Св-08АА
|
ОСЦ-45, АН-42, АН-42М, АН-348А, АН-348АМ, ФЦ-16, ФЦ-16А
|
Св-08ГС, Св-08Г2С
|
Св-10Г2, Св-12ГС, Св-08ГСМТ
|
ОСЦ-45, АН-8
|
350
|
-
|
|
Св-08ГСМТ
|
АН-42, АН-42М, АН-348А, АН-348АМ, ОСЦ-45
|
|||||||
|
Св-08ГС
|
КФ-19, ФЦ-11, ФЦ-16, ФЦ-16А, ФЦ-22, АН-42М, 48АФ-71
|
|||||||
|
15ГС,
16ГС,
20ГСЛ,
09Г2С со сталями 15ГС,
16ГС,
20ГСЛ,
09Г2С,
10ХСНД,
16ГНМА,
12ХМ,
15ХМ,
20ХМ,
20ХМА,
10Х2М,
12Х1МФ,
15Х1М1Ф в любом сочетании
|
УОНИИ-13/55, УОНИИ-13/55АА, УОНИИ-13/45А, ЦУ-5, ЦУ-7, ЦУ-7А,
ТМУ-21У
|
Св-08ГС, Св-12ГС
|
АН-42М, КФ-19, ФЦ-11, ФЦ-16, ФЦ-16А
|
Св-08ГС, Св-08Г2С
|
Св-10Г2, Св-12ГС
|
ОСЦ-45, АН-8
|
350
|
Электроды ЦУ-5 допускаются только для сварки корневой части шва
|
|
Св-10Г2, Св-08ГС
|
ФЦ-22, 48АФ-71
|
-
|
-
|
-
|
||||
|
09Г2СА-А <1> между собой, со сталью Ст3сп5,
10,
15,
20,
20К,
22К с кремнемарганцовистыми и легированными сталями
|
УОНИИ-13/45АА, УОНИИ-13/55АА, УОНИИ-13/55 <2>, 48Н-37/1
|
Св-10НМА-А, Св-08ГНА-А, Св-10НМА-ВИ, Св-08ГНА-ВИ, Св-08ГСА-А, Св-10ГНА, Св-08ГС <3>
|
ФЦ-16А
|
Св-10НМА-А, Св-08ГНА-А, Св-10НМА-ВИ, Св-08ГНА-ВИ, Св-08Г2СА-А, Св-10ГНА, ПП-СВП1, Св-08Г2С <3>
|
-
|
-
|
350
|
<1> Минимальная температура применения марки стали 09Г2СА-А, используемой для выполнения сварных соединений деталей между собой, составляет минус 50 °C.
<2> Электроды с ограниченным содержанием S <= 0,012% и P <= 0,012%.
<3> Сварочная проволока с ограничением по содержанию S <= 0,010% и P <= 0,012%.
|
|
10ХСНД с 10ХСНД
|
УОНИИ-13/45, УОНИИ-13/45А, УОНИИ-13/55, УОНИИ-13/55АА, ТМУ-21У, ЦУ-5, ЦУ-6, ЦУ-7, ЦУ-7А
|
Св-08ГА, Св-10ГА
|
ОСЦ-45, АН-348А, АН-348АМ, АН-42, АН-42М
|
Св-08ГС, Св-08Г2С
|
Св-10Г2
|
ОСЦ-45, АН-8, ОФ-6
|
350
|
Электроды ЦУ-5 допускаются только для сварки корневой части шва
|
|
10ХН1М с 10ХН1М и с 10ХСНД
|
УОНИИ-13/45, УОНИИ-13/45А, УОНИИ-13/55, УОНИИ-13/55АА, Н-20, Н-25
|
Св-08ГСМТ
|
АН-42, АН-42М
|
Св-08ГС, Св-08Г2С
|
Св-04Х2МА, Св-08ГСМТ
|
ОФ-6
|
350
|
-
|
|
Св-10НМА
|
АН-42, АН-42М
|
|||||||
|
Св-08ГА, Св-10ГА
|
ОСЦ-45, АН-348А, АН-348АМ
|
|||||||
|
Св-10ГН1МА
|
КФ-27
|
|||||||
|
10Х2М с 10Х2М и с 12Х1МФ, 15Х1М1Ф
|
Н-10, Н-10АА
|
Св-04Х2МА, Св-04Х2МАА-ВИ
|
КФ-16, КФ-16А
|
Св-04Х2МА, Св-04Х2МАА-ВИ
|
-
|
-
|
510
|
-
|
|
10Х2М с 12ХМ, 15ХМ
|
Н-10, Н-10АА
|
Св-04Х2МА, Св-04Х2МАА-ВИ
|
КФ-16, КФ-16А
|
Св-04Х2МА, Св-04Х2МАА-ВИ
|
-
|
-
|
500
|
-
|
|
12МХ, 12ХМ, 15ХМ, 20ХМ между собой и с 20ХМА, 12Х1МФ, 15Х1М1Ф
|
Н-3,
Н-3АА,
ЦУ-2ХМ,
ЦЛ-38
|
Св-08ХМ, Св-08ХМА
|
АН-42М, КФ-16, ФЦ-11, ФЦ-16
|
Св-08ХМ
|
Св-16Х2НМФТА
|
ОФ-6
|
350
|
Для АрДС проволоку Св-08ХМ допускается применять при содержании Si >= 0,22%
|
|
20ХМА с 20ХМА
|
Н-3,
Н-3АА,
ЦУ-2ХМ,
ЦЛ-38
|
Св-08ХМ, Св-08ХМА, Св-08ХМФА, Св-08ХМФА-А
|
АН-42М, ФЦ-11, ФЦ-16
|
-
|
-
|
-
|
350
|
-
|
|
16ГНМА с 16ГНМА и с 12ХМ, 15ХМ, 20ХМ, 20ХМА
|
ЦЛ-21,
ЦЛ-48
|
Св-10НМА, Св-10НМА-А, Св-10НМА-ВИ
|
ФЦ-11, ФЦ-16, ФЦ-16А
|
Св-10НМА
|
Св-10НМА
|
ФЦ-11, АН-8, ОФ-6
|
350
|
-
|
|
12Х1МФ, 15Х1М1Ф с 12Х1МФ, 15Х1М1Ф
|
Н-6,
Н-6А,
ЦЛ-20,
ЦЛ-39,
ЦЛ-45
|
Св-08ХМФА, Св-08ХМФА-А
|
ФЦ-11, ФЦ-16, ФЦ-16А, КФ-16
|
Св-08ХМФА, Св-08ХГСМФА
|
-
|
-
|
550
|
Для АрДС проволоку Св-08ХМФА допускается применять при содержании Si >= 0,22%
|
|
12Х2МФА, 15Х2МФА, 15Х2МФА мод. А, 18Х2МФА в любых сочетаниях
|
Н-3,
Н-3АА
|
Св-10ХМФТУ, Св-10ХМФТУ-А
|
АН-42М
|
Св-08ХГСМА
|
-
|
-
|
350
|
Для заварки корневой части шва допускается применять электроды УОНИИ-13/45АА, или проволоку Св-08А (только для деталей из стали марки 12Х2МФА, 15Х2МФА, 18Х2МФА), Св-08АА под флюсом АН-42М, 48АФ-71, или Св-08Г2С в аргоне или в смеси газов
|
|
Св-15ХГМТА
|
48АФ-71
|
|||||||
|
12Х2МФА-А, 15Х2МФА-А, 15Х2МФА-А мод. А, 15Х2МФА-А мод. Б, 18Х2МФА-А в любых сочетаниях
|
Н-3АА
|
Св-10ХМФТУ-А
|
АН-42М
|
Св-08ХГСМА
|
-
|
-
|
350
|
|
|
Св-15ХГМТА
|
48АФ-71
|
|||||||
|
15Х2НМФА с 15Х2НМФА и с 15Х2НМФА-А
|
РТ-45А,
РТ-45АА,
РТ-45Б
|
Св-12Х2Н2МА, Св-12Х2Н2МАА, Св-12Х2Н2МАА-ВД, Св-12Х2Н2МАА-ВИ
|
ФЦ-16, ФЦ-16А
|
Св-12Х2Н2МА, Св-12Х2Н2МАА, Св-12Х2Н2МАА-ВД, Св-12Х2Н2МАА-ВИ
|
Св-16Х2НМФТА
|
ОФ-6, ФЦ-21
|
350
|
Для заварки корневой части шва допускается применять электроды марки УОНИИ-13/45АА или проволоку Св-08А (только для деталей из стали марки 15Х2НМФА), Св-08АА под флюсами АН-42М, ФЦ-16А
|
|
Св-09ХГНМТА, Св-09ХГНМТАА-ВИ
|
НФ-18М, ФЦ-16А
|
Св-09ХГНМТА, Св-09ХГНМТАА-ВИ
|
||||||
|
15Х2НМФА-А с 15Х2НМФА-А и с 15Х2НМФА класс 1
|
РТ-45АА,
РТ-45Б
|
Св-12Х2Н2МАА, Св-12Х2Н2МАА-ВД, Св-12Х2Н2МАА-ВИ
|
ФЦ-16А
|
Св-12Х2Н2МАА, Св-12Х2Н2МАА-ВД, Св-12Х2Н2МАА-ВИ Св-09ХГНМТАА-ВИ
|
-
|
-
|
||
|
15Х2НМФА класс 1 с 15Х2НМФА класс 1 и с 15Х2НМФА
|
Св-09ХГНМТАА-ВИ
|
НФ-18М, ФЦ-16А
|
||||||
|
15Х3НМФА с 15Х3НМФА 15Х3НМФА-А
|
РТ-45Б,
Н-23
|
Св-09ХГНМТА, Св-09ХГНМТАА-ВИ
|
НФ-18М, ФЦ-16А
|
Св-08ХГСМА
|
-
|
-
|
350
|
-
|
|
15Х3НМФА, 15Х2НМ1ФА, 15Х2НМ1ФА-А между собой и с 15Х3НМФА
|
Н-23,
РТ-45Б
|
Св-09ХГНМТА, Св-09ХГНМТАА-ВИ
|
НФ-18М, ФЦ-16А
|
-
|
-
|
-
|
350
|
-
|
|
15Х3НМФА-А, 15Х2НМ1ФА-А в любых сочетаниях
|
РТ-45Б,
Н-23
|
Св-09ХГНМТА, Св-09ХГНМТАА-ВИ
|
НФ-18М
|
-
|
-
|
-
|
350
|
-
|
|
10ГН2МФА или 10ГН2МФА-А с 10ГН2МФА, 10ГН2МФА-А, 15Х2НМФА, 15Х2НМФА-А
|
ПТ-30,
ЦЛ-59
|
Св-10ГНМА, Св-10ГН1МА, Св-10ГН1МА-ВИ
|
ФЦ-16, ФЦ-16А
|
СВ-10Г1СН1МА, Св-10ГН1МА, Св-10ГН1МА-ВИ
|
Св-10ГН2МФА
|
ОФ-6, ФЦ-21
|
350
|
1. Для ручной АрДС допускается применять проволоку с содержанием Si >= 0,22%.
2. Для заварки корневой части шва допускается применять электроды марки УОНИИ-13/45А, или проволоку Св-08ГС, или Св-08Г2С в среде защитных газов
|
|
10ГН2МФА с 10ГН2МФА и с 15Х2НМФА, 15Х2НМФА-А
|
ПТ-30,
ЦЛ-59
|
Св-10ГНМА, Св-10ГН1МА
|
ФЦ-16, ФЦ-16А
|
Св-10ГНМА, Св-10ГН1МА
|
Св-10ГН2МФА
|
ОФ-6, ФЦ-21
|
350
|
1. Для АрДС допускается применять проволоку при содержании Si >= 0,22%.
2. Для заварки корневой части шва допускается применять электроды марки УОНИИ-13/45А или проволоку Св-08ГС, или Св-08Г2С в среде защитных газов
|
|
10ГН2МФА или 10ГН2МФА-А с 15Х2МФА, 15Х2МФА-А, 15Х2МФА-А мод. А
|
ПТ-30,
ЦЛ-59
|
Св-10ГНМА, Св-10ГНША, Св-10ГН1МА-ВИ
|
ФЦ-16, ФЦ-16А
|
Св-10ГНМА, Св-10ГН1МА, Св-10ГН1МА-ВИ
|
-
|
-
|
350
|
-
|
|
10ГН2МФА или 10ГН2МФА-А с 15Х3НМФА, 15Х3НМФА-А
|
ПТ-30,
ЦЛ-59
|
Св-10ГНМА, Св-10ГН1МА
|
ФЦ-16, ФЦ-16А
|
Св-10ГНМА, Св-10ГН1МА
|
-
|
-
|
350
|
-
|
|
10ГН2МФА, 10ГН2МФА-А, 15Х2НМФА, 15Х2НМФА-А, 15Х2НМФА класс 1 между собой и с деталями из других сталей перлитного класса
|
ЦТ-36,
ЦТ-48,
ЦТ-48У
|
-
|
-
|
Св-08Н60Г8М7Т, Св-06Х15Н60М15, Св-03Х19Н60М15
|
-
|
-
|
350
|
Без термической обработки
|
3. Сведения о материалах, применяемых для выполнения сварных соединений деталей из высокохромистых сталей (кроме сварных соединений Iн и IIн категорий), приведены в таблице N 2.2 настоящего приложения.
Таблица N 2.2
|
Марки стали свариваемых деталей
|
Марки применяемых сварочных материалов
|
Предельная температура применения сварных соединений, °C
|
|||
|
покрытые электроды для ручной дуговой сварки
|
для автоматической сварки под флюсом
|
сварочная проволока для аргонодуговой сварки
|
|||
|
проволока
|
флюс
|
||||
|
08Х13 с 08Х13 и с 06Х12Н3Д, 06Х12Н3ДЛ
|
ЦЛ-51
|
Св-06Х14, Св-01Х12Н2-ВИ
|
АН-22, ФЦ-19, ФЦК-19
|
Св-06Х14, Св-01Х12Н2-ВИ, Св-0Х12Н2МТ-ВИ
|
300
|
|
06Х12Н3Д, 06Х12Н3ДЛ с 06Х12Н3Д, 06Х12Н3ДЛ
|
ЦЛ-51
|
Св-01Х12Н2-ВИ, Св-01Х12Н2У-ВИ
|
ФЦ-19, ФЦК-19
|
Св-01Х12Н2-ВИ, Св-01Х12Н2У-ВИ
|
350
|
|
08Х14МФ с 08Х14МФ
|
ЦЛ-51, ЦТ-45
|
Св-01Х12Н2-ВИ
|
ФЦ-19, ФЦК-19
|
Св-01Х12Н2-ВИ, Св-03Х20Н45Г6М6Б-ВИ
|
350
|
|
05Х12Н2М с 05Х12Н2М
|
-
|
-
|
-
|
Св-01Х12Н2МТ-ВИ
|
350
|
|
07Х16Н4Б с 07Х16Н4Б
|
-
|
Св-09Х16Н4Б, Св-07Х16Н4Б
|
ОФ-6
|
Св-09Х16Н4Б, Св-07Х16Н4Б
|
350
|
|
10Х9МФБ с 10Х9МФБ
|
ЦЛ-57
|
Св-10Х9НМФА, Св-10Х9НМФА-ВИ
|
ФЦ-16А
|
Св-10Х9НМФА, Св-10Х9НМФА-ВИ
|
550
|
|
07Х12НМФБ с 07Х12НМФБ
|
ЭМ-99
|
Св-10Х12НМФТ
|
ФЦ-19
|
Св-10Х12НМФТ
|
550
|
4. Сведения о материалах, применяемых для выполнения сварных соединений деталей из сталей аустенитного класса и железоникелевых сплавов (кроме сварных соединений Iн и IIн категорий), приведены в таблице N 2.3 настоящего приложения.
Таблица N 2.3
|
Марки стали свариваемых деталей
|
Марки применяемых сварочных материалов
|
Предельная температура применения сварных соединений, °C
|
|||||
|
покрытые электроды для ручной дуговой сварки
|
для автоматической сварки под флюсом
|
сварочная проволока для аргонодуговой сварки
|
для электрошлаковой сварки
|
||||
|
проволока
|
флюс
|
проволока
|
флюс
|
||||
|
12Х18Н9Т, 12Х18Н9ТЛ, 06Х18Н10Т, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Т, 12Х18Н12Т, 10Х17Н13М2Т, 12Х18Н12М3ТЛ в любом сочетании
|
ЭА-400/10У, ЭА-400/10Т ЦТ-15К, ЦТ-26 ЦТ-26М, ЭА-898/21Б, ЭА-902/14
|
СВ-04Х19Н11М3
|
ОФ-6, ОФ-40, ФЦ-17, СФМ-301
|
Св-04Х19Н11М3, Св-08Х18Н9Ф2С2, Св-08Х19Н10Г2Б, Св-04Х20Н 10Г2Б
|
Св-04Х19Н11М3
|
ОФ-6
|
350 <*>
|
|
Св-08Х19Н10М3Б
|
ОФ-6
|
Св-06Х19Н9Т
|
ОФ-6
|
||||
|
Св-08Х19Н10Г2Б, Св-04Х20Н10Г2Б
|
ОФ-6, ОФ-40
|
08Х18Н10Т (пластина)
|
ОФ-6
|
||||
|
08Х18Н10Т, 12Х18Н10Т с 08Х18Н10Т, 12Х18Н10Т
|
-
|
Св-04Х19Н11М3
|
ФЦК-17
|
Св-04Х19Н11М3
|
-
|
-
|
350 <*>
|
|
08Х18Н10Т, 12Х18Н10Т с ХН35ВТ
|
ЭА-855/51, ЭА-32/53
|
-
|
-
|
Св-03Х15Н35Г7М6Б, Св-03Х20Н65Г5М4Б3В
|
-
|
-
|
350 <*>
|
|
ХН78Т
|
ЭА-32/53
|
-
|
-
|
Св-03Х20Н65Г5М4Б3В
|
-
|
-
|
550
|
|
03Х21Н32М3Б с 03Х21Н32М3Б и с 12Х18Н9Т, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Т, 10Х17Н13М3Т
|
ЭА-855/51, ЭА-32/53
|
Св-03Х15Н35Г7М6Б, Св-03Х20Н65Г5М4Б3В
|
ОФ-6, ОФ-40
|
Св-03Х15Н35Г7М6Б, Св-03Х20Н65Г5М4Б3В
|
-
|
-
|
350 <*>
|
|
03Х21Н32М3Б с 03Х21Н32М3Б и с 10Х17Н13М3Т
|
ЭА-855/51, ЭА-32/53
|
Св-03Х15Н35Г7М6Б, Св-03Х20Н65Г5М4Б3В
|
ОФ-6, ОФ-40
|
Св-03Х15Н35Г7М6Б, Св-03Х20Н65Г5М4Б3В
|
-
|
-
|
550
|
|
10Х17Н13М3Т с 10Х17Н13М3Т
|
ЭА-855/51, ЭА-32/53
|
Св-03Х15Н35Г7М6Б, Св-03 Х20Н65Г5М4Б3В
|
ОФ-6, ОФ-40
|
Св-03Х15Н35Г7М6Б, Св-03Х20Н65Г5М4Б3
|
-
|
-
|
550
|
|
03Х22Н5АМ3 с 03Х22Н5АМ3
|
ЭА-127/56
|
-
|
-
|
Св-02Х22Н9АМ3
|
-
|
-
|
250
|
|
03Х25Н7АМ4 с 03Х25Н7АМ4
|
ЭА-127/57
|
-
|
-
|
Св-02Х25Н10АМ4
|
-
|
-
|
250
|
|
Примечание.
При дуговой сварке под флюсом деталей из стали марки 08Х18Н10Т с применением проволоки марки Св-04Х19Н11М3, предназначенных для работы при температуре не выше 200 °C, допускается применение флюса марки АН-26 или АН-26С.
|
|||||||
|
<*> Предельная температура применения сварных соединений составляет 450 °C при отсутствии контакта с водой.
|
|||||||
5. В таблице N 2.4 настоящего приложения приведены сведения о материалах, применяемых для выполнения сварных соединений деталей из сталей аустенитного класса с деталями из сталей перлитного класса и высокохромистых сталей (кроме сварных соединений Iн и IIн категорий). Предельная температура применения материалов, используемых для выполнения сварных соединений деталей из сталей аустенитного класса с деталями из сталей перлитного класса и высокохромистых сталей (кроме сварных соединений Iн и IIн категорий), составляет 350 °C.
Таблица N 2.4
|
Характеристика свариваемых деталей
|
Марки сварочных материалов для предварительной наплавки кромок деталей из сталей перлитного класса и высокохромистых сталей
|
Марки сварочных материалов для выполнения сварного шва
|
|||||||
|
класс (марка) стали
|
номинальная толщина деталей в месте сварки, мм
|
покрытые электроды для ручной дуговой наплавки
|
для автоматической наплавки под флюсом
|
сварочная проволока для аргонодуговой наплавки
|
покрытые электроды для ручной дуговой сварки
|
для автоматической сварки под флюсом
|
сварочная проволока для аргонодуговой сварки
|
||
|
лента или проволока
|
флюс
|
проволока
|
флюс
|
||||||
|
Стали аустенитного класса с углеродистыми или кремнемарганцовистыми сталями
|
До 10,0 включительно
|
-
|
-
|
-
|
-
|
ЭА-395/9, ЦТ-10
|
-
|
-
|
Св-10Х16Н25АМ6
|
|
ЗИО-8, ЦЛ-25/1, ЦЛ-25/2, ЦЛ-25Л
|
-
|
-
|
Св-07Х25Н13
|
||||||
|
До 36,0 включительно
|
-
|
-
|
-
|
-
|
ЭА-855/51, ЭА-32/53
|
-
|
-
|
Св-03Х15Н35Г7М6Б, Св-03Х20Н65Г5М4Б3В
|
|
|
До 70,0 включительно <*>
|
-
|
-
|
-
|
-
|
ЦЛ-25Л, ЗИО-8
|
-
|
-
|
Св-07Х25Н13, Св-02Х24Н13
|
|
|
Стали аустенитного класса с углеродистыми или кремнемарганцовистыми сталями
|
Независимо от толщины
|
Однородная наплавка (однослойная или многослойная)
|
ЭА-400/10У, ЭА-400/10Т, ЦТ-26, ЦТ-26М
|
-
|
-
|
Св-04Х19Н11М3
|
|||
|
ЭА-395/9, ЦТ-10
|
Св-10Х16Н25АМ6
|
ОФ-10, ОФ-40
|
Св-10Х16Н25АМ6
|
||||||
|
ЭА-855/51
|
Св-03Х15Н35Г7М6Б
|
ОФ-6
|
Св-03Х15Н35Г7М6Б
|
ЭА-855/51
|
Св-03Х15Н35Г7М6Б
|
ОФ-6
|
Св-03Х15Н35Г7М6Б
|
||
|
Двойная наплавка
|
ЭА-400/10У, ЭА-400/10Т, ЦТ-26, ЦТ-26М
|
Св-04Х19Н11М3
|
ОФ-6, ОФ-40, ФЦ-17, ФЦК-17, СФМ-301
|
Св-04Х19Н11М3
|
|||||
|
Первый слой
|
|||||||||
|
ЭА-395/9, ЦТ-10
|
Св-10Х16Н25АМ6
|
ОФ-10, ОФ-40
|
Св-10Х16Н25АМ6
|
||||||
|
Второй и последующие слои
|
|||||||||
|
ЭА-400/10У, ЭА-400/10Т, ЦТ-26, ЦТ-26М
|
Св-04Х19Н11М3 (лента)
|
ОФ-10, ОФ-40, ФЦ-18
|
Св-04Х19Н11М3
|
||||||
|
Св-04Х19Н11М3 (проволока)
|
ОФ-6, ОФ-40, ФЦ-17, ФЦК-17, СФМ-301
|
||||||||
|
Стали аустенитного класса с легированными или высокохромистыми сталями
|
До 6,0 включительно
|
-
|
-
|
-
|
-
|
ЭА-395/9, ЦТ-10
|
-
|
-
|
Св-10Х16Н25АМ6
|
|
-
|
-
|
-
|
-
|
ЗИО-8, ЦЛ-25/1, ЦЛ-25/2
|
-
|
-
|
Св-07Х25Н13
|
||
|
-
|
-
|
-
|
-
|
ЭА-855/51, ЭА-32/53
|
-
|
-
|
Св-03Х15Н35Г7М6Б, Св-03Х20Н65Г5М4Б3В
|
||
|
Стали аустенитного класса с легированными или высокохромистыми сталями
|
Независимо от толщины
|
Двойная наплавка
|
ЭА-400/10У, ЭА-400/10Т, ЦТ-26, ЦТ-26М
|
Св-04Х19Н11М3
|
ОФ-6, ОФ-40, ФЦ-17 ФЦК-17, СФМ-301
|
Св-04Х19Н11М3
|
|||
|
Первый слой
|
|||||||||
|
ЭА-395/9, ЦТ-10
|
Св-10Х16Н25АМ6
|
ОФ-10, ОФ-40
|
Св-10Х16Н25АМ6
|
||||||
|
Второй и последующие слои
|
|||||||||
|
ЭА-400/10У, ЭА-400/10Т, ЦТ-26, ЦТ-26М
|
Св-04Х19Н11М3 (лента)
|
ОФ-10, ОФ-40, ФЦ-18
|
СВ-04Х19Н11М3
|
||||||
|
Св-04Х19Н11М3 (проволока)
|
ОФ-6, ОФ-40, ФЦ-17, ФЦК-17, СФМ-301
|
||||||||
|
Однородная наплавка (однослойная или многослойная)
|
ЭА-855/51, ЭА-32/53
|
Св-03Х15Н35Г7М6Б, Св-03Х20Н65Г5М4Б3В
|
ОФ-6
|
Св-03Х15Н35Г7М6Б, Св-03Х20Н65Г5М4Б3В
|
|||||
|
ЭА-855/51, ЭА-32/53
|
Св-03Х15Н35Г7М6Б, Св-03Х20Н65Г5М4Б3В
|
ОФ-6
|
Св-03Х15Н35Г7М6Б, Св-03Х20Н65Г5М4Б3В
|
||||||
|
07Х16Н4Б с 08Х18Н10Т, 12Х18Н10Т
|
Независимо от толщины
|
ЭА-898/21Б
|
Св-04Х20Н10Г2Б, Св-04Х20Н10Г2БА (лента)
|
ОФ-10, ОФ-40
|
Св-04Х20Н10Г2Б
|
ЭА-898/21Б
|
Св-04Х20Н10Г2Б
|
ОФ-40, ОФ-6
|
Св-04Х20Н10Г2Б
|
|
Св-04Х20Н10Г2Б (проволока)
|
ОФ-6, ОФ-40
|
||||||||
|
06Х12Н3Д, 06Х12Н3ДЛ с 10ГН2МФА
|
ЦЛ-51 <**>
|
-
|
-
|
-
|
ЦЛ-51
|
Св-01Х12Н2-ВИ, Св-01Х12Н2У-ВИ
|
ФЦ-19, ФЦК-19
|
Св-01Х12Н2-ВИ, Св-01Х12Н2У-ВИ
|
|
|
08Х14МФ с 20, 22К
|
Независимо от толщины
|
ЦЛ-51 <***>
|
-
|
-
|
-
|
ЦТ-45, ЦЛ-51
|
Св-01Х12Н2-ВИ
|
ФЦ-19, ФЦК-19
|
Св-01Х12Н2-ВИ, Св-03Х20Н45Г6М6Б-ВИ
|
|
08Х14МФ с 09Г2СА-А
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
Св-03Х20Н45Г6М6Б-ВИ
|
|
|
Примечания.
1. Термическая обработка разнородных сварных соединений не допускается.
2. При выполнении угловых и тавровых разнородных сварных соединений необходимость выполнения предварительной наплавки кромок деталей из перлитных или высокохромистых сталей определяется по расчетной высоте углового шва и указывается в конструкторской и технологической документации.
3. Необходимость предварительной наплавки кромок для выполнения угловых и тавровых сварных соединений определяется требованиями конструкторской и технологической документации при приварке деталей из сталей аустенитного класса с расчетной высотой углового шва:
- до 10,0 мм включительно - к деталям из углеродистых и кремнемарганцовистых сталей;
- до 6,0 мм включительно - к деталям из легированных и высокохромистых сталей.
4. При комбинированных способах сварки должны применяться сварочные материалы, приведенные в одной строке таблицы (отделенные горизонтальными линиями).
5. Для выполнения сварных соединений в качестве стали аустенитного класса допускается применять марки стали из таблицы N 2.3.
|
|||||||||
|
<*> Только при ремонте оборудования и трубопроводов в процессе эксплуатации.
<**> Предварительная наплавка кромок выполняется на детали из стали марки 10ГН2МФА электродами марки ЦЛ-51.
<***> Предварительная наплавкой кромок деталей из стали марок 20, 22К электродами марки ЦЛ-51.
|
|||||||||
6. Сведения о материалах, применяемых для антикоррозионной наплавки, приведены в таблице N 2.5 настоящего приложения. Предельная температура применения материалов, используемых для выполнения антикоррозионной наплавки, составляет 350 °C.
Таблица N 2.5
|
Характеристика наплавки
|
Наплавляемые слои
|
Марки сварочных (наплавочных) материалов
|
Примечание
|
||||
|
для автоматической наплавки под флюсом
|
покрытые электроды для ручной дуговой наплавки
|
проволока для аргонодуговой наплавки
|
|||||
|
по виду
|
по числу наплавляемых слоев
|
лента или проволока
|
флюс
|
||||
|
Однородная
|
Однослойная
|
-
|
Св-03Х22Н11Г2Б (лента), Св-03Х24Н13Г2Б, Св-02Х24Н13Г2Б (лента)
|
ФЦ-18
|
-
|
-
|
-
|
|
Св-02Х21Н11Г2Б <*>
|
ФЦК-18
|
-
|
-
|
-
|
|||
|
Св-03Х15Н35Г7М6Б, Св-03Х20Н65Г5М4Б3В
|
ОФ-6, ОФ-40
|
ЭА-855/51, ЭА-32/53
|
Св-03Х15Н35Г7М6Б, Св-03Х20Н65Г5М4Б3В
|
-
|
|||
|
Однородная
|
Многослойная
|
Все
|
Св-07Х25Н13 (лента)
|
ОФ-10, ОФ-40, ФЦ-18
|
ЗИО-8, ЭА-23/15 или ЦЛ-25/1 (первый слой), ЦЛ-25/2 (второй слой и последующие)
|
Св-07Х25Н13, Св-02Х23Н15
|
В случае проведения термической обработки коррозионная стойкость наплавки с верхним слоем не обеспечивается
|
|
Св-07Х25Н13А, Св-02Х23Н15 (лента)
|
ОФ-10, ОФ-40
|
||||||
|
Св-07Х25Н13, Св-02Х23Н15 (проволока)
|
ОФ-6, ОФ-40, ФЦ-17
|
||||||
|
Все
|
Св-03Х15Н35Г7М6Б, Св-03Х20Н65Г5М4Б3В (проволока)
|
ОФ-10, ОФ-40, ФЦ-17
|
ЭА-855/51, ЭА-32/53
|
Св-03Х15Н35Г7М6Б, Св-03Х20Н65Г5М4Б3В
|
-
|
||
|
Двойная
|
Двухслойная
|
Первый
|
Св-07Х25Н13 (лента)
|
ОФ-10, ОФ-40, ФЦ-18
|
ЦЛ-25/1, ЗИО-8, ЭА-23/15
|
Св-07Х25Н13, Св-02Х23Н15
|
-
|
|
Св-07Х25Н13А, Св-02Х23Н15 (лента)
|
ОФ-10, ОФ-40
|
||||||
|
Св-07Х25Н13, Св-02Х23Н15 (проволока)
|
ОФ-6, ФЦ-17
|
||||||
|
Второй
|
Св-04Х20Н10Г2Б (лента)
|
ОФ-10, ОФ-40, ФЦ-18
|
ЭА-898/21Б, ЦТ-15 К, ЭА-18/1 0Б
|
Св-04Х20Н10Г2Б, Св-02Х18Н10Б
|
-
|
||
|
Св-04Х20Н10Г2БА, Св-02Х18Н10Б (лента)
|
ОФ-10, ОФ-40
|
||||||
|
Св-04Х20Н10Г2Б, Св-02Х18Н10Б (проволока)
|
ОФ-6, ОФ-40, ФЦ-17
|
||||||
|
Двойная
|
Многослойная
|
Первый
|
Св-07Х25Н13 (лента)
|
ОФ-10, ОФ-40, ФЦ-18
|
ЦЛ-25/1, ЗИО-8, ЭА-23/15
|
Св-07Х25Н13, Св-02Х23Н15
|
-
|
|
Св-07Х25Н13А, Св-02Х23Н15 (лента)
|
ОФ-10, ОФ-40
|
||||||
|
Св-07Х25Н13, Св-02Х23Н15 (проволока)
|
ОФ-6, ОФ-40, ФЦ-17
|
||||||
|
Второй и последующие
|
Св-04Х20Н10Г2Б, Св-08Х19Н10Г2Б (лента)
|
ОФ-10, ОФ-40, ФЦ-18
|
ЭА-898/21Б, ЦТ-15 К, ЭА-18/1 0Б
|
Св-04Х20Н10Г2Б, Св-08Х19Н10Г2Б, Св-02Х18Н10Б
|
|||
|
Св-04Х20Н10Г2БА, Св-08Х 19Н10Г2БА Св-02Х18Н10Б (лента)
|
ОФ-10, ОФ-40
|
||||||
|
Св-04Х20Н10Г2Б, Св-08Х 19Н10Г2Б, Св-02Х18Н10Б (проволока)
|
ОФ-6, ОФ-40, ФЦ-17
|
||||||
|
<*> Электрошлаковая наплавка лентой марки Св-02Х21Н11Г2Б применяется:
а) для деталей и узлов из стали марок 22К и 10ГН2МФА;
б) для оборудования из стали марок 15Х2НМФА класс 1, 15Х2НМФА-А, не работающего в условиях нейтронного облучения.
|
|||||||
7. Сведения о материалах, применяемых для выполнения сварных соединений Iн и IIн категорий деталей из сталей перлитного класса и высокохромистых сталей, приведены в таблице N 2.6 настоящего приложения. Предельная температура применения материалов, используемых для выполнения сварных соединений Iн и IIн категорий деталей из сталей перлитного класса и высокохромистых сталей, составляет 550 °C.
Таблица N 2.6
|
Марки стали свариваемых деталей
|
Марки применяемых сварочных материалов
|
Предельная температура применения сварных соединений, °C
|
|||
|
покрытые электроды для ручной дуговой сварки
|
для автоматической сварки под флюсом
|
сварочная проволока для аргонодуговой сварки
|
|||
|
проволока
|
флюс
|
||||
|
12Х1МФ, 15Х1М1Ф в любом сочетании
|
Н-6, Н-6А
|
Св-08ХМФА, Св-08ХМФА-А
|
КФ-16 КФ-16А
|
Св-08ХМФА, Св-08ХМФА-А
|
550
|
|
05Х12Н2М с 05Х12Н2М
|
ЭМ-959/52
|
Св-01Х12Н2МТ-ВИ
|
КФ-28
|
Св-01Х12Н2МТ-ВИ
|
550
|
|
10Х2М с 10Х2М
|
Н-10, Н-10АА
|
Св-04Х2МА, Св-04Х2МАА-ВИ
|
КФ-16, КФ-16А
|
Св-04Х2МА, Св-04Х2МАА-ВИ
|
510
|
|
07Х12НМФБ с 07Х12НМФБ
|
ЭМ-99
|
Св-10Х12НМФТ
|
ФЦ-19
|
Св-10Х12НМФТ
|
550
|
|
10Х9МФБ с 10Х9МФБ
|
ЦЛ-57
|
Св-10Х9НМФА, Св-10Х9НМФА-ВИ
|
ФЦ-16А
|
Св-10Х9НМФА, Св-10Х9НМФА-ВИ
|
550
|
|
10Х2М с 10Х2М и с 12Х1МФ, 15Х1М1Ф
|
Н-10, Н-10АА
|
Св-04Х2МА, Св-04Х2МАА-ВИ
|
КФ-16, КФ-16А
|
Св-04Х2МА, Св-04Х2МАА-ВИ
|
510
|
8. Сведения о материалах, применяемых для выполнения сварных соединений Iн и IIн категорий деталей из сталей аустенитного класса, приведены в таблице N 2.7 настоящего приложения.
Таблица N 2.7
|
Марки стали свариваемых деталей
|
Марки применяемых сварочных материалов
|
Предельная температура применения сварных соединений, °C
|
|||||
|
покрытые электроды для ручной дуговой сварки
|
для автоматической сварки под флюсом
|
сварочная проволока для аргонодуговой сварки
|
для электрошлаковой сварки
|
||||
|
проволока
|
флюс
|
проволока
|
флюс
|
||||
|
08Х18Н9, 09Х18Н9, 10Х18Н9, 08Х18Н10, 08Х18Н10Т <*>, 12Х18Н10Т <*> в любом сочетании
|
А-1, А-1Т, А-2, А-2Т
|
Св-04Х17Н10М2, Св-02Х17Н10М2-ВИ
|
ОФ-6, ОФ-40
|
Св-04Х17Н10М2, Св-02Х17Н10М2-ВИ
|
-
|
-
|
600
|
|
08Х18Н9, 09Х18Н9, 10Х18Н9, 12Х18Н9, 08Х16Н11М3 в любом сочетании
|
А-1, А-1Т
|
Св-04Х17Н10М2
|
ОФ-6, ОФ-40
|
Св-04Х17Н10М2
|
-
|
-
|
600 (450 для сварки деталей из стали марки 12Х18Н9)
|
|
03Х16Н9М2 с 03Х16Н9М2
|
ЦТ-26, ЦТ-26М
|
Св-03Х16Н9М2
|
ОФ-6, ФЦ-17
|
Св-03Х16Н9М2
|
Св-03Х16Н9М2
|
ФЦ-17
|
550
|
|
08Х16Н11М3 с 08Х16Н11М3
|
А-1, А-1Т
|
Св-04Х17Н10М2
|
ОФ-6, ОФ-40
|
Св-04Х17Н10М2
|
Св-04Х17Н10М2
|
ОФ-6
|
550
|
|
08Х18Н9, 10Х18Н9, 09Х18Н9, 08Х18Н10 в любом сочетании
|
-
|
-
|
-
|
-
|
Св-04Х19Н11М3, 12Х18Н9 (пластина)
|
ОФ-6
|
550
|
|
<*> Для деталей из сталей 08Х18Н10Т и 12Х18Н10Т толщиной не более 10,0 мм.
|
|||||||
9. Сведения о материалах, применяемых для выполнения сварных соединений Iн и IIн категорий деталей из сталей различных структурных классов, приведены в таблице N 2.8 настоящего приложения.
Таблица N 2.8
|
Характеристика свариваемых деталей
|
Марки сварочных материалов для предварительной наплавки кромок деталей из сталей перлитного класса и высокохромистых сталей
|
Марки сварочных материалов для выполнения сварного шва
|
Предельная температура применения сварных соединений, °C
|
|||
|
марка стали
|
номинальная толщина деталей в месте сварки, мм
|
покрытые электроды для ручной дуговой наплавки
|
сварочная проволока для аргонодуговой наплавки
|
покрытые электроды для ручной дуговой сварки
|
сварочная проволока для аргонодуговой сварки
|
|
|
08Х18Н9, 09Х18Н9, 10Х18Н9, 12Х18Н10Т, 08Х16Н11М3, 08Х18Н10, 08Х18Н10Т с Ст3сп5, 10, 15, 20, 22К в любом сочетании
|
До 10,0 включительно
|
-
|
-
|
ЭА-395/9
|
Св-10Х16Н25АМ6
|
350
|
|
Более 10,0
|
Однородная наплавка (однослойная или многослойная)
|
ЭА-400/10У, ЭА-400/10Т, КТИ-7
|
Св-04Х19Н11М3, Св-30Х15Н35В3Б3Т
|
350
|
||
|
ЭА-395/9 <*>
|
Св-10Х16Н25АМ6 <*>
|
|||||
|
08Х16Н11М3, 08Х18Н9, 09Х18Н9, 10Х18Н9, 08Х18Н10, 08Х18Н10Т с 08Х13 <**>
|
До 6,0 включительно
|
-
|
-
|
ЭА-395/9
|
Св-10Х16Н25АМ6
|
300
|
|
Более 6,0
|
Двойная наплавка
|
А-1, А-1Т, А-2, А-2Т, ЭА-400/10У, ЭА-400/10Т
|
Св-04Х17Н10М2, Св-02Х17Н10М2-ВИ, Св-04Х19Н11М3
|
300
|
||
|
Первый слой
|
||||||
|
КТИ-7, ЭА-395/9
|
Св-30Х15Н35В3Б3Т, Св-10Х16Н25АМ6
|
|||||
|
Второй и последующие слои
|
||||||
|
А-1, А-1Т, А-2, А-2Т, ЭА-400/10У, ЭА-400/10Т
|
Св-04Х17Н10М2, Св-02Х17Н10М2-ВИ, с В-04Х19Н11М3
|
|||||
|
08Х18Н9, 09Х18Н9, 10Х18Н9, 08Х16Н11М3, 08Х18Н10 с 12Х1МФ <*>, 15Х1М1Ф <*>
|
До 6,0 включительно
|
-
|
-
|
ЭА-395/9, КТИ-7
|
Св-10Х16Н25АМ6, Св-30Х15Н35В3Б3Т
|
550
|
|
Более 6,0
|
Двойная наплавка
|
А-1, А-1Т
|
Св-04Х17Н10М2, Св-02Х17Н10М2-ВИ
|
550
|
||
|
Первый слой
|
||||||
|
ЭА-395/9, КТИ-7
|
Св-10Х16Н25АМ6, Св-30Х15Н35В3Б3Т
|
|||||
|
Второй и последующие слои
|
||||||
|
А-1, А-1Т, А-2, А-2Т
|
Св-04Х17Н10М2, Св-02Х17Н10М2-ВИ
|
|||||
|
ЭА-400/10У, ЭА-400/10Т
|
Св-04Х19Н11М3
|
ЭА-400/10У, ЭА-400/10Т
|
СВ-04Х19Н11М3
|
450
|
||
|
08Х18Н9, 09Х18Н9, 10Х18Н9, 08Х16Н11М3, 08Х18Н10 с 10Х2М <*>
|
До 6,0 включительно
|
-
|
-
|
ЭА-395/9, КТИ-7
|
Св-10Х16Н25АМ6, Св-30Х15Н35В3Б3Т
|
510
|
|
Более 6,0
|
Двойная наплавка
|
А-1, А-1Т
|
Св-04Х17Н10М2, Св-02Х17Н10М2-ВИ
|
|||
|
Первый слой
|
||||||
|
ЭА-395/9, КТИ-7
|
Св-10Х16Н25АМ6, Св-30Х15Н35В3Б3Т
|
|||||
|
Второй и последующие слои
|
||||||
|
А-1, А-1Т, А-2, А-2Т
|
Св-04Х17Н10М2, Св-02Х17Н10М2-ВИ
|
ЭА-400/10У, ЭА-400/10Т
|
с В-04Х19Н11М3
|
|||
|
ЭА-400/10У, ЭА-400/10Т
|
Св-04Х19Н11М3
|
ЭА-395/9, КТИ-7
|
Св-10Х16Н25АМ6, Св-30Х15Н35В3Б3Т
|
450
|
||
|
08Х18Н9, 09Х18Н9, 10Х18Н9, 08Х16Н11М3, 08Х18Н10 с 12ХМ <*>, 15ХМ
|
До 6,0 включительно
|
-
|
-
|
ЭА-395/9, КТИ-7
|
Св-10Х16Н25АМ6, Св-30Х15Н35В3Б3Т
|
500
|
|
Более 6,0
|
Двойная наплавка
|
А-1, А-1Т
|
Св-04Х17Н10М2, Св-02Х17Н10М2-ВИ
|
500
|
||
|
Первый слой
|
||||||
|
ЭА-395/9, КТИ-7
|
Св-10Х16Н25АМ6, Св-30Х15Н35В3Б3Т
|
|||||
|
Второй и последующие слои
|
||||||
|
А-1, А-1Т, А-2, А-2Т
|
Св-04Х17Н10М2, Св-02Х17Н10М2-ВИ
|
ЭА-400/10У, ЭА-400/10Т
|
Св-04Х19Н11М3
|
|||
|
ЭА-400/10У, ЭА-400/10Т
|
СВ-04Х19Н11М3
|
ЭА-395/9, КТИ-7
|
Св-10Х16Н25АМ6, Св-30Х15Н35В3Б3Т
|
450
|
||
|
08Х18Н10Т с 08Х14МФ
|
Независимо от толщины
|
-
|
-
|
ЦТ-45
|
Св-03Х20Н45Г6М6Б-ВИ
|
350
|
|
07Х12НМФБ с 08Х16Н11М3, 10Х18Н9, 08Х18Н10, 08Х18Н9, 09Х18Н9
|
Двойная наплавка
|
А-1, А-1Т
|
Св-04Х17Н10М2
|
550
|
||
|
Первый слой
|
||||||
|
ЭА-395/9
|
Св-10Х16Н25АМ6
|
|||||
|
Второй слой
|
||||||
|
А-1, А-1Т
|
Св-04Х17Н10М2
|
|||||
|
07Х12НМФБ с 12Х1МФ, 15Х1М1Ф
|
Однородная наплавка (однослойная или многослойная)
|
Н-6А
|
Св-08ХМФА-А
|
550
|
||
|
Н-6А <***>
|
Св-08ХМФА-А <***>
|
|||||
|
07Х12НМФБ с 15ГС, 16ГС, 09Г2С
|
Однородная наплавка (однослойная или многослойная)
|
УОНИИ-13/55
|
Св-08АА
|
350
|
||
|
УОНИИ-13/55 <***>
|
Св-08АА <***>
|
|||||
|
<*> Предварительная наплавка кромок выполняется для деталей из сталей перлитного класса.
<**> Предельная температура применения сварных соединений для деталей из стали марки 08Х13 составляет 300 °C.
<***> С предварительной наплавкой кромок деталей из стали 07Х12НМФБ.
|
||||||
10. Материалы (сочетания материалов), приведенные в таблицах N 2.6, 2.7 и 2.8, применимы в сварных соединениях категорий II и III. При этом сварные соединения деталей из стали аустенитного класса, приведенные в таблицах N 2.7 и 2.8, не допускается применять в контакте с водяным теплоносителем.
11. Сварочные материалы для аргонодуговой сварки, приведенные в таблицах N 2.1, 2.2, 2.5, 2.6 настоящего приложения, применимы и для сварки в смеси защитных газов.
12. Сведения о материалах, применяемых для выполнения наплавки уплотнительных и направляющих поверхностей, приведены в таблице N 2.9 настоящего приложения. Предельная температура применения материалов, используемых для выполнения наплавки уплотнительных и направляющих поверхностей, устанавливается по температуре применения основного металла, за исключением наплавок, выполненных электродами УОНИ-13/Н1-БК, ЭА-38/52 и проволокой Св-20Х27Н6М3АГВ, для которых устанавливается предельная температура 300 °C.
Таблица N 2.9
|
Тип
|
Наплавочные материалы
|
|
|
вид
|
марка
|
|
|
190К62Х29В5С2
|
Прутки
|
Пр-В3К
|
|
В3К
|
||
|
Э-190К62Х29В5С2
|
Электроды
|
ЦН-2
|
|
КХ30В5НС
|
Порошок
|
В3К, ПР-КХ30ВС (В3К)
|
|
08Х17Н8С6Г
|
ПР-08Х17Н8С6Г
|
|
|
10Х18Н9М5С5Г4Б
|
ПР-10Х18Н9М5С5Г4Б
|
|
|
Э-08Х17Н8С6Г
|
Электроды
|
ЦН-6Л
|
|
Э-13Х16Н8М5С5Г4Б
|
ЦН-12М
|
|
|
ЦН-12М/К2
|
||
|
ХН80С2Р2
|
Порошок
|
ПГ-СР2-М
|
|
ПР-НХ15СР2
|
||
|
ПР-Н77Х15С3Р2
|
||
|
ХН80С3Р3
|
ПР-НХ16СР3
|
|
|
ПГ-СР3-М
|
||
|
ПР-Н77Х15С3Р3
|
||
|
Э-09Х31Н8АМ
|
Электроды
|
УОНИ-13/Н1-БК
|
|
20Х27Н6АМ2
|
Проволока
|
Св-20Х27Н6М3АГВ
|
|
Э-20Х27Н6АМ2
|
Электроды
|
ЭА-38/52
|
|
Э-09Х16Н9С5Г2М2ФТ
|
Электроды
|
ЦН-24
|
|
ВПН-1
|
||
|
15Х17Н10С6Г
|
Лента
|
15Х18Н12С4ТЮ
|
|
Проволока
|
Св-15Х18Н12С4ТЮ
|
|
|
Св-04Х19Н9С2
|
||
|
Флюс
|
ФЦК-28
|
|
|
ПКНЛ-128
|
||
|
10Х14Н8С5М2Г
|
Проволока
|
Св-04Х19Н9С2
|
|
Флюс
|
ПКНЛ-17
|
|
|
10Х18Н11С5М2ТЮ
|
Проволока (прутки)
|
Св-10Х18Н11С5М2ТЮ (ЭП 987)
|
|
13Х14Н9С4Ф3Г
|
Проволока
|
Св-13Х14Н9С4Ф3Г (ЭК 119)
|
|
Флюс
|
АН-26С
|
|
|
ОФ-6
|
||
|
ФЦ-17
|
||
|
ТКЗ-НЖ
|
||
|
13Х14Н9С4Ф3Г
|
Проволока (прутки)
|
Св-13Х14Н9С4Ф3Г (ЭК 119)
|
13. В таблице N 2.10 настоящего приложения приведены сведения о материалах, применяемых для выполнения сварных соединений оборудования и трубопроводов из титана и его сплавов при аргонодуговой сварке.
Таблица N 2.10
|
Марки сплавов свариваемых деталей
|
Марка сварочной проволоки
|
|
ВТ1-00, ВТ1-0, ПТ-1М. ПТ-7М, ПТ-3В, 3М, 5В, 5ВЛ с ВТ1-00, ВЛ1-0, ПТ-1М
|
ВТ1-00свС, ВТ1-00св
|
|
ПТ-7М, ПТ-3В, 3М, 5В, 5ВЛ с ПТ-7М
|
ПТ-7Мсв
|
|
ПТ-3В, 3М, 5В, 5ВЛ с ПТ-3В, 3М, ТЛ3, ТЛ5;
ТЛ3, ТЛ5, 19 с ПТ-3В, 3М, ТЛ3, ТЛ5 <*>
|
2В - для сварки неоксидируемых деталей;
ПТ-7Мсв - для сварки оксидируемых деталей
|
|
5В, 5ВЛ с 5В; 5ВЛ, 19; 19 с 5В; 5ВЛ, 19 <*>
|
ВТ6св;
2В - только для неоксидируемых деталей
|
|
ТЛ3, ТЛ5, 19 с ВТ1-00, ВТ1-0, ПТ-1М <*>
|
ВТ1-00свС, ВТ1-00св
|
|
ТЛ3, ТЛ5, 19 с ПТ-7М <*>
|
ПТ-7Мсв
|
|
<*> Для выполнения сварных соединений арматуры.
|
|
14. Сведения о сварочной проволоке, применяемой для выполнения сварных соединений при дуговой сварке алюминиевых сплавов в защитных газах, приведены в таблице N 2.11 настоящего приложения.
Таблица N 2.11
|
Марка свариваемого сплава
|
Марка проволоки для сварки со сплавами
|
||
|
АДОО, АДО, АД1, АД
|
АМг2, АМг3
|
АВ, САВ1
|
|
|
АДОО, АДО, АД1, АД
|
СвА5, СвА85Т
|
СвАМг3
|
СвАК5
|
|
АВ, САВ1
|
СвАК5
|
СвАМг3, СвАМг5
|
СвАК5
|
|
АМг2, АМг3
|
СвАМг3
|
СвАМг3, СвАМг5
|
СвАМг3, СвАМг5
|
15. Предельная температура применения сварных соединений, выполненных сварочными (наплавочными) материалами, приведенными в таблицах N 2.10 и 2.11, определяется по предельной температуре основного металла.
16. При сварке неплавящимся электродом применяют прутки из вольфрама марок ЭВЧ, ЭВЛ, ЭВИ-1, ЭВИ-2, ЭВИ-3, ЭВТ-15, ВЛ и СВИ-1.
17. Аргонодуговая сварка неплавящимся электродом выполняется в инертных защитных газах (аргон, гелий и их смеси в любых пропорциях). Аргонодуговая сварка плавящимся электродом выполняется как в инертных защитных газах, так и в смесях аргона с активными газами.
В качестве защитных газов для аргонодуговой сварки плавящимся электродом сталей аустенитного класса и железоникелевых сплавов должны применяться смесь аргона с двуокисью углерода от 2,0 до 5,0%, аргона с кислородом - от 0,5 до 3,0%.
В качестве защитных газов для аргонодуговой сварки плавящимся электродом сталей перлитного класса должны применяться смесь аргона с гелием в любых пропорциях, смесь аргона с двуокисью углерода - до 25%, смесь аргона с кислородом - до 5%.
При выполнении сварных соединений деталей из титановых сплавов должен использоваться аргон высшего сорта.
В качестве защитного газа при выполнении сварных соединений деталей из алюминиевых сплавов должны применяться аргон высшего и первого сортов, гелий высокой чистоты и аргоно-гелиевая смесь.
Приложение N 3
к федеральным нормам и правилам
в области использования атомной энергии
"Сварка и наплавка оборудования
и трубопроводов атомных энергетических
установок", утвержденным приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 14 ноября 2018 г. N 554
ТРЕБОВАНИЯ
К АТТЕСТАЦИОННЫМ ИСПЫТАНИЯМ, ОБОСНОВЫВАЮЩИМ ПРИМЕНЕНИЕ
НОВОГО СВАРОЧНОГО (НАПЛАВОЧНОГО) МАТЕРИАЛА
1. Для обоснования применения сварочного (наплавочного) материала должны быть проведены аттестационные испытания наплавленного металла (металла шва или металла наплавки) и зоны его сплавления с основным металлом, для сварки (наплавки) которого предназначен данный сварочный (наплавочный) материал.
Должны быть проведены испытания сварных соединений и наплавленных изделий для определения характеристик, указанных в пункте 8 настоящего приложения.
Возможность выполнения сварных соединений и наплавок с использованием сварочного (наплавочного) материала должна быть подтверждена на сварных или наплавленных пробах (далее - пробы), изготовленных в соответствии с требованиями настоящих Правил, регламентирующих выполнение сварных соединений и наплавленных поверхностей.
2. По результатам аттестационных испытаний должен быть подготовлен отчет.
3. Для наплавленного металла отчет должен содержать следующие сведения:
а) марку (сочетание марок) сварочных (наплавочных) материалов;
б) документы по стандартизации на сварочные (наплавочные) материалы, включенные в Сводный перечень;
в) способ сварки (наплавки);
г) сочетание сварочных (наплавочных) и основных материалов (по их маркам);
д) химический состав наплавленного металла с указанием (при необходимости) твердости и требований по фазовому составу;
е) необходимость предварительного и сопутствующего подогрева (с указанием его температуры) и необходимость термического отдыха после сварки;
ж) необходимость, вид и режимы термической обработки сварных соединений и наплавленных изделий;
з) значение предельной температуры Tmax и минимальной температуры, до которых допускается использовать материал в сварных соединениях и наплавленных изделиях;
и) сведения о рабочих средах, в которых допускается использовать материал в сварных соединениях и наплавленных изделиях;
к) значения флюенса нейтронов и температуры облучения, до которых обосновано применение материала в сварных соединениях и наплавленных изделиях;
л) сертификатные данные на сварочные (наплавочные) материалы, использованные для изготовления проб и проведения испытаний, номера плавок, партий;
м) схему вырезки образцов из проб сварных соединений и наплавок;
н) значения условного предела текучести, временного сопротивления, относительного удлинения, относительного сужения и истинного напряжения при разрыве;
о) значения модуля Юнга, коэффициента Пуассона, коэффициента линейного расширения, коэффициента теплопроводности, плотности материала и удельной теплоемкости.
4. Для наплавленного металла и зоны его сплавления с основным металлом отчет должен содержать следующие сведения:
а) характеристики сопротивления хрупкому разрушению;
б) характеристики циклической прочности;
в) характеристики длительной пластичности, ползучести и длительной прочности;
г) характеристики коррозионной стойкости.
5. Отчет должен содержать сертификатные данные на полуфабрикаты, использованные для изготовления проб и проведения испытаний, включая следующие сведения:
а) марку (марки) основного металла;
б) вид и способ получения полуфабрикатов основного металла;
в) о термической обработке полуфабрикатов основного металла;
г) документы по стандартизации на основной металл, включенные в Сводный перечень;
д) номера плавок, поковок (проката).
6. Полуфабрикаты основного металла и сварочные (наплавочные) материалы, используемые для определения характеристик, указанных в подпунктах "н", "о" пункта 3 и в пункте 4 настоящего приложения, должны быть изготовлены в промышленных условиях. Все характеристики должны быть определены на пробах:
а) без термической обработки, если таковая не предусмотрена для сварных соединений и наплавленных изделий;
б) после предусмотренной для сварных соединений и наплавленных изделий термической обработки при минимальных и максимальных значениях параметров отпусков.
7. Указанные в подпункте "н" пункта 3 настоящего приложения характеристики должны быть определены в пределах от минимальной температуры до Tmax через каждые 50 °C, а также при (Tmax + 50) °C.
8. Для сварных соединений должны быть определены значения временного сопротивления при 20 °C, Tmax и (Tmax + 50) °C. Для сварных соединений и наплавленных изделий должен быть определен угол изгиба при 20 °C.
9. Должны быть представлены данные по изменению характеристик, указанных в подпункте "н" пункта 3 настоящего приложения, до максимально допускаемого флюенса нейтронов. Указанные данные должны быть определены в интервале температур от 20 °C до температуры облучения через каждые 50 °C. Значение максимально допускаемого флюенса нейтронов устанавливается разработчиком проекта реакторной установки.
10. Должны быть представлены количественные данные, характеризующие изменение во времени в течение назначенного срока службы указанных в подпункте "н" пункта 3 настоящего приложения характеристик после термического старения. Указанные данные должны быть определены при минимальной температуре и температуре (Tmax + 50) °C.
11. Указанные в подпункте "о" пункта 3 настоящего приложения характеристики должны быть определены в пределах от минимальной температуры до Tmax через каждые 100 °C, а также при температуре (Tmax + 50) °C.
12. По подпункту "а" пункта 4 настоящего приложения должны быть определены:
а) Tk0 - критическая температура хрупкости в исходном состоянии после сварки (наплавки) или после термической обработки, если она предусмотрена;
б) температурная зависимость вязкости разрушения в исходном состоянии после сварки (наплавки) или после термической обработки, если она предусмотрена;
в) сдвиг критической температуры хрупкости и (или) изменение температурной зависимости вязкости разрушения вследствие термического старения при температуре Tmax;
г) сдвиг критической температуры хрупкости и (или) изменение температурной зависимости вязкости разрушения вследствие влияния облучения до максимального допускаемого флюенса нейтронов.
13. Представление характеристик, перечисленных в подпункте "а" пункта 12 настоящего приложения, не требуется для материалов аустенитного класса, железоникелевых, титановых, алюминиевых и циркониевых сплавов.
14. Представление характеристик, перечисленных в подпунктах "б", "в" и "г" пункта 12 настоящего приложения, не требуется для материалов, предназначенных для изготовления изделий, не подвергающихся нейтронному облучению:
а) материалов перлитного класса и высокохромистых сталей с пределом текучести при температуре 20 °C менее 600 МПа при толщине деталей не более 16,0 мм;
б) материалов перлитного класса и высокохромистых сталей с пределом текучести при температуре 20 °C менее 450 МПа при толщине деталей не более 20,0 мм;
в) материалов перлитного класса и высокохромистых сталей с пределом текучести при температуре 20 °C менее 300 МПа при толщине деталей не более 25,0 мм;
г) материалов аустенитного класса, железоникелевых, титановых, алюминиевых и циркониевых сплавов.
15. Должно быть подтверждено, что контакт материала с рабочей средой не снижает характеристики, указанные в пункте 12 настоящего приложения, или должны быть представлены количественные данные, отражающие влияние рабочих сред.
16. Сведения по длительной пластичности, ползучести и длительной прочности должны быть представлены в тех случаях, когда Tmax превышает следующие температуры (в дальнейшем обозначаются Tп):
а) 450 °C - для материалов аустенитного класса и железоникелевых сплавов;
б) 350 °C - для углеродистых и легированных сталей;
в) 250 °C - для циркониевых сплавов;
г) 20 °C - для алюминиевых и титановых сплавов.
17. Для наплавленного металла должны быть представлены значения пределов длительной прочности и длительной пластичности в диапазоне температур от Tп до Tmax через каждые 50 °C, а также при температуре (Tmax +50) °C.
Для зоны сплавления должны быть представлены значения пределов длительной прочности сварного соединения при температурах Tп и (Tmax +50) °C.
18. Для наплавленного металла при температурах, указанных в пункте 17 настоящего приложения, должны быть представлены изохронные кривые ползучести в координатах напряжение - деформация для 10, 30, 102, 3 · 102, 103, 3 · 103, 104, 3 · 104, 105 часов и так далее до назначенного срока службы оборудования или трубопровода и деформации до 3%.
19. Должны быть представлены количественные данные, отражающие влияние облучения на характеристики длительной пластичности, ползучести и длительной прочности до максимально допускаемого флюенса нейтронов.
20. Должно быть подтверждено, что контакт материала с рабочей средой не снижает характеристики длительной пластичности, ползучести и длительной прочности, или представлены количественные данные, отражающие влияние рабочих сред.
21. Для наплавленного металла и зоны сплавления (в составе сварного соединения) по подпункту "б" пункта 4 должны быть определены кривые усталости в координатах амплитуда напряжений (деформаций) - число циклов до зарождения трещины в диапазоне от 102 до 107 циклов.
22. Для материалов, предназначенных для работы при температурах ниже Tп, должны быть представлены кривые усталости при температурах 20 °C и (Tmax + 50) °C.
23. Для материалов, предназначенных для работы при температурах выше Tп, должны быть представлены кривые усталости при температурах 20 °C, Tп и в интервале температур от Tп до (Tmax + 50) °C через 50 °C.
24. Должно быть подтверждено отсутствие снижения циклической прочности вследствие контакта с рабочими средами или должны быть представлены количественные данные по учету влияния этого фактора на циклическую прочность.
25. Должно быть подтверждено отсутствие снижения циклической прочности вследствие нейтронного облучения или должны быть представлены количественные данные по учету влияния этого фактора на циклическую прочность.
26. По подпункту "г" пункта 4 настоящего приложения для предполагаемых режимов эксплуатации (включая стояночные режимы) должны быть представлены:
а) значение скорости сплошной коррозии (только для наплавленного металла);
б) характер сопротивления язвенной коррозии (скорость роста количества и глубины язв);
в) склонность к коррозии под напряжением и скорость коррозионного растрескивания;
г) подтверждение стойкости к межкристаллитной коррозии (только для хромоникелевых сварочных материалов аустенитного класса).
27. Должно быть подтверждено, что термическое старение не оказывает влияния на характеристики коррозионной стойкости или должны быть представлены количественные данные, отражающие влияние термического старения.
28. Должно быть подтверждено, что нейтронное облучение не оказывает влияния на характеристики коррозионной стойкости, или должны быть представлены количественные данные, отражающие влияние облучения.
29. Фактические данные о характеристиках материалов, указанных в пункте 10, подпункте "в" пункта 12, пунктах 24 и 27 настоящего приложения, должны быть получены после термического старения продолжительностью, достаточной для подтверждения работоспособности материала в течение назначенного срока службы оборудования или трубопровода.
Представление указанных данных не требуется для материалов аустенитного класса и железоникелевых сплавов, имеющих Tmax ниже 250 °C.
30. Фактические данные о характеристиках материалов, указанных в пункте 9, подпункте "г" пункта 12, пунктах 18, 24 и 28 настоящего приложения, должны быть получены после нейтронного облучения до максимально допускаемого флюенса нейтронов.
Представление указанных данных не требуется для материалов, подвергающихся нейтронному облучению с флюенсом нейтронов ниже указанных значений:
а) 1,0 1022 нейтр/м2 (с энергией E >= 0,5 МэВ) - для материалов перлитного, ферритного и мартенситного классов;
б) 1,5 1025 нейтр/м2 (E >= 0,1 МэВ) - для хромоникелевых материалов аустенитного класса, железоникелевых, титановых, алюминиевых и циркониевых сплавов.
31. Фактические данные о характеристиках материалов, указанных в пунктах 15, 20, 24 и 26 настоящего приложения, должны быть получены после воздействия среды продолжительностью, достаточной для подтверждения работоспособности материала в течение назначенного срока службы оборудования или трубопровода.
Представление указанных данных не требуется для металла сварных соединений, защищенных со стороны рабочей среды антикоррозионной наплавкой или герметичным кожухом (чехлом).
32. Фактические данные о характеристиках материалов, указанных в пунктах 17 и 23 настоящего приложения, должны быть получены при испытаниях, продолжительность которых достаточна для подтверждения работоспособности материала в течение назначенного срока службы оборудования или трубопровода.
33. Испытания материалов должны проводиться по методикам, приведенным в федеральных нормах и правилах в области использования атомной энергии, устанавливающих нормы расчета на прочность оборудования и трубопроводов атомных энергетических установок, и в документах по стандартизации, включенных в Сводный перечень.
34. Количество проведенных испытаний и их продолжительность должны быть достаточными для достоверного определения соответствующих характеристик и их зависимостей от температуры и других факторов, а также для оценки пределов разброса данных с учетом влияния допустимых отклонений в химическом составе материалов и технологии изготовления.
35. Значения и зависимости, предназначенные для использования в расчетах на прочность, должны быть представлены для всего назначенного срока службы оборудования или трубопровода.
36. Допускается в зависимости от предполагаемых условий эксплуатации материала изменять объем сведений, представляемых в отчете, с обязательным указанием температуры, рабочей среды, флюенса нейтронов и времени эксплуатации, для которых обосновано использование материала и его характеристик.
Приложение N 4
к федеральным нормам и правилам
в области использования атомной энергии
"Сварка и наплавка оборудования
и трубопроводов атомных энергетических
установок", утвержденным приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 14 ноября 2018 г. N 554
ТРЕБОВАНИЯ К ХРАНЕНИЮ СВАРОЧНЫХ МАТЕРИАЛОВ
1. Сварочные материалы должны храниться по партиям (плавкам).
Определение партии сварочных материалов приводится в соответствующих документах по стандартизации, включенных в Сводный перечень.
2. Партией защитного газа считается газ одного наименования, одной марки, одного сорта (группы), поставляемый по одному документу по стандартизации, включенному в Сводный перечень.
3. Сварочные материалы должны храниться в условиях, предотвращающих их загрязнение, коррозию и повреждение.
4. Покрытые электроды, флюсы и порошковые материалы перед использованием должны быть прокалены по режимам, установленным документами по стандартизации на сварочные материалы конкретных марок, включенными в Сводный перечень.
При отсутствии в документах по стандартизации, включенных в Сводный перечень, сведений о режимах прокалки температура и время выдержки прокалки должны назначаться в соответствии с таблицей N 4.1 настоящего приложения.
Таблица N 4.1
|
Наименование сварочных материалов
|
Марка сварочных материалов
|
Температура прокалки,
°C
|
Время выдержки,
ч
|
|
Покрытые электроды
|
УОНИИ-13/45А, УОНИИ-13/45, УОНИИ-13/45АА
|
400 +/- 20
|
3,0 - 3,5
|
|
УОНИИ-13/55, УОНИИ-13/55АА, 48Н-37/1
|
465 +/- 15 <*>
|
3,0 - 3,5
|
|
|
Н-3, Н-3АА, Н-6, Н-6А, Н-10, Н-10АА, Н-23, Н-25, Н-20, РТ-45Б
|
465 +/- 15 <*>
|
3,0 - 3,5
|
|
|
ТМУ-21У
|
400 +/- 20
|
2,0 - 2,5
|
|
|
МР-3, АНО-4
|
200 +/- 20
|
2,0 - 2,5
|
|
|
ЭА-400/10У, ЭА-400/10Т, ЭА-18/10Б, ЭА-898/21Б
|
135 +/- 15
|
2,0 - 2,5
|
|
|
ЭА-127/56, ЭА-127/57
|
225 +/- 25
|
2,0 - 2,5
|
|
|
ЭМ-959/52
|
465 +/- 15
|
5,0 - 5,5
|
|
|
ЭМ-99
|
465 +/- 15
|
3,0 - 5,5
|
|
|
А-1, А-2, А-1Т, А-2Т
|
135 +/- 15
|
2,0 - 2,5
|
|
|
ЭА-395/9, ЭА-23/15, ЗИО-8
|
225 +/- 25
|
2,0 - 2,5
|
|
|
ЭА-855/51, ЭА-32/53
|
360 +/- 20
|
2,0 - 2,5
|
|
|
ЦУ-5, ЦУ-6, ЦУ-7, ЦУ-7А, ЦУ-2ХМ, ПТ-30, ЦЛ-20, ЦЛ-21, ЦЛ-32, ЦЛ-38, ЦЛ-39, ЦЛ-45, ЦЛ-48, ЦЛ-51, ЦЛ-52, ЦЛ-57, ЦЛ-59, РТ-45А, РТ-45АА
|
360 +/- 20
|
2,0 - 2,5
|
|
|
ЦЛ-25/1, ЦЛ-25/2, ЦТ-10, ЦТ-15К, ЦТ-26, ЦТ-26М, ЦТ-36, ЦТ-45, ЦТ-48, ЦН-6Л, ЦН-12М, ЦН-12М/К2, ЦН-24, ВПН-1
|
330 +/- 20
|
1,5 - 2,0
|
|
|
ЦН-2
|
310 +/- 10
|
1,0 - 1,5
|
|
|
УОНИ-13/Н1-БК
|
450 +/- 20
|
1,0 - 1,5
|
|
|
ЭА-38/52
|
360 +/- 20
|
2,0 - 2,5
|
|
|
ЦТ-48У, ЦЛ-25Л, ЦЛ-25ЛБ, ЦЛ-57С
|
180 +/- 20
|
1,5 - 2,0
|
|
|
Сварочные флюсы
|
ФЦК-17, ФЦК-19, СФМ-301
|
650 +/- 10
|
3,0 - 4,0
|
|
ФЦК-18
|
820 +/- 10
|
3,0 - 4,0
|
|
|
АН-348А, АН-8, АН-348АМ
|
350 +/- 50
|
4,5 - 5,0
|
|
|
АН-42, АН-42М, АН-26, АН-26С, ТКЗ-НЖ
|
650 +/- 20
|
4,0 - 4,5
|
|
|
КФ-16, КФ-16А, КФ-19, КФ-27, НФ-18М
|
725 +/- 25
|
3,0 - 3,5
|
|
|
ОФ-6
|
905 +/- 25
|
5,0 - 5,5
|
|
|
ОФ-10
|
960 +/- 10
|
5,0 - 5,5
|
|
|
ОФ-40
|
905 +/- 25
|
3,0 - 3,5
|
|
|
ОСЦ-45
|
375 +/- 25
|
2,0 - 2,5
|
|
|
48АФ-71
|
350 +/- 50
|
2,0 - 2,5
|
|
|
ФЦ-11
|
375 +/- 20
|
4,0 - 4,5
|
|
|
ФЦ-16, ФЦ-16А
|
620 +/- 20
|
4,0 - 4,5
|
|
|
ФЦ-17, ФЦ-19, ФЦ-21, ФЦ-22
|
650 +/- 20
|
4,0 - 4,5
|
|
|
ФЦ-18
|
800 +/- 20
|
3,0 - 3,5
|
|
|
ПКНЛ-17, ПКНЛ-128
|
450 +/- 40
|
2,0 - 2,5
|
|
|
ФЦК-28
|
570 +/- 30
|
3,0 - 3,5
|
|
|
<*> Допускается уменьшение температуры прокалки до 400 +/- 20 °C при наличии соответствующего указания в документе по стандартизации на материал, включенном в Сводный перечень.
|
|||
5. Прокалка флюсов должна осуществляться в электропечах на противнях из жаростойких сталей.
6. Режимы прокалки флюсов должны контролироваться термопарами, устанавливаемыми непосредственно в слое флюса. Высота слоя при прокалке флюсов марок ОФ-6, ОФ-10, ОФ-40 не должна превышать 100,0 мм, а для флюсов других марок устанавливается технологической документацией. Допускается контролировать режим прокалки флюсов по печным термопарам после соответствующей их тарировки по термопарам, установленным во флюсе.
Термопара должна находиться на глубине, равной половине высоты слоя флюса.
7. Прокалка электродов должна проводиться не более трех раз, а флюсов марок ОФ-6, ОФ-10, ОФ-40 - не более пяти раз (не считая прокалки при их изготовлении). Число прокалок остальных марок флюсов не ограничивается.
Дата и режимы каждой прокалки должны быть зафиксированы в журнале хранения сварочных материалов.
8. Покрытые электроды и флюсы должны храниться:
а) после поставки - в кладовых при температуре не ниже 15 °C и относительной влажности воздуха не более 50%: флюсы - в закрытых мешках из водонепроницаемой ткани или полиэтиленовой пленки, электроды - в упаковке организации-изготовителя;
б) после прокалки - в герметичной таре или в сушильных шкафах при температуре 80 +/- 20 °C.
9. При хранении после прокалки в сушильных шкафах или в герметичной таре срок хранения покрытых электродов и флюсов и срок их использования без проверки содержания влаги и без дополнительной прокалки не ограничивается.
10. При хранении после прокалки в кладовых покрытые электроды и флюсы могут быть использованы без проверки содержания влаги и без повторной прокалки в течение сроков, не превышающих:
а) для электродов с основным покрытием, предназначенных для сварки сталей перлитного класса и высокохромистых сталей, - 5 суток;
б) для остальных электродов - 15 суток;
в) для флюсов марок ОФ-6, ОФ-10 и ОФ-40 - 3 суток;
г) для других марок флюсов - 15 суток.
Сроки использования порошковых проволок и лент такие же, как для покрытых электродов.
11. Во всех случаях, когда при проверке содержание влаги в покрытии электродов или во флюсе превышает нормы, установленные документами по стандартизации на контролируемые сварочные материалы, включенными в Сводный перечень, должна быть проведена их повторная прокалка.
12. Качество прокалки каждой садки электродов марок Н-10, Н-10АА, флюса марок КФ-16, КФ-16А и КФ-27, а также электродов марок УОНИИ-13/45А и УОНИИ-13/55, УОНИИ-13/55АА, подлежащих использованию для сварки деталей из стали марки 10Х2М между собой и с деталями из других сталей перлитного класса, определяется по содержанию водорода в наплавленном металле или металле шва.
Содержание водорода в наплавленном металле (металле шва) при ручной дуговой сварке не должно превышать 2,5 см3 на 100 г, а при автоматической сварке под флюсом - 3,0 см3 на 100 г. В случае получения неудовлетворительных результатов проводится прокалка электродов или флюса и повторное определение содержания водорода.
13. Если партия электродов или флюсов прокаливалась по частям в различные сроки, требования пунктов 9 - 11 настоящего приложения относятся к каждой части отдельно.
14. Транспортировка прокаленных электродов и флюсов на сварочные участки должна проводиться в закрытой таре.
15. Порядок учета, хранения, выдачи и возврата сварочных материалов устанавливается организацией, выполняющей сварку (наплавку).
16. Проволока для сварки алюминиевых сплавов должна поставляться в соответствии с требованиями документа по стандартизации, включенного в Сводный перечень.
17. Срок хранения проволоки для сварки алюминиевых сплавов после химической очистки не должен превышать 3 суток.
Температура воздуха в помещении для хранения должна быть не ниже 18 °C, влажность - не более 70%.
Срок хранения сварочной проволоки от момента электрохимической обработки до сварки при условии герметичной упаковки не должен превышать одного года, при отсутствии герметичной упаковки - не более 10 суток.
При хранении сварочной проволоки свыше установленных сроков проволоку должны протравить вторично.
Повторная очистка должна проводиться один раз.
18. Проволока для сварки изделий из титановых сплавов должна подвергаться очистке (обезжириванию) поверхности. После обезжиривания проволока промывается в горячей и холодной проточной воде с последующей просушкой.
Проволока для сварки титановых сплавов должна храниться при температуре не ниже +17 °C и относительной влажности не более 75%.
Приложение N 5
к федеральным нормам и правилам
в области использования атомной энергии
"Сварка и наплавка оборудования
и трубопроводов атомных энергетических
установок", утвержденным приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 14 ноября 2018 г. N 554
ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ
1. В настоящем приложении приведены основные типы сварных соединений с указанием применяемых способов сварки, геометрических размеров конструктивных элементов подготовленных под сварку кромок деталей и выполненных сварных соединений.
2. Типы сварных соединений деталей из сталей перлитного класса и из высокохромистых сталей приведены:
а) в таблицах N 5.1 - 5.17, 5.25 - 5.32 настоящего приложения - для стыковых сварных соединений с внутренним диаметром соединяемых деталей более 750,0 мм;
б) в таблицах N 5.1 - 5.12, 5.15, 5.18, 5.20, 5.22, 5.23, 5.25 - 5.27 настоящего приложения - для стыковых сварных соединений с внутренним диаметром соединяемых деталей до 750,0 мм;
в) в таблицах N 5.35 - 5.43, 5.45 - 5.49 настоящего приложения - для угловых, тавровых и торцевых сварных соединений.
3. Типы сварных соединений деталей из сталей аустенитного класса и железоникелевых сплавов приведены:
а) в таблицах N 5.1 - 5.17 настоящего приложения - для стыковых сварных соединений с внутренним диаметром соединяемых деталей более 750,0 мм;
б) в таблицах N 5.1, 5.2, 5.3, 5.19, 5.21, 5.24, 5.33, 5.34 настоящего приложения - для стыковых сварных соединений с внутренним диаметром соединяемых деталей до 750,0 мм;
в) в таблицах N 5.35 - 5.49 настоящего приложения - для угловых, тавровых и торцевых сварных соединений.
4. При выполнении сварных соединений типов С-22-2, С-23-2, С-24-2, С-26-2 аргонодуговая сварка неплавящимся электродом первого (корневого) слоя шва проводится как с присадочным материалом, так и без него.
5. Типы сварных соединений деталей из титановых сплавов приведены:
а) в таблицах N 5.50 - 5.68 настоящего приложения - для сварных соединений листовых деталей;
б) в таблицах N 5.69 - 5.82 настоящего приложения - для сварных соединений трубных деталей.
6. Типы сварных соединений деталей из алюминиевых сплавов приведены:
а) в таблицах N 5.83 - 5.91 настоящего приложения - для стыковых сварных соединений;
б) в таблицах N 5.92 - 5.105 настоящего приложения - для угловых, тавровых и торцевых сварных соединений.
7. Обозначения конструктивных элементов сварных соединений приведены в таблицах N 5.1 - 5.105 настоящего приложения.
В тексте настоящего приложения используются следующие условные обозначения для способов сварки:
а) 10 - автоматическая сварка под флюсом;
б) 11 - автоматическая сварка под флюсом с предварительной подваркой корня шва ручной дуговой сваркой покрытыми электродами;
в) 12 - автоматическая сварка под флюсом на стальной подкладке;
г) 20 - электрошлаковая сварка;
д) 30 - ручная дуговая сварка покрытыми электродами;
е) 31 - ручная дуговая сварка покрытыми электродами с подваркой корня шва;
ж) 32 - ручная дуговая сварка покрытыми электродами на стальной подкладке;
з) 40 - комбинированная сварка (корневая часть шва выполняется аргонодуговой сваркой);
и) 42 - комбинированная сварка на стальной подкладке (корневая часть шва выполняется аргонодуговой сваркой);
к) 51 - аргонодуговая сварка неплавящимся электродом без присадочного материала;
л) 52 - аргонодуговая сварка неплавящимся электродом с присадочным материалом;
м) 53 - аргонодуговая сварка плавящимся электродом;
н) 60 - электронно-лучевая сварка.
Таблица N 5.1
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1 мм
|
b, мм
|
e = e1, мм
|
g = g1, мм
|
||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-1
|
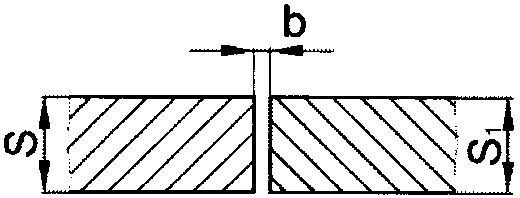 |
 |
53
|
3,0
|
0
|
+0,5
|
8,0
|
+/- 3,0
|
1,5
|
+/- 1,0
|
|
4,0
|
+0,8
|
10,0
|
||||||||
|
10
|
5,0
|
0
|
+1,0
|
12,0
|
||||||
|
6,0
7,0
8,0
9,0
|
16,0
|
+/- 4,0
|
2,0
|
+/- 1,5
|
||||||
|
10,0
|
20,0
|
|||||||||
|
12,0
|
||||||||||
|
14,0
|
||||||||||
|
16,0
20,0
|
22,0
|
+/- 5,0
|
2,5
|
+2,0
-1,5
|
||||||
Таблица N 5.2
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
e, мм
|
g, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-2
|
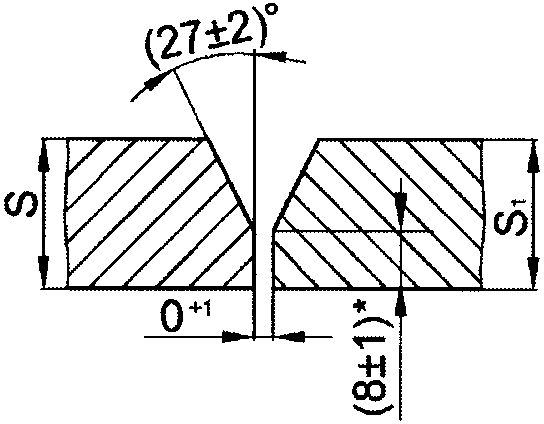 |
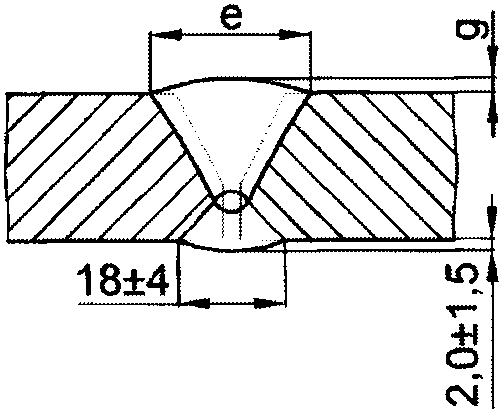 |
10
|
14,0
|
17,0
|
+/- 4,0
|
2,0
|
+/- 1,5
|
|
16,0
|
20,0
|
|||||||
|
18,0
|
22,0
|
+/- 5,0
|
2,5
|
+2,0
-1,5
|
||||
|
20,0
|
25,0
|
|||||||
|
22,0
|
28,0
|
|||||||
|
25,0
|
30,0
|
|||||||
|
28,0
|
35,0
|
+/- 6,0
|
2,5
|
+2,5
-1,5
|
||||
|
30,0
|
37,0
|
|||||||
|
<*> Для сталей аустенитного класса притупление 6 +/- 1.
|
||||||||
Таблица N 5.3
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1,
мм
|
e, мм
|
g, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-3
|
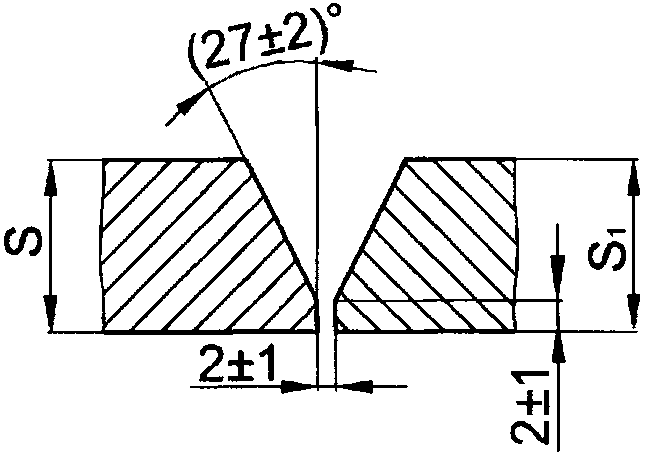 |
 |
11
31
40
52
|
От 3,0 до 5,0
|
8,0
|
+/- 2,0
|
2,0
|
+ 1,5
-0,5
|
|
Более 5,0 до 8,0
|
12,0
|
|||||||
|
Более 8,0 до 11,0
|
16,0
|
|||||||
|
Более 11,0 до 14,0
|
19,0
|
|||||||
|
Более 14,0 до 17,0
|
22,0
|
+/- 6,0
|
2,5
|
+2,0
-0,5
|
||||
|
Более 17,0 до 20,0
|
26,0
|
|||||||
|
Более 20,0 до 24,0
|
30,0
|
|||||||
|
Более 24,0 до 28,0
|
34,0
|
+/- 8,0
|
3,0
|
|||||
|
Более 28,0 до 32,0
|
38,0
|
|||||||
|
Более 32,0 до 36,0
|
42,0
|
|||||||
|
Более 36,0 до 40,0
|
47,0
|
|||||||
Таблица N 5.4
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
e = e1, мм
|
g = g1, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-4
|
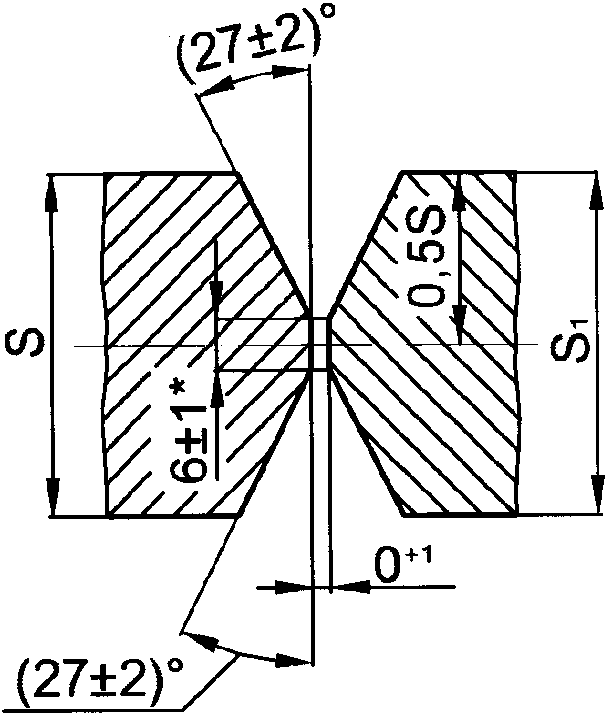 |
 |
10
30
|
20,0
|
15,0
|
+/- 4,0
|
2,0
|
+/- 1,5
|
|
22,0
|
17,0
|
|||||||
|
25,0
|
19,0
|
|||||||
|
28,0
|
21,0
|
+/- 5,0
|
2,5
|
+2,0
-1,5
|
||||
|
32,0
|
23,0
|
|||||||
|
36,0
|
26,0
|
|||||||
|
40,0
|
28,0
|
|||||||
|
45,0
|
32,0
|
+/- 6,0
|
2,5
|
+2,5
-1,5
|
||||
|
50,0
|
35,0
|
|||||||
|
55,0
|
38,0
|
|||||||
|
60,0
|
43,0
|
+/- 8,0
|
3,0
|
+2,5
-2,0
|
||||
|
<*> При ручной дуговой сварке притупление 2 +/- 1.
|
||||||||
Таблица N 5.5
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
e, мм
|
g, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-5
|
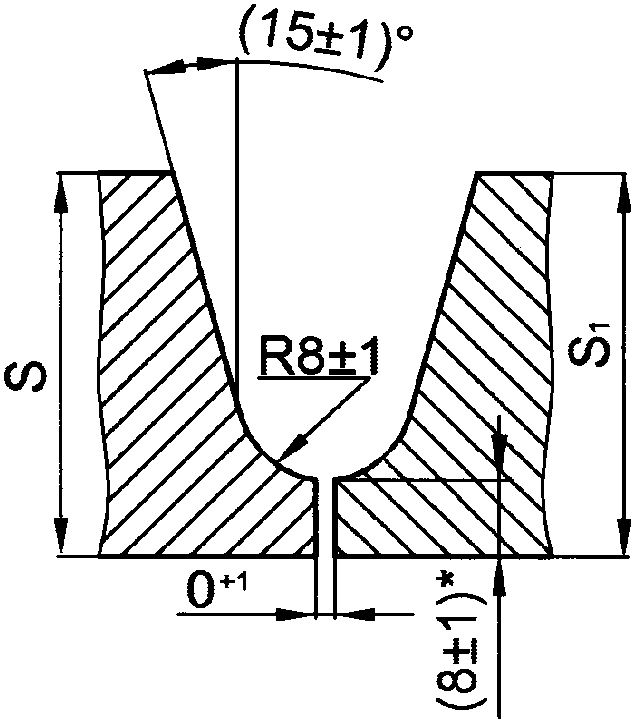 |
 |
10
|
30,0
|
34,0
|
+/- 6,0
|
2,5
|
+2,5
-1,5
|
|
32,0
|
35,0
|
|||||||
|
34,0
|
36,0
|
|||||||
|
36,0
|
37,0
|
|||||||
|
38,0
|
38,0
|
|||||||
|
40,0
|
39,0
|
|||||||
|
42,0
|
42,0
|
+/- 8,0
|
3,0
|
+2,5
-2,0
|
||||
|
45,0
|
44,0
|
|||||||
|
50,0
|
47,0
|
|||||||
|
55,0
|
50,0
|
|||||||
|
60,0
|
53,0
|
|||||||
|
65,0
|
56,0
|
|||||||
|
70,0
|
59,0
|
|||||||
|
75,0
|
63,0
|
+/- 10,0
|
3,5
|
+/- 2,5
|
||||
|
80,0
|
66,0
|
|||||||
|
<*> Для сталей аустенитного класса притупление 5 +/- 1.
|
||||||||
Таблица N 5.6
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
e, мм
|
g, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-5-1
|
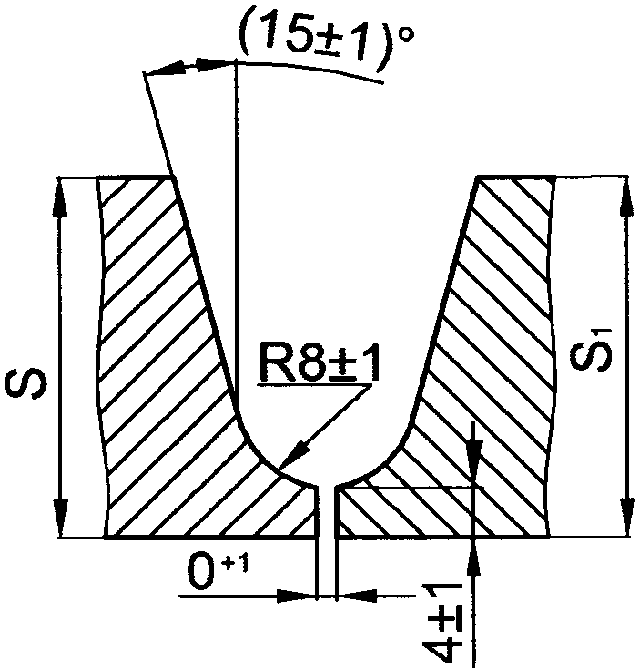 *
|
 |
30
31
|
30,0
|
35,0
|
+/- 6,0
|
2,5
|
+2,5
-1,5
|
|
32,0
|
36,0
|
|||||||
|
34,0
|
37,0
|
|||||||
|
36,0
|
38,0
|
|||||||
|
38,0
|
39,0
|
|||||||
|
40,0
|
42,0
|
+/- 8,0
|
3,0
|
+2,5
-2,0
|
||||
|
42,0
|
44,0
|
|||||||
|
45,0
|
47,0
|
|||||||
|
50,0
|
49,0
|
|||||||
|
55,0
|
52,0
|
|||||||
|
60,0
|
54,0
|
|||||||
|
65,0
|
58,0
|
|||||||
|
70,0
|
61,0
|
|||||||
|
75,0
|
65,0
|
+/- 10,0
|
3,5
|
+/- 2,5
|
||||
|
80,0
|
68,0
|
|||||||
|
<*> Для сталей аустенитного класса.
|
||||||||
Таблица N 5.7
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
e = e1, мм
|
g = g1, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-6
|
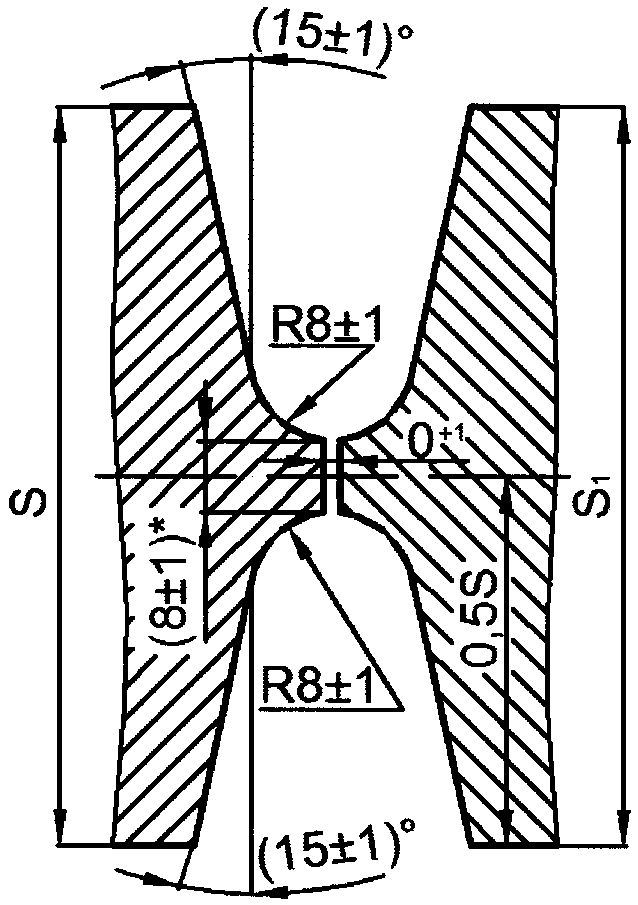 *
|
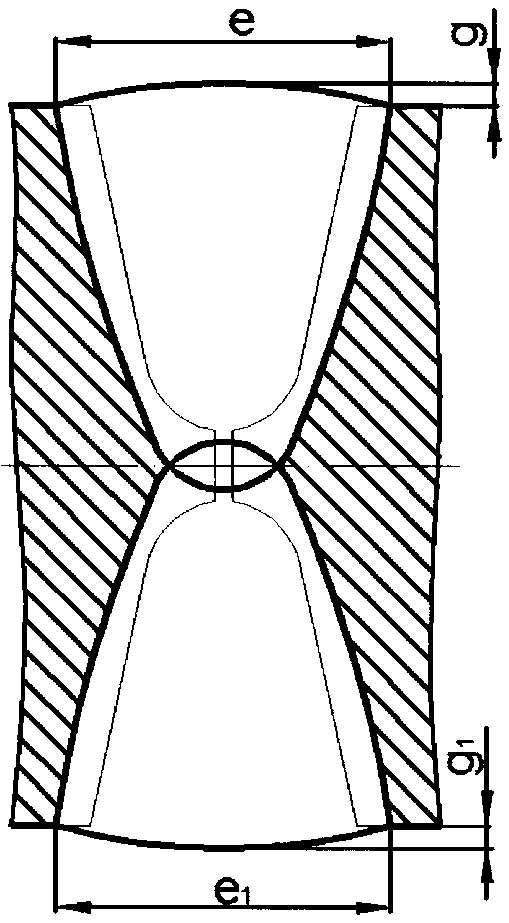 |
10
|
50,0
|
34,0
|
+/- 6,0
|
2,5
|
+2,5
-1,5
|
|
55,0
|
35,0
|
|||||||
|
60,0
|
37,0
|
|||||||
|
65,0
|
38,0
|
|||||||
|
70,0
|
40,0
|
|||||||
|
75,0
|
43,0
|
+/- 8,0
|
3,0
|
+2,5
-2,0
|
||||
|
80,0
|
44,0
|
|||||||
|
90,0
|
47,0
|
|||||||
|
100,0
|
50,0
|
|||||||
|
110,0
|
53,0
|
|||||||
|
120,0
|
56,0
|
|||||||
|
130,0
|
59,0
|
|||||||
|
140,0
|
64,0
|
+/- 10,0
|
3,5
|
+/- 2,5
|
||||
|
150,0
|
67,0
|
|||||||
|
<*> Для сталей аустенитного класса притупление 6 +/- 1.
|
||||||||
Таблица N 5.8
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
h, мм
|
e, мм
|
e1, мм
|
g1, мм
|
|||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-7
|
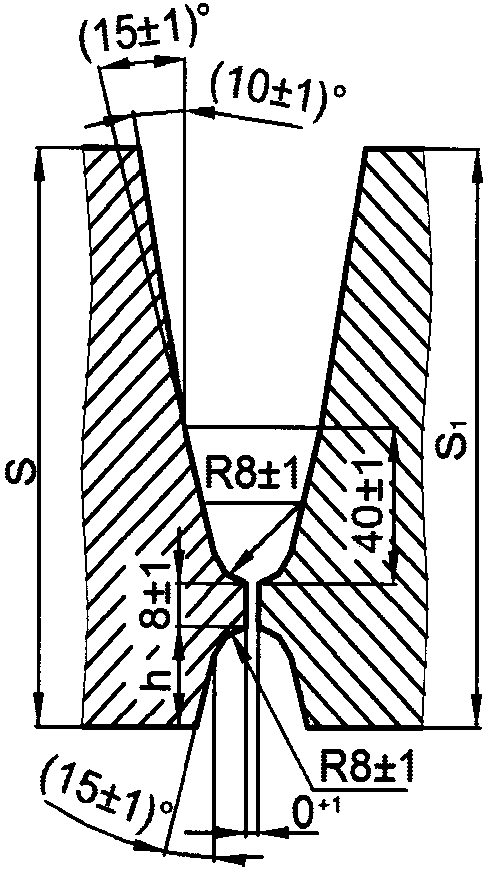 |
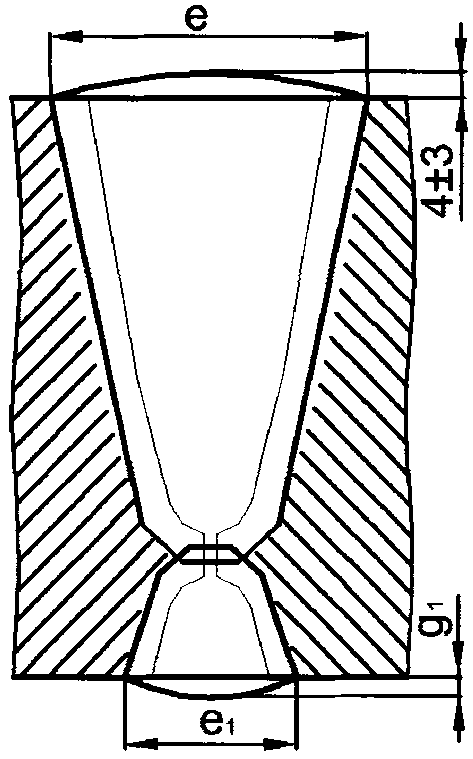 |
10
|
100,0
|
15,0
|
+/- 0,1h
|
85,0
|
+/- 12,0
|
30,0
|
+/- 5,0
|
2,5
|
+2,0
-1,5
|
|
120,0
|
20,0
|
90,0
|
34,0
|
+/- 6,0
|
+2,5
-1,5
|
|||||||
|
140,0
|
25,0
|
96,0
|
36,0
|
|||||||||
|
160,0
|
30,0
|
102,0
|
39,0
|
|||||||||
|
180,0
|
35,0
|
108,0
|
44,0
|
+/- 8,0
|
3,0
|
+2,5
-2,0
|
||||||
|
200,0
|
40,0
|
114,0
|
47,0
|
|||||||||
Таблица N 5.9
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
h, мм
|
e, мм
|
e1, мм
|
||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-8
|
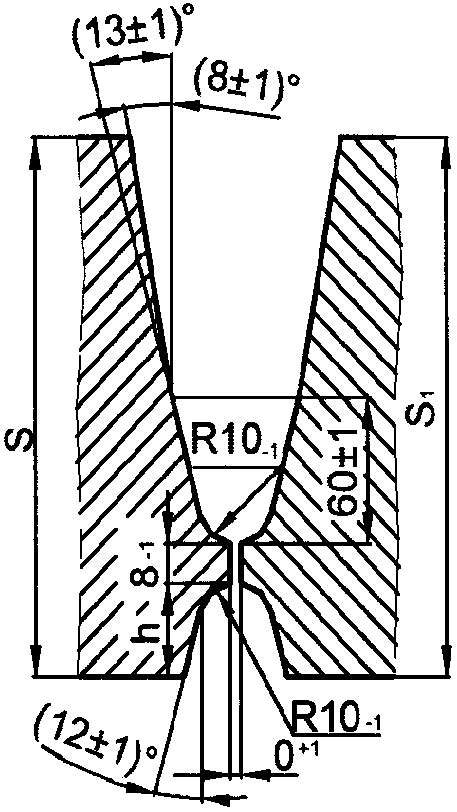 |
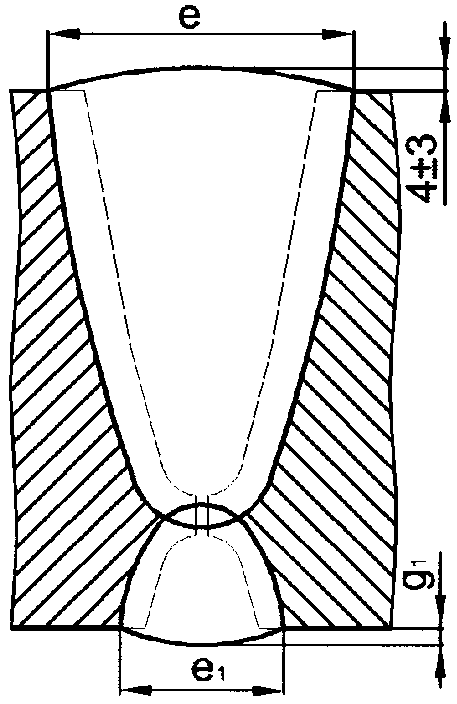 |
10
|
180,0
|
40,0
|
+/- 0,1h
|
82,0
|
+/- 12,0
|
48,0
|
+/- 8,0
|
|
200,0
|
45,0
|
88,0
|
50,0
|
|||||||
|
220,0
|
50,0
|
92,0
|
52,0
|
|||||||
|
240,0
|
55,0
|
97,0
|
54,0
|
|||||||
|
260,0
|
60,0
|
102,0
|
56,0
|
|||||||
|
280,0
|
65,0
|
107,0
|
58,0
|
|||||||
|
300,0
|
70,0
|
112,0
|
60,0
|
|||||||
|
350,0
|
80,0
|
120,0
|
64,0
|
|||||||
Таблица N 5.10
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
e, мм
|
g, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-9
|
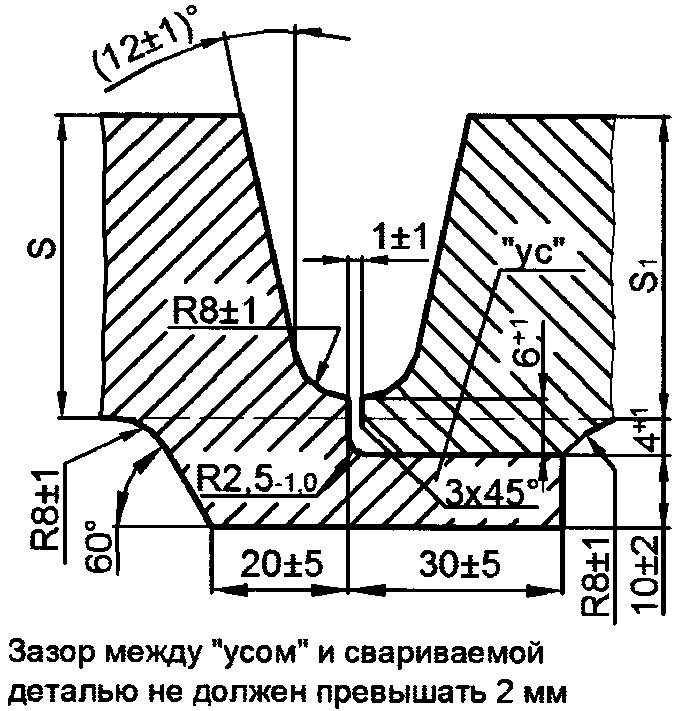 |
 |
10
30
|
30,0
|
48,0
|
+/- 8,0
|
3,0
|
+/- 2,0
|
|
35,0
|
53,0
|
|||||||
|
40,0
|
58,0
|
|||||||
|
45,0
|
64,0
|
+/- 10,0
|
3,0
|
+/- 2,0
|
||||
|
50,0
|
69,0
|
|||||||
|
55,0
|
74,0
|
|||||||
|
Вариант с подкладным кольцом или планкой
|
60,0
|
78,0
|
||||||
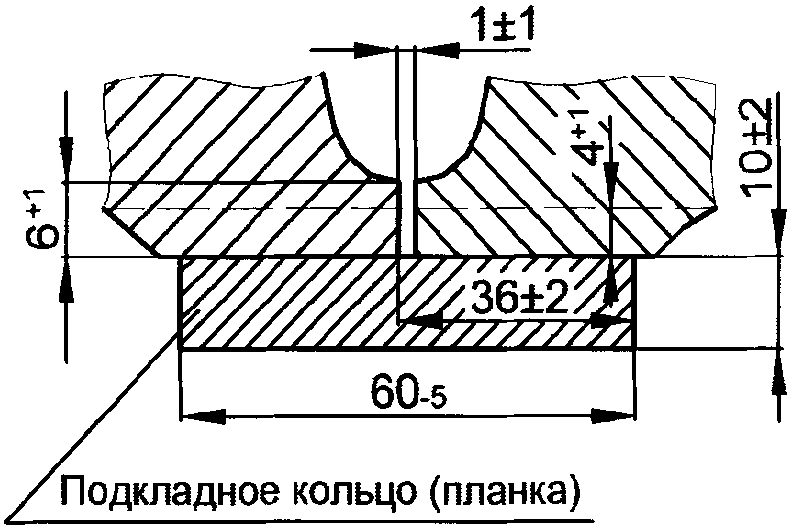 |
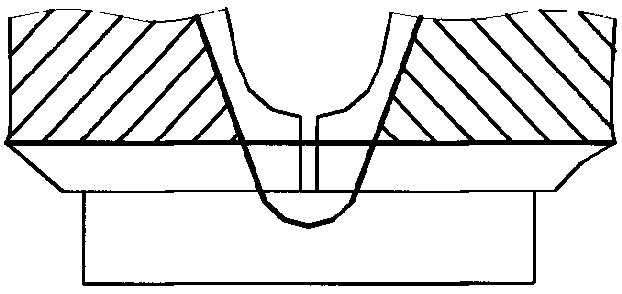 |
65,0
|
85,0
|
+/- 12,0
|
||||
|
70,0
|
89,0
|
|||||||
|
75,0
|
93,0
|
|||||||
|
80,0
|
97,0
|
|||||||
Таблица N 5.11
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
e, мм
|
g, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-10
|
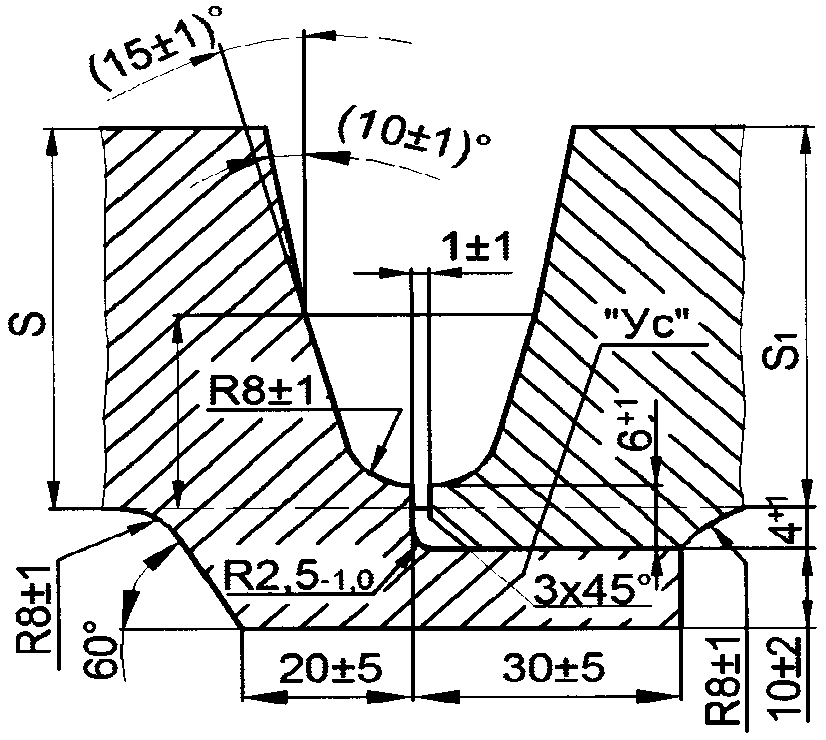 |
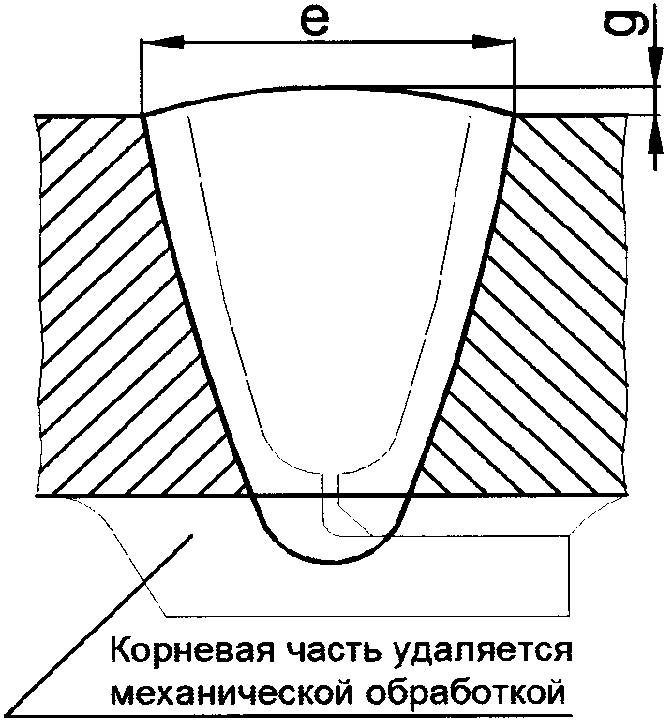 |
10
30
|
60,0
|
48,0
|
+/- 10,0
|
3,5
|
+/- 2,5
|
|
70,0
|
53,0
|
|||||||
|
80,0
|
58,0
|
+/- 12,0
|
4,0
|
+/- 3,0
|
||||
|
90,0
|
64,0
|
|||||||
|
100,0
|
69,0
|
|||||||
|
120,0
|
74,0
|
|||||||
|
Вариант с подкладным кольцом или планкой
|
||||||||
|
140,0
|
78,0
|
|||||||
|
160,0
|
85,0
|
|||||||
 |
 |
180,0
|
89,0
|
|||||
|
200,0
|
93,0
|
|||||||
Таблица N 5.12
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
e = e1, мм
|
g = g1, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-11
|
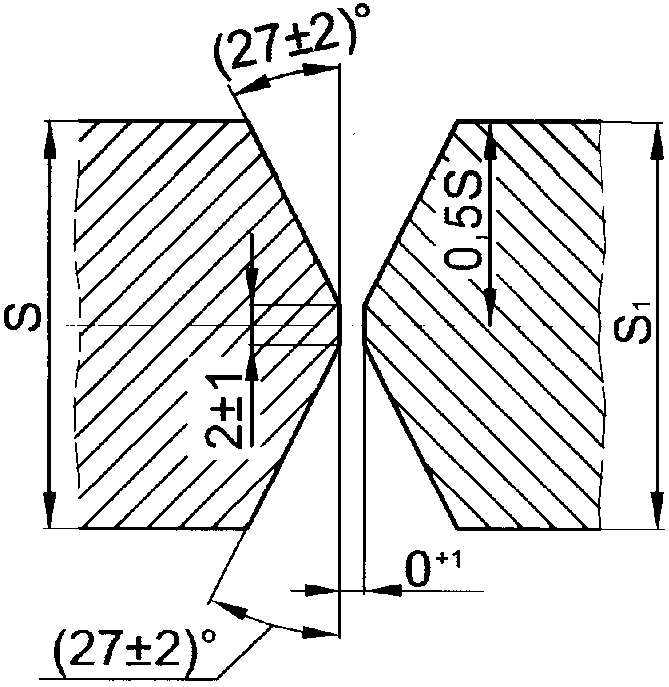 |
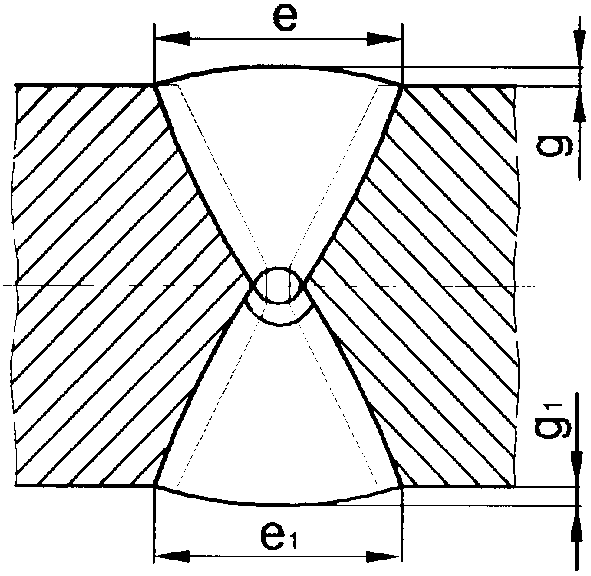 |
40
52
|
14,0
|
15,0
|
+/- 4,0
|
2,0
|
+/- 1,5
|
|
16,0
|
16,0
|
|||||||
|
18,0
|
17,0
|
|||||||
|
20,0
|
18,0
|
|||||||
|
22,0
|
20,0
|
|||||||
|
25,0
|
22,0
|
+/- 5,0
|
2,5
|
+2,5
-1,5
|
||||
|
28,0
|
24,0
|
|||||||
|
30,0
|
25,0
|
|||||||
|
32,0
|
27,0
|
|||||||
|
36,0
|
29,0
|
|||||||
|
40,0
|
32,0
|
+/- 6,0
|
||||||
|
45,0
|
35,0
|
|||||||
|
50,0
|
38,0
|
|||||||
|
55,0
|
43,0
|
+/- 10,0
|
3,0
|
+2,5
-2,0
|
||||
|
60,0
|
46,0
|
|||||||
Таблица N 5.13
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
e, мм
|
g, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-12
|
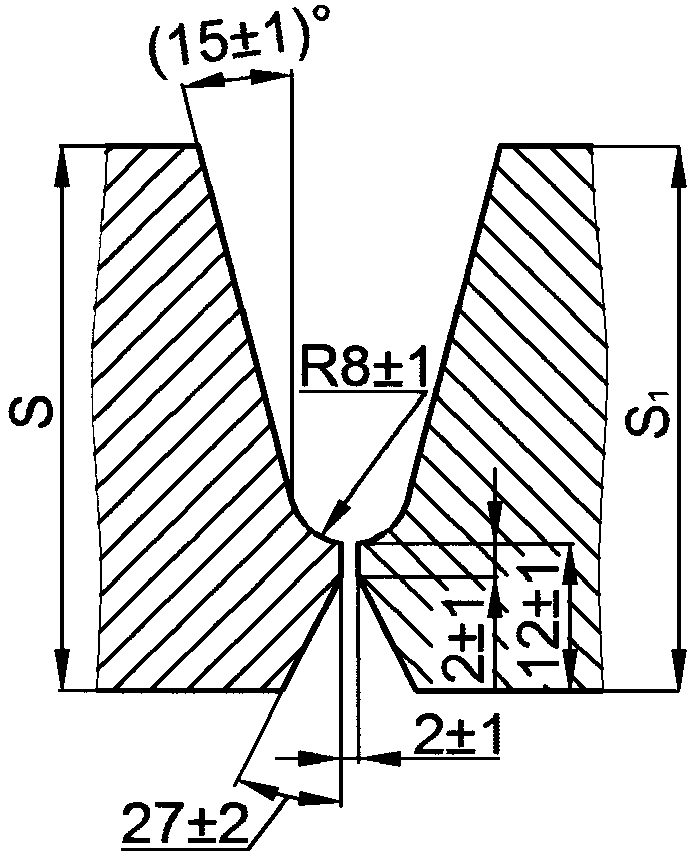 *
|
 |
11
30
40
52
|
30,0
|
32,0
|
+/- 6,0
|
2,5
|
+2,5
-1,5
|
|
35,0
|
35,0
|
|||||||
|
40,0
|
38,0
|
|||||||
|
45,0
|
43,0
|
+/- 8,0
|
3,0
|
+2,5
-2,0
|
||||
|
50,0
|
46,0
|
|||||||
|
55,0
|
53,0
|
|||||||
|
60,0
|
56,0
|
|||||||
|
<*> Для ручной дуговой сварки притупление 4 +/- 1.
|
||||||||
Таблица N 5.14
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
e, мм
|
g, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-13
|
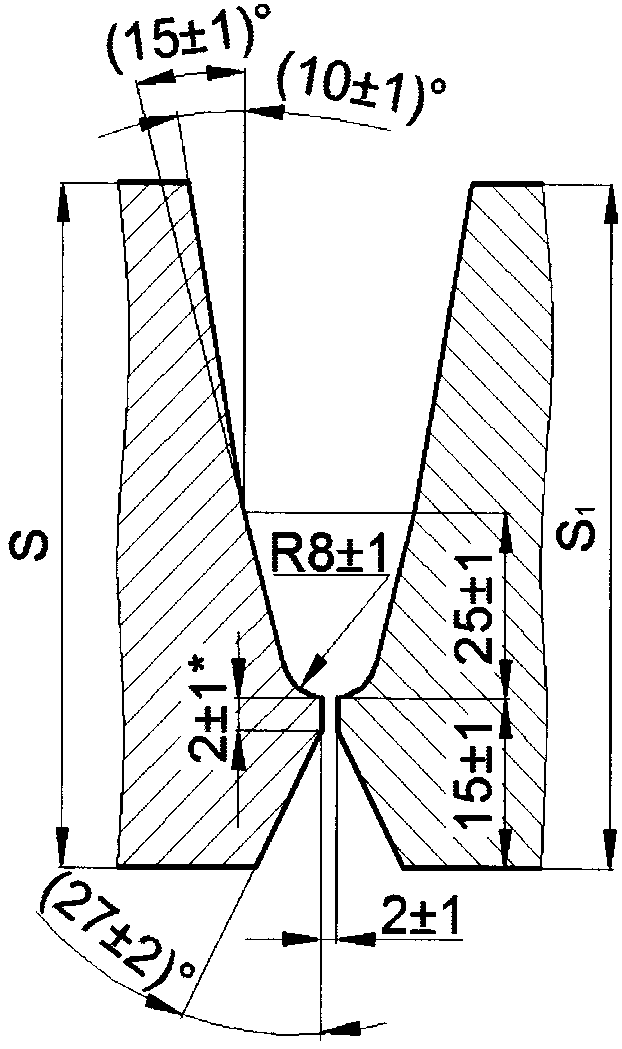 |
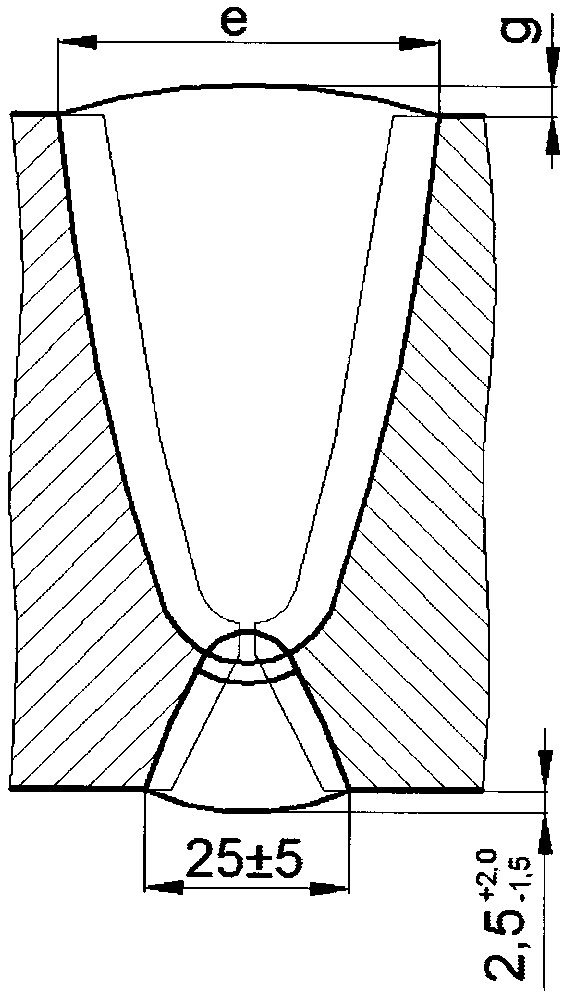 |
11
30
40
|
60,0
|
48,0
|
+/- 8,0
|
3,0
|
+2,5
-2,0
|
|
65,0
|
50,0
|
|||||||
|
70,0
|
52,0
|
|||||||
|
75,0
|
54,0
|
|||||||
|
80,0
|
56,0
|
|||||||
|
90,0
|
60,0
|
|||||||
|
100,0
|
66,0
|
+/- 10,0
|
3,5
|
+/- 2,5
|
||||
|
110,0
|
70,0
|
|||||||
|
120,0
|
74,0
|
|||||||
|
130,0
|
78,0
|
|||||||
|
140,0
|
82,0
|
+/- 12,0
|
4,0
|
+/- 3,0
|
||||
|
<*> Для ручной дуговой сварки притупление 4 +/- 1.
|
||||||||
Таблица N 5.15
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
e = e1, мм
|
g = g1, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-18
|
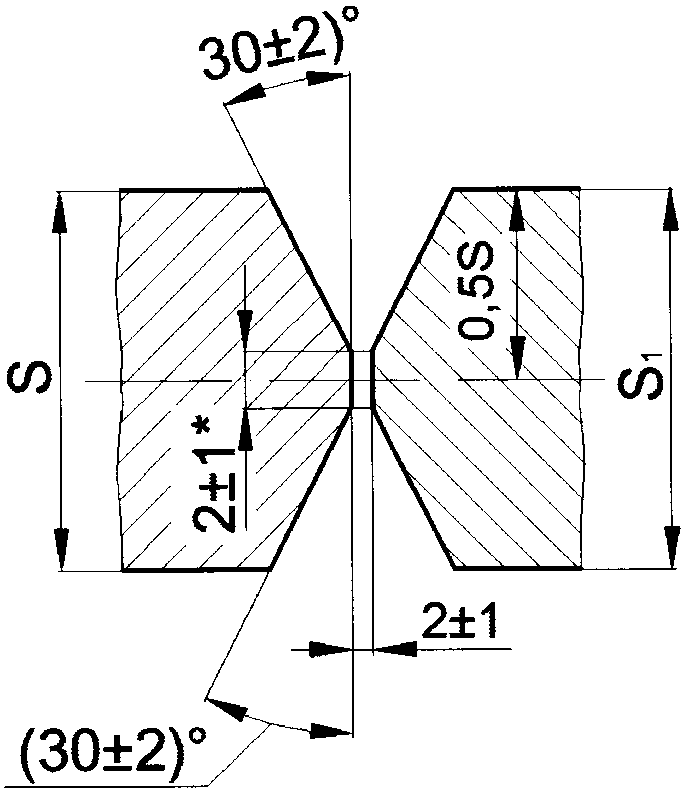 *
|
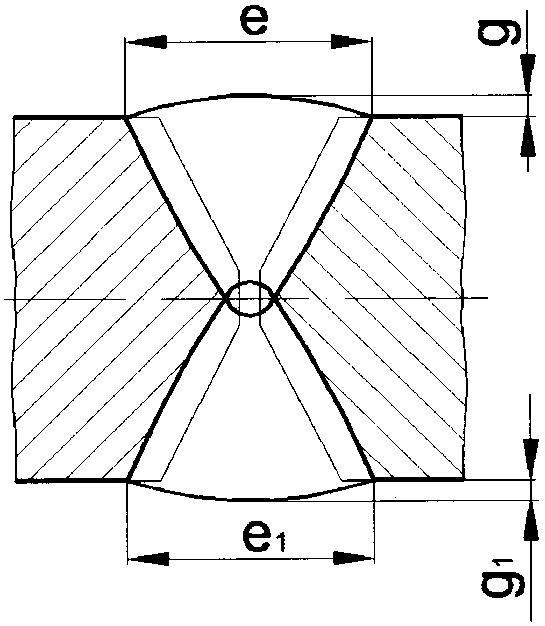 |
30
40
52
53
|
14,0
|
16,0
|
+/- 4,0
|
2,0
|
+/- 1,5
|
|
16,0
|
17,0
|
|||||||
|
18,0
|
19,0
|
|||||||
|
20,0
|
20,0
|
|||||||
|
22,0
|
22,0
|
+/- 5,0
|
2,5
|
+2,0
-1,5
|
||||
|
25,0
|
24,0
|
|||||||
|
28,0
|
26,0
|
|||||||
|
30,0
|
27,0
|
|||||||
|
32,0
|
28,0
|
|||||||
|
36,0
|
31,0
|
+/- 6,0
|
2,5
|
+2,5
-1,5
|
||||
|
40,0
|
33,0
|
|||||||
|
45,0
|
37,0
|
|||||||
|
50,0
|
40,0
|
|||||||
|
55,0
|
44,0
|
+8,0
|
3,0
|
+2,5
-2,0
|
||||
|
60,0
|
48,0
|
|||||||
|
<*> Для ручной дуговой сварки притупление 4 +/- 1.
|
||||||||
Таблица N 5.16
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
bp, мм
|
e = e1, мм
|
g = g1, мм
|
||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-19
|
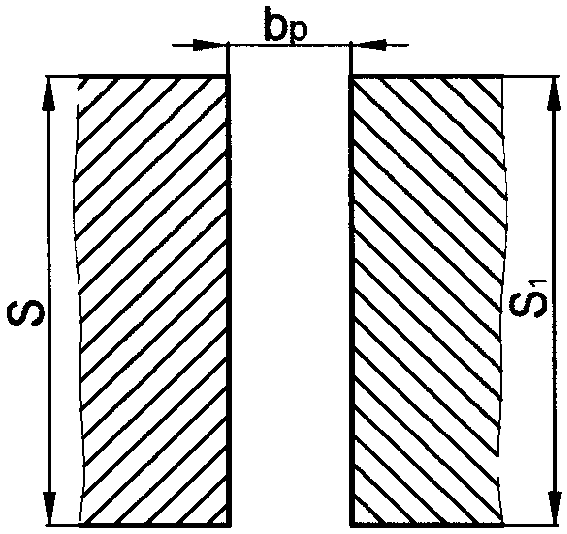 |
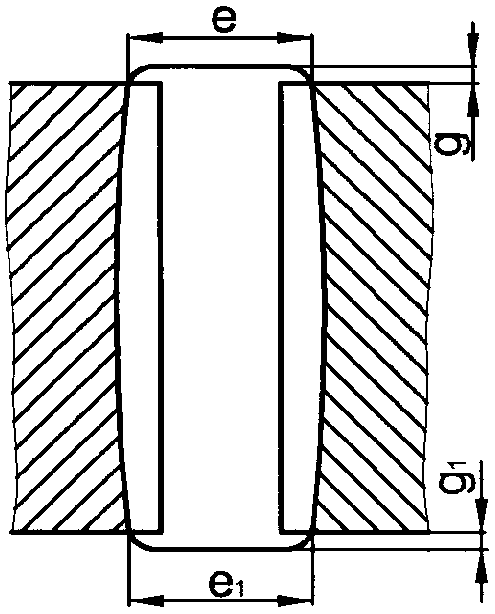 |
20
|
20,0 - 34,0
|
22,0
|
+/- 2,0
|
28,0
|
+/- 4,0
|
2,5
|
+/- 1,5
|
|
35,0 - 80,0
|
26,0
|
33,0
|
+/- 5,0
|
3,0
|
+/- 2,0
|
|||||
|
81,0 - 500,0
|
30,0
|
38,0
|
+/- 6,0
|
3,5
|
+/- 2,5
|
|||||
Таблица N 5.17
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
bp, мм
|
R, мм
|
e = e1, мм
|
g = g1, мм
|
|||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-20
|
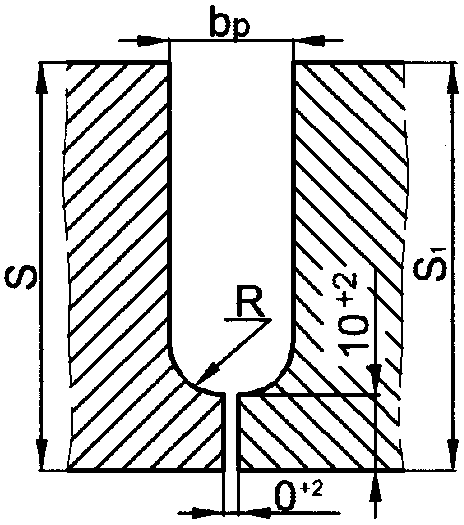 |
 |
20
|
20,0 - 34,0
|
22,0
|
+/- 2,0
|
10,0
|
+/- 1,0
|
28,0
|
+/- 4,0
|
2,5
|
+/- 1,5
|
|
35,0 - 80,0
|
26,0
|
12,0
|
33,0
|
+/- 5,0
|
3,0
|
+/- 2,0
|
||||||
|
81,0 - 500,0
|
30,0
|
14,0
|
38,0
|
+/- 6,0
|
3,5
|
+/- 2,5
|
||||||
Таблица N 5.18
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Типоразмер труб из стали перлитного класса, Dн x S, мм
|
Диаметр расточки, Dр, мм
|
Минимальная толщина стенки S1, мм
|
Размеры шва
|
|||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
e, мм
|
g, мм
|
g1, мм
|
|||||||
|
ширина шва
|
высота шва
|
выпуклость корня шва, не более
|
вогнутость корня шва, не более
|
||||||||
|
поворотный стык
|
неповоротный стык
|
||||||||||
|
С-22-1
|
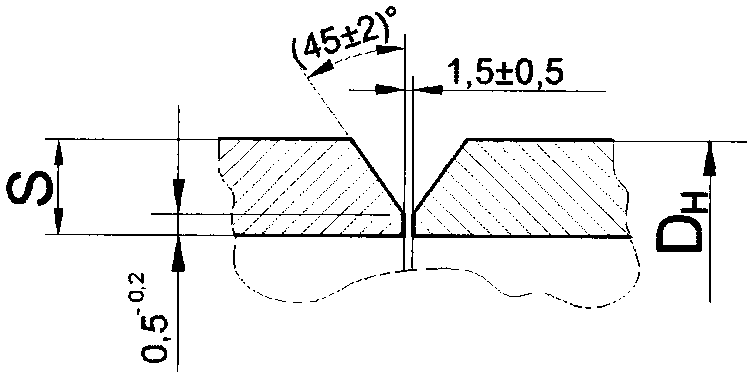 |
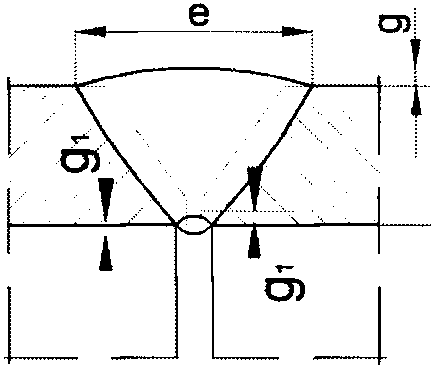 |
40
52
|
14,0 x 2,0
|
11+0,18
|
1,5
|
7,0 +/- 2,0
|
|
1,5
|
0,2
|
0,4
|
|
18,0 x 2,0
|
15+0,18
|
||||||||||
|
25,0 x 2,0
|
22+0,21
|
||||||||||
|
25,0 x 3,0
|
21+0,51
|
||||||||||
|
32,0 x 2,0
|
29+0,21
|
1,6
|
2,0
|
||||||||
|
38,0 x 2,0
|
35+0,25
|
||||||||||
|
32,0 x 3,0
|
28+0,52
|
||||||||||
|
45,0 x 2,5
|
41+0,25
|
1,7
|
|||||||||
|
С-23-1
|
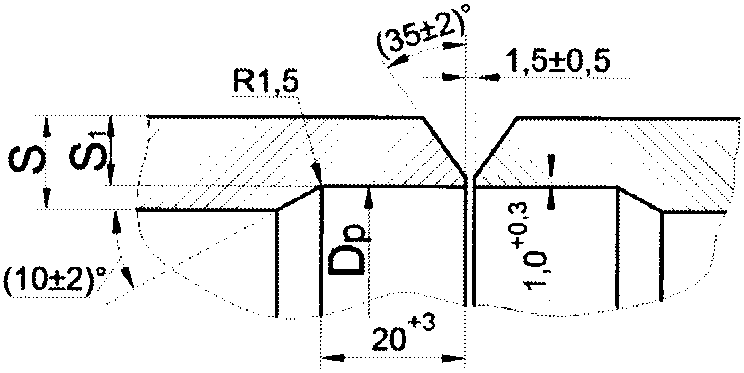 |
57,0 x 3,0
|
52+0,30
|
1,8
|
|||||||
|
76,0 x 3,0
|
71+0,30
|
2,0
|
|||||||||
|
89,0 x 3,5
|
84+0,35
|
2,2
|
8,0 +/- 2,0
|
0,6
|
|||||||
|
57,0 x 3,0
|
51+0,30
|
1,8
|
7,0 +/- 2,0
|
0,4
|
|||||||
|
76,0 x 3,5
|
71+0,30
|
2,0
|
0,6
|
||||||||
|
89,0 x 3,5
|
84+0,35
|
2,2
|
8,0 +/- 2,0
|
||||||||
|
108,0 x 4,0
|
102+0,35
|
2,4
|
9,0 +/- 3,0
|
|
|||||||
|
133,0 x 4,0
|
127+0,40
|
2,6
|
|||||||||
|
159,0 x 5,0
|
151+0,40
|
3,0
|
11,0 +/- 3,0
|
0,6
|
0,8
|
||||||
Таблица N 5.19
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Типоразмер труб из стали аустенитного класса, Dн x S, мм
|
Диаметр расточки, Dр, мм
|
Минимальная толщина стенки S1, мм
|
Размеры шва
|
|||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
e, мм
|
g, мм
|
g1, мм
|
|||||||
|
ширина шва
|
высота шва
|
выпуклость корня шва, не более
|
вогнутость корня шва, не более
|
||||||||
|
поворотный стык
|
неповоротный стык
|
||||||||||
|
С-22-2
|
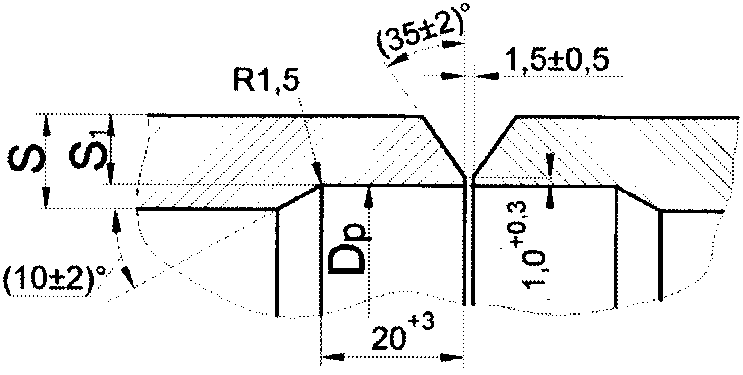 |
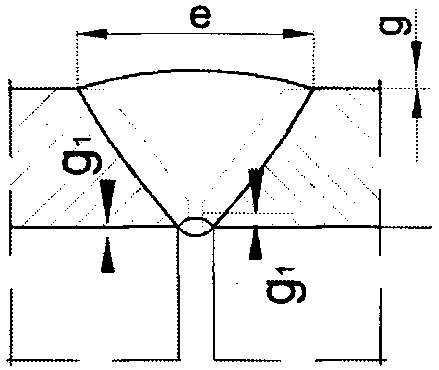 |
40
52
|
10,0 x 2,0
|
6,5 +0,18
|
1,5
|
7 +/- 2
|
|
1,5
|
0,2
|
0,4
|
|
14,0 x 2,0
|
10,5+0,18
|
||||||||||
|
18,0 x 2,5
|
13,5+0,18
|
2,0
|
|||||||||
|
32,0 x 2,5
|
28+0,21
|
1,8
|
2,0
|
||||||||
|
38,0 x 3,0
|
33+0,25
|
2,3
|
|||||||||
|
С-23-2
|
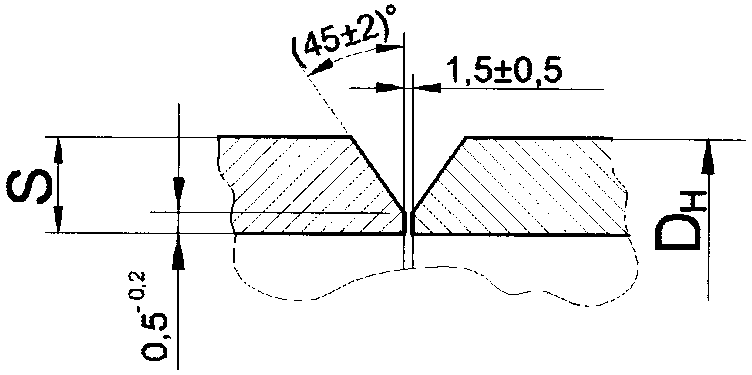 |
25,0 x 3,0
|
19+0,30
|
2,5
|
|||||||
|
57,0 x 3,0
|
52+0,30
|
1,8
|
|||||||||
|
76,0 x 3,0
|
71+0,30
|
||||||||||
|
89,0 x 3,5
|
84+0,35
|
2,4
|
8 +/- 2
|
0,6
|
|||||||
|
57,0 x 3,0
|
51+0,30
|
1,8
|
7 +/- 2
|
0,4
|
|||||||
|
76,0 x 3,0
|
71+0,30
|
0,6
|
|||||||||
|
89,0 x 3,5
|
84+0,35
|
2,2
|
8 +/- 2
|
||||||||
|
108,0 x 4,0
|
102+0,35
|
2,4
|
9 +/- 3
|
|
|||||||
|
133,0 x 4,0
|
127+0,40
|
2,6
|
|||||||||
|
159,0 x 5,0
|
151+0,40
|
3,0
|
11 +/- 3
|
0,6
|
0,8
|
||||||
Таблица N 5.20
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Типоразмер труб из стали перлитного класса, Dн x S, мм
|
Диаметр расточки, Dр, мм
|
Минимальная толщина стенки S1, мм
|
Размеры шва
|
|||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
e, мм
|
g, мм
|
g1, мм
|
|||||||
|
ширина шва
|
высота шва
|
выпуклость корня шва, не более
|
вогнутость корня шва, не более
|
||||||||
|
поворотный стык
|
неповоротный стык
|
||||||||||
|
С-24-1
|
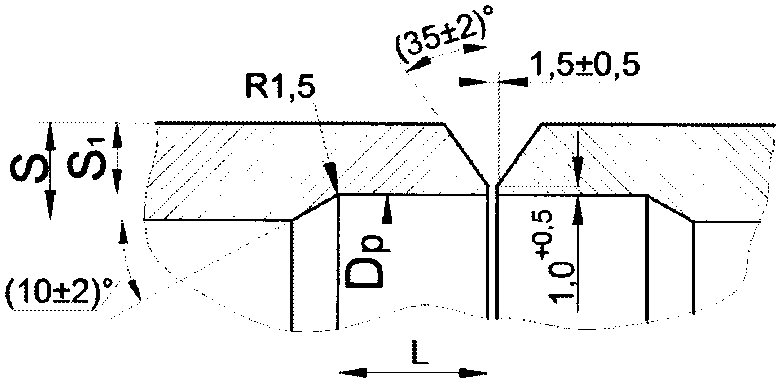 |
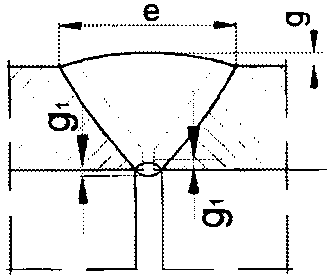 |
40
52
|
219,0 x 7,0
|
208+0,46
|
4,0
|
15,0 +/- 3,0
|
|
2,5
|
0,8
|
1,0
|
|
273,0 x 8,0
|
259+0,52
|
4,5
|
16,0 +/- 4,0
|
||||||||
|
325,0 x 8,0
|
311+0,52
|
4,5
|
|||||||||
|
377,0 x 9,0
|
361+0,57
|
5,0
|
18,0 +/- 4,0
|
||||||||
|
426,0 x 9,0
|
410+0,53
|
5,0
|
|||||||||
|
530,0 x 8,0
|
516+0,70
|
5,5
|
16,0 +/- 4,0
|
||||||||
|
630,0 x 8,0
|
616+0,70
|
5,5
|
|||||||||
|
630,0 x 12,0
|
608+0,70
|
9,5
|
22,0 +/- 5,0
|
1,2
|
1,6
|
||||||
Таблица N 5.21
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Типоразмер труб из стали аустенитного класса, Dн x S, мм
|
Диаметр расточки, Dp, мм
|
Минимальная толщина стенки S1, мм
|
Размеры шва
|
|||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
e, мм
|
g, мм
|
g1, мм
|
|||||||
|
ширина шва, не менее
|
высота шва
|
выпуклость корня шва, не более
|
вогнутость корня шва, не более
|
||||||||
|
поворотный стык
|
неповоротный стык
|
||||||||||
|
С-24-2
|
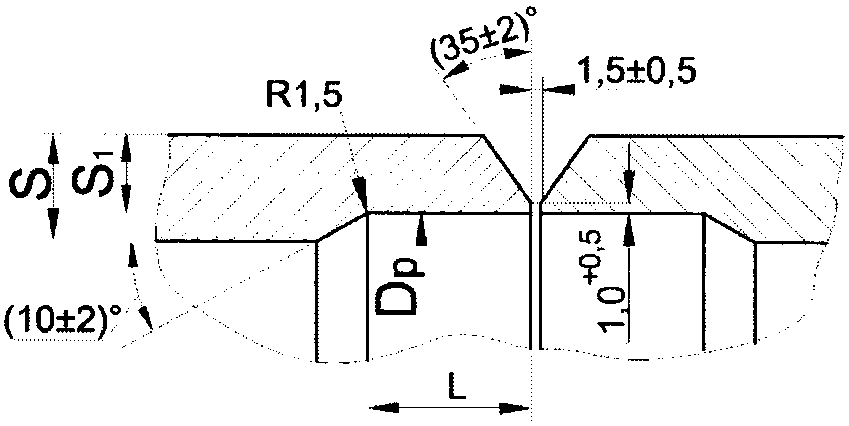 |
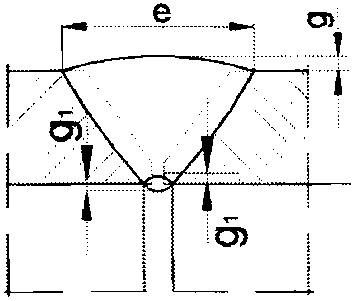 |
40
52
|
377,0 x 6,0
|
367+0.57
|
4,0
|
14,0 +/- 30
|
|
2,5
|
0,8
|
1,0
|
|
426,0 x 8,0
|
412+0.63
|
5,5
|
16,0 +/- 4,0
|
||||||||
|
530,0 x 8,0
|
516+0.70
|
5,8
|
|||||||||
|
630,0 x 8,0
|
616+0.70
|
6,2
|
1,0
|
1,2
|
|||||||
|
630,0 x 12,0
|
608+0.70
|
9,5
|
22,0 +/- 5,0
|
1,2
|
1,5
|
||||||
Таблица N 5.22
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Типоразмер труб из стали аустенитного класса, Dн x S, мм
|
Диаметр расточки, Dp, мм
|
Минимальная толщина стенки S1, мм
|
Размеры шва
|
|||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
e, мм
|
g, мм
|
g1, мм
|
|||||||
|
ширина шва, не менее
|
высота шва
|
выпуклость корня шва, не более
|
вогнутость корня шва, не более
|
||||||||
|
поворотный стык
|
неповоротный стык
|
||||||||||
|
С-25
|
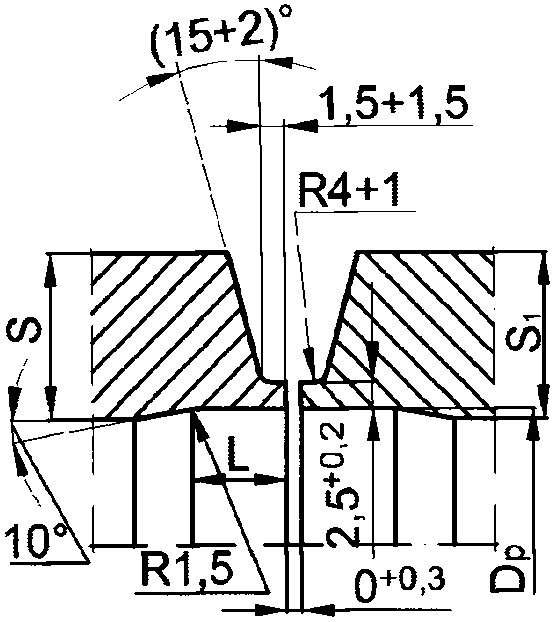 |
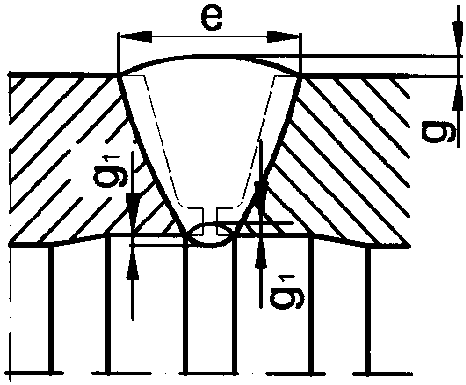 |
40
52
|
159,0 x 7,0
|
148+0.63
|
4,0
|
12,0
|
2,0 +/- 1,5
|
2,0
|
0,8
|
1,0
|
|
108,0 x 8,0
|
95+0.54
|
4,7
|
13,0
|
||||||||
|
133,0 x 8,0
|
119+0.54
|
5,8
|
|||||||||
|
159,0 x 9,0
|
142+0.63
|
6,9
|
14,0
|
2,5
|
1,0
|
1,2
|
|||||
|
219,0 x 9,0
|
204+0.72
|
5,5
|
|||||||||
|
273,0 x 10,0
|
256+0.81
|
6,5
|
15,0
|
3,0 +/- 2,0
|
1,2
|
1,6
|
|||||
|
219,0 x 13,0
|
195+0.72
|
9,5
|
18,0
|
||||||||
|
325,0 x 13,0
|
303+0.81
|
8,5
|
|||||||||
|
377,0 x 13,0
|
354+0.89
|
9,0
|
|||||||||
|
426,0 x 14,0
|
401+0.97
|
9,8
|
|||||||||
|
273,0 x 16,0
|
244+0.72
|
11,8
|
19,0
|
||||||||
|
465,0 x 16,0
|
437+0.97
|
10,8
|
|||||||||
|
630,0 x 17,0
|
598+0.97
|
14,0
|
20,0
|
1,5
|
1,6
|
||||||
|
325,0 x 19,0
|
290+0.35
|
14,2
|
|||||||||
|
720,0 x 22,0
|
678+0.97
|
16,5
|
22,0
|
||||||||
|
426,0 x 24,0
|
382+0.89
|
18,5
|
23,0
|
||||||||
|
Длина расточки L под ультразвуковой контроль устанавливается конструкторской документацией.
|
630,0 x 25,0
|
582+0.97
|
22,0
|
24,0
|
|||||||
|
630,0 x 28,0
|
480+0.97
|
19,0
|
26,0
|
||||||||
Таблица N 5.23
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Типоразмер труб из стали аустенитного класса, Dн x S, мм
|
Диаметр расточки, Dp, мм
|
Минимальная толщина стенки S1, мм
|
Размеры шва
|
|||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
e, мм
|
g, мм
|
g1, мм
|
|||||||
|
ширина шва, не менее
|
высота шва
|
выпуклость корня шва, не более
|
вогнутость корня шва, не более
|
||||||||
|
поворотный стык
|
неповоротный стык
|
||||||||||
|
С-26-1
|
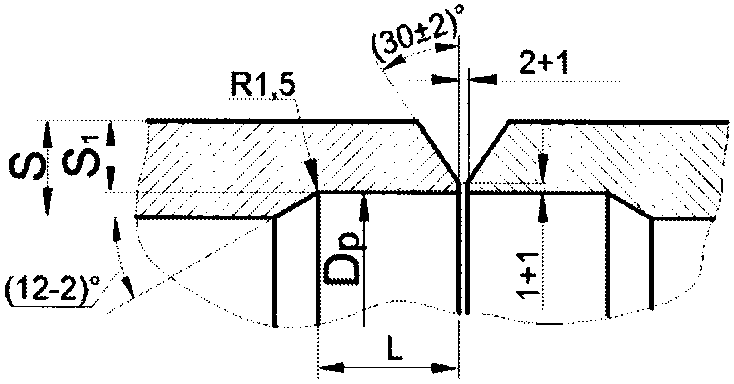 |
 |
40
52
|
720,0 x 8,0
|
706+0.80
|
5,5
|
16,0 +/- 3,0
|
|
2,5
|
0,8
|
1,0
|
|
820,0 x 9,0
|
804+0.90
|
6,5
|
18,0 +/- 4,0
|
||||||||
|
920,0 x 10,0
|
902+0,90
|
7,5
|
19,0 +/- 4,0
|
1,0
|
1,2
|
||||||
|
1020,0 x 10,0
|
1002+1.00
|
7,5
|
|||||||||
|
1220,0 x 11,0
|
1201+1.00
|
8,0
|
|||||||||
|
1420,0 x 14,0
|
1395+1.00
|
10,5
|
24,0 +/- 5,0
|
1,2
|
1,6
|
||||||
|
1620,0 x 14,0
|
1595+1.00
|
10,5
|
|||||||||
Таблица N 5.24
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Типоразмер труб из стали аустенитного класса, Dн x S, мм
|
Диаметр расточки, Dp, мм
|
Минимальная толщина стенки S1, мм
|
Размеры шва
|
|||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
e, мм
|
g, мм
|
g1, мм
|
|||||||
|
ширина шва, не менее
|
высота шва
|
выпуклость корня шва, не более
|
вогнутость корня шва, не более
|
||||||||
|
поворотный стык
|
неповоротный стык
|
||||||||||
|
С-26-2
|
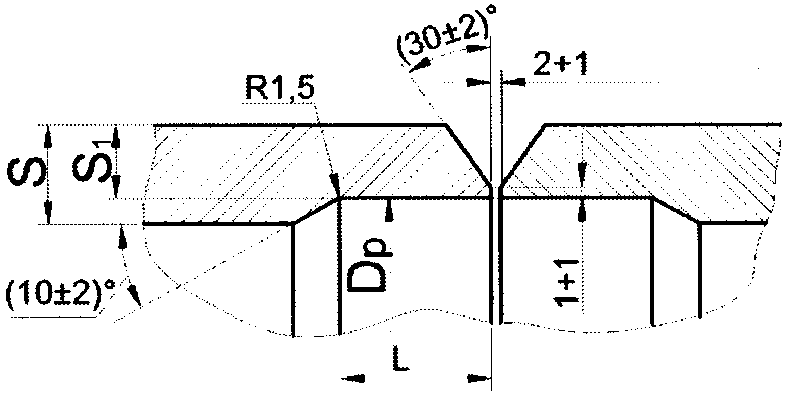 |
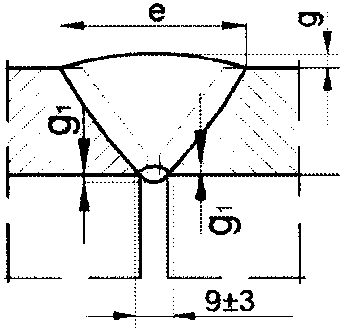 |
40
52
|
720,0 x 10,0
|
703+0.80
|
7,2
|
19,0 +/- 4,0
|
2,0 +/- 1,5
|
2,5
|
-
|
-
|
|
820,0 x 10,0
|
803+0.90
|
8,2
|
|||||||||
|
920,0 x 10,0
|
903+0.90
|
7,0
|
|||||||||
|
1020,0 x 10,0
|
1003+1.00
|
7,0
|
|||||||||
|
1220,0 x 10,0
|
1203+1.00
|
8,0
|
|||||||||
Таблица N 5.25
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
e, мм
|
g, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-27
|
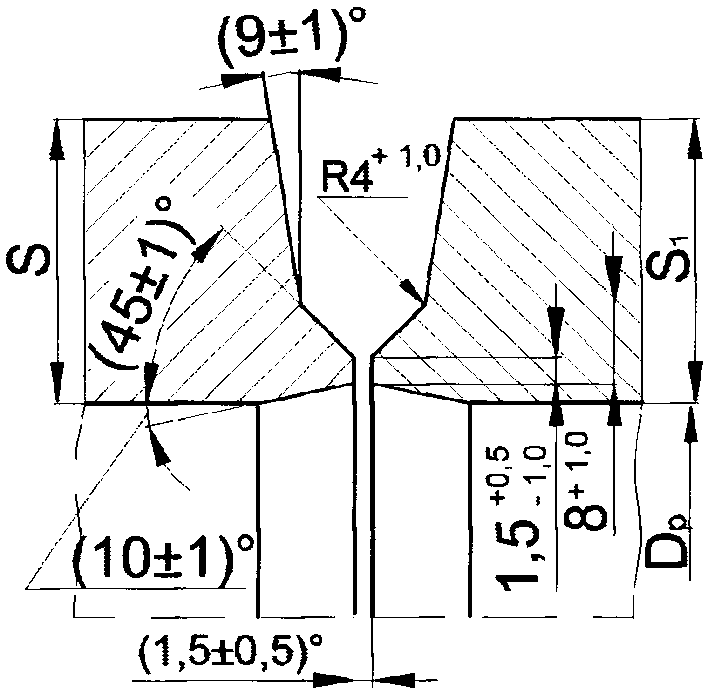 |
 |
30
40
|
38,0
|
27,0
|
+/- 5,0
|
2,5
|
+2,5
-2,0
|
|
40,0
|
28,0
|
|||||||
|
42,0
|
29,0
|
3,5
|
+2,5
-3,0
|
|||||
|
45,0
|
30,0
|
|||||||
|
50,0
|
31,0
|
|||||||
|
55,0
|
33,0
|
|||||||
|
60,0
|
35,0
|
|||||||
|
65,0
|
37,0
|
|||||||
|
70,0
|
39,0
|
|||||||
Таблица N 5.26
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
e, мм
|
g, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-27-1
|
 |
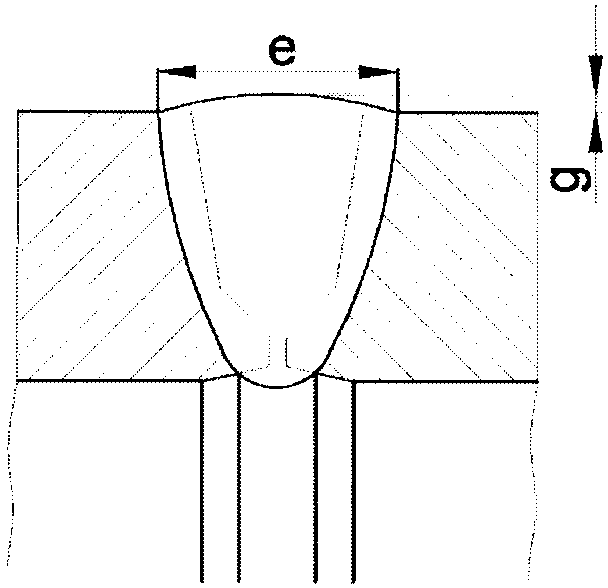 |
52
40
|
38,0
|
21,0
|
+/- 5,0
|
2,5
|
+2,5
-2,0
|
|
40,0
|
22,0
|
|||||||
|
42,0
|
23,0
|
3,5
|
+2,5
-3,0
|
|||||
|
45,0
|
24,0
|
|||||||
|
50,0
|
26,0
|
|||||||
|
55,0
|
27,0
|
|||||||
|
60,0
|
28.0
|
|||||||
|
65,0
|
29,0
|
|||||||
|
70,0
|
31,0
|
|||||||
Таблица N 5.27
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
b, мм
|
e, мм
|
g, мм
|
g1, мм
|
|||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-27-2
|
 |
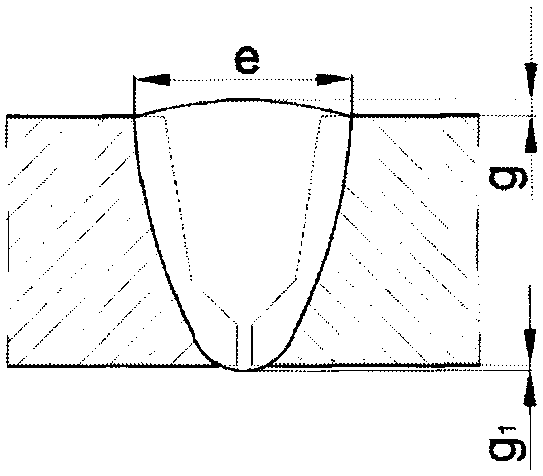 |
11
|
10,0
|
0
|
+3,0
|
15,0
|
+2,0
|
2,0
|
+2,0
-1,5
|
1,0
|
+/- 1,0
|
|
15,0
|
17,0
|
|||||||||||
|
20,0
|
19,0
|
|||||||||||
|
25,0
|
21,0
|
+4,0
|
||||||||||
|
30,0
|
22,0
|
|||||||||||
|
35,0
|
24,0
|
|||||||||||
|
40,0
|
26,0
|
|||||||||||
|
30
|
10,0
|
1,5
|
+/- 0,5
|
17,0
|
+2,0
|
|||||||
|
15,0
|
19,0
|
|||||||||||
|
20,0
|
21,0
|
|||||||||||
|
25,0
|
23,0
|
+4,0
|
||||||||||
|
40
|
30,0
|
24,0
|
||||||||||
|
35,0
|
26,0
|
|||||||||||
|
40,0
|
28,0
|
|||||||||||
Таблица N 5.28
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
e, мм
|
g, мм
|
g1, мм
|
||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-27-3
|
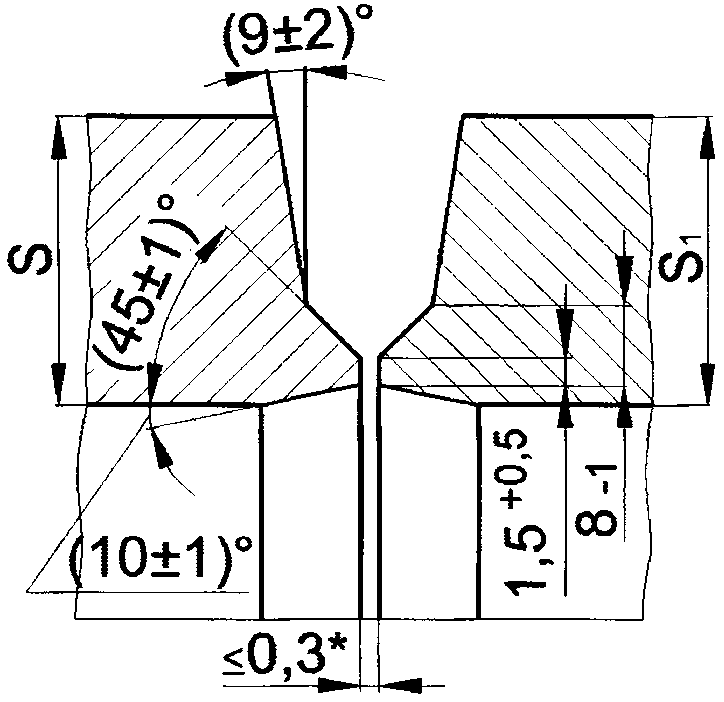 |
 |
11
30
40
|
60,0
|
50,0
|
+/- 5,0
|
4,0
|
+/- 3,0
|
0
|
+2,0
-1,5
|
|
100,0
|
55,0
|
|||||||||
|
110,0
|
60,0
|
|||||||||
|
<*> Допускается зазор 1 +/- 1.
|
||||||||||
Таблица N 5.29
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
e, мм
|
e1, мм
|
g, мм
|
||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-33
|
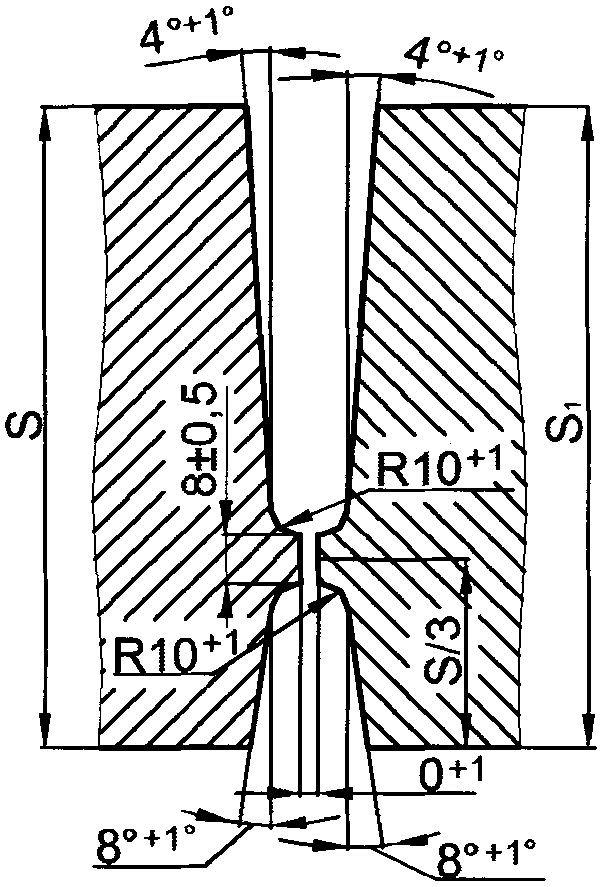 |
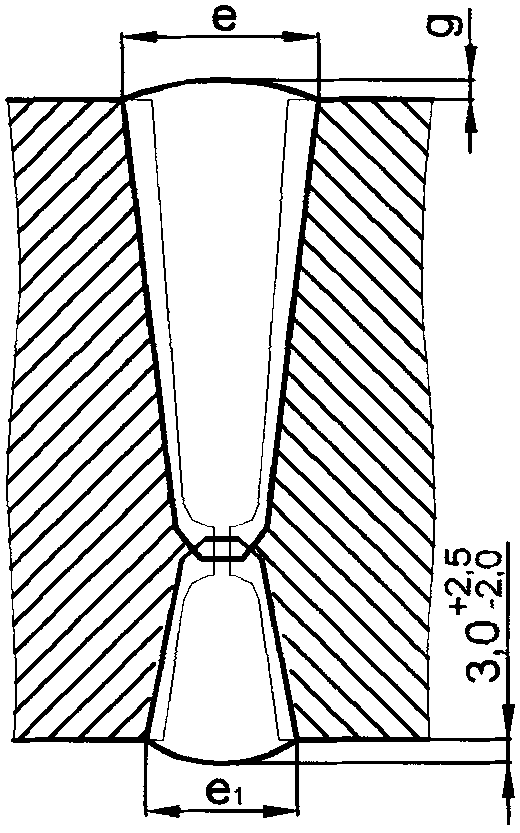 |
10
|
90,0
|
35,0
|
+/- 6,0
|
30,0
|
+/- 5,0
|
35,0
|
+/- 5,0
|
|
120,0
|
38,0
|
31,0
|
||||||||
|
150,0
|
41,0
|
33,0
|
||||||||
|
180,0
|
44,0
|
35,0
|
||||||||
|
240,0
|
49,0
|
38,0
|
||||||||
|
300,0
|
55,0
|
41,0
|
||||||||
|
360,0
|
61,0
|
44,
|
||||||||
Таблица N 5.30
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
e1, мм
|
g, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-33-1
|
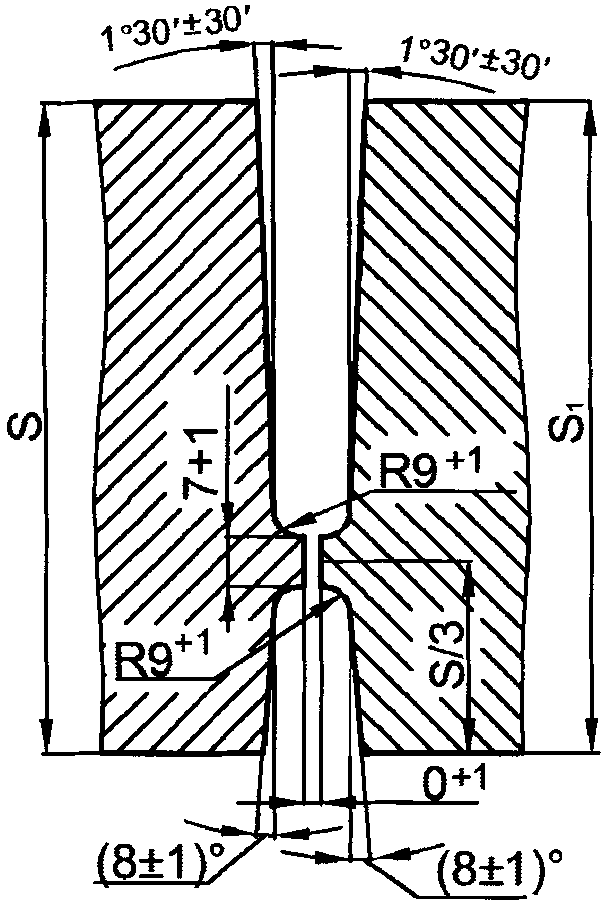 |
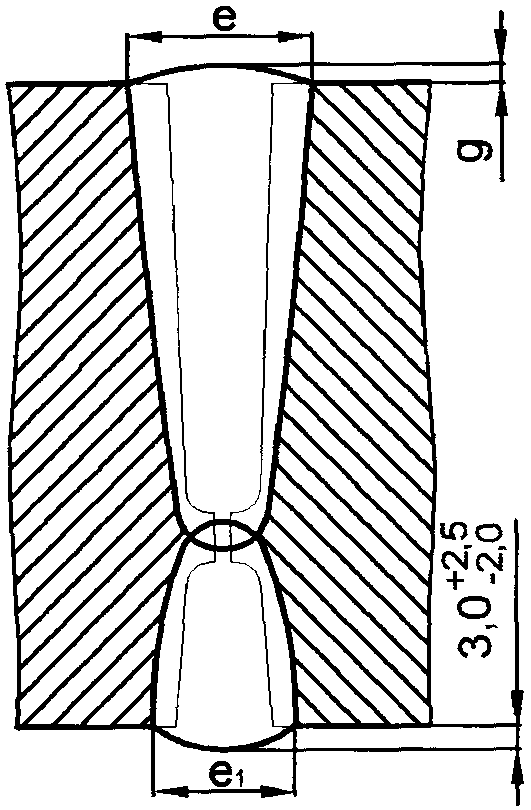 |
10
|
90,0
|
35,0
|
+/- 6,0
|
30,0
|
+/- 5,0
|
|
120,0
|
38,0
|
31,0
|
||||||
|
150,0
|
41,0
|
33,0
|
||||||
|
180,0
|
44,0
|
35,0
|
||||||
|
240,0
|
49,0
|
38,0
|
||||||
|
300,0
|
55,0
|
41,0
|
||||||
|
360,0
|
61,0
|
44,0
|
||||||
Таблица N 5.31
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
R, мм
|
e, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-34
|
 |
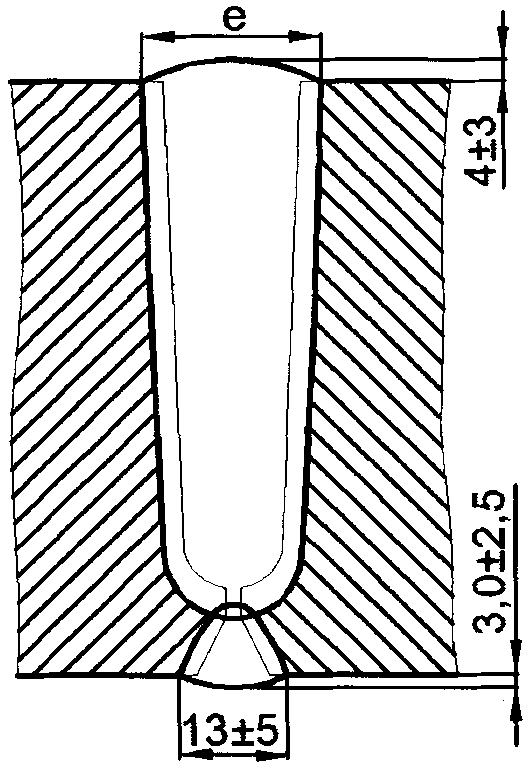 |
10
11
|
60,0
|
7,0
|
+/- 1,0
|
24,0
|
+/- 6,0
|
|
100,0
|
9,0
|
32,0
|
+/- 7,0
|
|||||
|
150,0
|
11,0
|
40,0
|
+/- 8,0
|
|||||
|
250,0
|
12,0
|
50,0
|
+/- 10,0
|
|||||
Таблица N 5.32
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
|
B, мм
|
e, мм
|
||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С-35
|
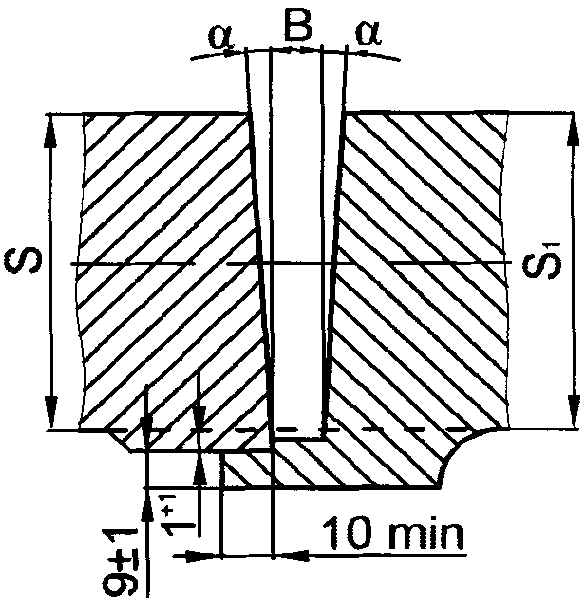 |
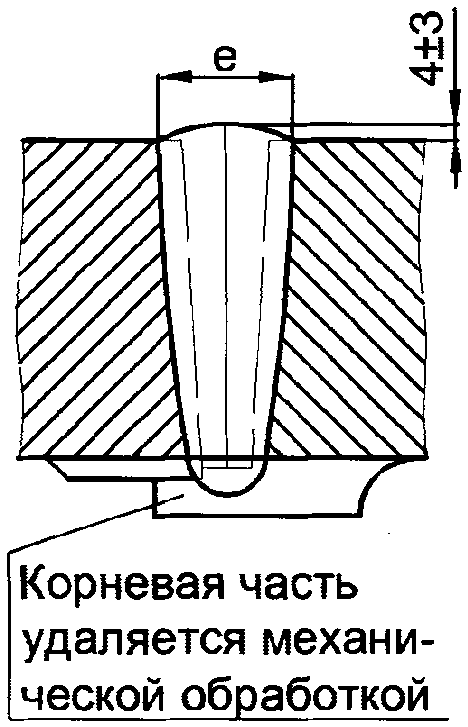 |
10
|
40,0
|
3
|
+/- 1
|
9,0
|
+/- 1,0
|
20,0
|
+/- 5,0
|
|
60,0
|
2
|
14,0
|
25,0
|
+/- 6,0
|
||||||
|
100,0
|
2
|
18,0
|
32,0
|
+/- 6,0
|
||||||
|
150,0
|
2
|
22,0
|
40,0
|
+/- 8,0
|
||||||
|
250,0
|
2
|
24,0
|
50,0
|
+/- 10,0
|
||||||
Таблица N 5.33
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Типоразмер труб из стали аустенитного класса, Dн x S, мм
|
Диаметр расточки, Dp, мм
|
Минимальная толщина стенки S1, мм
|
Размеры шва
|
|||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
e, мм
|
g, мм
|
g1, мм
|
|||||||
|
ширина шва
|
высота шва
|
выпуклость корня шва, не более
|
вогнутость корня шва, не более
|
||||||||
|
поворотный стык
|
неповоротный стык
|
||||||||||
|
С-42
|
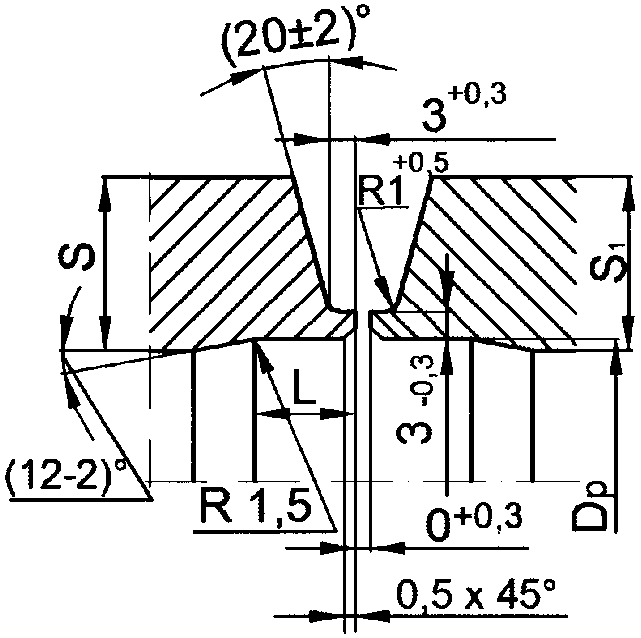 |
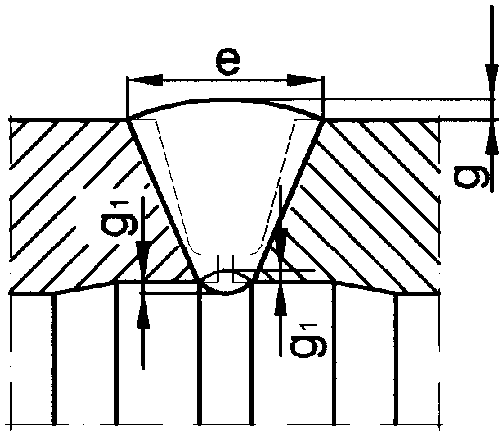 |
40
52
|
76,0 x 4,5
|
68+0.30
|
3,5
|
10,5 +/- 3
|
|
2,0
|
0,6
|
0,8
|
|
89,0 x 5,0
|
80 +0.30
|
3,5
|
11,0 +/- 3
|
||||||||
|
108,0 x 5,0
|
99+0.35
|
3,5
|
|||||||||
|
133,0 x 6,0
|
124+0.40
|
3,5
|
|||||||||
|
159,0 x 6,0
|
150+0.40
|
3,5
|
2,5
|
||||||||
|
219,0 x 11,0
|
200+0.46
|
7,5
|
15,0 +/- 4
|
|
1,0
|
1,2
|
|||||
|
220,0 x 7,0
|
209+0.46
|
4,5
|
12,5 +/- 4
|
|
0,8
|
1,0
|
|||||
|
273,0 x 11,0
|
255+0.52
|
6,5
|
15,0 +/- 4
|
|
1,0
|
1,2
|
|||||
|
Длина расточки L труб из стали аустенитного класса должна быть:
10+3 мм - для труб с толщиной стенки 15,0 мм и менее;
20+3 мм - для труб с толщиной стенки более 15,0 мм
|
325,0 x 12,0
|
305+0.52
|
7,0
|
16,0 +/- 5
|
|||||||
Таблица N 5.34
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Типоразмер труб из стали аустенитного класса, Dн x S, мм
|
Диаметр расточки, Dp, мм
|
Минимальная толщина стенки, S1, мм
|
Размеры шва
|
|||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
e, мм
|
g, мм
|
g1, мм
|
|||||||
|
ширина шва, не менее
|
высота шва
|
выпуклость корня шва, не более
|
вогнутость корня шва, не более
|
||||||||
|
поворотный стык
|
неповоротный стык
|
||||||||||
|
С-42-1
|
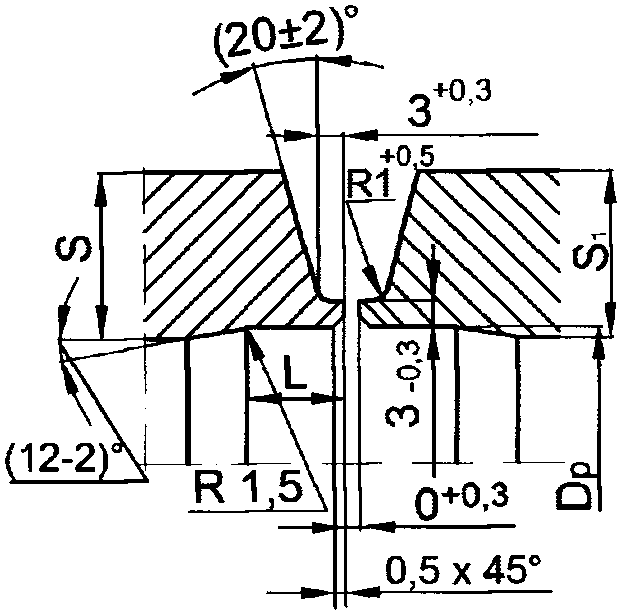 |
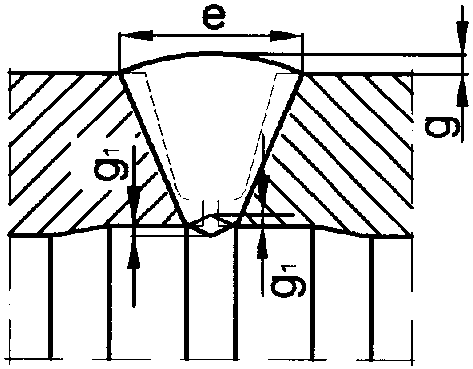 |
40
52
|
108,0 x 5,0
|
100+0.23
|
2,7
|
8,0
|
|
2,0
|
0,4
|
0,6
|
|
57,0 x 5,5
|
47+0.30
|
4,3
|
9,0
|
0,8
|
1,0
|
||||||
|
133,0 x 6,0
|
124+0.23
|
3,2
|
0,6
|
0,8
|
|||||||
|
159,0 x 6,5
|
149+0.26
|
3,8
|
2,5
|
0,6
|
0,8
|
||||||
|
76,0 x 7,0
|
63+0.23
|
5,6
|
10,0
|
2,0
|
0,8
|
1,0
|
|||||
|
108,0 x 7,0
|
97+0.23
|
4,8
|
|
0,8
|
1,0
|
||||||
|
89,0 x 8,0
|
74+0.23
|
6,5
|
1,0
|
1,2
|
|||||||
|
133,0 x 8,0
|
120+0.23
|
5,7
|
0,8
|
1,0
|
|||||||
|
220,0 x 8,0
|
208+0.30
|
4,3
|
8,0
|
2,5
|
0,8
|
1,0
|
|||||
|
108,0 x 9,0
|
93+0.23
|
6,0
|
11,0
|
2,0
|
0,8
|
1,0
|
|||||
|
159,0 x 9,0
|
143+0.26
|
6,7
|
12,0
|
2,5
|
1,0
|
1,2
|
|||||
|
133,0 x 11,0
|
114+0.23
|
8,0
|
2,0
|
1,0
|
1,2
|
||||||
|
273,0 x 11,0
|
255+0.30
|
7,3
|
10,0
|
2,5
|
1,0
|
1,2
|
|||||
|
108,0 x 12,0
|
88+0.23
|
9,0
|
13,0
|
1,2
|
1,2
|
1,6
|
|||||
|
219,0 x 12,0
|
199+0.30
|
8,8
|
11,0
|
2,5
|
1,2
|
1,6
|
|||||
|
325,0 x 12,0
|
305+0.34
|
7,8
|
1,0
|
1,2
|
|||||||
|
159,0 x 13,0
|
137+0.26
|
9,5
|
12,0
|
1,2
|
1,6
|
||||||
|
133,0 x 14,0
|
109+0.23
|
10,9
|
15,0
|
2,0
|
1,2
|
1,6
|
|||||
|
325,0 x 16,0
|
297+0.34
|
12,4
|
14,0
|
2,5
|
1,5
|
1,6
|
|||||
|
159,0 x 17,0
|
130+0.26
|
12,9
|
15,0
|
1,5
|
1,6
|
||||||
|
Длина расточки L труб из стали аустенитного класса должна быть:
10+3 мм - для труб с толщиной стенки 15,0 мм и менее;
20+3 мм - для труб с толщиной стенки более 15,0 мм
|
245,0 x 19,0
|
212+0.30
|
14,5
|
14,0
|
1,5
|
1,6
|
|||||
|
273,0 x 20,0
|
236+0.30
|
16,5
|
15,0
|
1,5
|
1,6
|
||||||
Таблица N 5.35
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
S1, мм
|
e, мм
|
g, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||
|
У-1
|
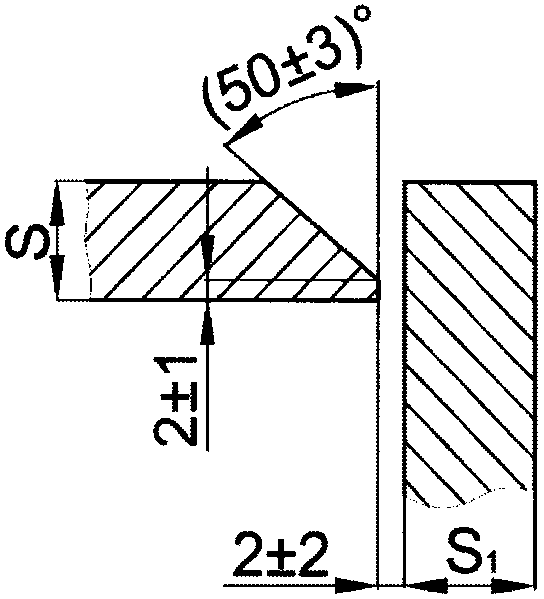 |
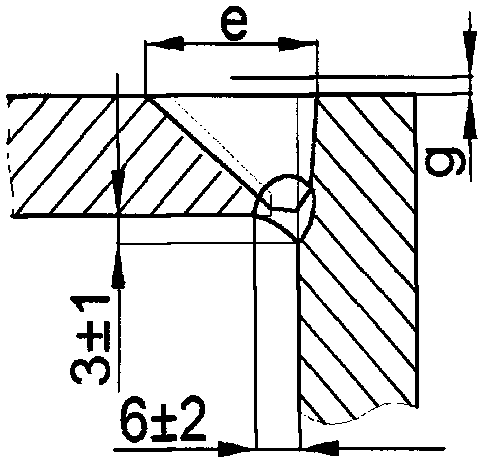 |
11
31
40
|
10,0
|
>= 0,75S
|
19,0
|
+4,0
|
2,0
|
+/- 1
|
|
12,0
|
22,0
|
+5,0
|
2,5
|
+2,0
-1,5
|
|||||
|
14,0
|
26,0
|
||||||||
|
16,0
|
29,0
|
||||||||
|
18,0
|
32,0
|
+6,0
|
+2,5
-1,5
|
||||||
|
20,0
|
35,0
|
||||||||
Таблица N 5.36
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
h1, мм
|
e, мм
|
g, мм
|
e1, мм
|
g1, мм
|
||||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
У-2
|
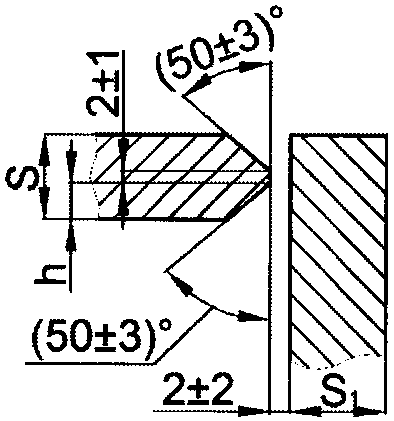 |
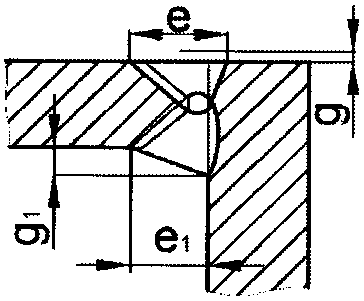 |
10
30
|
20,0
|
7,0
|
+/- 1,0
|
25,0
|
+/- 5,0
|
2,5
|
+2,0
-1,5
|
16,0
|
+/- 3,0
|
8,0
|
+/- 2,0
|
|
22,0
|
28,0
|
|||||||||||||
|
25,0
|
8,0
|
32,0
|
+/- 6,0
|
18,0
|
9,0
|
|||||||||
|
28,0
|
36,0
|
|||||||||||||
|
30,0
|
10,0
|
36,0
|
21,0
|
+/- 4,0
|
10,0
|
|||||||||
|
34,0
|
44,0
|
+/- 8,0
|
3,0
|
+2,5
-2,0
|
||||||||||
|
S1 >= 0,75S
|
36,0
|
12,0
|
47,0
|
24,0
|
12,0
|
|||||||||
|
40,0
|
50,0
|
|||||||||||||
Таблица N 5.37
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
e, мм
|
g, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
У-3
|
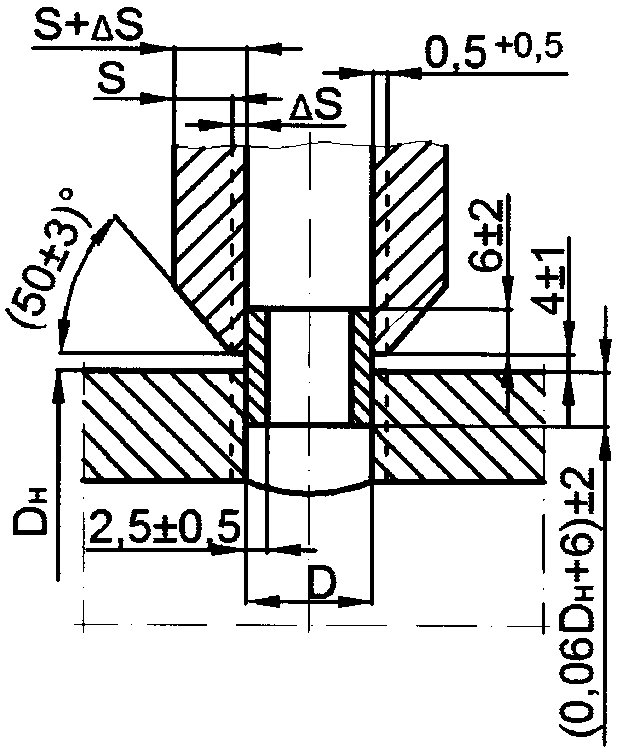 |
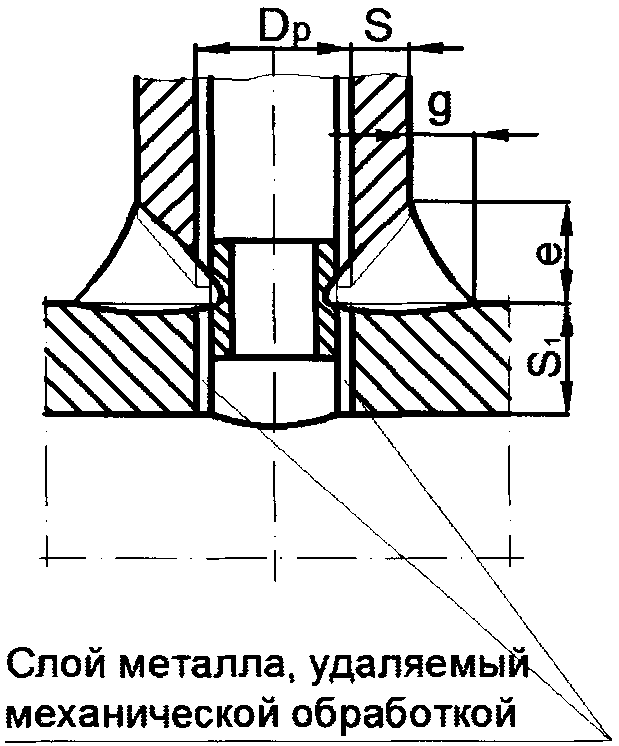 |
32
42
52
|
4,0
|
14,0
|
+/- 3,0
|
7,0
|
+3,0
-2,0
|
|
6,0
|
17,0
|
8,0
|
||||||
|
8,0
|
20,0
|
10,0
|
||||||
|
10,0
|
24,0
|
+/- 4,0
|
12,0
|
+/- 3,0
|
||||
|
12,0
|
28,0
|
14,0
|
||||||
|
14,0
|
32,0
|
+/- 5,0
|
16,0
|
+4,0
-3,0
|
||||
|
16,0
|
36,0
|
18,0
|
||||||
  |
S1 >= 07S
|
18,0
|
40,0
|
20,0
|
||||
|
20,0
|
44,0
|
+/- 6,0
|
22,0
|
+/- 4,0
|
||||
Таблица N 5.38
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
e, мм
|
g, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
У-4
|
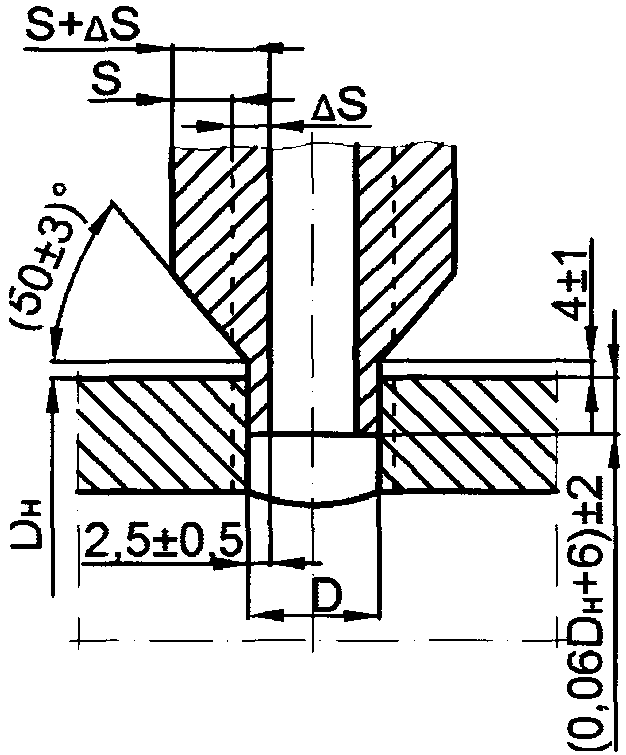 |
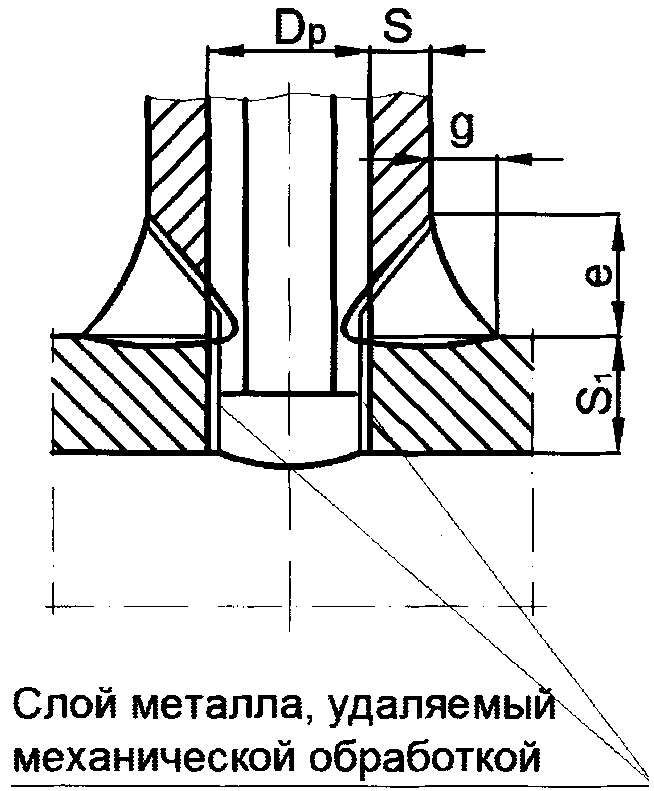 |
32
42
52
|
4,0
|
14,0
|
+/- 3,0
|
7,0
|
+3,0
-2,0
|
|
6,0
|
17,0
|
8,0
|
||||||
|
8,0
|
20,0
|
10,0
|
||||||
|
10,0
|
24,0
|
+/- 4,0
|
12,0
|
+/- 3,0
|
||||
|
12,0
|
28,0
|
14,0
|
||||||
|
14,0
|
32,0
|
+/- 5,0
|
16,0
|
+4,0
-3,0
|
||||
|
16,0
|
36,0
|
18,0
|
||||||
  |
S1 >= 07S
|
18,0
|
40,0
|
20,0
|
||||
|
20,0
|
44,0
|
+/- 6,0
|
22,0
|
+/- 4,0
|
||||
Таблица N 5.39
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
e, мм
|
g, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
У-5
|
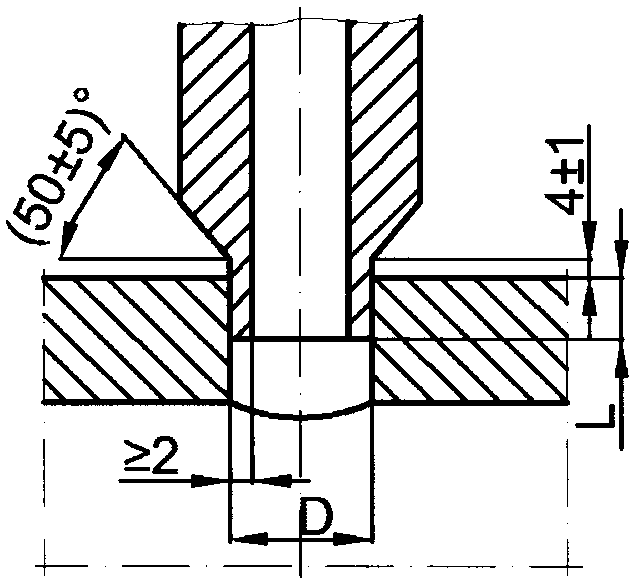 |
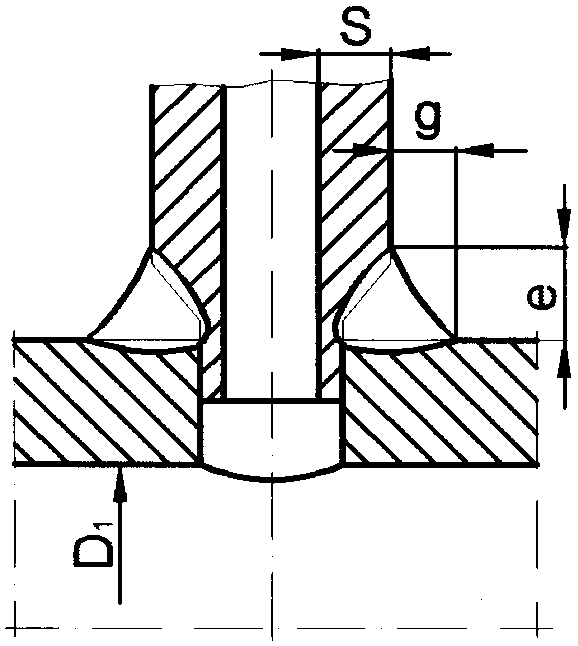 |
32
42
52
|
4,0
|
5,0
|
+/- 2,0
|
5,0
|
+2,0
|
|
5,0
|
6,0
|
|||||||
|
6,0
|
8,0
|
|||||||
|
8,0
|
11,0
|
+/- 4,0
|
6,0
|
+3,0
|
||||
|
10,0
|
14,0
|
8,0
|
||||||
|
Размер L устанавливается для каждого конкретного соединения.
D / D1 <= 0,4
|
12,0
|
17,0
|
9,0
|
|||||
|
14,0
|
20,0
|
10,0
|
||||||
|
16,0
|
23,0
|
11,0
|
+4,0
|
|||||
|
18,0
|
26,0
|
13,0
|
||||||
|
20,0
|
28,0
|
14,0
|
||||||
Таблица N 5.40
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
h, мм
|
e, мм
|
g, мм
|
||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
У-6
|
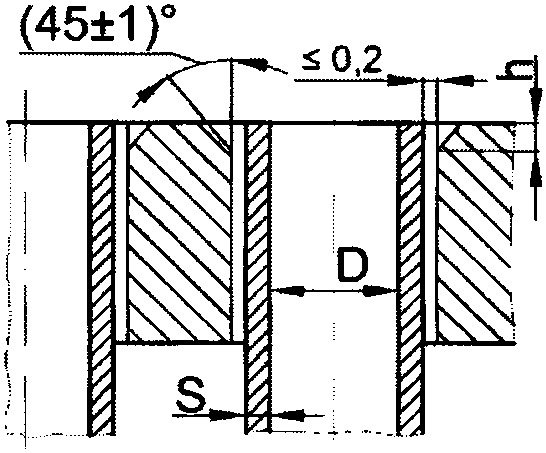 |
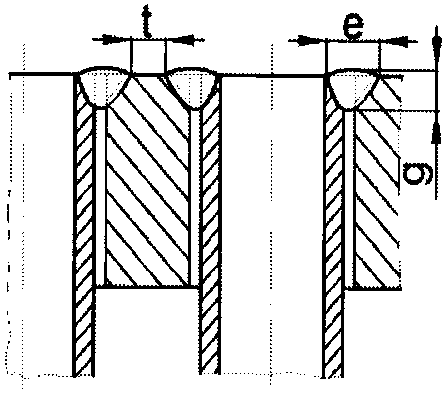 |
52
|
1,0
|
1,5
|
+/- 0,5
|
3,5
|
+1,5
-0,5
|
1,5
|
+0,5
|
|
1,5
|
2,0
|
4,5
|
2,0
|
|||||||
|
2,0
|
2,5
|
5,5
|
2,5
|
|||||||
|
2,5
|
3,0
|
6,5
|
3,0
|
|||||||
|
3,0
|
7,0
|
|||||||||
|
У-7
|
 |
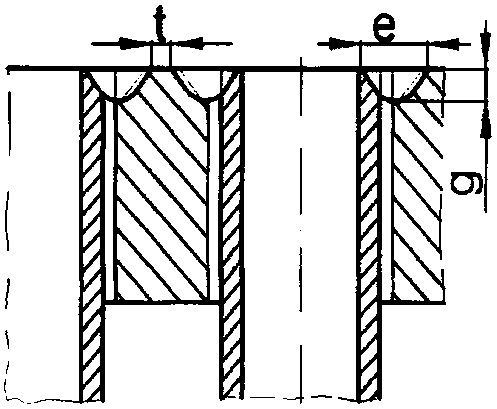 |
51
|
1,0
|
1,5
|
+/- 0,5
|
3,0
|
1,5
|
+0,5
|
|
|
1,5
|
2,0
|
3,5
|
2,0
|
|||||||
|
2,0
|
2,5
|
4,0
|
2,5
|
|||||||
|
2,5
|
3,0
|
4,5
|
+2,5
-0,5
|
3,0
|
||||||
|
Минимальное расстояние между краями швов t устанавливается конструкторской документацией
|
3,0
|
5,0
|
||||||||
Таблица N 5.41
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
e, мм
|
g, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
У-8
|
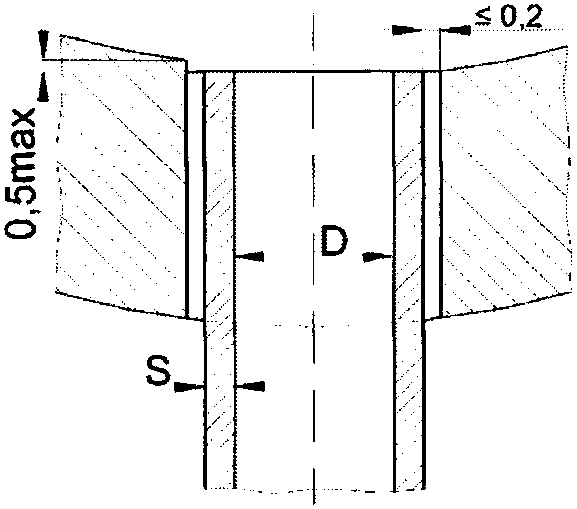 |
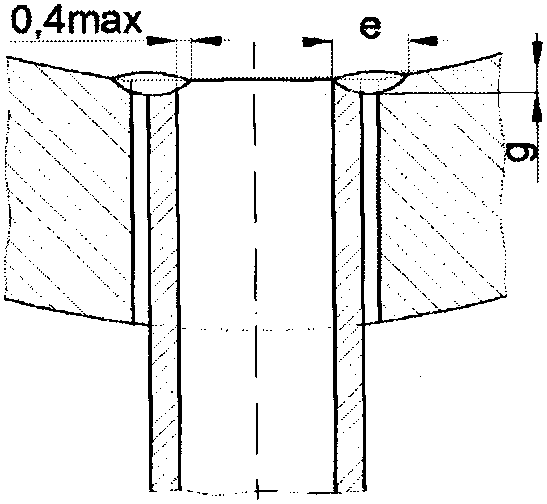 |
51
|
1,0
|
3,0
|
+1,5
-0,5
|
1,5
|
+0,5
|
|
1,5
|
3,5
|
2,0
|
||||||
|
2,0
|
4,0
|
2,5
|
||||||
|
2,5
|
4,5
|
+2,5
-0,5
|
3,0
|
|||||
|
3,0
|
5,0
|
|||||||
Таблица N 5.42
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
h1, мм
|
R, мм
|
t, мм не менее
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||
|
У-9
|
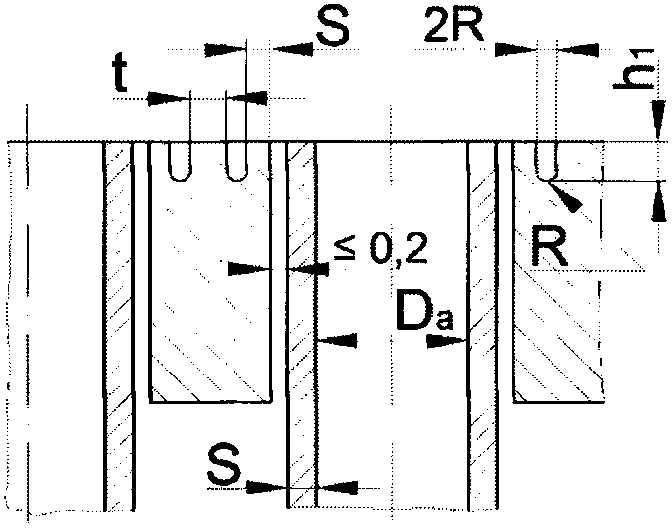 |
 |
51
|
1,0
|
3,5
|
+/- 0,5
|
0,5
|
+/- 0,2
|
1,0
|
|
1,5
|
0,8
|
1,5
|
|||||||
|
2,0
|
4,0
|
1,0
|
2,0
|
||||||
|
2,5
|
4,5
|
1,2
|
2,5
|
||||||
|
3,0
|
5,0
|
1,5
|
3,0
|
||||||
Таблица N 5.43
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
e, мм
|
g, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
У-10
|
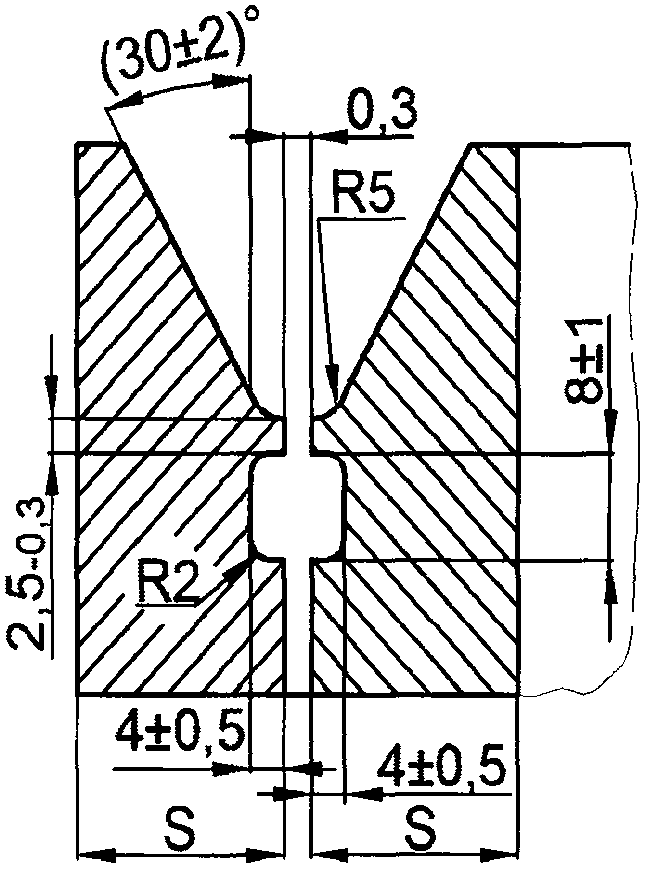 |
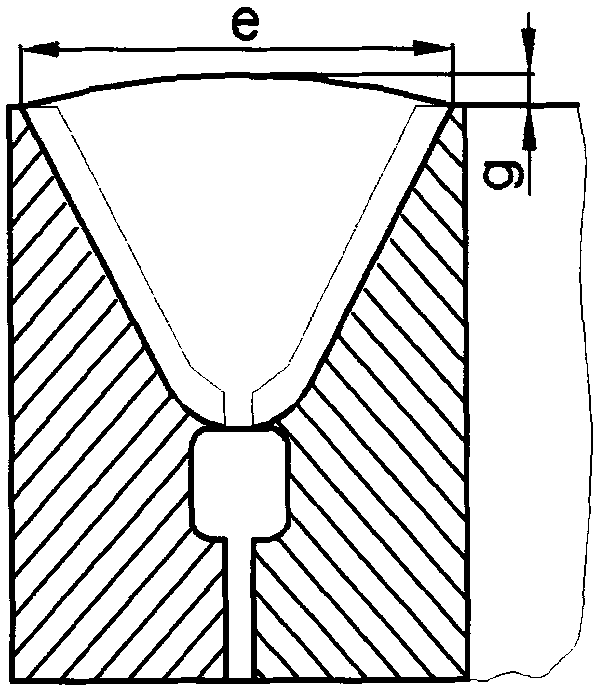 |
40
|
22,0
|
36,0
|
+3,0
|
2,0
|
+2,0
-1,0
|
|
24,0
|
39,0
|
|||||||
|
26,0
|
41,0
|
|||||||
|
30,0
|
46,0
|
|||||||
|
34,0
|
49,0
|
|||||||
|
40,0
|
59,0
|
|||||||
|
44,0
|
64,0
|
|||||||
|
50,0
|
72,0
|
|||||||
|
54,0
|
76,0
|
3,0
|
+/- 2,0
|
|||||
|
60,0
|
87,0
|
|||||||
|
64,0
|
90,0
|
|||||||
|
70,0
|
97,0
|
|||||||
Таблица N 5.44
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Суммарная толщина стенки многослойного сильфона, S, мм
|
e, мм
|
g, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
У-11
|
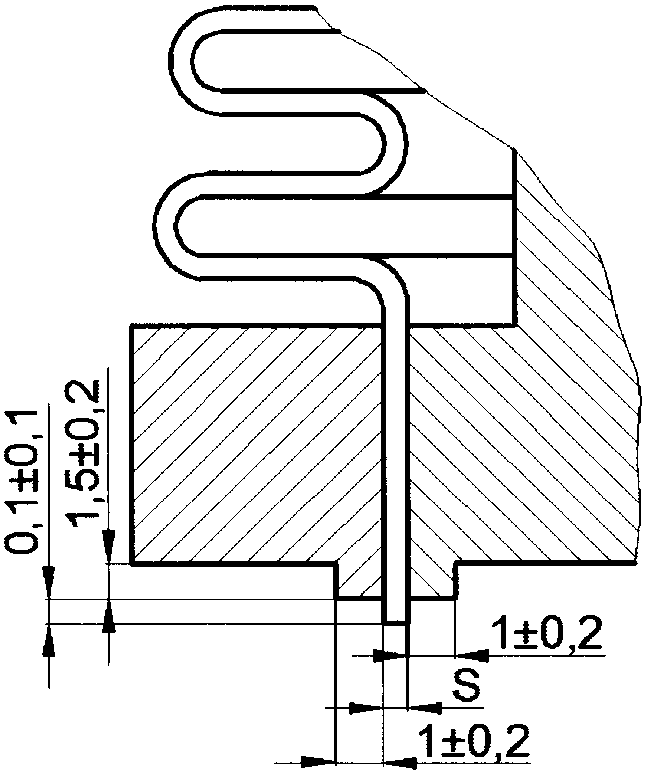 |
 |
51
52
|
0,85 +/- 0,1
|
2,85
|
+/- 0,5
|
1,5
|
-0,5
|
Таблица N 5.45
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Условный проход, мм
|
Размеры присоединяемой к штуцеру трубы, мм
|
Размеры шва, мм
|
|||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
|||||||||
|
штуцера
|
основного трубопровода
|
e
|
e1
|
g
|
g1
|
|||||
|
У-12
|
 |
Кромка "Б"
|
30
40
52
|
10,0
|
65,0 - 1200,0
|
14,0 x 2,0
|
5,0
|
6,0
|
2,0
|
2,0
|
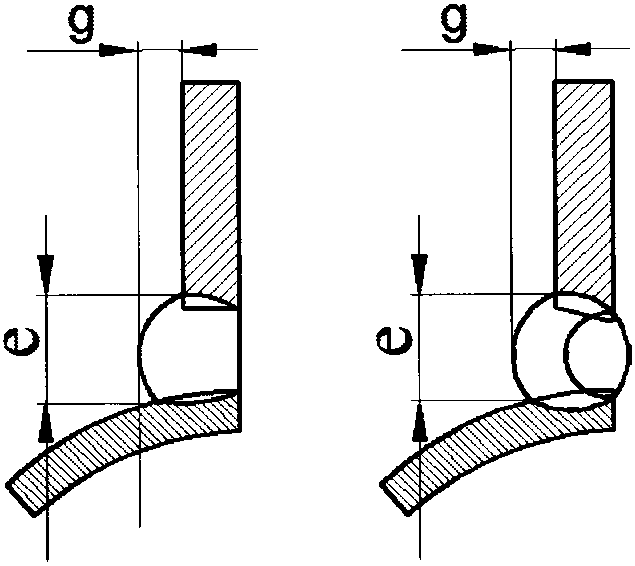 |
15,0
|
80,0 - 1200,0
|
18,0 x 2,5
|
|||||||
|
20,0
|
100,0 - 1200,0
|
25,0 x 3,0
|
||||||||
|
25,0
|
125,0 - 1200,0
|
32,0 x 2,5
|
||||||||
|
После механической обработки
|
32,0
|
150,0 - 1200,0
|
38,0 x 3,0
|
|||||||
 |
50,0
|
150,0 - 400,0
|
57,0 x 3,0
|
7,0
|
||||||
|
500,0 - 1200,0
|
6,0
|
|||||||||
|
60,0
|
150,0
|
76,0 x 4,5
|
10,0
|
13,0
|
5,0
|
5,0
|
||||
|
200,0 - 250,0
|
11,0
|
|||||||||
|
600,0 - 1200,0
|
9,0
|
|||||||||
Таблица N 5.46
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Условный проход, мм
|
Размеры присоединяемой к штуцеру трубы, мм
|
Размеры шва, мм
|
|||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
|||||||||
|
штуцера
|
основного трубопровода
|
e
|
e1
|
G
|
g1
|
|||||
|
У-13
|
 |
 |
30
40
52
|
125,0
|
125,0
|
133,0 x 4,0
|
10,0
|
7,0
|
2,0
|
4,0
|
|
150,0
|
14,0
|
|||||||||
|
200,0
|
15,0
|
9,0
|
5,0
|
5,0
|
||||||
|
19,0
|
14,0
|
7,0
|
7,0
|
|||||||
|
250,0
|
13,0
|
9,0
|
5,0
|
5,0
|
||||||
|
300,0
|
20,0
|
14,0
|
7,0
|
7,0
|
||||||
|
350,0; 400,0
|
13,0
|
9,0
|
5,0
|
5,0
|
||||||
|
500,0; 600,0
|
12,0
|
9,0
|
5,0
|
5,0
|
||||||
|
600,0; 900,0
|
16,0
|
14,0
|
7,0
|
7,0
|
||||||
|
от 700,0 до 1000,0
|
11,0
|
9,0
|
5,0
|
5,0
|
||||||
|
от 1200,0 до 1600,0
|
10,0
|
|||||||||
|
150,0
|
150,0
|
159,0 x 5,0
|
12,0
|
8,0
|
2,0
|
4,0
|
||||
|
200,0
|
13,0
|
|||||||||
|
18,0
|
13,0
|
3,0
|
7,0
|
|||||||
 |
||||||||||
|
250,0
|
14,0
|
11,0
|
5,0
|
5,0
|
||||||
|
20,0
|
15,0
|
8,0
|
8,0
|
|||||||
|
300,0
|
14,0
|
11,0
|
5,0
|
5,0
|
||||||
|
20,0
|
15,0
|
8,0
|
8,0
|
|||||||
|
350,0; 400,0
|
15,0
|
11,0
|
5,0
|
5,0
|
||||||
|
350,0
|
22,0
|
15,0
|
8,0
|
8,0
|
||||||
|
500,0; 600,0
|
14,0
|
11,0
|
5,0
|
5,0
|
||||||
|
19,0
|
15,0
|
8,0
|
8,0
|
|||||||
|
от 700,0 до 900,0
|
13,0
|
11,0
|
5,0
|
5,0
|
||||||
|
от 1000,0 до 1600,0
|
12,0
|
|||||||||
Таблица N 5.47
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Условный проход, мм
|
Размеры присоединяемой к штуцеру трубы, мм
|
d, мм
|
Dн, мм
|
dв, мм
|
S, мм
|
Размеры шва, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
|||||||||||
|
штуцера
|
основного трубопровода
|
e
|
g
|
|||||||||
|
У-14
|
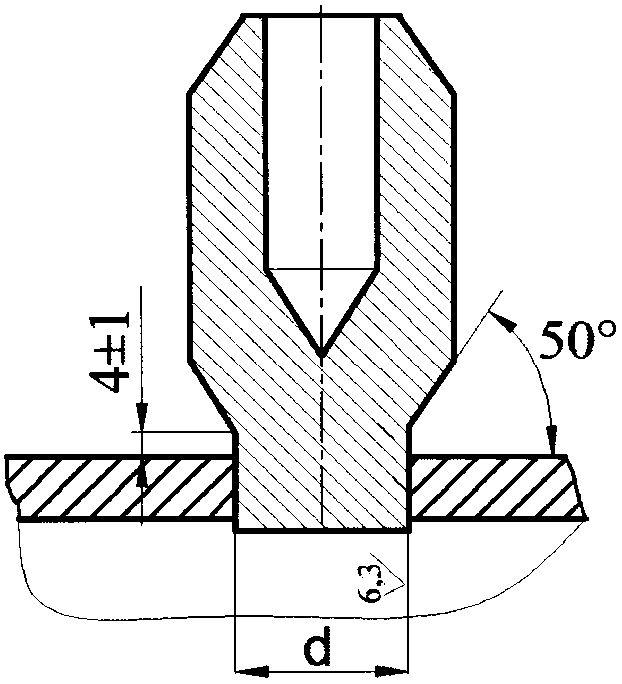 |
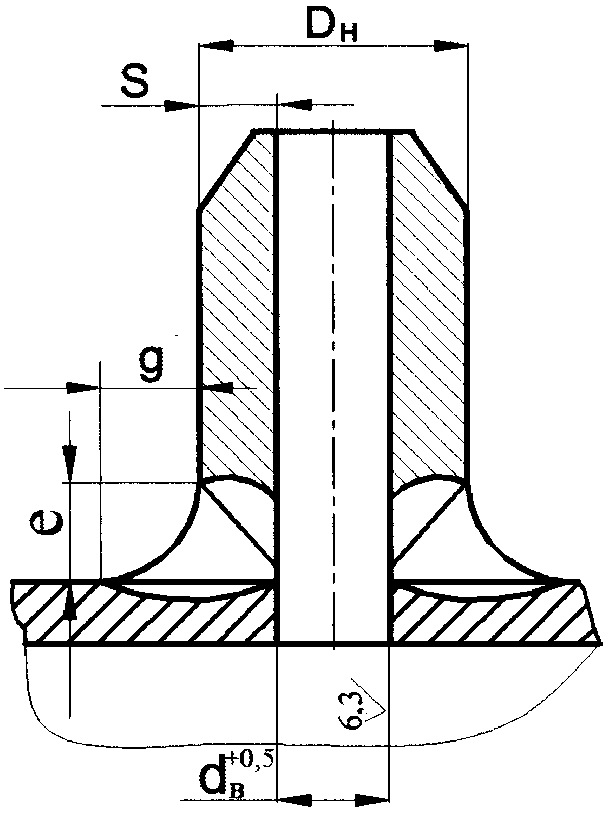 |
30
40
52
|
10,0
|
80,0 - 1600,0
|
14,0 x 2,0
|
7+0.036
|
14,0
|
11,0
|
2,0
|
14,0
|
7,0
|
|
15,0
|
18,0 x 2,0
|
11+0.043
|
18,0
|
15,0
|
||||||||
|
20,0
|
25,0 x 2,0
|
17+0.043
|
25,0
|
22,0
|
3,0
|
|||||||
|
25,0
|
32,0 x 2,0
|
24+0.052
|
32,0
|
29,0
|
4,5
|
16,0
|
8,0
|
|||||
|
32,0
|
38,0 x 2,0
|
29+0.052
|
38,0
|
35,0
|
3,5
|
|||||||
|
50,0
|
57,0 x 3,0
|
47+0.062
|
57,0
|
52,0
|
5,5
|
|||||||
|
65,0
|
76,0 x 3,0
|
65+0.074
|
76,0
|
71,0
|
4,5
|
|||||||
Таблица N 5.48
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
e, мм
|
e1, мм
|
g, мм
|
g1, мм
|
|||||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
Т-1
|
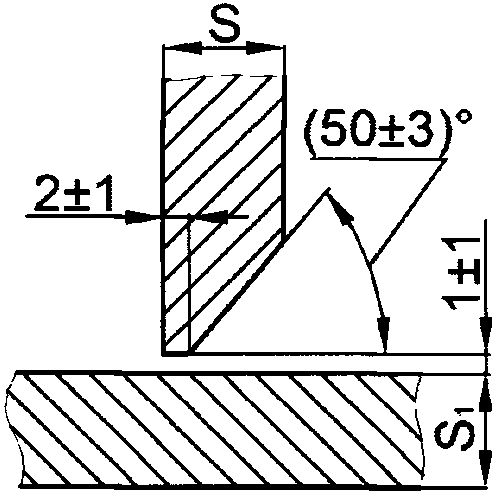 |
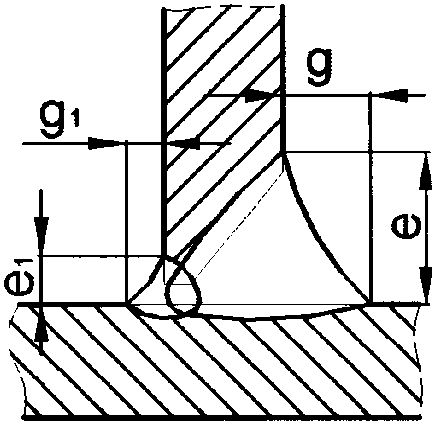 |
11
31
40
52
|
4,0
|
7,0
|
+/- 2,0
|
6,0
|
+/- 2,0
|
4,0
|
+2,0
-1,0
|
3,0
|
+2,0
-1,0
|
|
6,0
|
10,0
|
+/- 3,0
|
8,0
|
+/- 3,0
|
5,0
|
+3,0
-2,0
|
4,0
|
|||||
|
8,0
|
14,0
|
7,0
|
||||||||||
|
10,0
|
16,0
|
10,0
|
8,0
|
5,0
|
||||||||
|
12,0
|
20,0
|
+/- 4,0
|
10,0
|
+4,0
-3,0
|
||||||||
|
14,0
|
24,0
|
14,0
|
+/- 4,0
|
12,0
|
7,0
|
|||||||
|
16,0
|
26,0
|
13,0
|
+3,0
-2,0
|
|||||||||
|
18,0
|
28,0
|
14,0
|
||||||||||
|
20,0
|
30,0
|
18,0
|
15,0
|
+5,0
-1,0
|
9,0
|
|||||||
|
S1 >= S
|
22,0
|
34,0
|
+/- 5,0
|
17,0
|
||||||||
|
25,0
|
37,0
|
18,0
|
||||||||||
Таблица N 5.49
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
e, мм
|
g, мм
|
|||
|
подготавливаемых кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
Т-2
|
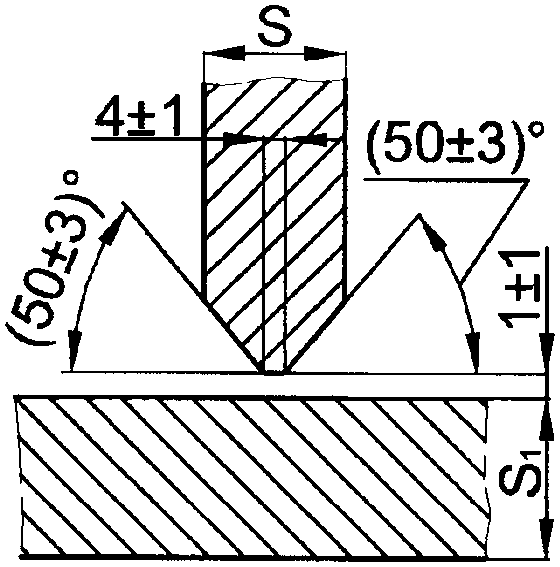 |
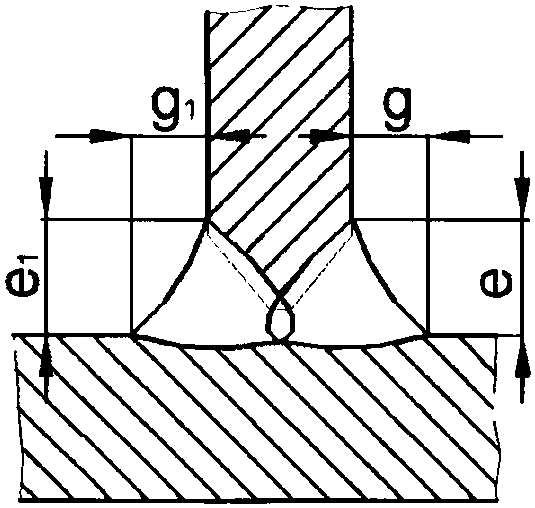 |
10
30
|
10,0
|
8,0
|
+/- 2,0
|
4,0
|
+2,0
-1,0
|
|
15,0
|
12,0
|
6,0
|
||||||
|
20,0
|
15,0
|
+/- 3,0
|
7,0
|
+3,0
-2,0
|
||||
|
25,0
|
18,0
|
9,0
|
||||||
|
30,0
|
23,0
|
+/- 4,0
|
11,0
|
+4,0
-3,0
|
||||
|
40,0
|
30,0
|
15,0
|
||||||
|
50,0
|
37,0
|
+/- 5,0
|
18,0
|
+5,0
-4,0
|
||||
|
60,0
|
44,0
|
+/- 6,0
|
22,0
|
+6,0
-5,0
|
||||
|
S1 >= S
|
70,0
|
52,0
|
23,0
|
|||||
|
80,0
|
60,0
|
30,0
|
||||||
|
90,0
|
67,0
|
+/- 8,0
|
33,0
|
+8,0
-6,0
|
||||
|
100,0
|
74,0
|
37,0
|
||||||
Таблица N 5.50
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Марка проволоки
|
S, мм
|
Сплавы типа ПТ-3в и 5В
|
|||||||
|
b, мм
|
g, мм
|
e, мм
|
||||||||||
|
подготовленных кромок свариваемых деталей
|
шва сварного соединения
|
сплавы типа ПТ-3В
|
сплавы типа 5В
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С1
|
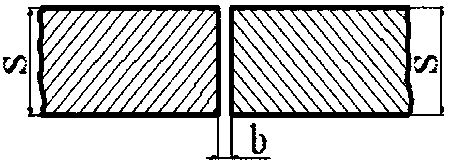 |
 |
51
52
|
Без присадки
|
Без присадки
|
От 0,5 до 1,0 включительно
|
0
|
+0,2
|
0
|
+0,5
|
3,0
|
+2,0
|
|
ВТ1-00св.С
|
2В
|
Более 1,0 до 2,0 включительно
|
+0,5
|
+1,0
|
+5,0
|
|||||||
|
53
|
От 5,0 до 12,0 включительно
|
+1,0
|
3,0
|
+2,0
|
25,0
|
+10,0
|
||||||
|
Более 12,0 до 15,0 включительно
|
+3,0
|
30,0
|
||||||||||
|
Более 15,0 до 22,0 включительно
|
4,0
|
|||||||||||
|
Более 22,0 до 25,0 включительно
|
5,0
|
35,0
|
||||||||||
|
От 3,0 до 6,0 включительно
|
+1,0
|
0
|
+1,0
|
5,0
|
+5,0
|
|||||||
|
Более 6,0 до 10,0 включительно
|
7,0
|
|||||||||||
|
Более 10,0 до 12,0 включительно
|
0,5
|
+1,0
|
||||||||||
|
Более 12,0 до 16,0 включительно
|
1,0
|
|||||||||||
Таблица N 5.51
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Марка проволоки
|
S, мм
|
Сплавы типа ПТ-3в и 5В
|
|||||||
|
b, мм
|
g, мм
|
e, мм
|
||||||||||
|
подготовленных кромок свариваемых деталей
|
шва сварного соединения
|
сплавы типа ПТ-3В
|
сплавы типа 5В
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
С2
|
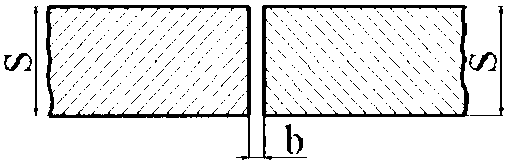 |
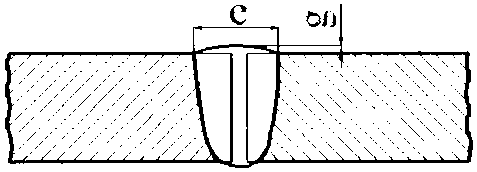 |
52
|
ВТ1-00св.С
|
2В
|
От 0,8 до 1,5 включительно
|
0
|
+0,5
|
0
|
+0,5
|
Не устанавливается
|
|
|
От 1,5 до 2,0 включительно
|
+1,0
|
|||||||||||
|
51
52
|
2В
|
От 3,0 до 6,0 включительно
|
0
|
+1,0
|
0
|
+1,0
|
5,0
|
+5,0
|
||||
|
Более 6,0 до 10,0 включительно
|
7,0
|
|||||||||||
|
Более 10,0 до 12,0 включительно
|
0,5
|
|||||||||||
|
Более 12,0 до 16,0 включительно
|
1,0
|
|||||||||||
|
Примечание. Для сплавов марок ВТ1-0, ВТ1-00 и Сп.40 должна применяться проволока марки ВТ1-00св.С.
|
||||||||||||
Таблица N 5.52
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Марка проволоки
|
S, мм
|
b, мм
|
g, мм для сплавов типа
|
e, мм
|
||||
|
ПТ-3В
|
5В
|
||||||||||
|
подготовленных кромок свариваемых деталей
|
шва сварного соединения
|
сплавы типа ПТ-3В
|
сплавы типа 5В
|
марка проволоки
|
|||||||
|
2В
|
ВТ6св
|
||||||||||
|
С3
|
 |
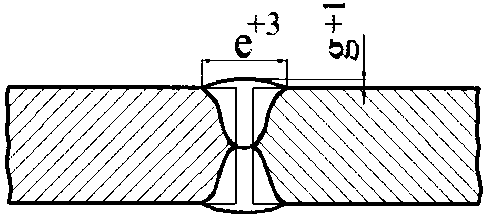 |
52
|
2В
|
2В или ВТ6св
|
От ,03 до 5,0 включительно
|
3,0
|
0
|
0,5
|
0
|
6,0
|
|
Более 5,0 до 9,0 включительно
|
4,0
|
1,0
|
8,0
|
||||||||
|
Более 9,0 до 15,0 включительно
|
5,0
|
10,0
|
|||||||||
|
Примечания.
1. Для сплавов марок ВТ1-0, ВТ1-00 и Сп.40 должна применяться проволока марки ВТ1-00св.С.
2. При S >= 10,0 мм разрешается выполнять предварительно наплавленные валики по типу С8 и С9. При этом:
а) ширина валика d = 0,5S при наплавке по типу С8 и d = 3-7 мм - по типу С9;
б) зазор между валиками - не менее 3,0 мм.
3. В случае выполнения после сварки механической обработки поверхности для сплавов типа 5В должна применяться проволока марки ВТ6св.
|
|||||||||||
Таблица N 5.53
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Марка проволоки
|
S, мм
|
Сплавы типа ПТ-3в и 5В
|
|||||||||
|
b, мм
|
g, мм
|
e, мм
|
S1, мм
|
k, мм
|
||||||||||
|
подготовленных кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||||||
|
номинальное значение
|
предельное отклонение
|
|||||||||||||
|
С5
|
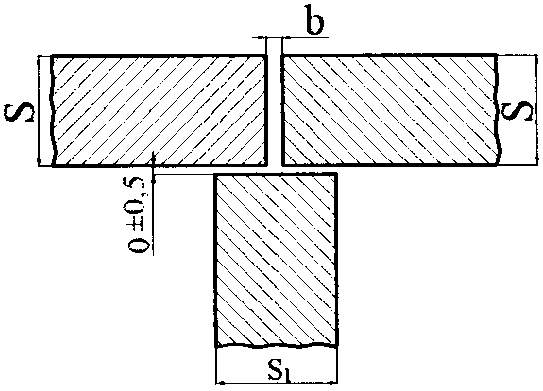 |
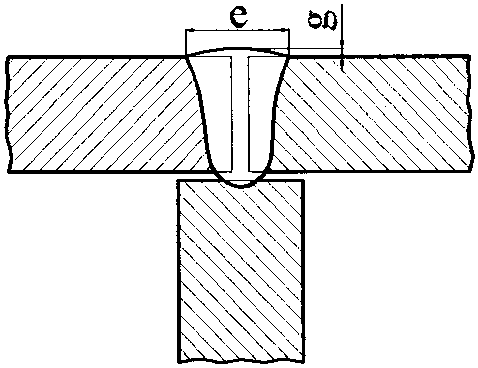 |
52
|
2В
|
От 0,5 до 1,0 включительно
|
1,0
|
+1,0
|
0
|
+0,5
|
3,0
|
+2,0
|
8,0
|
-
|
-
|
|
2,0
|
2,0
|
+2,0
|
5,0
|
|||||||||||
|
3,0
|
3,0
|
+3,0
|
1,0
|
+1,0
|
7,0
|
+3,0
|
16,0
|
|||||||
|
4,0
|
4,0
|
8,0
|
||||||||||||
|
51
52
|
2В
|
От 4,0 до 6,0 включительно
|
0
|
+1,0
|
0
|
+1,0
|
5,0
|
+5,0
|
16,0
|
-
|
-
|
|||
|
От 6,0 до 10,0 включительно
|
7,0
|
25,0
|
||||||||||||
|
У2
|
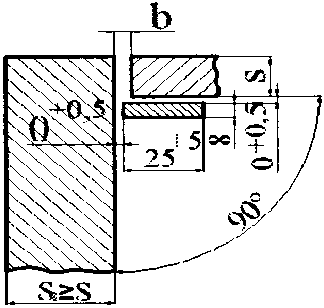 |
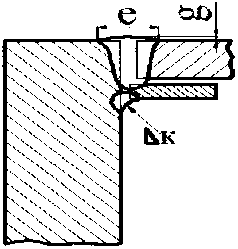 |
51
|
От 3,0 до 6,0 включительно
|
0
|
+1,0
|
0
|
+1,0
|
5,0
|
+5,0
|
-
|
3,0
|
+2,0
|
|
|
7,0
|
||||||||||||||
|
Более 6,0 до 10,0 включительно
|
||||||||||||||
|
У3
|
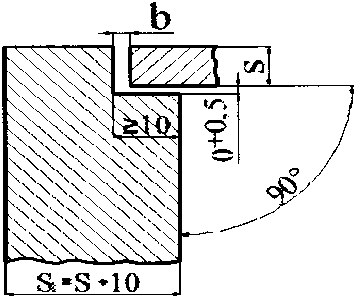 |
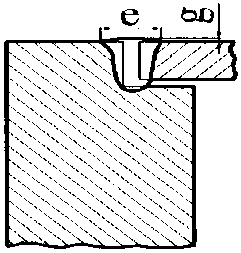 |
52
|
|||||||||||
|
Примечания.
1. При невозможности в соединении С5 обеспечить защиту поддувом аргона с обеих сторон ребра одновременно S1 должна быть не менее 25,0 мм.
2. Приварка ребер (S1) к листовым деталям (S) угловым швом не производится.
3. Соединение С5 толщиной от 3,0 до 10,0 мм включительно разрешается выполнять способом сварки 51.
4. При S < = 6,0 мм в соединениях У2 и У3 допускается оплавление всех кромок. Толщина деталей должна быть равна S1 или (S1 - 10).
5. Для сплавов марок ВТ1-0 и ВТ1-00 должна применяться проволока марки ВТ1-00св.С.
|
||||||||||||||
Таблица N 5.54
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Марка проволоки
|
S, мм
|
b, мм
|
Сплавы типа ПТ-3В
|
Сплавы типа 5В марка проволоки
|
|||||||
|
подготовленных кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
|||||||||||
|
сплавы типа ПТ-3В
|
сплавы типа 5В
|
2В
|
ВТ6св
|
|||||||||||
|
g, мм
|
e, мм
|
g, мм
|
e, мм
|
g, мм
|
e, мм
|
|||||||||
|
С6
|
 |
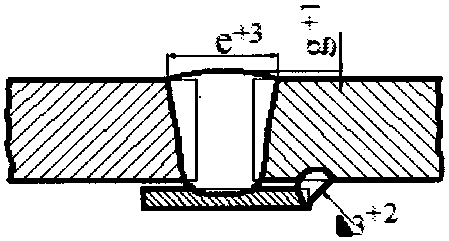 |
52
|
2В
|
ВТ6св или 2В
|
От 3,0 до 5,0 включительно
|
3,0
|
+1,0
|
0,5
|
6,0
|
1,0
|
8,0
|
0
|
6,0
|
|
Более 5,0 до 10,0 включительно
|
4,0
|
8,0
|
1,5
|
12,0
|
8,0
|
|||||||||
|
У4
|
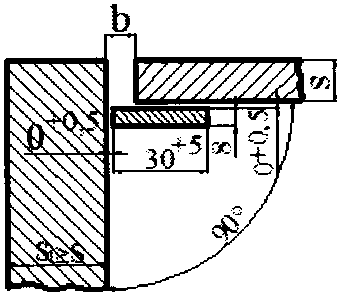 |
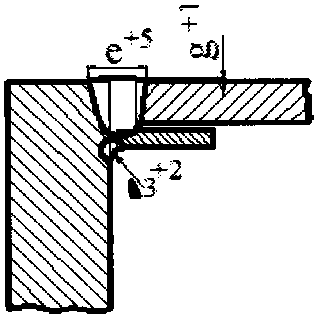 |
Более 10,0 до 15,0 включительно
|
5,0
|
10,0
|
10,0
|
||||||||
|
Более 15,0 до 18,0 включительно
|
7,0
|
+/- 1,0
|
12,0
|
2,5
|
20,0
|
12,0
|
||||||||
|
Более 18,0 до 30,0 включительно
|
9,0
|
14,0
|
14,0
|
|||||||||||
|
У5
|
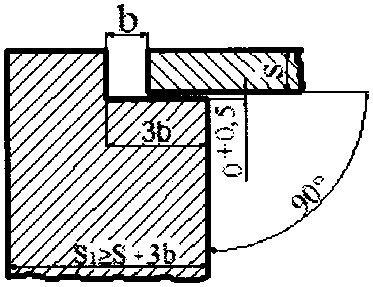 |
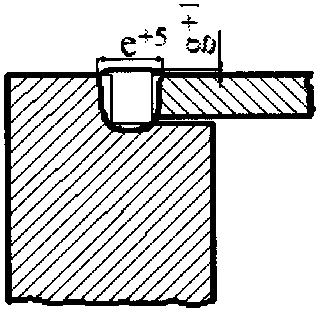 |
Более 30,0 до 45,0 Включительно
|
11,0
|
+2,0
-1,0
|
0
|
16,0
|
16,0
|
||||||
|
Более 45,0 до 60,0 включительно
|
13,0
|
18,0
|
2,0
|
18,0
|
||||||||||
|
Примечания.
1. Для сплавов ВТ1-0 и Вт1-00 должна применяться проволока марки ВТ1-00св.С при g = 0.
2. В качестве остающейся подкладки допускается использовать поясок штатного ребра жесткости конструкции.
|
||||||||||||||
Таблица N 5.55
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Марка проволоки
|
S, мм
|
P, мм
|
b, мм
|
g, мм для сплавов типа
|
e, мм
|
||||||
|
ПТ-3В
|
5В
|
|||||||||||||
|
подготовленных кромок свариваемых деталей
|
шва сварного соединения
|
сплавы типа ПТ-3В
|
сплавы типа 5В
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
марка проволоки
|
||||||
|
2В
|
ВТ6св
|
|||||||||||||
|
С7
|
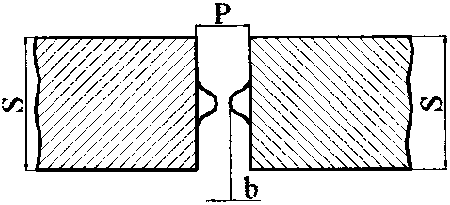 |
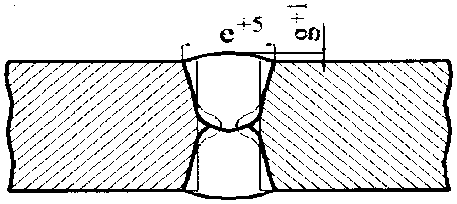 |
52
|
2В
|
ВТ6св или 2В
|
От 15,0 до 20,0 включительно
|
7,0
|
+1,0
|
3,0
|
+1,0
|
0
|
1,0
|
10,0
|
|
|
Более 20,0 до 26,0 включительно
|
8,0
|
4,0
|
+1,0
|
1,5
|
12,0
|
|||||||||
|
Более 26,0 до 30,0 включительно
|
9,0
|
14,0
|
||||||||||||
|
Более 30,0 до 36,0 включительно
|
10,0
|
1,0
|
||||||||||||
|
Более 36,0 до 45,0 включительно
|
11,0
|
+2,0
-1,0
|
16,0
|
|||||||||||
|
Более 45,0 до 50,0 включительно
|
12,0
|
|||||||||||||
|
2В
|
Более 50,0 до 60,0 включительно
|
13,0
|
0,5
|
18,0
|
||||||||||
|
Более 60,0 до 70,0 включительно
|
14,0
|
0
|
||||||||||||
|
Более 70,0 до 80,0 включительно
|
15,0
|
20,0
|
||||||||||||
|
Более 80,0 до 100,0 включительно
|
17,0
|
22,0
|
||||||||||||
|
Более 100,0 до 130,0 включительно
|
19,0
|
24,0
|
||||||||||||
|
Более 130,0 до 160,0 включительно
|
21,0
|
5,0
|
25,0
|
|||||||||||
|
Более 160,0 до 250,0 включительно
|
22,0
|
28,0
|
||||||||||||
|
Более 250,0 до 500,0 включительно
|
24,0
|
30,0
|
||||||||||||
|
Примечание. Для сплавов марок ВТ1-0 и ВТ1-00 должна применяться проволока марки ВТ1-00св. С при g = 0.
|
||||||||||||||
Таблица N 5.56
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Марка проволоки
|
S, мм
|
c, мм
|
b, мм
|
Сплавы типа ПТ-3В
|
Сплавы типа 5B
|
|||||||||||
|
g, мм
|
e, мм
|
марка проволоки
|
|||||||||||||||||
|
подготовленных кромок свариваемых деталей
|
шва сварного соединения
|
Сплавы типа
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
2В
|
ВТ6св
|
|||||||||||
|
ПТ-3В
|
5В
|
||||||||||||||||||
|
g, мм
|
e, мм
|
g, мм
|
e, мм
|
||||||||||||||||
|
номинальное значение
|
предельное отклонение
|
||||||||||||||||||
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||||||||||||||
|
С8
|
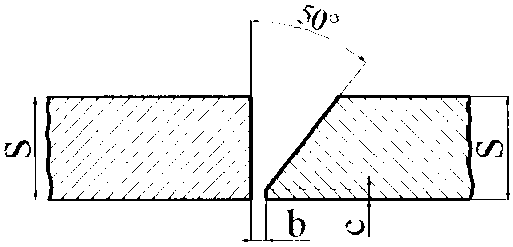 |
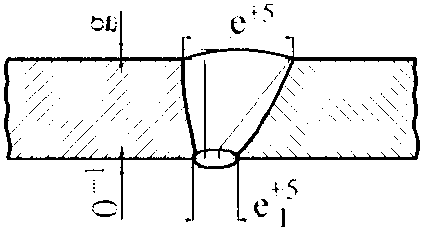 |
52
|
2В
|
ВТ6св или 2В
|
3,0
|
0
|
+0,5
|
0
|
+0,5
|
0,5
|
+1,0
|
8,0
|
1,0
|
+1,0
+2,0
|
8,0
|
0,5
|
+1,0
|
8,0
|
|
От 3,0 до 4,0 включительно
|
+1,0
|
1,0
|
+1,0
-0,5
|
1,0
|
12,0
|
1,5
|
12,0
|
12,0
|
|||||||||||
|
От 4,0 до 6,0 включительно
|
2,5
|
1,5
|
14,0
|
2,0
|
16,0
|
1,0
|
16,0
|
||||||||||||
|
Более 6,0 до 10,0 включительно
|
2,0
|
16,0
|
3,0
|
24,0
|
|||||||||||||||
|
Более 10,0 до 14,0 включительно
|
1,0
|
4,0
|
3,0
|
+2,0
|
24,0
|
4,0
|
32,0
|
1,5
|
20,0
|
||||||||||
|
Более 14,0 до 16,0 включительно
|
5,0
|
40,0
|
|||||||||||||||||
|
Более 16,0 до 20,0 включительно
|
2,0
|
4,0
|
32,0
|
6,0
|
48,0
|
2,0
|
25,0
|
||||||||||||
|
Более 20,0 до 24,0 включительно
|
5,0
|
40,0
|
7,5
|
60,0
|
2,5
|
30,0
|
|||||||||||||
|
Более 24,0 до 28,0 включительно
|
6,5
|
52,0
|
10,0
|
80,0
|
3,5
|
35,0
|
|||||||||||||
|
С9
|
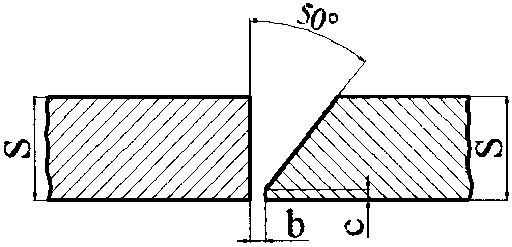 |
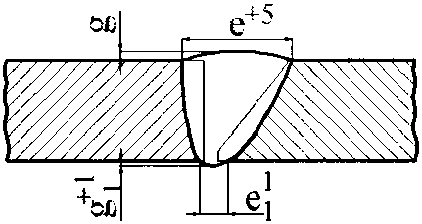 |
Более 28,0 до 32,0 включительно
|
40,0
|
|||||||||||||||
|
Более 32,0 до 36,0 включительно
|
4,5
|
+/- 1,5
|
7,0
|
56,0
|
12,0
|
96,0
|
4,0
|
+2,0
|
44,0
|
||||||||||
|
Более 36,0 до 40,0 включительно
|
8,0
|
+2,0
|
64,0
|
13,0
|
104,0
|
48,0
|
|||||||||||||
|
Более 40,0 до 46,0 включительно
|
9,0
|
72,0
|
15,0
|
120,0
|
5,0
|
56,0
|
|||||||||||||
|
Более 46,0 до 50,0 включительно
|
10,0
|
80,0
|
16,0
|
128,0
|
6,0
|
60,0
|
|||||||||||||
|
Более 50,0 до 56,0 включительно
|
12,0
|
96,0
|
18,0
|
144,0
|
64,0
|
||||||||||||||
|
Более 56,0 до 60,0 включительно
|
19,0
|
156,0
|
6,5
|
68,0
|
|||||||||||||||
|
Примечания.
1. Для сплавов марок ВТ1-0 и ВТ1-00 должна применяться проволока марки ВТ1-00св.С.
2. Размеры выпуклости шва для сплавов марок ВТ1-0 и ВТ1-00 должны соответствовать размерам швов, выполненных проволокой марки ВТ6св.
|
|||||||||||||||||||
Таблица N 5.57
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Марка проволоки
|
S, мм
|
c, мм
|
b, мм
|
Сплавы типа ПТ-3В
|
Сплавы типа 5В
|
|||||||||||
|
сплавы типа
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
g, мм
|
e, мм
|
марка проволоки
|
||||||||||||
|
подготовленных кромок свариваемых деталей
|
шва сварного соединения
|
ПТ-3В
|
5В
|
||||||||||||||||
|
номинальное значение
|
предельное отклонение
|
2В
|
ВТ6св
|
||||||||||||||||
|
g, мм
|
e, мм
|
g, мм
|
e, мм
|
||||||||||||||||
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||||||||||||||
|
С11
|
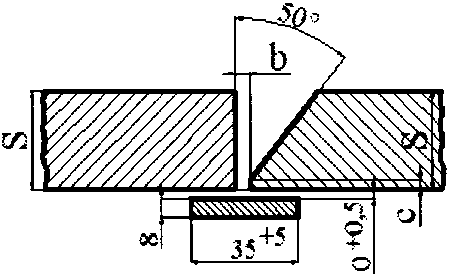 |
 |
52
|
2В
|
ВТ6св или 2В
|
3,0
|
-
|
+0,5
|
0
|
+0,5
|
0,5
|
+1,0
|
8,0
|
1,0
|
+1,0
|
8,0
|
0,5
|
+1,0
|
8,0
|
|
От 3,0 до 4,0 включительно
|
+1,0
|
1,0
|
+1,0
|
1,0
|
12,0
|
1,5
|
12,0
|
12,0
|
|||||||||||
|
От 4,0 до 6,0 включительно
|
1,5
|
14,0
|
2,0
|
16,0
|
1,0
|
16,0
|
|||||||||||||
|
Более 6,0 до 10,0 включительно
|
2,0
|
16,0
|
3,0
|
24,0
|
|||||||||||||||
|
Более 10,0 до 14,0 включительно
|
3,0
|
+2,0
|
24,0
|
4,0
|
32,0
|
1,5
|
20,0
|
||||||||||||
|
У6
|
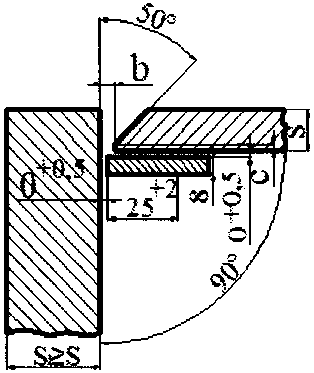 |
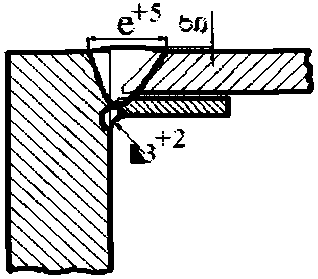 |
Более 14,0 до 16,0 включительно
|
5,0
|
40,0
|
||||||||||||||
|
Более 16,0 до 20,0 включительно
|
+2,0
|
2,0
|
4,0
|
32,0
|
6,0
|
48,0
|
2,0
|
25,0
|
|||||||||||
|
Более 20,0 до 24,0 включительно
|
5,0
|
40,0
|
7,5
|
60,0
|
2,5
|
30,0
|
|||||||||||||
|
Более 24,0 до 28,0 включительно
|
6,5
|
52,0
|
10,0
|
80,0
|
3,5
|
35,0
|
|||||||||||||
|
Более 28,0 до 32,0 включительно
|
40,0
|
||||||||||||||||||
|
У7
|
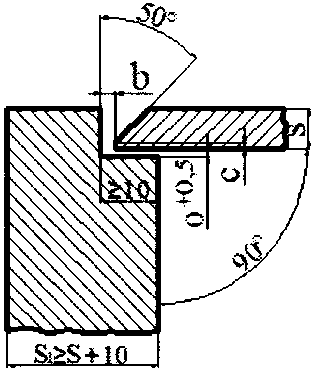 |
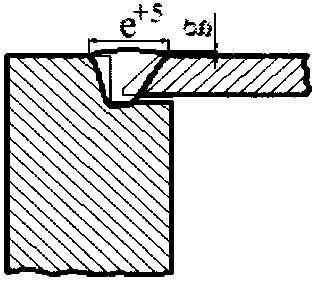 |
Более 32,0 до 36,0 включительно
|
7,0
|
56,0
|
12,0
|
+2,0
|
96,0
|
4,0
|
+2,0
|
44,0
|
||||||||
|
Более 36,0 до 40,0 включительно
|
8,0
|
+2,0
|
64,0
|
13,0
|
104,0
|
48,0
|
|||||||||||||
|
Более 40,0 до 46,0 включительно
|
9,0
|
72,0
|
15,0
|
120,0
|
5,0
|
56,0
|
|||||||||||||
|
Более 46,0 до 50,0 включительно
|
10,0
|
80,0
|
16,0
|
128,0
|
6,0
|
60,0
|
|||||||||||||
|
Более 50,0 до 56,0 включительно
|
12,0
|
96,0
|
18,0
|
144,0
|
64,0
|
||||||||||||||
|
Более 56,0 до 60,0 включительно
|
19,5
|
156,0
|
6,5
|
68,0
|
|||||||||||||||
|
Примечания.
1. Для сплавов марок ВТ1-0 и Вт1-00 должна применяться проволока марки ВТ1-00св.С.
2. Для сплавов марок ВТ1-0 и ВТ1-00 высота выпуклости шва кромки принимается по толщине S1 или S1 - 10.
3. При S < 6,0 мм в соединениях У8 и У9 допускается оплавление всей кромки по толщине S1 или S1 - 10.
|
|||||||||||||||||||
Таблица N 5.58
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Марка проволоки
|
S, мм
|
Сплавы типа
|
||||||||||
|
сплавы типа ПТ-3В
|
сплавы типа 5В
|
ПТ-3В
|
5В
|
||||||||||||
|
подготовленных кромок свариваемых деталей
|
шва сварного соединения
|
g, мм
|
e, мм
|
марка проволоки
|
|||||||||||
|
номинальное значение
|
предельное отклонение
|
2В
|
ВТ6св
|
||||||||||||
|
g, мм
|
e, мм
|
g, мм
|
e, мм
|
||||||||||||
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||||||||||
|
С14
|
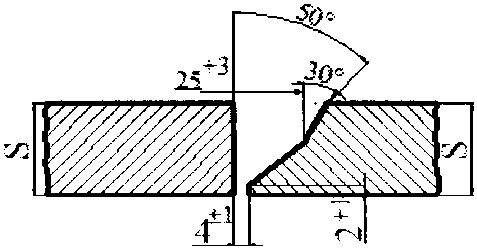 |
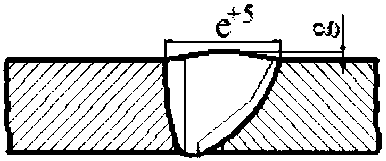 |
52
|
2В
|
ВТ6св или 2В
|
Более 32,0 до 36,0 включительно
|
6,0
|
+3,0
|
48,0
|
11,0
|
+2,0
|
88,0
|
3,0
|
+2,0
|
40,0
|
|
Более 36,0 до 40,0 включительно
|
7,0
|
56,0
|
12,0
|
96,0
|
45,0
|
||||||||||
|
С15
|
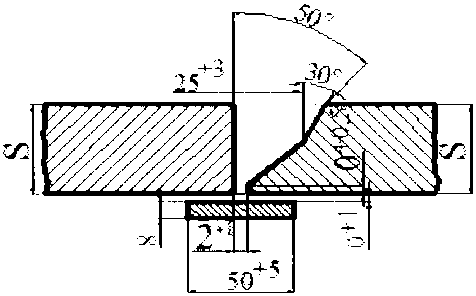 |
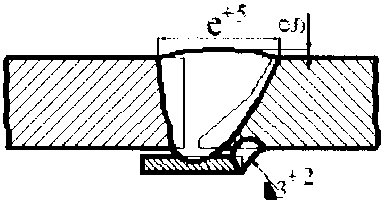 |
|||||||||||||
|
Более 40,0 до 46,0 включительно.
|
8,0
|
64,0
|
14,0
|
112,0
|
4,0
|
48,0
|
|||||||||
|
С16
|
 |
 |
Более 46,0 до 50,0 включительно
|
9,0
|
72,0
|
15,0
|
120,0
|
5,0
|
52,0
|
||||||
|
С17
|
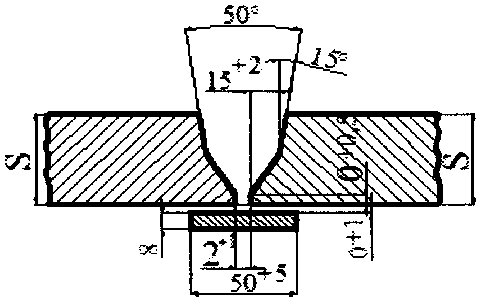 |
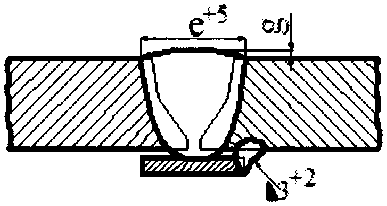 |
Более 50,0 до 56,0 включительно
|
10,0
|
80,0
|
17,0
|
136,0
|
54,0
|
|||||||
|
Более 56,0 до 60,0 включительно
|
11,0
|
88,0
|
18,0
|
144,0
|
5,5
|
58,0
|
|||||||||
|
Примечания.
1. В соединениях С17 и С19 первый проход должен выполняться методом, обеспечивающим формирование шва с обратной стороны.
2. Для сплавов марок ВТ1-0 и Вт1-00 должна применяться проволока марки ВТ1-00св.С.
3. Для сплавов марок ВТ1-0 и ВТ1-00 размеры выпуклости шва должны соответствовать размерам швов, выполненных проволокой марки ВТ6св.
|
|||||||||||||||
Таблица N 5.59
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Марка проволоки
|
S, мм
|
c, мм
|
b, мм
|
Сплавы типа ПТ-3В
|
Сплавы типа 5В
|
|||||||||||
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
g, мм
|
e, мм
|
марка проволоки
|
|||||||||||||
|
подготовленных кромок свариваемых деталей
|
шва сварного соединения
|
сплавы типа
|
номинальное значение
|
предельное отклонение
|
2В
|
ВТ6св
|
|||||||||||||
|
ПТ-3В
|
5В
|
g, мм
|
e, мм
|
g, мм
|
e, мм
|
||||||||||||||
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||||||||||||||
|
С18
|
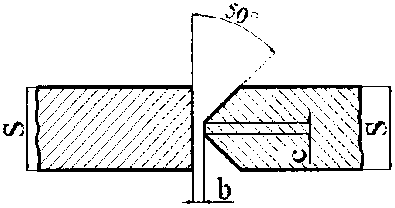 |
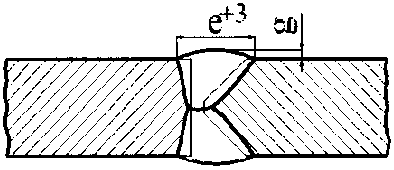 |
52
|
2В
|
ВТ6св или 2 В
|
Более 4,0 до 6,0 включительно
|
0
|
+1,0
|
1,0
|
+0,5
|
0,5
|
+1,0
|
6,0
|
1,0
|
+1,0
|
8,0
|
0
|
+1,0
|
4,0
|
|
Более 6,0 до 10,0 включительно
|
+1,0
|
1,0
|
8,0
|
1,5
|
12,0
|
0,5
|
6,0
|
||||||||||||
|
Более 10,0 до 16,0 включительно
|
1,0
|
2,0
|
1,5
|
12,0
|
2,5
|
20,0
|
1,0
|
10,0
|
|||||||||||
|
Более 16,0 до 24,0 включительно
|
2,0
|
3,0
|
2,5
|
20,0
|
3,5
|
+2,0
|
28,0
|
1,5
|
16,0
|
||||||||||
|
Более 24,0 до 32,0 включительно
|
4,0
|
+/- 1,0
|
3,0
|
+2,0
|
24,0
|
5,0
|
40,0
|
2,0
|
20,0
|
||||||||||
|
Более 32,0 до 36,0 включительно
|
3,5
|
28,0
|
6,0
|
48,0
|
2,5
|
22,0
|
|||||||||||||
|
Более 36,0 до 42,0 включительно
|
4,5
|
36,0
|
7,0
|
56,0
|
24,0
|
||||||||||||||
|
Более 42,0 до 46,0 включительно
|
5,0
|
40,0
|
8,0
|
64,0
|
3,0
|
+2,0
|
26,0
|
||||||||||||
|
Более 46,0 до 52,0 включительно
|
5,5
|
44,0
|
9,0
|
72,0
|
28,0
|
||||||||||||||
|
Более 52,0 до 60,0 включительно
|
6,0
|
48,0
|
10,0
|
80,0
|
3,5
|
30,0
|
|||||||||||||
|
Примечания.
1. Для сплавов марок ВТ1-0 и Вт1-00 должна применяться проволока марки ВТ1-00св.С.
2. Для сплавов марок ВТ1-0 и ВТ1-00 размеры выпуклости шва должны соответствовать размерам швов, выполненных проволокой марки ВТ6св.
|
|||||||||||||||||||
Таблица N 5.60
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Марка проволоки
|
S, мм
|
c, мм
|
b мм
|
Сплавы типа
|
e1, мм
|
|||||||||
|
ПТ-3В
|
5В
|
||||||||||||||||
|
подготовленных кромок свариваемых деталей
|
шва сварного соединения
|
сплавы типа
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
g, мм
|
e, мм
|
марка проволоки
|
||||||||
|
ПТ-3В
|
5В
|
2В
|
ВТ6св
|
||||||||||||||
|
g, мм
|
e, мм
|
g, мм
|
e, мм
|
||||||||||||||
|
С19
|
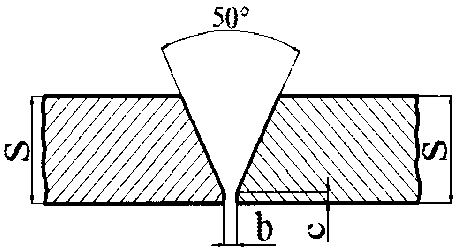 |
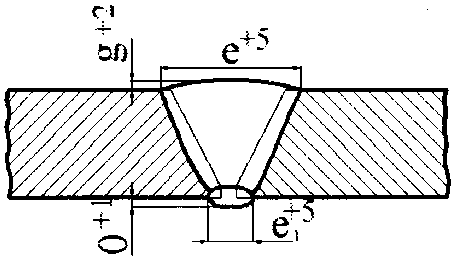 |
52
|
2В
|
ВТ6св или 2В
|
3,0
|
0
|
0,5
|
0
|
+0,5
|
0,5
|
8,0
|
1,0
|
8,0
|
0,5
|
8,0
|
8,0
|
|
Более 3,0 до 5,0 включительно
|
1,0
|
0,5
|
+1,0
|
1,0
|
12,0
|
1,5
|
12,0
|
12,0
|
|||||||||
|
Более 5,0 до 10,0 включительно
|
+1,0
|
2,0
|
16,0
|
3,0
|
24,0
|
1,0
|
16,0
|
||||||||||
|
Более 10,0 до 16,0 включительно
|
2,0
|
1,0
|
3,0
|
24,0
|
5,0
|
40,0
|
1,5
|
21,0
|
|||||||||
|
Более 16,0 до 20,0 включительно
|
3,0
|
4,0
|
32,0
|
6,0
|
48,0
|
2,0
|
25,0
|
||||||||||
|
Более 20,0 до 24,0 включительно
|
5,0
|
40,0
|
7,5
|
60,0
|
2,5
|
30,0
|
|||||||||||
|
Более 24,0 до 32,0 включительно
|
6,5
|
52,0
|
10,5
|
80,0
|
3,5
|
40,0
|
|||||||||||
|
С20
|
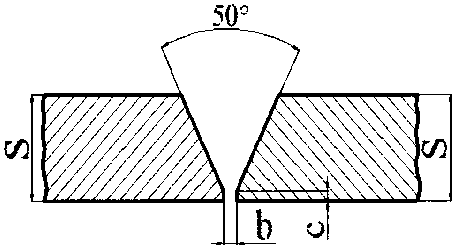 |
 |
Более 32,0 до 40,0 включительно
|
4,0
|
+/- 1,0
|
2,0
|
8,0
|
64,0
|
13,0
|
104,0
|
4,0
|
48,0
|
16,0
|
||||
|
Более 40,0 до 46,0 включительно
|
10,0
|
80,0
|
15,0
|
120,0
|
5,0
|
56,0
|
|||||||||||
|
Более 46,0 до 50,0 включительно
|
16,0
|
128,0
|
6,0
|
60,0
|
|||||||||||||
|
Более 50,0 до 56,0 включительно
|
12,0
|
96,0
|
18,0
|
144,0
|
64,0
|
||||||||||||
|
Более 56,0 до 60,0 включительно
|
19,5
|
156,0
|
6,5
|
68,0
|
|||||||||||||
|
Примечания.
1. Для сплавов марок ВТ1-0 и Вт1-00 должна применяться проволока марки ВТ1-00св.С.
2. Для сплавов марок ВТ1-0 и ВТ1-00 размеры выпуклости шва должны соответствовать размерам швов, выполненных проволокой марки ВТ6св.
|
|||||||||||||||||
Таблица N 5.61
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Марка проволоки
|
S, мм
|
Сплавы типа
|
||||||||||
|
сплавы типа
|
ПТ-3В
|
5В
|
|||||||||||||
|
подготовленных кромок свариваемых деталей
|
шва сварного соединения
|
g, мм
|
e, мм
|
марка проволоки
|
|||||||||||
|
ПТ-3В
|
5В
|
2В
|
ВТ6св
|
||||||||||||
|
g, мм
|
e, мм
|
g, мм
|
e, мм
|
||||||||||||
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||||||||
|
С21
|
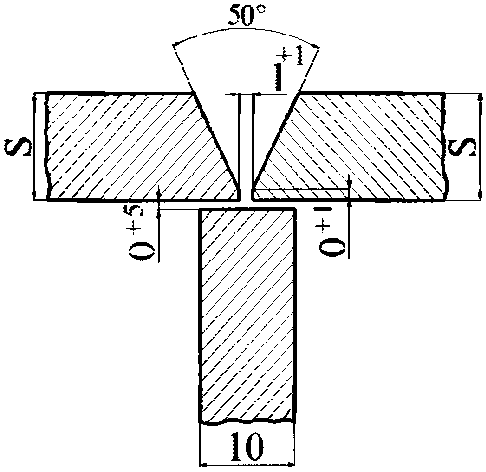 |
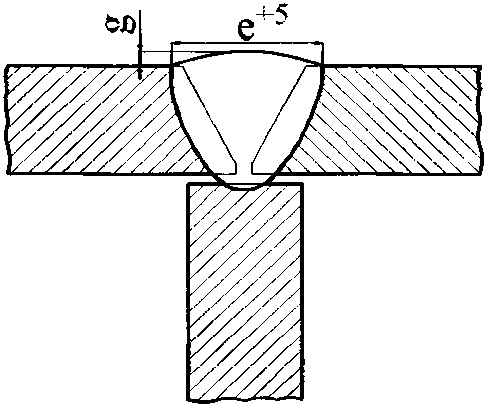 |
52
|
2В
|
ВТ6св или 2В
|
От 3,0 до 4,0 включительно
|
0,5
|
+1,0
|
6,0
|
1,0
|
+1,0
|
8,0
|
0,5
|
+1,0
|
6,0
|
|
Более 4,0 до 6,0 включительно
|
1,0
|
10,0
|
2,0
|
16,0
|
1,0
|
10,0
|
|||||||||
|
Более 6,0 до 10,0 включительно
|
2,0
|
16,0
|
3,0
|
+2,0
|
24,0
|
1,5
|
16,0
|
||||||||
|
Более 10,0 до 15,0 включительно
|
3,0
|
+2,0
|
24,0
|
5,0
|
40.0
|
2,0
|
24,0
|
||||||||
|
Примечание. Для сплавов марок ВТ1-0 и Вт1-00 должна применяться проволока марки ВТ1-00св.С.
|
|||||||||||||||
Таблица N 5.62
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Марка проволоки
|
S, мм
|
b, мм
|
c, мм
|
Сплавы типа ПТ-3В
|
Сплавы типа 5В
|
e1, мм
|
|||||||||||
|
g, мм
|
e, мм
|
марка проволоки
|
||||||||||||||||||
|
подготовленных кромок свариваемых деталей
|
шва сварного соединения
|
сплавы типа
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
2В
|
ВТ6св
|
||||||||||||
|
ПТ-3В
|
5В
|
|||||||||||||||||||
|
g, мм
|
e, мм
|
g, мм
|
e, мм
|
|||||||||||||||||
|
номинальное значение
|
предельное отклонение
|
|||||||||||||||||||
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||||||||||||||||
|
С24
|
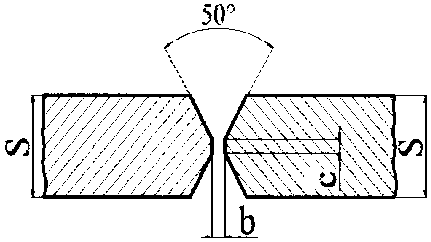 |
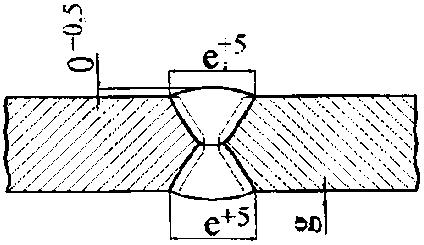 |
52
|
2В
|
ВТ6св или 2В
|
От 4,0 до 6,0 включительно
|
1,0
|
+0,5
|
0,0
|
+1,0
|
0,5
|
+1,0
|
6,0
|
1,0
|
+1,0
|
8,0
|
0
|
+1,0
|
5,0
|
5,0
|
|
Более 6,0 до 10,0 включительно
|
+1,0
|
1,0
|
8,0
|
2,0
|
16,0
|
7,0
|
7,0
|
|||||||||||||
|
Более 10,0 до 16,0 включительно
|
2,0
|
1,0
|
1,5
|
12,0
|
3,5
|
+2,0
|
28,0
|
10,0
|
10,0
|
|||||||||||
|
Более 16,0 до 24,0 включительно
|
3,0
|
2,0
|
2,0
|
16,0
|
5,5
|
44,0
|
0,5
|
15,0
|
15,0
|
|||||||||||
|
Более 24,0 до 32,0 включительно
|
4,0
|
3,0
|
+2,0
|
24,0
|
7,0
|
56,0
|
18,0
|
18,0
|
||||||||||||
|
Примечания.
1. В соединении С24 первый проход должен выполняться методом, обеспечивающим формирование шва с обратной стороны.
2. Для сплавов марок ВТ1-0 и Вт1-00 должна применяться проволока марки ВТ1-00св.С.
|
||||||||||||||||||||
Таблица N 5.63
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Марка проволоки
|
S, мм
|
Сплавы типа ПТ-3В и 5В
|
||||||
|
b, мм
|
g, мм
|
e, мм
|
|||||||||
|
подготовленных кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||
|
С32
|
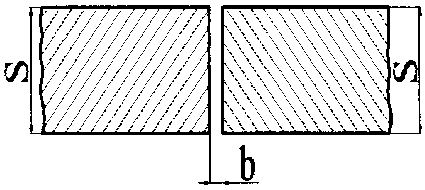 |
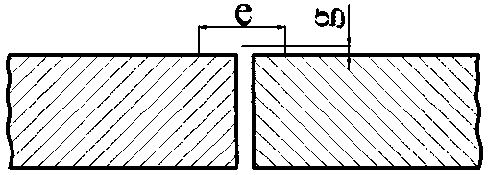 |
60
|
без присадки
|
От 2,0 до 10,0 включительно
|
0
|
+0,1
|
0
|
+3,0
|
5,0
|
+5,0
|
|
Более 10,0 до 40,0 включительно
|
+0,2
|
1,0
|
10,0
|
||||||||
|
Более 40,0 до 70,0 включительно
|
+5,0
|
13,0
|
+7,0
|
||||||||
|
Более 70,0 до 100,0 включительно
|
+0,3
|
+6,0
|
18,0
|
||||||||
|
Более 100,0 до 160,0 включительно
|
2,0
|
+7,0
|
20,0
|
+10,0
|
|||||||
|
Более 160,0 до 200,0 включительно
|
+9,0
|
25,0
|
|||||||||
|
Более 200,0 до 240,0 включительно
|
+0,4
|
3,0
|
+11,0
|
28,0
|
+12,0
|
||||||
|
Более 240,0 до 300,0 включительно
|
+13,0
|
30,0
|
+15,0
|
||||||||
|
Примечание. В случае удаления выпуклости шва механической обработкой размеры g и e не контролируются.
|
|||||||||||
Таблица N 5.64
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Марка проволоки
|
S, мм
|
c, мм
|
b, мм
|
Сплавы типа ПТ-3В
|
Сплавы тип 5В
|
k, мм
|
|||||
|
подготовленных кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||||||||
|
g, мм
|
e, мм
|
g, мм
|
e, мм
|
|||||||||||
|
У14
|
 |
 |
52
|
2В
|
3
|
0
|
+0,5
|
0
|
+0,5
|
0,5
|
6,0
|
0,5
|
6,0
|
2,0
|
|
Более 3,0 до 6,0 включительно
|
+1,0
|
1,0
|
10,0
|
1,0
|
10,0
|
|||||||||
|
Более 6,0 до 10,0 включительно
|
+1,0
|
1,0
|
18,0
|
2,0
|
18,0
|
|||||||||
|
Более 10,0 до 14,0 включительно
|
1,0
|
2,0
|
1,5
|
24,0
|
2,0
|
24,0
|
||||||||
|
Более 14,0 до 16,0 включительно
|
28,0
|
3,5
|
28,0
|
|||||||||||
|
Более 16,0 до 20,0 включительно
|
2,0
|
3,0
|
2,0
|
35,0
|
4,0
|
35,0
|
3,0
|
|||||||
|
Более 20,0 до 24,0 включительно
|
3,0
|
42,0
|
5,0
|
42,0
|
||||||||||
|
Более 24,0 до 28,0 включительно
|
4,0
|
+/- 1,0
|
4,0
|
48,0
|
6,0
|
48,0
|
||||||||
|
Более 28,0 до 32,0 включительно
|
5,0
|
56,0
|
8,0
|
64,0
|
||||||||||
|
Более 32,0 до 36,0 включительно
|
62,0
|
4,0
|
||||||||||||
|
Более 36,0 до 40,0 включительно
|
6,0
|
70,0
|
10,0
|
80,0
|
||||||||||
|
Более 40,0 до 46,0 включительно
|
7,0
|
80,0
|
12,5
|
100,0
|
||||||||||
|
Более 46,0 до 50,0 включительно
|
86,0
|
5,0
|
||||||||||||
|
Более 50,0 до 56,0 включительно
|
||||||||||||||
|
8,0
|
96,0
|
15,5
|
124,0
|
|||||||||||
|
Более 56,0 до 60,0 включительно
|
100,0
|
6,0
|
||||||||||||
|
Примечания.
1. Для сплавов марок ВТ1-0 и Вт1-00 должна применяться проволока марки ВТ1-00св.С.
2. При S <= 6 мм допускается оплавление всей кромки детали по толщине S1.
|
||||||||||||||
Таблица N 5.65
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Марка проволоки
|
S, мм
|
c, мм
|
b, мм
|
g, мм для сплавов типа
|
e, мм
|
e1, мм
|
||||||
|
ПТ-3В
|
5В
|
||||||||||||||
|
подготовленных кромок свариваемых деталей
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||||
|
У15
|
 |
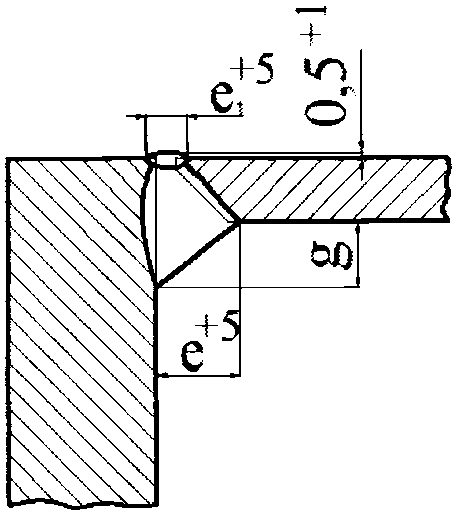 |
52
|
2В
|
3,0
|
0
|
+0,5
|
0
|
+0,5
|
+0,5
|
+1,0
|
0,5
|
+1,0
|
10,0
|
4,0
|
|
Более 3,0 до 6,0 включительно
|
+1,0
|
1,0
|
1,0
|
1,0
|
12,0
|
||||||||||
|
Более 6,0 до 10,0 включительно
|
+1,0
|
1,5
|
2,0
|
18,0
|
|||||||||||
|
Более 10,0 до 16,0 включительно
|
1,0
|
2,0
|
3,0
|
+2,0
|
4,0
|
+2,0
|
26,0
|
6,0
|
|||||||
|
Более 16,0 до 20,0 включительно
|
2,0
|
3,0
|
5,0
|
32,0
|
8,0
|
||||||||||
|
Более 20,0 до 24,0 включительно
|
4,0
|
6,0
|
38,0
|
||||||||||||
|
Более 24,0 до 28,0 включительно
|
4,0
|
+/- 1,0
|
5,0
|
8,0
|
44,0
|
10,0
|
|||||||||
|
Более 28,0 до 32,0 включительно
|
6,0
|
9,0
|
52,0
|
||||||||||||
|
Более 32,0 до 36,0 включительно
|
7,0
|
10,0
|
60,0
|
||||||||||||
|
Более 36,0 до 40,0 включительно
|
11,0
|
66,0
|
12,0
|
||||||||||||
|
Более 40,0 до 46,0 включительно
|
9,5
|
13,0
|
78,0
|
||||||||||||
|
Более 46,0 до 50,0 включительно
|
14,0
|
85,0
|
|||||||||||||
|
Более 50,0 до 56,0 включительно
|
10,1
|
15,0
|
95,0
|
||||||||||||
|
Более 56,0 до 60,0 включительно
|
17,0
|
105,0
|
|||||||||||||
|
Примечания.
1. Для сплавов марок ВТ1-0 и Вт1-00 должна применяться проволока марки ВТ1-00св.С.
2. При S <= 6,0 мм допускается оплавление всей кромки детали по толщине S1.
|
|||||||||||||||
Таблица N 5.66
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Марка проволоки сплавы типа
|
S, мм
|
c, мм
|
b, мм
|
Сплавы типа
|
|||||||||
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
ПТ-3В
|
5В
|
|||||||||||
|
подготовленных кромок свариваемых деталей
|
шва сварного соединения
|
g, мм
|
e, мм
|
марка проволоки
|
||||||||||||
|
ПТ-3В
|
5B
|
Сп.2В
|
ВТ6св
|
|||||||||||||
|
g, мм
|
e, мм
|
g, мм
|
e, мм
|
|||||||||||||
|
У16
|
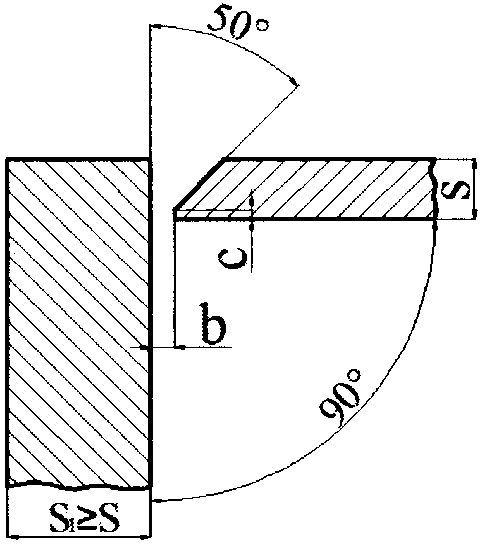 |
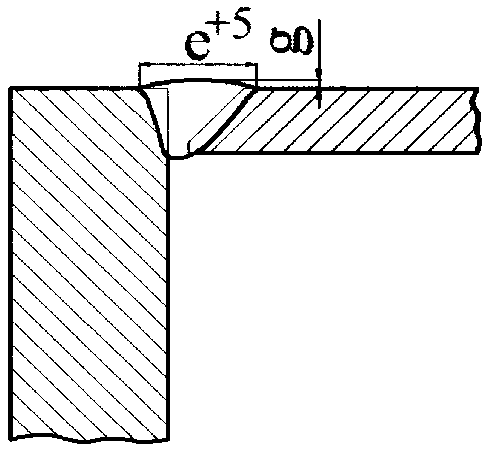 |
52
|
2В
|
ВТ6св или 2В
|
От 3,0 до 4,0 включительно
|
0
|
+0,5
|
1,5
|
+/- 0,5
|
0,5
|
8,0
|
1,0
|
8,0
|
0,5
|
8,0
|
|
Более 4,0 до 6,0 включительно
|
+1,0
|
2,5
|
+1,0
-0,5
|
1,0
|
12,0
|
1,5
|
12,0
|
12,0
|
||||||||
|
Более 6,0 до 10,0 включительно
|
2,0
|
16,0
|
3,0
|
24,0
|
1,0
|
16,0
|
||||||||||
|
Более 10,0 до 14,0 включительно
|
1,0
|
4,0
|
3,0
|
24,0
|
4,5
|
36,0
|
1,5
|
21,0
|
||||||||
|
Более 14,0 до 20,0 включительно
|
4,0
|
32,0
|
6,0
|
48,0
|
2,0
|
25,0
|
||||||||||
|
Более 20,0 до 24,0 включительно
|
2,0
|
5,0
|
40,0
|
7,5
|
60,0
|
2,5
|
30,0
|
|||||||||
|
Более 24,0 до 28,0 включительно
|
6,0
|
48,0
|
9,0
|
72,0
|
3,5
|
34,0
|
||||||||||
|
Более 28,0 до 32,0 включительно
|
10,0
|
80,0
|
3,5
|
40,0
|
||||||||||||
|
Более 32,0 до 36,0 включительно
|
4,5
|
+1,5
|
7,0
|
56,0
|
11,5
|
92,0
|
44,0
|
|||||||||
|
Более 36,0 до 40,0 включительно
|
8,0
|
64,0
|
13,0
|
104,0
|
4,0
|
48,0
|
||||||||||
|
Более 40,0 до 46,0 включительно
|
10,0
|
80,0
|
15,0
|
120,0
|
5,0
|
56,0
|
||||||||||
|
Более 46,0 до 50,0 включительно
|
16,0
|
128,0
|
6,0
|
60,0
|
||||||||||||
|
Более 50,0 до 56,0 включительно
|
12,0
|
96,0
|
18,0
|
144,0
|
64,0
|
|||||||||||
|
Более 56,0 до 60,0 включительно
|
19,5
|
156,0
|
6,5
|
68,0
|
||||||||||||
|
Примечания.
1. Первый проход должен выполняться методом, обеспечивающим обратное формирование.
2. Для сплавов марок ВТ1-0 и Вт1-00 должна применяться проволока марки ВТ1-00св.С.
4. При S <= 6,0 мм допускается оплавление всей кромки детали по толщине S1.
|
||||||||||||||||
Таблица N 5.67
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
Марка проволоки
|
S, мм
|
c, мм
|
b, мм
|
g, мм для сплавов типа
|
e, e1, мм
|
||||
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
ПТ-3В
|
5В
|
|||||||
|
подготовленных кромок свариваемых деталей
|
шва сварного соединения
|
|||||||||||
|
У19
|
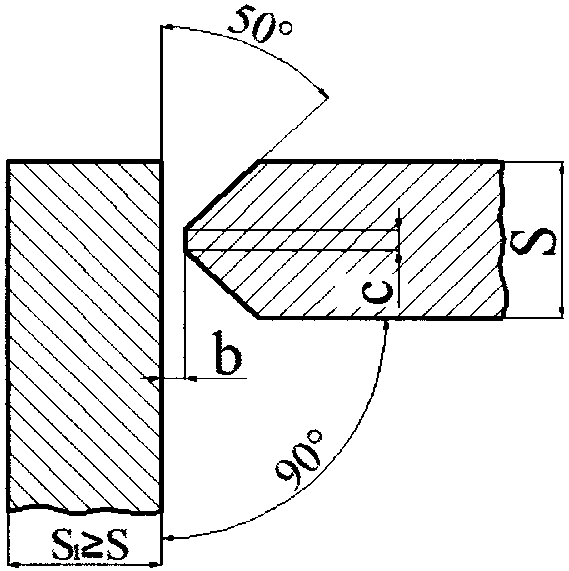 |
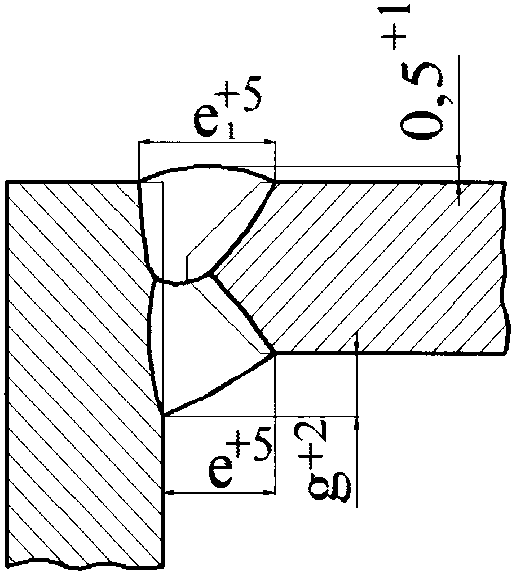 |
52
|
2В
|
Более 4,0 до 6,0 включительно
|
0
|
+1,0
|
1,0
|
+0,5
|
0,5
|
1,0
|
4,0
|
|
Более 6,0 до 10,0 включительно
|
+1,0
|
1,0
|
2,0
|
6,0
|
||||||||
|
Более 10,0 до 16,0 включительно
|
1,0
|
2,0
|
2,0
|
3,5
|
10,0
|
|||||||
|
Более 16,0 до 24,0 включительно
|
2,0
|
3,0
|
3,0
|
5,0
|
16,0
|
|||||||
|
Более 24,0 до 32,0 включительно
|
4,0
|
+/- 1,0
|
4,0
|
7,0
|
20,0
|
|||||||
|
Более 32,0 до 36,0 включительно
|
4,5
|
8,0
|
22,0
|
|||||||||
|
Более 36,0 до 42,0 включительно
|
5,0
|
9,0
|
26,0
|
|||||||||
|
Более 42,0 до 46,0 включительно
|
6,0
|
10,0
|
28,0
|
|||||||||
|
Более 46,0 до 52,0 включительно
|
7,0
|
11,5
|
32,0
|
|||||||||
|
Более 52,0 до 60,0 включительно
|
8,5
|
13,5
|
36,0
|
|||||||||
|
Примечания.
1. Для сплавов марок Сп.40, ВТ1-0 и ВТ1-00 должна применяться проволока марки ВТ1-00св.С.
2. При S <= 6,0 мм допускается оплавление всей кромки детали по толщине S1.
|
||||||||||||
Таблица N 5.68
|
Условное обозначение сварного шва
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
b, мм +0,1
|
c, мм -0,1
|
g, мм
|
g1, мм
|
e, мм
|
||||
|
подготовленных кромок под сварку
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||||
|
ТС1
|
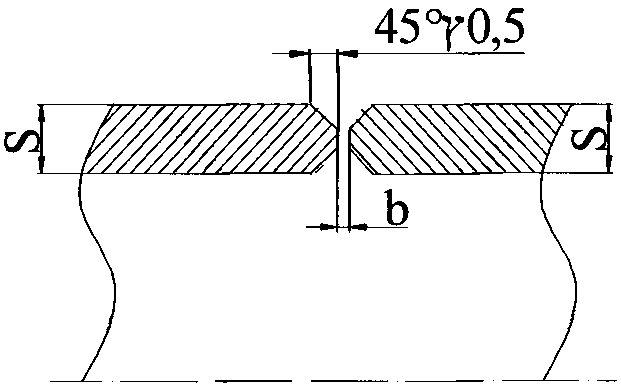 |
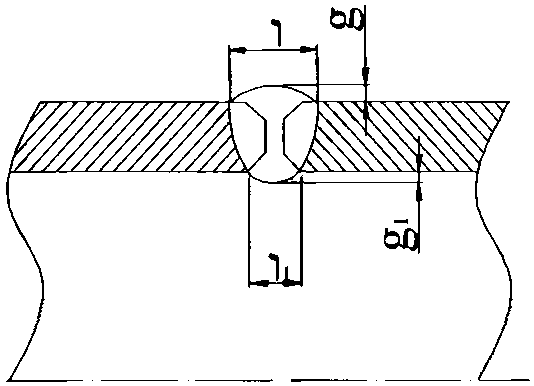 |
51
52
|
Более 1,0 до 1,5 включительно
|
0
|
0,2
|
0,3
|
+0,2
|
0
|
+1,0
|
5,0
|
+2,0
-1,0
|
|
Более 1,5 до 2,5 включительно
|
6,0
|
+3,0
-2,0
|
||||||||||
|
ТС2
|
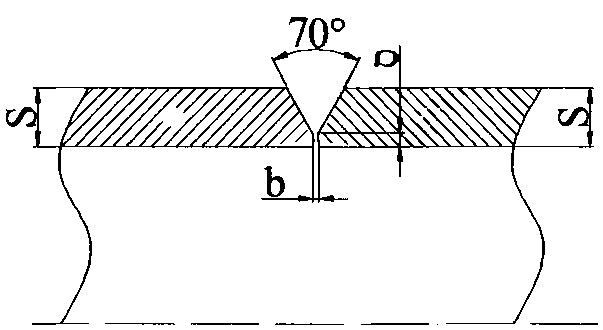 |
 |
Более 2,5 до 4,0 включительно
|
0,3
|
0,5
|
+0,5
-0,2
|
+2,0
-0,5
|
8,0
|
+3,0
-2,0
|
|||
|
Более 4,0 до 6,0 включительно
|
||||||||||||
|
Примечания.
1. Размер e1 не контролируется.
2. Соединение ТС2 должно применяться в диапазоне толщин 1,5 - 4,0 мм.
3. Для соединений ТС2 допускается производить расточку изнутри для совпадения внутренних кромок при сборке.
|
||||||||||||
Таблица N 5.69
|
Условное обозначение сварного шва
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
b, мм
|
c, мм +0,2
|
g, мм
|
g1, мм
|
e, мм
|
|||||
|
подготовленных кромок под сварку
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||
|
ТС3
|
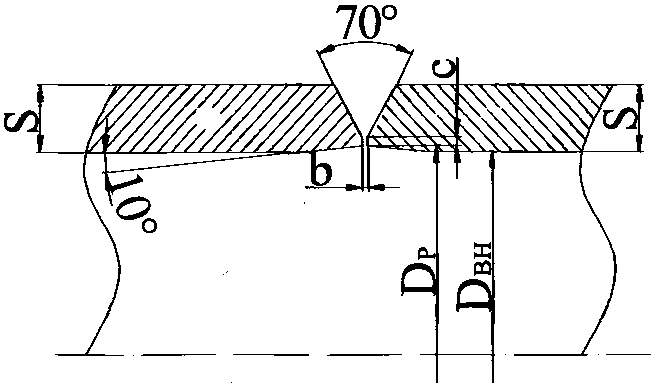 |
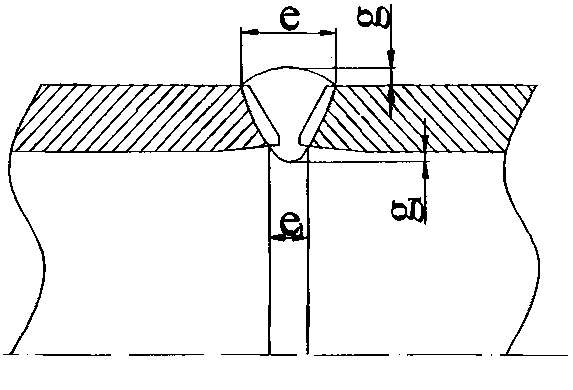 |
51
52
|
Более 4,0 до 5,0 включительно
|
0
|
+1,0
|
0,3
|
1,0
|
+0,3
|
0
|
+1,5
-0,6
|
8,0
|
+3,0
|
|
Более 5,0 до 6,0 включительно
|
9,0
|
||||||||||||
|
Более 6,0 до 7,0 включительно
|
+2,0
|
1,5
|
+2,0
-0,6
|
10,0
|
|||||||||
|
Более 7,0 до 8,0 включительно
|
13,0
|
+4,0
|
|||||||||||
|
Более 8,0 до 10,0 включительно
|
+2,0
-1,2
|
16,0
|
|||||||||||
|
Более 10,0 до 12,0 включительно
|
18,0
|
||||||||||||
|
Более 12,0 до 14,0 включительно
|
21,0
|
||||||||||||
|
Более 14,0 до 16,0 включительно
|
23,0
|
||||||||||||
|
Более 16,0 до 18,0 включительно
|
2,0
|
+1,0
|
27,0
|
||||||||||
|
Более 18,0 до 20,0 включительно
|
29,0
|
||||||||||||
|
Примечания.
1. Для ручной сварки величина с допускается в размере 1,0 +/- 0,3 мм.
2. Размер e1 не контролируется.
|
|||||||||||||
Таблица N 5.70
|
Условное обозначение сварного шва
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
b, мм +0,5
|
c, мм
|
g, мм
|
e, мм
|
||||
|
подготовленных кромок под сварку
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||
|
С4
|
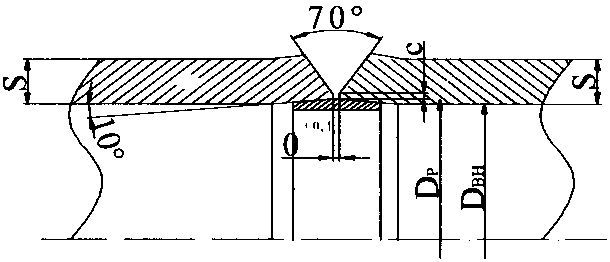 |
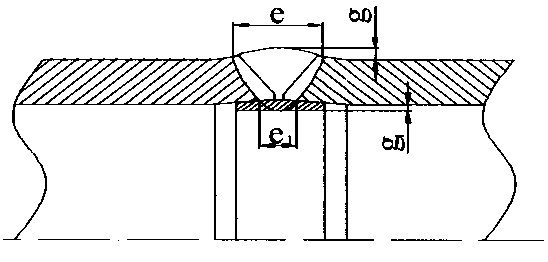 |
51
52
|
Более 1,5 до 2,0 включительно
|
2,5
|
0,5
|
+0,5
-0,3
|
2,0
|
+0,5
|
10,0
|
+2,0
|
|
Более 2,0 до 2,5 включительно
|
12,0
|
||||||||||
|
Более 2,5 до 4,0 включительно
|
13,0
|
+3,0
|
|||||||||
|
Более 4,0 до 7,0 включительно
|
14,0
|
||||||||||
|
ТС5
|
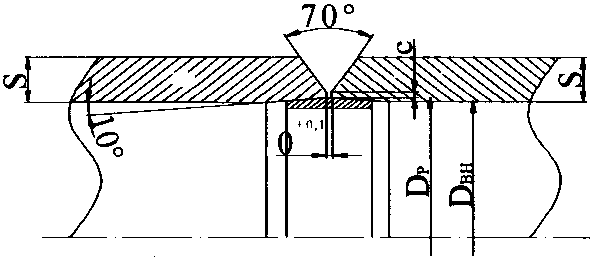 |
 |
Более 7,0 до 10,0 включительно
|
1,0
|
+0,3
|
17,0
|
|||||
|
Более 10,0 до 13 включительно
|
20,0
|
||||||||||
|
Более 13,0 до 14,0 включительно
|
24,0
|
+4,0
|
|||||||||
|
Более 14,0 до 15,0 включительно
|
3,0
|
+1,0
|
26,0
|
||||||||
|
Более 15,0 до 16,0 включительно
|
28,0
|
||||||||||
|
Более 16,0 до 20,0 включительно
|
34,0
|
||||||||||
|
Примечание. Соединение ТС4 применяется в диапазоне толщин от 1,5 до 4,0 мм, а ТС5 - от 4,0 до 20,0 мм.
|
|||||||||||
Таблица N 5.71
|
Условное обозначение сварного шва
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
b, мм +1,5
|
c, мм +0,3
|
g, мм
|
e, мм
|
|||
|
подготовленных кромок под сварку
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||||
|
ТС6
|
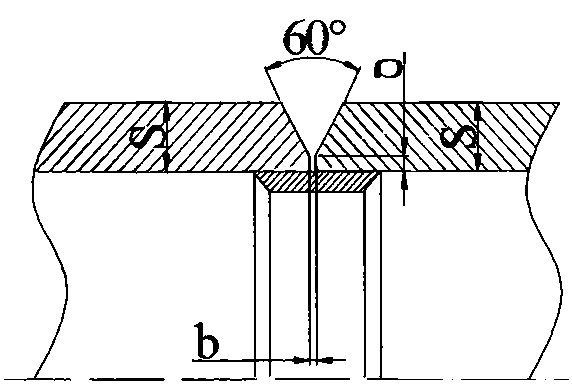 |
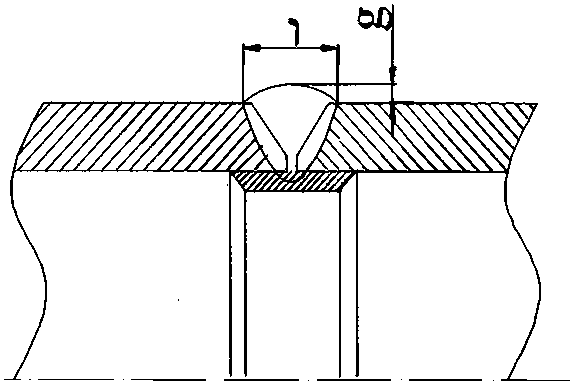 |
51
52
|
Более 2,0 до 4,0 включительно
|
2,5
|
0,5
|
1,0
|
+0,5
|
13,0
|
+2,0
|
|
Более 4,0 до 5,0 включительно
|
1,0
|
2,0
|
+1,0
|
14,0
|
+3,0
|
|||||
|
Более 5,0 до 7,0 включительно
|
15,0
|
|||||||||
|
Более 7,0 до 9,0 включительно
|
17,0
|
|||||||||
|
Более 9,0 до 10,0 включительно
|
20,0
|
|||||||||
|
Более 10,0 до 13,0 включительно
|
3,0
|
24,0
|
||||||||
|
Более 13,0 до 16,0 включительно
|
27,0
|
+4,0
|
||||||||
|
Более 16,0 до 18,0 включительно
|
30,0
|
|||||||||
|
Более 18,0 до 20,0 включительно
|
34,0
|
|||||||||
Таблица N 5.72
|
Условное обозначение сварного шва
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
b, мм +0,1
|
c, мм -0,3
|
g, мм
|
g1, мм
|
e, мм
|
||||
|
подготовленных кромок под сварку
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||||
|
ТС7
|
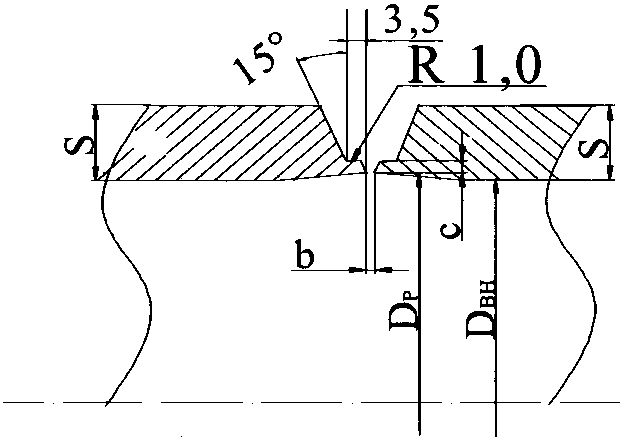 |
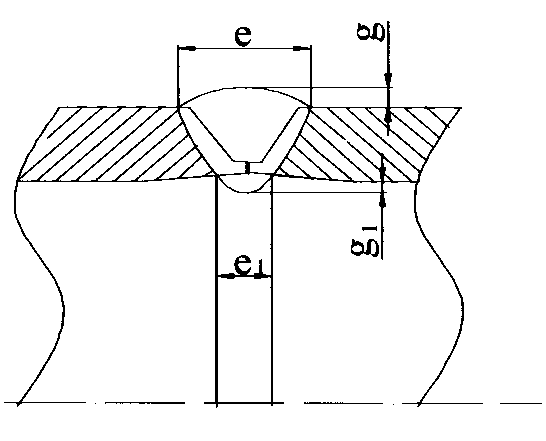 |
51
52
|
Более 4,0 до 8,0 включительно
|
0
|
1,0 - 5,5
|
1,5
|
+0,5
|
0
|
+2,0
-1,6
|
10,0
|
+2,0
|
|
Более 8,0 до 10,0 включительно
|
2,0
|
+1,0
|
+2,0
-1,1
|
12,0
|
+3,0
|
|||||||
|
Более 10,0 до 12,0 включительно
|
14,0
|
|||||||||||
|
Более 12,0 до 15,0 включительно
|
15,0
|
|||||||||||
|
Более 15,0 до 18,0 включительно
|
2,5
|
16,0
|
||||||||||
|
Более 18,0 до 20,0 включительно
|
20,0
|
|||||||||||
|
Примечание. Размер e1 не контролируется.
|
||||||||||||
Таблица N 5.73
|
Условное обозначение сварного шва
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
b, мм +0,3
|
c, мм +0,5
|
g, мм +1,0
|
g1, мм
|
e, мм
|
|||
|
подготовленных кромок под сварку
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||||
|
ТС8
|
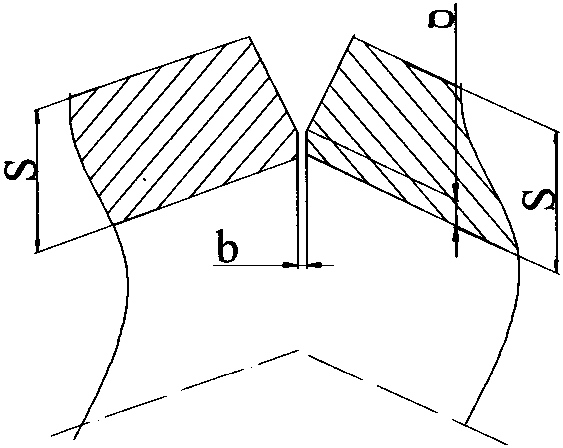 |
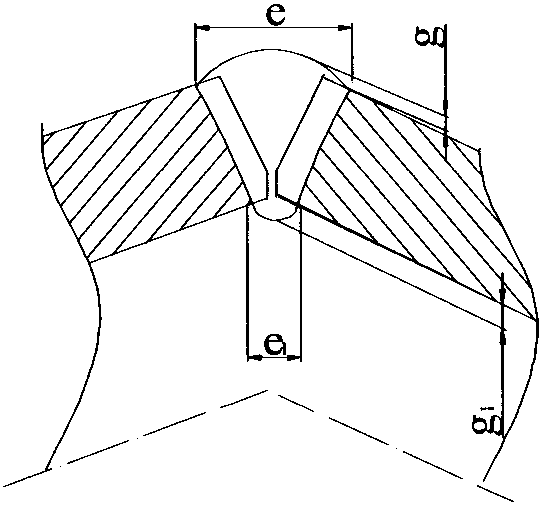 |
51
52
|
Более 6,0 до 7,0 включительно
|
0
|
1,5
|
2,0
|
0
|
+2,0
-1,6
|
18,0
|
+3,0
|
|
Более 7,0 до 9,0 включительно
|
19,0
|
+4,0
|
|||||||||
|
Более 9,0 до 10,0 включительно
|
3,0
|
+2,0
-1,1
|
20,0
|
||||||||
|
Более 10,0 до 12,0 включительно
|
21,0
|
||||||||||
|
Более 12,0 до 14,0 включительно
|
23,0
|
||||||||||
|
Более 14,0 до 16,0 включительно
|
26,0
|
||||||||||
|
Более 16,0 до 18,0 включительно
|
28,0
|
||||||||||
|
Более 18,0 до 20,0 включительно
|
30,0
|
||||||||||
|
Примечание. Размер e1 не контролируется.
|
|||||||||||
Таблица N 5.74
|
Условное обозначение сварного шва
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
b, мм +1,0
|
c, мм +/- 0,3
|
g, мм +1,0
|
g1, мм +/- 0,05
|
e, мм +4,0
|
e1, мм +/- 1,0
|
|
|
подготовленных кромок под сварку
|
шва сварного соединения
|
|||||||||
|
ТС9
|
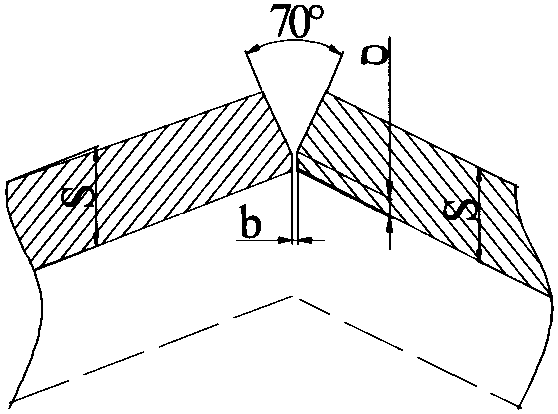 |
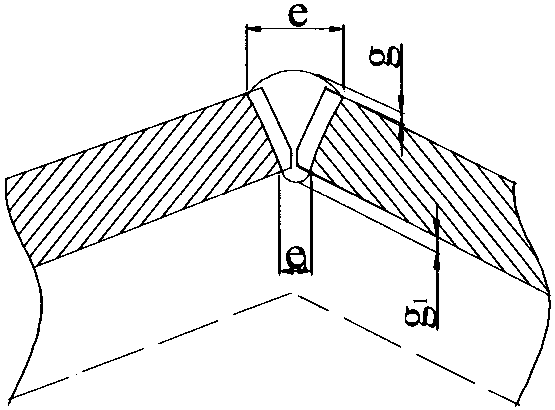 |
51
52
|
Более 6,0 до 7,0 включительно
|
1,5
|
1,0
|
2,0
|
1,5
|
13,0
|
4,0
|
|
Более 7,0 до 9,0 включительно
|
17,0
|
|||||||||
|
Более 9,0 до 10,0 включительно
|
20,0
|
|||||||||
|
Более 10,0 до 12,0 включительно
|
3,0
|
24,0
|
||||||||
|
Более 12,0 до 14,0 включительно
|
26,0
|
|||||||||
|
Более 14,0 до 16,0 включительно
|
28,0
|
|||||||||
|
Более 16,0 до 18,0 включительно
|
30,0
|
|||||||||
|
Более 18,0 до 20,0 включительно
|
34,0
|
|||||||||
Таблица N 5.75
|
Условное обозначение сварного шва
|
Конструктивные элементы
|
Способ сварки
|
S1, мм
|
b, мм +0,3
|
c, мм +0,5
|
S2, мм +/- 0,3
|
g, мм
|
e, мм
|
|||
|
подготовленных кромок под сварку
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||||
|
ТС12
|
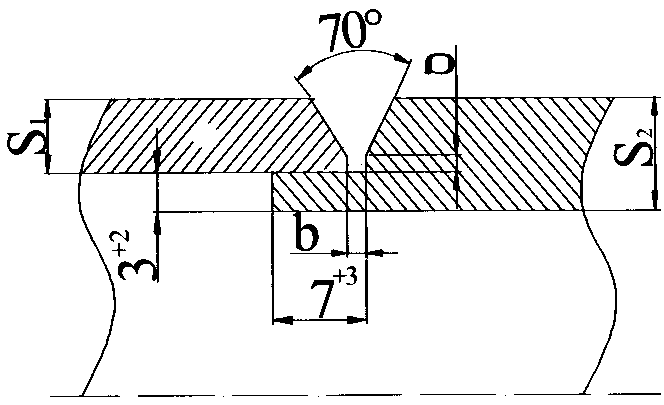 |
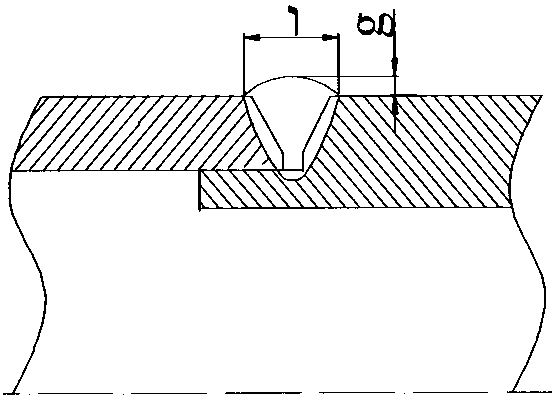 |
51
52
|
Более 2,0 до 4,0 включительно
|
2,5
|
0,5
|
S1 - 0,5
|
1,0
|
+0,5
|
13,0
|
+2,0
|
|
Более 4,0 до 5,0 включительно
|
1,0
|
S1 - 1,0
|
2,0
|
+1,0
|
14,0
|
+3,0
|
|||||
|
Более 6,0 до 7,0 включительно
|
15,0
|
||||||||||
|
Более 7,0 до 9,0 включительно
|
17,0
|
||||||||||
|
Более 9,0 до 10,0 включительно
|
20,0
|
||||||||||
|
Более 10,0 до 12,0 включительно
|
3,0
|
24,0
|
|||||||||
|
Более 12,0 до 14,0 включительно
|
26,0
|
+4,0
|
|||||||||
|
Более 14,0 до 16,0 включительно
|
28,0
|
||||||||||
|
Более 16,0 до 18,0 включительно
|
30,0
|
||||||||||
|
Более 18,0 до 20,0 включительно
|
34,0
|
||||||||||
Таблица N 5.76
|
Условное обозначение сварного шва
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
b, мм
|
c, мм +0,2
|
g, мм +0,5
|
e, мм
|
||
|
подготовленных кромок под сварку
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
||||||
|
ТС14
|
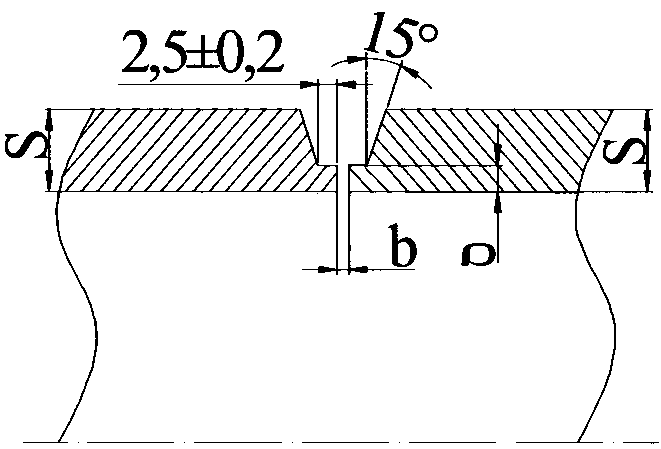 |
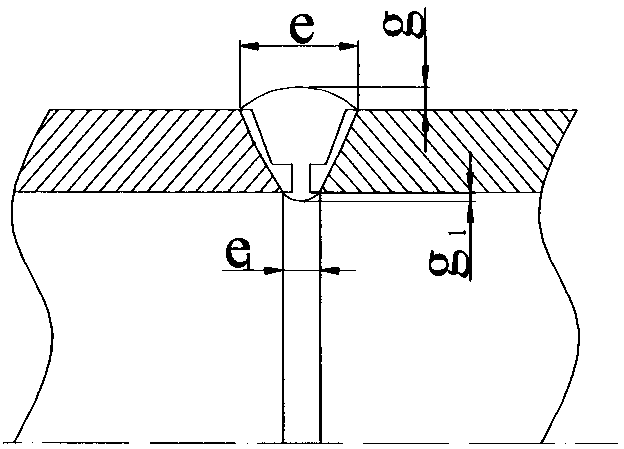 |
51
52
|
Более 2,0 до 2,5 включительно
|
не более 0,1
|
11,5
|
11,0
|
10,0
|
+2,0
|
|
Более 2,5 до 3,5 включительно
|
11,0
|
+3,0
|
|||||||
|
Более 3,5 до 6,0 включительно
|
12,0
|
||||||||
|
Примечания.
1. Соединение применяется при Ду не менее 10,0 мм.
2. Размер e1 не контролируется.
|
|||||||||
Таблица N 5.77
|
Условное обозначение сварного шва
|
Конструктивные элементы
|
Способ сварки
|
DH, мм
|
S1, мм
|
b, мм +1,0
|
g, мм +0,5
|
g1, мм
|
g2, мм
|
|
|
подготовленных кромок под сварку
|
шва сварного соединения
|
||||||||
|
ТУ1
|
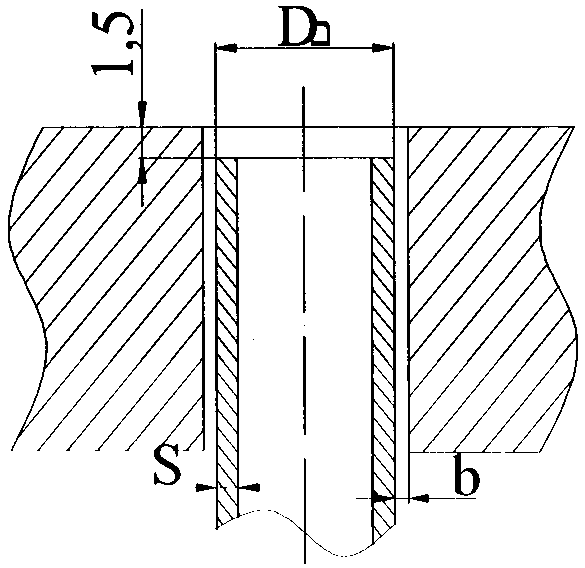 |
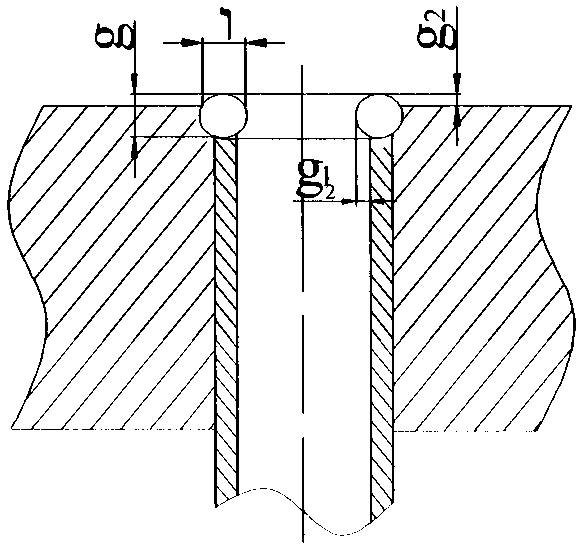 |
51
52
60
|
Более 10,0 до 22,0 включительно
|
Более 0,6 до 1,0 включительно
|
0
|
1,0
|
Не более 0,3
|
Не более 0,5
|
|
Более 1,0 до 1,5 включительно
|
1,5
|
||||||||
|
Более 1,5 до 2,0 включительно
|
2,0
|
Не более 1,5
|
|||||||
|
Более 2,0
|
2,5
|
||||||||
|
Примечание. Размер e1 не контролируется.
|
|||||||||
Таблица N 5.78
|
Условное обозначение сварного шва
|
Конструктивные элементы
|
Способ сварки
|
DH, мм
|
S1, мм
|
b, мм +1,0
|
g, мм
|
g1, мм
|
||
|
подготовленных кромок под сварку
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
||||||
|
ТУ2
|
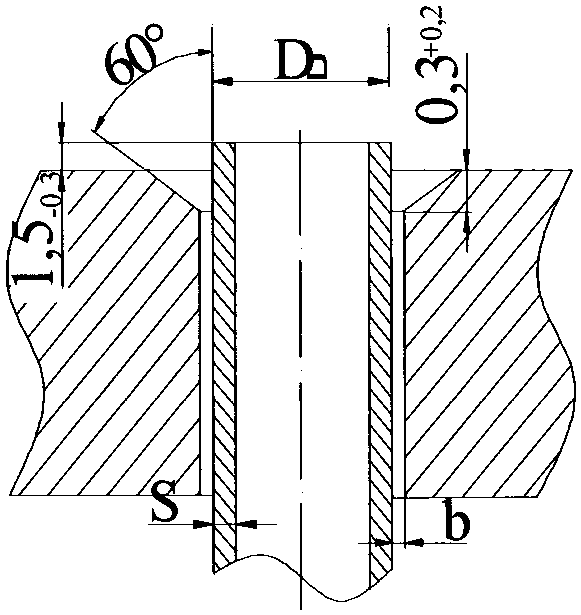 |
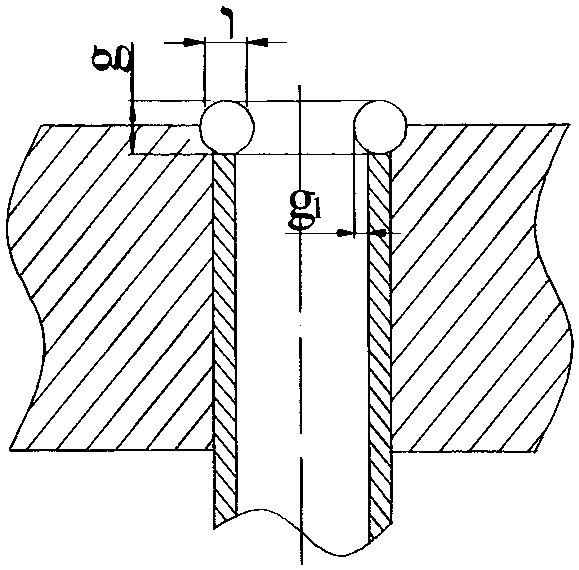 |
51
52
60
|
Более 5,0 до 18,0 включительно
|
Более 1,0 до 2,0 включительно
|
0
|
2,0
|
-0,1
|
0
|
|
Более 18,0 до 22,0 включительно
|
Более 2,0 до 2,5 включительно
|
3,0
|
+1,0
-0,3
|
||||||
|
Примечание. При DH от 5,0 до 8,0 мм включительно допускается не выполнять фаску 0,3 мм.
|
|||||||||
Таблица N 5.79
|
Условное обозначение сварного шва
|
Конструктивные элементы
|
Способ сварки
|
DH, мм
|
S, мм
|
b, мм +0,1
|
g, мм
|
||
|
подготовленных кромок под сварку
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
|||||
|
ТУ3
|
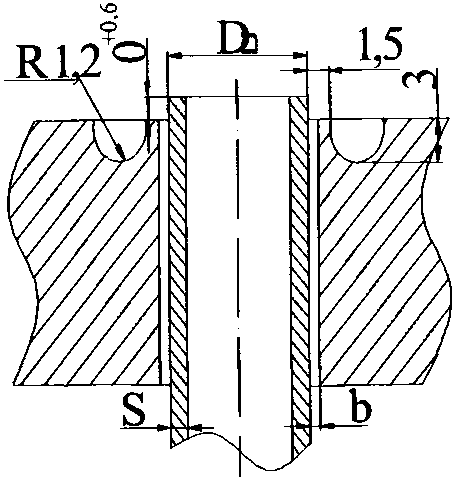 |
 |
51
52
60
|
Более 8,0 до 18,0 включительно
|
1,5
|
0
|
0,9
|
+0,3
-0,1
|
|
Примечание. Размер e1 не контролируется.
|
||||||||
Таблица N 5.80
|
Условное обозначение сварного шва
|
Конструктивные элементы
|
Способ сварки
|
S1, мм
|
b, мм +0,3
|
e, мм
|
e1, мм
|
|||
|
подготовленных кромок под сварку
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||
|
ТУ4
|
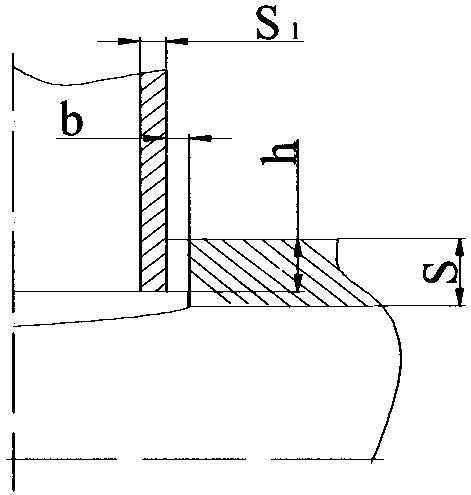 |
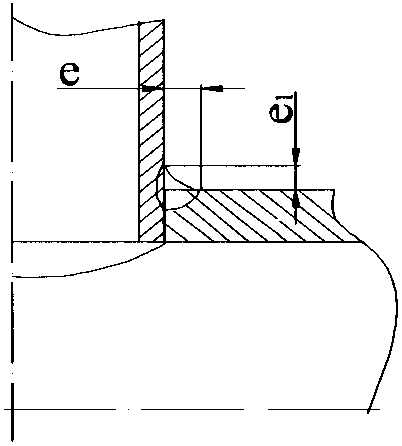 |
51
52
|
Более 1,5 до 3,0 включительно
|
0
|
4,0
|
+1,0
|
6,0
|
+1,0
+2,0
|
|
Более 3,0 до 4,0 включительно
|
5,0
|
+2,0
|
8,0
|
||||||
|
Более 4,0 до 5,0 включительно
|
7,0
|
11,0
|
|||||||
|
Более 5,0 до 6,0 включительно
|
8,0
|
12,0
|
|||||||
|
Более 6,0 до 8,0 включительно
|
10,0
|
14,0
|
|||||||
|
Более 8,0 до 10,0 включительно
|
13,0
|
+3,0
|
15,0
|
+3,0
|
|||||
|
Примечание. h = S - 0,5 мм.
|
|||||||||
Таблица N 5.81
|
Условное обозначение сварного шва
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
b, мм
|
e, мм
|
e1, мм
|
||
|
подготовленных кромок под сварку
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
|||||
|
ТУ 8
|
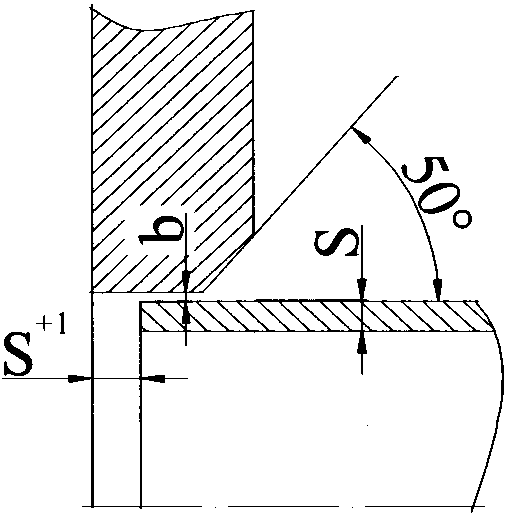 |
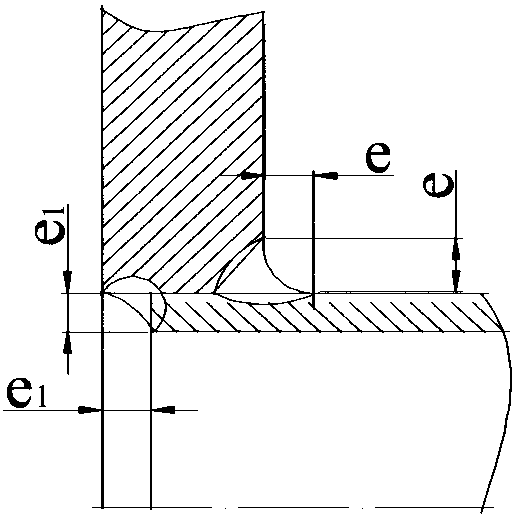 |
51
52
|
Более 2,0 до 3,0 включительно
|
0
|
+0,5
|
3,0
|
S
|
|
Более 3,0 до 4,0 включительно
|
4,0
|
|||||||
|
Более 4,0 до 6,0 включительно
|
6,0
|
|||||||
|
Более 6,0 до 20,0 включительно
|
+0,1
|
7,0
|
7,0
|
|||||
|
Примечание. Допускается выполнять шов без скоса кромок.
|
||||||||
Таблица N 5.82
|
Условное обозначение сварного шва
|
Конструктивные элементы
|
Способ сварки
|
DH, мм
|
S, мм
|
b, мм
|
h, мм
|
e1, мм
|
e2, мм
|
||
|
подготовленных кромок под сварку
|
шва сварного соединения
|
номинальное значение
|
предельное отклонение
|
|||||||
|
ТУ10
|
 |
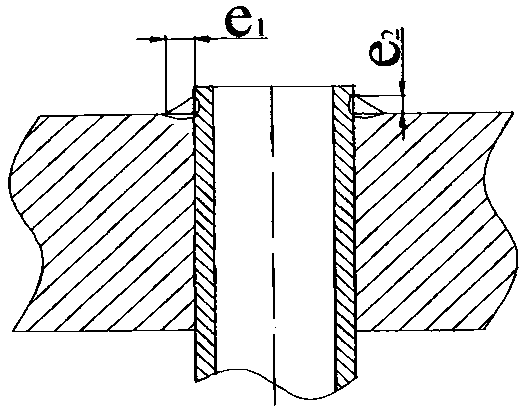 |
51
52
60
|
Более 6,0 до 12,0 включительно
|
Более 1,0 до 1,5 включительно
|
0
|
+0,5
|
Более 2,0 до 5,0 включительно
|
Более 2,0 до 3,0 включительно
|
Более 1,5 до 4,0 включительно
|
|
Более 12,0 до 22,0 включительно
|
Более 1,5 до 2,0 включительно
|
+0,1
|
Более 5,0 до 7,0 включительно
|
Более 3,0 до 4,0 включительно
|
Более 4.0 до 5,0 включительно
|
|||||
Таблица N 5.83
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
b, мм
|
R, мм
|
i, мм
|
e, мм, не более
|
g, мм
|
|||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||||
|
С1
|
 |
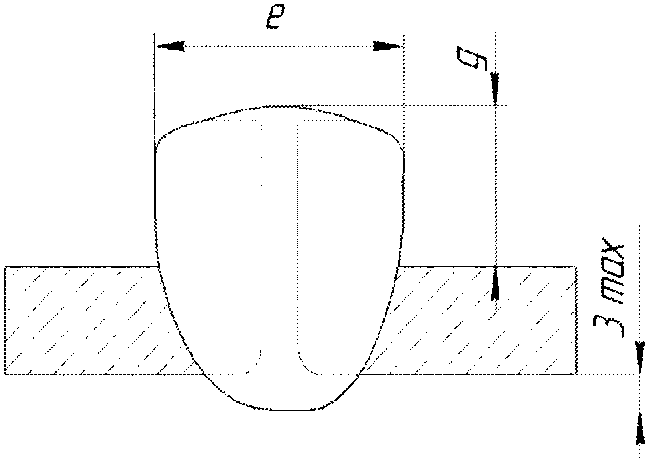 |
52
|
0,8 - 1,0
|
0
|
+0,1
|
от S до 2,5S
|
от S до 2,5S
|
7,0
|
0,8
|
+/- 0,5
|
|
1,5
|
+0,2
|
10,0
|
1,0
|
||||||||
|
2,0
|
1,5
|
+/- 1,0
|
|||||||||
|
Примечания.
1. Звездочкой помечена справочная информация.
2. Отбортовку кромок свариваемых деталей из термоупрочняемых сплавов марок АВ и САВ-1 выполняют до термообработки.
|
|||||||||||
Таблица N 5.84
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
b, мм
|
e, мм, не более
|
g, мм
|
|||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||
|
С2
|
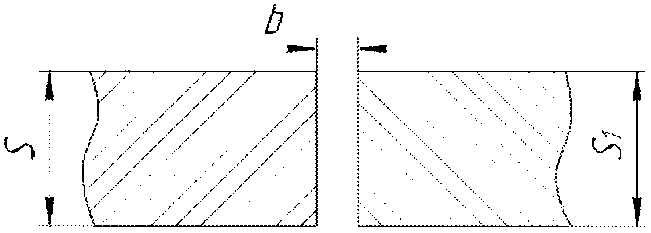 |
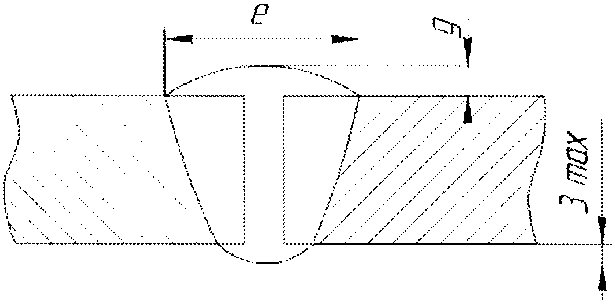 |
52
|
0,8 - 1,0
|
0
|
+0,5
|
7,0
|
0,8
|
+/- 0,5
|
|
2,5
|
10,0
|
||||||||
|
4,0
|
+1,0
|
12,0
|
1,0
|
||||||
|
53
|
4,0 - 6,0
|
14,0
|
|||||||
|
8,0
|
19,0
|
2,0
|
+/- 1,0
|
||||||
|
10,0
|
21,0
|
||||||||
|
12,0
|
+2,0
|
23,0
|
|||||||
Таблица N 5.85
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
b, мм
|
e, мм, не более
|
g, мм
|
|||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||
|
С4
|
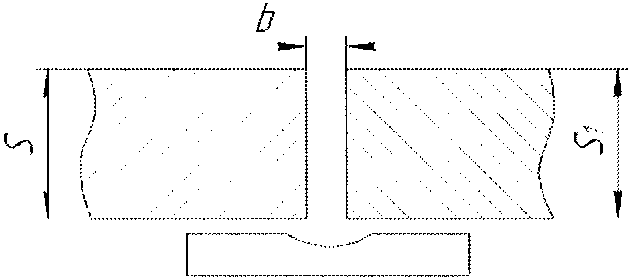 |
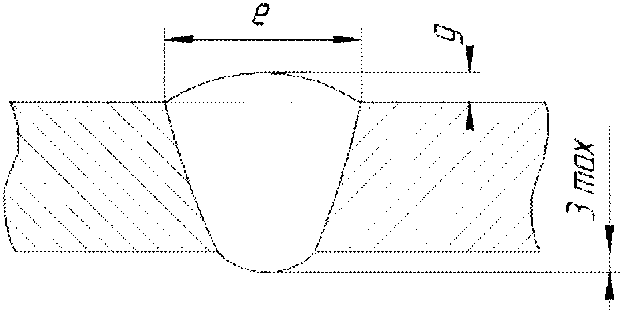 |
52
|
0,8 - 1,0
|
0
|
+0,5
|
7,0
|
0,8
|
+/- 0,5
|
|
2,0
|
10,0
|
||||||||
|
4,0
|
+1,0
|
12,0
|
1,0
|
||||||
|
5,0
|
14,0
|
||||||||
|
2,0
|
+/- 1,0
|
||||||||
|
53
|
3,0 - 6,0
|
||||||||
|
8,0
|
16,0
|
||||||||
|
10,0
|
18,0
|
||||||||
|
12,0
|
20,0
|
||||||||
Таблица N 5.86
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
b, мм
|
e, мм, не более
|
g, мм
|
|||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||
|
С7
|
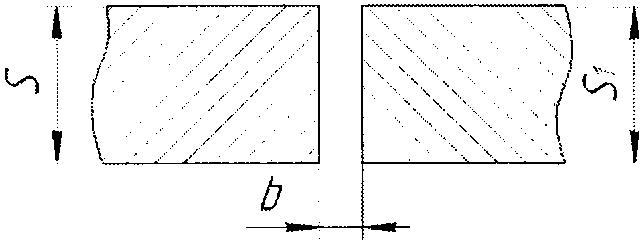 |
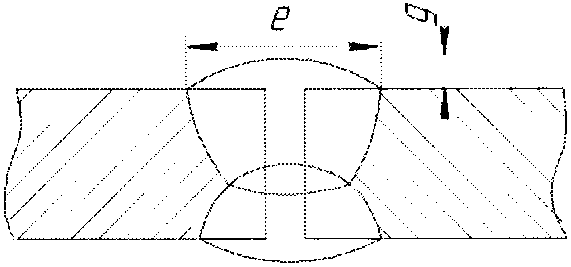 |
52
|
2,0 - 3,0
|
0
|
+1
|
10,0
|
1,0
|
+/- 0,5
|
|
4,0
|
+1,5
|
12,0
|
|||||||
|
6,0
|
|||||||||
|
8,0
|
16,0
|
2,0
|
+/- 1,0
|
||||||
|
10,0
|
+2,0
|
19,0
|
|||||||
|
53
|
6,0
|
+1,5
|
12,0
|
1,0
|
+/- 0,5
|
||||
|
8,0
|
14,0
|
2,0
|
+/- 1,0
|
||||||
|
10,0
|
16,0
|
||||||||
|
12,0
|
18,0
|
||||||||
Таблица N 5.87
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
b, мм
|
c +/- 1, мм
|
e, мм
|
g, мм
|
||||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||
|
С17
|
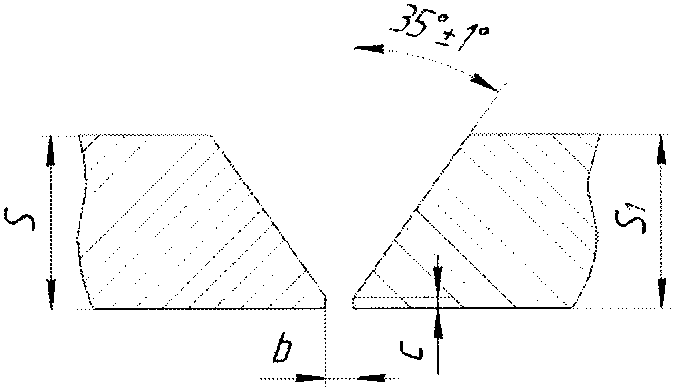 |
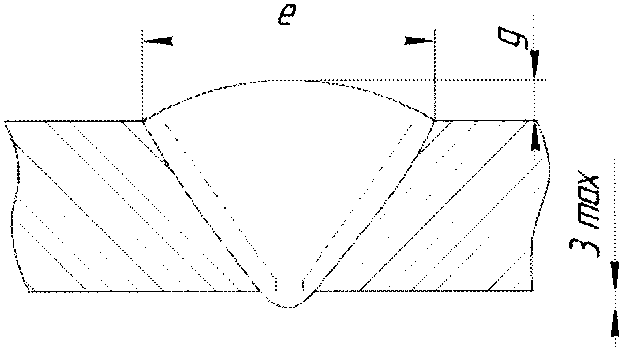 |
52
|
4,0 - 6,0
|
0
|
+1,0
|
2,0
|
12,0
|
+/- 2,0
|
2,0
|
+/- 1,0
|
|
8,0
|
14,0
|
||||||||||
|
10,0
|
+2,0
|
17,0
|
|||||||||
|
12,0
|
20,0
|
||||||||||
|
14,0
|
23,0
|
+/- 3,0
|
3,0
|
||||||||
|
16,0
|
26,0
|
||||||||||
|
18,0
|
29,0
|
||||||||||
|
20,0
|
30,0
|
||||||||||
|
53
|
10,0-12,0
|
4,0
|
18,0
|
+/- 2,0
|
4,0
|
+1,0
-2,0
|
|||||
|
14,0
|
20,0
|
||||||||||
|
16,0
|
22,0
|
+/- 3,0
|
|||||||||
|
18,0
|
24,0
|
||||||||||
|
20,0
|
27,0
|
||||||||||
|
22,0
|
30,0
|
||||||||||
|
24,0
|
33,0
|
||||||||||
|
26,0
|
36,0
|
5,0
|
|||||||||
|
28,0
|
39,0
|
||||||||||
|
30,0
|
40,0
|
||||||||||
Таблица N 5.88
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
c +/- 1, мм
|
e, мм
|
g, мм
|
b, мм
|
||||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||
|
С18
|
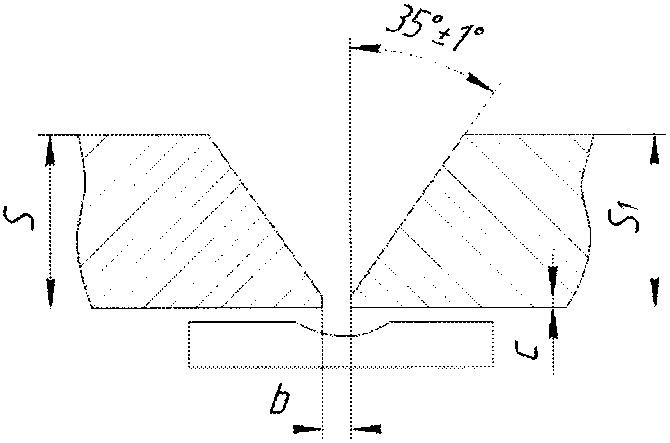 |
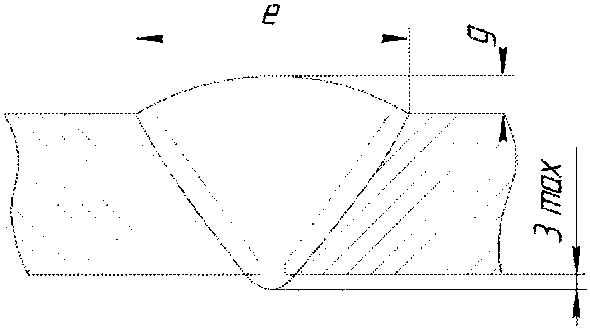 |
52
|
4,0 - 6,0
|
2,0
|
12,0
|
+/- 2,0
|
2,0
|
+/- 1,0
|
0
|
+2,0
|
|
8,0
|
14,0
|
||||||||||
|
10,0
|
17,0
|
||||||||||
|
12,0
|
20,0
|
||||||||||
|
14,0
|
23,0
|
+/- 3,0
|
3,0
|
||||||||
|
16,0
|
26,0
|
||||||||||
|
18,0
|
29,0
|
||||||||||
|
20,0
|
30,0
|
||||||||||
|
53
|
10,0 - 12,0
|
4,0
|
18,0
|
+/- 2,0
|
4,0
|
+1,0
-2,0
|
|||||
|
14,0
|
20,0
|
||||||||||
|
16,0
|
22,0
|
||||||||||
|
18,0
|
24,0
|
||||||||||
|
20,0
|
27,0
|
+/- 3,0
|
|||||||||
|
22,0
|
30,0
|
||||||||||
|
24,0
|
33,0
|
||||||||||
|
26,0
|
36,0
|
||||||||||
|
28,0
|
39,0
|
||||||||||
|
30,0
|
42,0
|
||||||||||
Таблица N 5.89
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
b, мм
|
c +/- 1, мм
|
e, мм
|
e1 +/- 2, мм
|
g, мм
|
||||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||||
|
С21
|
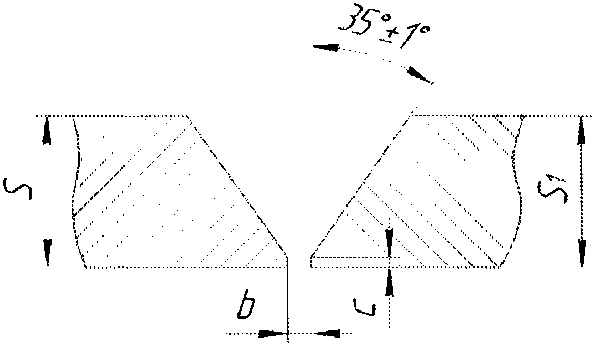 ) ) |
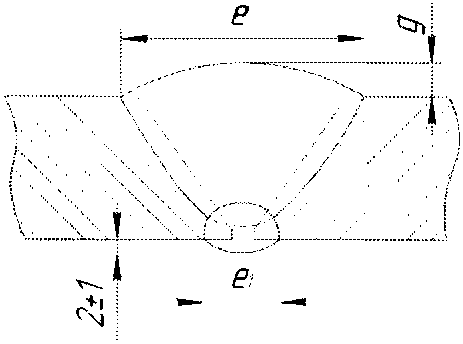 |
52
|
6,0
|
0
|
+1,0
|
2,0
|
12,0
|
+/- 2,0
|
10,0
|
2,0
|
+/- 1,0
|
|
8,0
|
14,0
|
|||||||||||
|
10,0
|
+2,0
|
3,0
|
16,0
|
|||||||||
|
12,0
|
19,0
|
+/- 3,0
|
14,0
|
3,0
|
||||||||
|
14,0
|
22,0
|
|||||||||||
|
16,0
|
25,0
|
|||||||||||
|
18,0
|
28,0
|
|||||||||||
|
20,0
|
31,0
|
|||||||||||
|
20,0 - 23,0
|
5,0
|
36,0
|
||||||||||
|
26,0
|
40,0
|
15,0
|
5,0
|
+1,0
-2,0
|
||||||||
|
30,0
|
44,0
|
|||||||||||
|
53
|
10,0 - 12,0
|
18,0
|
+/- 2,0
|
4,0
|
||||||||
|
14,0
|
20,0
|
+/- 3,0
|
||||||||||
|
17,0
|
8,0
|
23,0
|
||||||||||
|
20,0
|
27,0
|
|||||||||||
|
23,0
|
31,0
|
|||||||||||
|
26,0
|
36,0
|
5,0
|
||||||||||
|
30,0
|
42,0
|
|||||||||||
Таблица N 5.90
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
c +/- 1, мм
|
e +/- 3, мм
|
e1 +/- 2, мм
|
g, мм
|
g1, мм
|
b, мм
|
||||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||||
|
С23
|
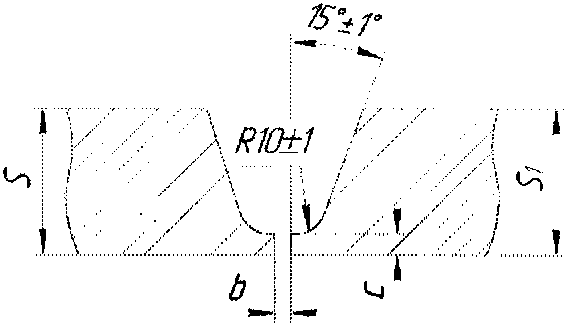 |
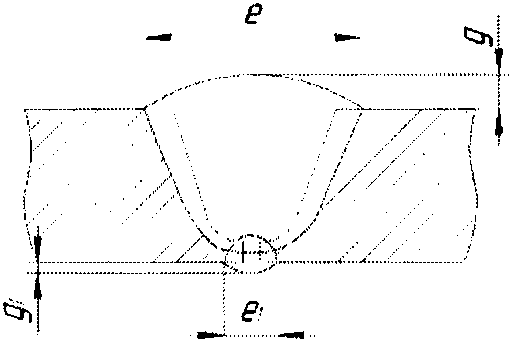 |
52
|
12,0 - 14,0
|
3,0
|
27,0
|
13,0
|
3,0
|
+/- 1,0
|
2,0
|
+/- 1,0
|
0
|
+/- 2,0
|
|
17,0
|
28,0
|
||||||||||||
|
20,0
|
29,0
|
||||||||||||
|
23,0
|
30,0
|
||||||||||||
|
26,0
|
31,0
|
15,0
|
4,0
|
3,0
|
|||||||||
|
30,0
|
32,0
|
||||||||||||
|
53
|
12,0 - 14,0
|
5,0
|
27,0
|
13,0
|
+1,0
-2,0
|
+/- 2,0
|
|||||||
|
17,0
|
8,0
|
||||||||||||
|
20,0
|
28,0
|
||||||||||||
|
23,0
|
29,0
|
||||||||||||
|
26,0
|
15,0
|
5,0
|
4,0
|
||||||||||
|
30,0
|
30,0
|
||||||||||||
Таблица N 5.91
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
c +/- 1, мм
|
H +/- 1,5, мм
|
e +/- 3, мм
|
g, мм
|
b, мм
|
|||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||||
|
С25
|
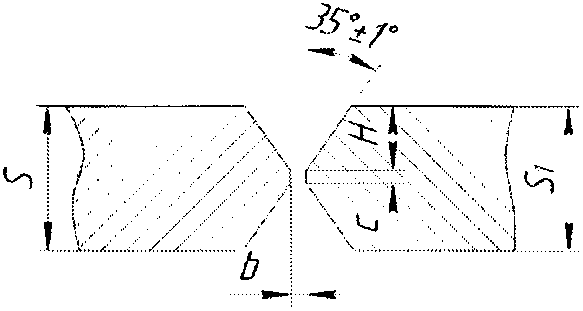 |
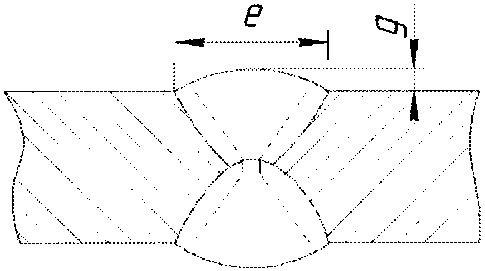 |
52
|
12,0 - 14,0
|
3,0
|
5,0
|
17,0
|
3,0
|
+/- 1,0
|
0
|
+2,0
|
|
17,0
|
7,0
|
19,0
|
|||||||||
|
20,0
|
9,0
|
21,0
|
|||||||||
|
23,0
|
10,0
|
23,0
|
|||||||||
|
26,0
|
11,0
|
25,0
|
4,0
|
||||||||
|
30,0
|
13,0
|
27,0
|
|||||||||
|
53
|
12,0 - 14,0
|
5,0
|
4,0
|
15,0
|
+1,0
-2,0
|
||||||
|
17,0
|
8,0
|
6,0
|
17,0
|
||||||||
|
20,0
|
8,0
|
19,0
|
|||||||||
|
23,0
|
9,0
|
21,0
|
|||||||||
|
26,0
|
10,0
|
23,0
|
|||||||||
|
30,0
|
12,0
|
25,0
|
|||||||||
Таблица N 5.92
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
b, мм
|
e, мм
|
|||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
Т1
|
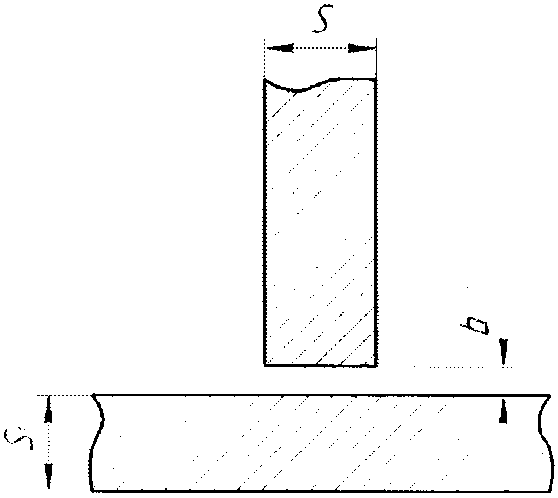 |
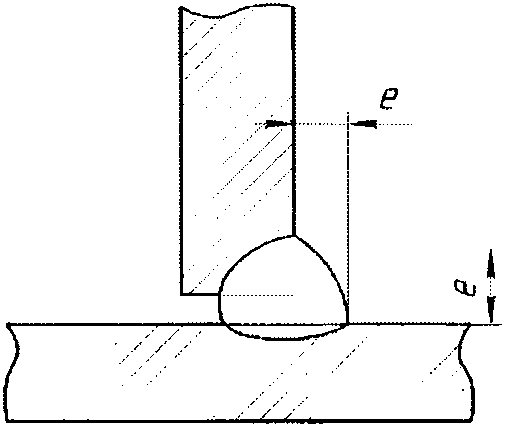 |
52
|
1,0 - 2,0
|
0
|
+0,5
|
3,0
|
+2,0
|
|
3,0
|
+1,0
|
|||||||
|
4,0
|
4,0
|
+3,0
|
||||||
|
52
53
|
8,0
|
+2,0
|
||||||
|
10,0
|
6,0
|
+4,0
|
||||||
|
12,0
|
||||||||
|
14,0
|
||||||||
|
16,0
|
||||||||
|
18,0
|
8,0
|
|||||||
|
20,0
|
+5,0
|
|||||||
Таблица N 5.93
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
c +/- 1, мм
|
e, мм
|
b, мм
|
|||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||
|
Т2
|
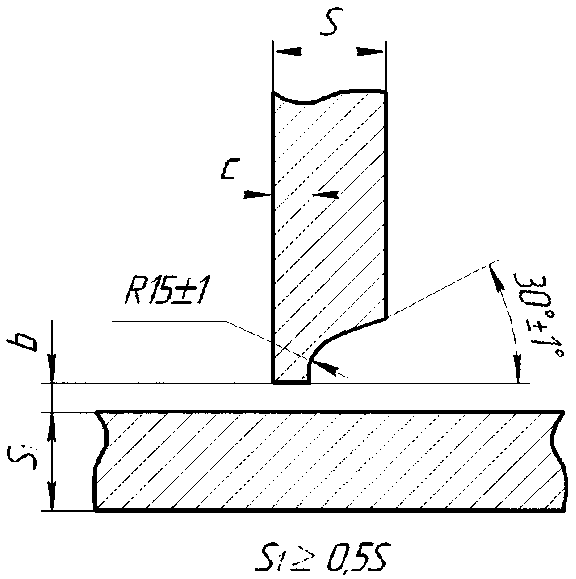 |
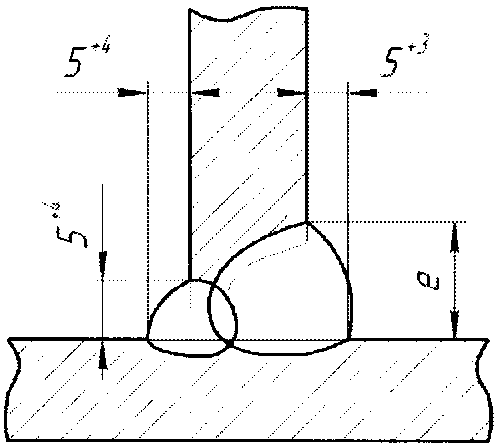 |
52
|
16,0 - 18,0
|
2,0
|
23,0
|
+/- 2,0
|
0
|
+2,0
|
|
20,0
|
24,0
|
||||||||
|
22,0
|
25,0
|
||||||||
|
24,0
|
26,0
|
||||||||
|
26,0
|
27,0
|
+/- 3,0
|
|||||||
|
28,0
|
28,0
|
||||||||
|
30,0
|
29,0
|
||||||||
|
53
|
16,0 - 18,0
|
4,0
|
23,0
|
+/- 2,0
|
|||||
|
20,0
|
24,0
|
||||||||
|
22,0
|
25,0
|
||||||||
|
24,0
|
26,0
|
||||||||
|
26,0
|
27,0
|
+/- 3,0
|
|||||||
|
28,0
|
28,0
|
||||||||
|
30,0
|
29,0
|
||||||||
Таблица N 5.94
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
b, мм
|
e, мм
|
|||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
ТЗ
|
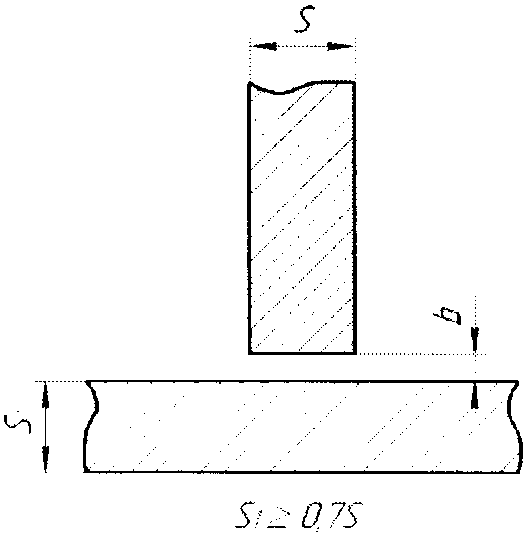 |
 |
52
|
1,0 - 2,0
|
0
|
+0,5
|
3,0
|
+2,0
|
|
3,0
|
+1,0
|
|||||||
|
4,0
|
4,0
|
+3,0
|
||||||
|
52
53
|
8,0
|
+2,0
|
||||||
|
10,0
|
6,0
|
+4,0
|
||||||
|
12,0
|
||||||||
|
14,0
|
||||||||
|
16,0
|
||||||||
|
18,0
|
8,0
|
|||||||
|
20,0
|
+5,0
|
|||||||
Таблица N 5.95
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
b, мм
|
c +/- 1, мм
|
e, мм
|
|||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||
|
Т6
|
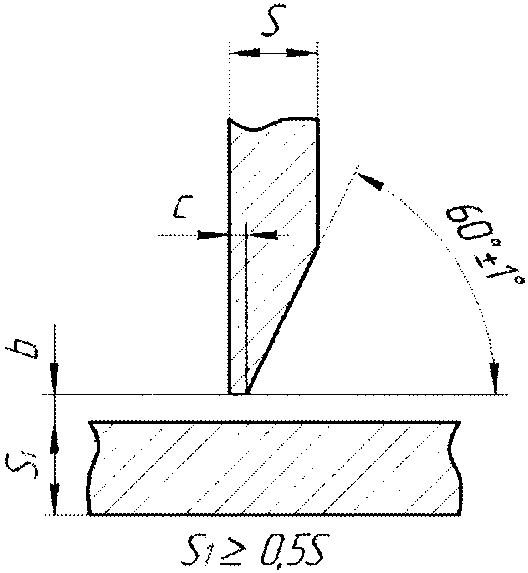 |
 |
52
|
4,0 - 6,0
|
0
|
+1,0
|
2,0
|
13,0
|
+/- 2,0
|
|
8,0
|
16,0
|
||||||||
|
10,0
|
19,0
|
||||||||
|
12,0
|
+2,0
|
3,0
|
21,0
|
+/- 3,0
|
|||||
|
14,0
|
25,0
|
||||||||
|
16,0
|
29,0
|
||||||||
|
18,0
|
33,0
|
||||||||
|
20,0
|
37,0
|
||||||||
|
53
|
4,0 - 6,0
|
+1,0
|
12,0
|
+/- 2,0
|
|||||
|
8,0
|
15,0
|
||||||||
|
10,0
|
18,0
|
||||||||
|
12,0
|
+2,0
|
21,0
|
+/- 3,0
|
||||||
|
14,0
|
24,0
|
||||||||
|
16,0
|
5,0
|
27,0
|
|||||||
|
18,0
|
31,0
|
||||||||
|
20,0
|
35,0
|
||||||||
Таблица N 5.96
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
b, мм
|
c +/- 1, мм
|
e, мм
|
e, мм
|
||||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||
|
Т7
|
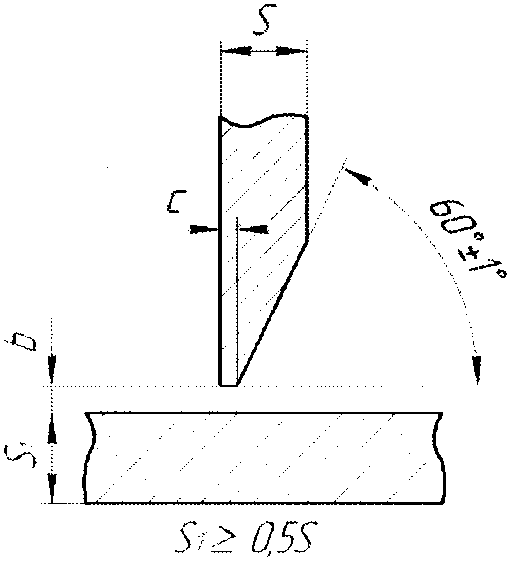 |
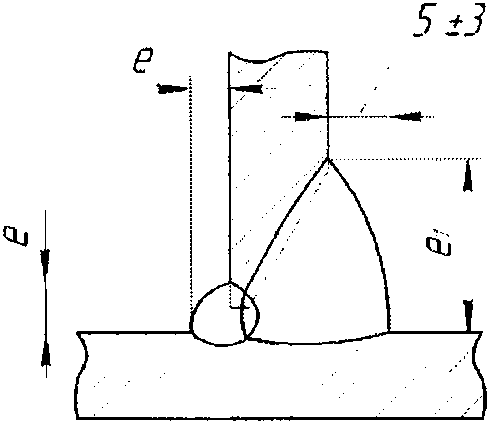 |
52
|
4,0 - 6,0
|
0
|
+1,0
|
2,0
|
3,0
|
+3,0
|
13,0
|
+/- 2,0
|
|
8,0
|
4,0
|
16,0
|
|||||||||
|
10,0
|
+4,0
|
19,0
|
|||||||||
|
12,0
|
2,0
|
3,0
|
21,0
|
+/- 3,0
|
|||||||
|
14,0
|
5,0
|
25,0
|
|||||||||
|
16,0
|
33,0
|
||||||||||
|
18,0
|
+5,0
|
37,0
|
|||||||||
|
53
|
4,0 - 6,0
|
0
|
+1,0
|
3,0
|
+3,0
|
12,0
|
+/- 2,0
|
||||
|
8,0
|
4,0
|
15,0
|
|||||||||
|
10,0
|
+4,0
|
18,0
|
|||||||||
|
12,0
|
+2,0
|
21,0
|
+/- 3,0
|
||||||||
|
14,0
|
5,0
|
24,0
|
|||||||||
|
18,0
|
5,0
|
31,0
|
|||||||||
|
20,0
|
+5,0
|
35,0
|
|||||||||
Таблица N 5.97
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
c +/- 1, мм
|
h +/- 1, мм
|
e, мм
|
b, мм
|
|||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||||
|
Т8
|
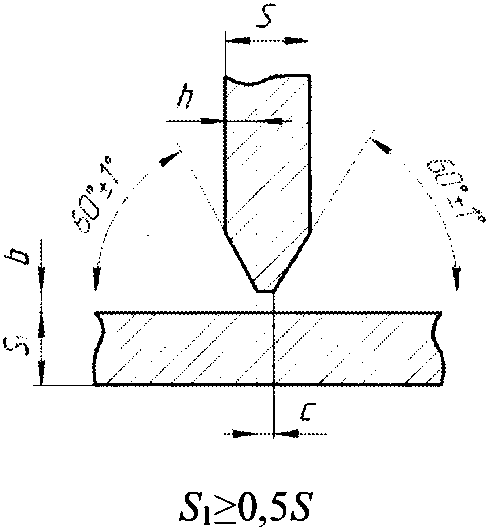 |
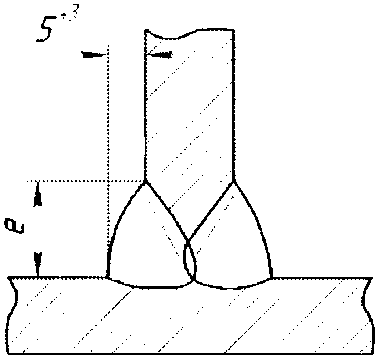 |
52
|
12,0 - 14,0
|
3,0
|
5,0
|
18,0
|
+/- 2,0
|
0
|
+2,0
|
|
17,0
|
7,0
|
20,0
|
||||||||
|
20,0
|
9,0
|
22,0
|
||||||||
|
23,0
|
11,0
|
25,0
|
||||||||
|
26,0
|
12,0
|
28,0
|
+/- 3,0
|
|||||||
|
30,0
|
13,0
|
31,0
|
||||||||
|
53
|
12,0 - 14,0
|
4,0
|
4,0
|
17,0
|
+/- 2,0
|
|||||
|
17,0
|
6,0
|
19,0
|
||||||||
|
20,0
|
8,0
|
21,0
|
||||||||
|
23,0
|
10,0
|
23,0
|
||||||||
|
26,0
|
12,0
|
26,0
|
+/- 3,0
|
|||||||
|
30,0
|
14,0
|
29,0
|
||||||||
Таблица N 5.98
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S = S1, мм
|
R, мм
|
i, мм
|
e, не более, мм
|
b, мм
|
||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
||||||
|
У1
|
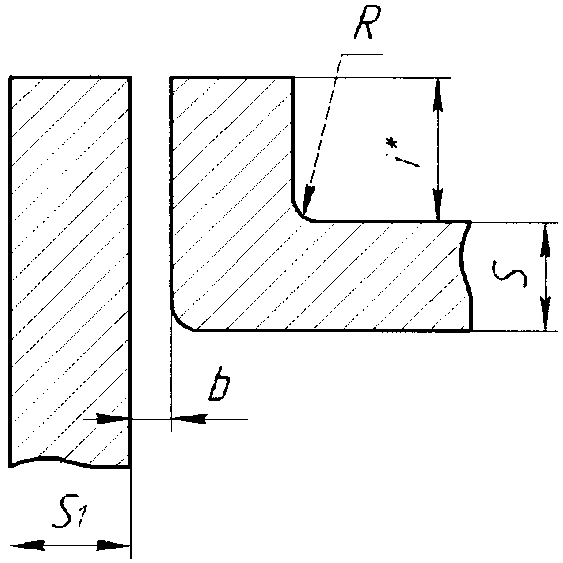 |
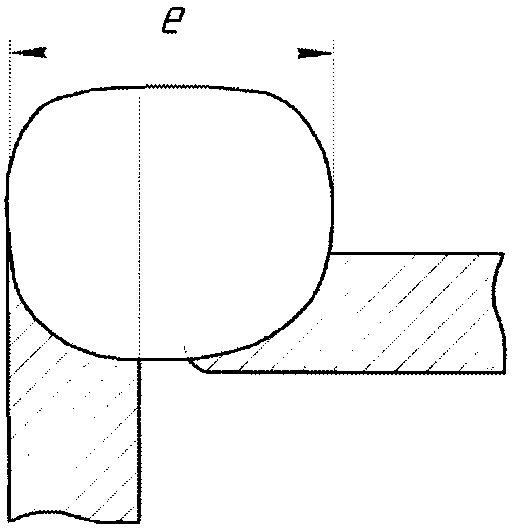 |
52
|
1,0 - 1,5
|
2,5 - 3,0
|
от S до 2,5S
|
5,0
|
0
|
+0,1
|
|
2,0
|
3,0 - 4,5
|
7,0
|
|||||||
|
2,5
|
4,5 - 5,0
|
8,0
|
+0,2
|
||||||
Таблица N 5.99
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
b, мм
|
c, мм (предельное отклонение +/- 1)
|
e, мм
|
g, мм
|
||||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||
|
У6
|
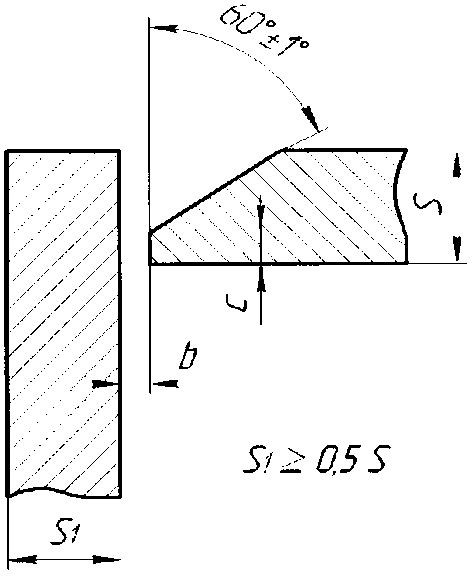 |
 |
52
|
4,0 - 6,0
|
0
|
+1,0
|
2,0
|
15,0
|
+/- 2,0
|
2,0
|
+/- 1,0
|
|
8,0
|
17,0
|
||||||||||
|
10,0
|
+2,0
|
3,0
|
20,0
|
||||||||
|
12,0
|
23,0
|
||||||||||
|
14,0
|
26,0
|
+/- 3,0
|
3,0
|
||||||||
|
16,0
|
30,0
|
||||||||||
|
18,0
|
34,0
|
||||||||||
|
20,0
|
38,0
|
||||||||||
|
53
|
6,0
|
+1,0
|
15,0
|
+/- 2,0
|
2,0
|
||||||
|
8,0
|
17,0
|
||||||||||
|
10,0
|
+2,0
|
20,0
|
|||||||||
|
12,0
|
23,0
|
||||||||||
|
14,0
|
27,0
|
+/- 3,0
|
4,0
|
+/- 2,0
|
|||||||
|
16,0
|
5,0
|
30,0
|
|||||||||
|
18,0
|
33,0
|
||||||||||
|
20,0
|
37,0
|
||||||||||
Таблица N 5.100
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
b, мм
|
c, мм (предельное отклонение +/- 1)
|
e, мм
|
e1, мм
|
g, мм
|
|||||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||
|
У7
|
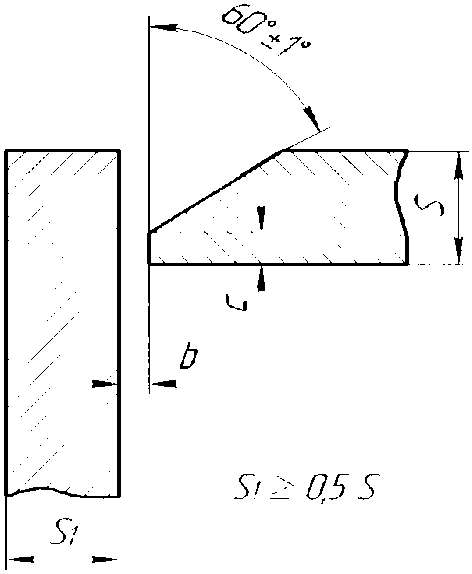 |
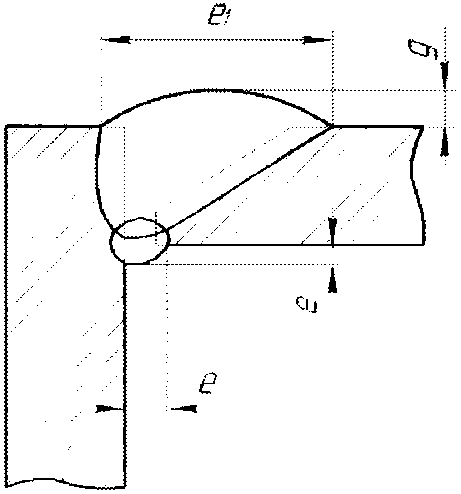 |
52
|
4,0 - 6,0
|
0
|
+1,0
|
2,0
|
3,0
|
+3,0
|
15,0
|
+/- 2,0
|
2,0
|
+/- 1,0
|
|
8,0
|
4,0
|
17,0
|
|||||||||||
|
10,0
|
+2,0
|
3,0
|
+4,0
|
20,0
|
|||||||||
|
12,0
|
23,0
|
||||||||||||
|
14,0
|
26,0
|
+/- 3,0
|
|||||||||||
|
16,0
|
30,0
|
3,0
|
|||||||||||
|
18,0
|
34,0
|
||||||||||||
|
20,0
|
+5,0
|
38,0
|
|||||||||||
|
53
|
4,0 - 6,0
|
+1,0
|
3,0
|
+3,0
|
15,0
|
+/- 2,0
|
2,0
|
||||||
|
8,0
|
4,0
|
17,0
|
|||||||||||
|
10,0
|
+2,0
|
+4,0
|
20,0
|
||||||||||
|
12,0
|
23,0
|
||||||||||||
|
14,0
|
5,0
|
27,0
|
+/- 3,0
|
||||||||||
|
16,0
|
5,0
|
30,0
|
4,0
|
+/- 2,0
|
|||||||||
|
18,0
|
33,0
|
||||||||||||
|
20,0
|
+5,0
|
37,0
|
|||||||||||
Таблица N 5.101
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
c, мм (предельное отклонение +/- 1)
|
h, мм (предельное отклонение +/- 1)
|
e, мм
|
e1, мм не более
|
g мм
|
g1, мм
|
b, мм
|
|||||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||||
|
У8
|
 |
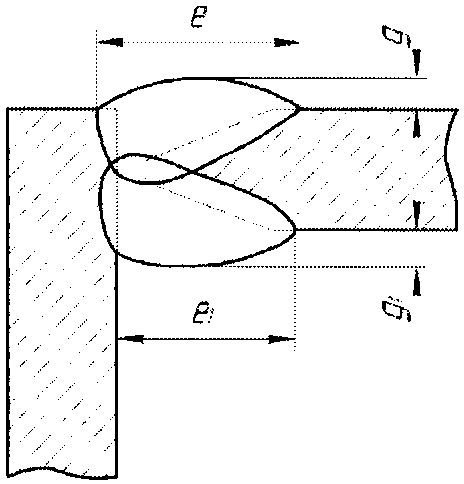 |
52
|
18,0 - 20,0
|
2,0
|
8,0
|
25
|
+/- 2,0
|
23,0
|
3,0
|
+/- 1,0
|
5,0
|
+/- 2,0
|
0
|
+2,0
|
|
22,0
|
9,0
|
27
|
25,0
|
||||||||||||
|
24,0
|
10,0
|
29
|
27,0
|
||||||||||||
|
26,0
|
11,0
|
31
|
+/- 3,0
|
29,0
|
4,0
|
10,0
|
+/- 3,0
|
||||||||
|
28,0
|
12,0
|
33
|
31,0
|
||||||||||||
|
30,0
|
13,0
|
35
|
33,0
|
+1,0
-2,0
|
|||||||||||
|
53
|
18,0 - 20,0
|
4,0
|
7,0
|
22
|
+/- 2,0
|
23,0
|
6,0
|
||||||||
|
22,0
|
8,0
|
24
|
25,0
|
||||||||||||
|
24,0
|
9,0
|
26
|
27,0
|
||||||||||||
|
26,0
|
10,0
|
28
|
+/- 3,0
|
29,0
|
5,0
|
10,0
|
+/- 4,0
|
||||||||
|
28,0
|
11,0
|
30
|
31,0
|
||||||||||||
|
30,0
|
12,0
|
32
|
33,0
|
||||||||||||
Таблица N 5.102
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
c, мм (предельное отклонение +/- 1)
|
e, мм
|
g, мм
|
b, мм
|
||||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||
|
У9
|
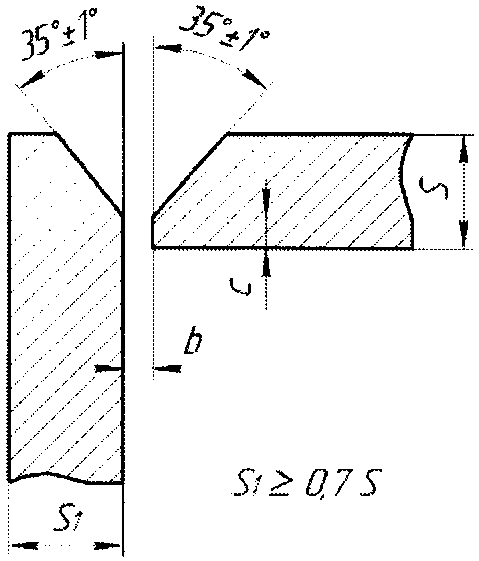 |
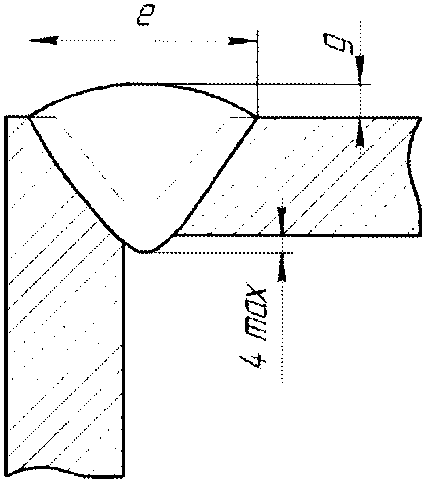 |
52
|
18,0 - 20,0
|
2,0
|
34,0
|
+/- 2,0
|
3,0
|
+/- 1,0
|
0
|
+2,0
|
|
22,0
|
37,0
|
||||||||||
|
24,0
|
40,0
|
||||||||||
|
26,0
|
43,0
|
+/- 3,0
|
4,0
|
+1,0
-2,0
|
|||||||
|
28,0
|
45,0
|
||||||||||
|
30,0
|
48,0
|
||||||||||
|
53
|
18,0 - 20,0
|
4,0
|
30,0
|
+/- 2,0
|
|||||||
|
22,0
|
33,0
|
||||||||||
|
24,0
|
36,0
|
||||||||||
|
26,0
|
39,0
|
+/- 3,0
|
5,0
|
||||||||
|
28,0
|
42,0
|
||||||||||
|
30,0
|
45,0
|
||||||||||
Таблица N 5.103
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
c, мм (предельное отклонение +/- 1)
|
e, мм
|
g, мм
|
b, мм
|
||||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||
|
У10
|
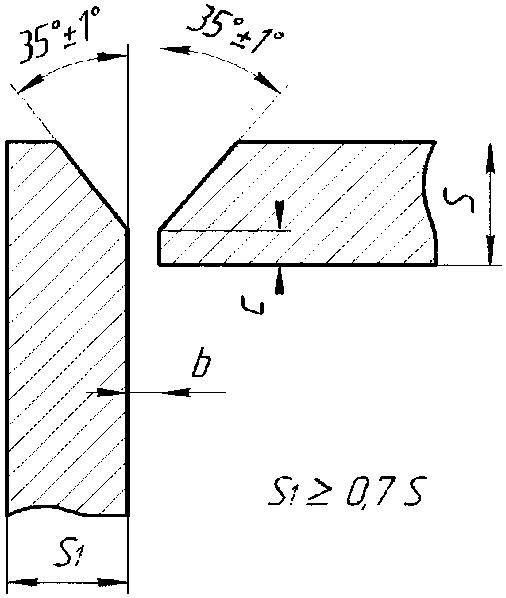 |
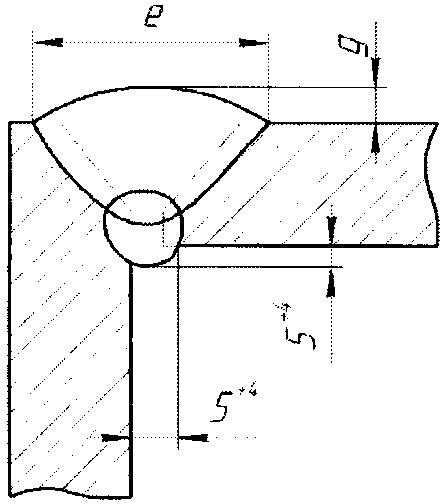 |
52
|
12,0 - 14,0
|
2,0
|
25,0
|
+/- 2,0
|
2,0
|
+/- 1,0
|
0
|
+2,0
|
|
16,0
|
28,0
|
||||||||||
|
18,0
|
31,0
|
3,0
|
|||||||||
|
20,0
|
34,0
|
||||||||||
|
22,0
|
37,0
|
||||||||||
|
24,0
|
40,0
|
||||||||||
|
26,0
|
43,0
|
+/- 3,0
|
4,0
|
||||||||
|
28,0
|
45,0
|
||||||||||
|
30,0
|
48,0
|
||||||||||
|
53
|
12,0 - 14,0
|
4,0
|
22,0
|
+/- 2,0
|
+1,0
-2,0
|
||||||
|
16,0
|
24,0
|
||||||||||
|
18,0
|
27,0
|
||||||||||
|
20,0
|
30,0
|
||||||||||
|
22,0
|
33,0
|
||||||||||
|
24,0
|
36,0
|
||||||||||
|
26,0
|
39,0
|
+/- 3,0
|
5,0
|
||||||||
|
28,0
|
42,0
|
||||||||||
|
30,0
|
45,0
|
||||||||||
Таблица N 5.104
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
c, мм (предельное отклонение +/- 1)
|
e, мм
|
g, мм
|
|||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
||||
|
У11
|
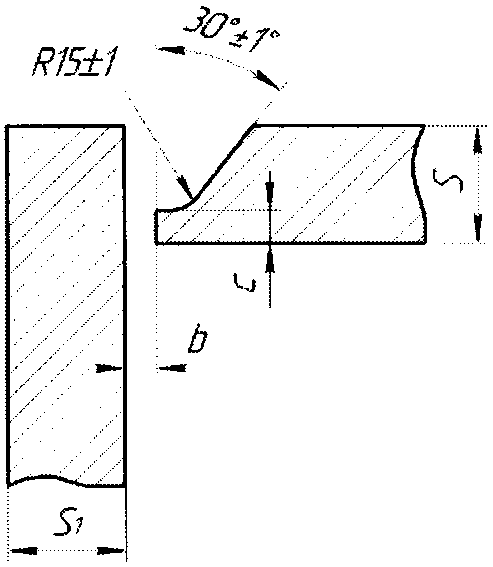 |
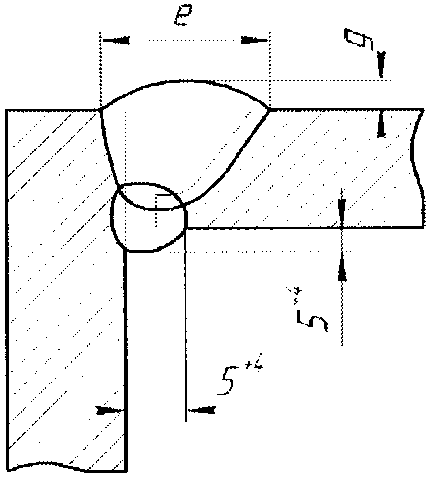 |
52
|
16,0 - 18,0
|
2,0
|
25,0
|
+/- 2,0
|
3,0
|
+/- 1,0
|
|
20,0
|
26,0
|
||||||||
|
22,0
|
27,0
|
||||||||
|
24,0
|
28,0
|
||||||||
|
26,0
|
29,0
|
+/- 3,0
|
4,0
|
||||||
|
28,0
|
30,0
|
||||||||
|
30,0
|
32,0
|
||||||||
|
53
|
16,0 - 18,0
|
4,0
|
25,0
|
+/- 2,0
|
+1,0
-2,0
|
||||
|
20,0
|
26,0
|
||||||||
|
22,0
|
27,0
|
||||||||
|
24,0
|
28,0
|
||||||||
|
26,0
|
29,0
|
+/- 3,0
|
5,0
|
||||||
|
28,0
|
30,0
|
||||||||
|
30,0
|
32,0
|
||||||||
Таблица N 5.105
|
Условное обозначение сварного соединения
|
Конструктивные элементы
|
Способ сварки
|
S, мм
|
e, мм
|
g, мм
|
|||
|
подготовленных кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|||
|
У15
|
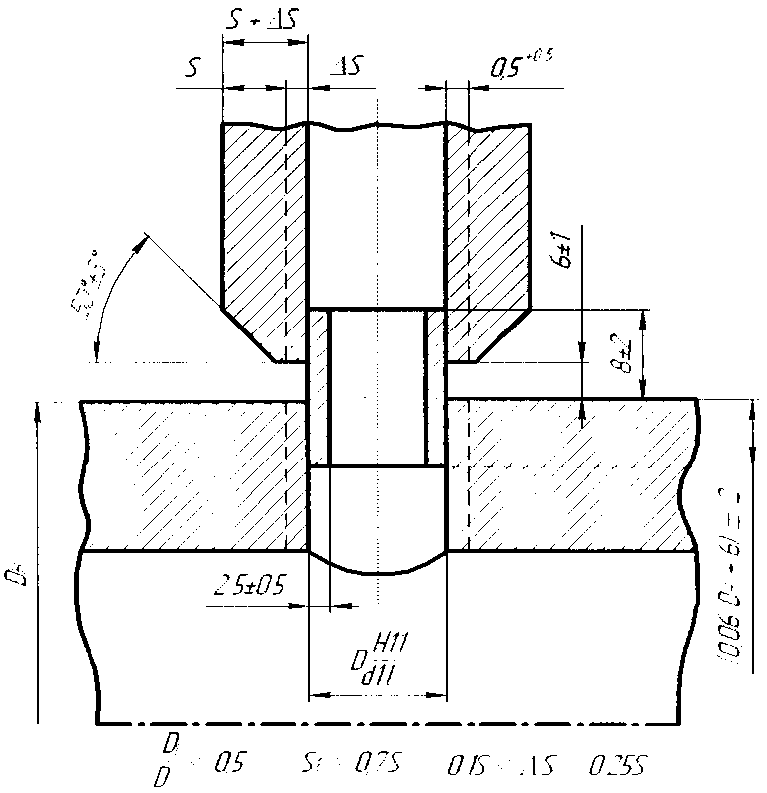 |
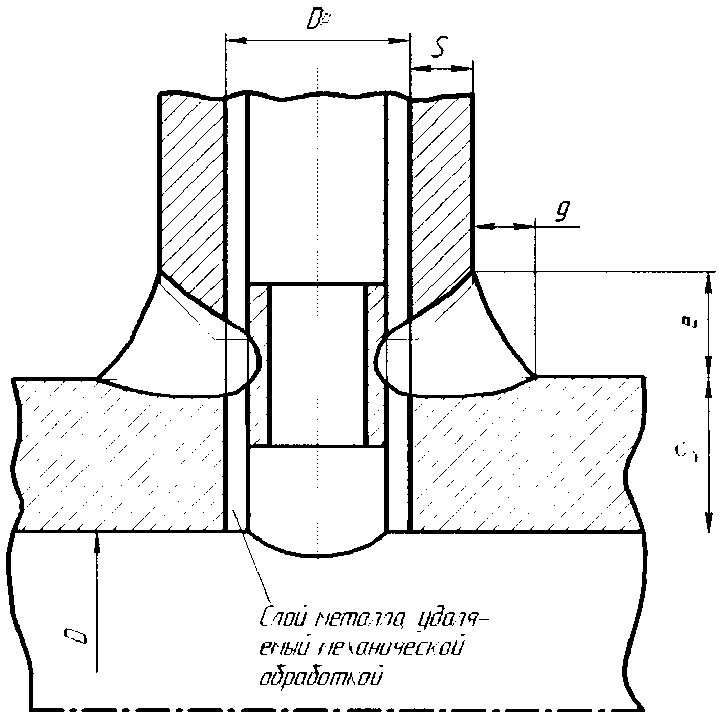 |
52
|
4,0
|
16,0
|
+/- 3,0
|
7,0
|
+3,0
-2,0
|
|
6,0
|
19,0
|
8,0
|
||||||
|
8,0
|
22,0
|
10,0
|
||||||
|
10,0
|
26,0
|
+/- 4,0
|
12,0
|
+/- 3,0
|
||||
|
12,0
|
30,0
|
14,0
|
||||||
|
14,0
|
34,0
|
+/- 5,0
|
16,0
|
+4,0
-3,0
|
||||
|
16,0
|
38,0
|
18,0
|
||||||
|
18,0
|
42,0
|
20,0
|
||||||
|
20,0
|
46,0
|
+/- 6,0
|
22,0
|
+/- 4,0
|
||||
8. Сварные соединения деталей из сталей различных структурных классов и из двухслойных сталей по геометрии должны соответствовать сварным соединениям сталей одинаковых структурных классов с соблюдением требований по выполнению предварительной наплавки кромок, разделки плакировки и выполнению разделительной и защитной наплавок.
9. Конструктивные элементы подготовленных под сварку кромок деталей из сталей различных структурных классов и (или) из двухслойных сталей после выполнения предварительной наплавки кромок и их механической обработки должны соответствовать элементам для принятого типа сварного соединения без наплавки кромок.
Конструктивные элементы выполненных швов сварных соединений деталей из сталей различных структурных классов и (или) из двухслойных сталей должны соответствовать элементам для принятого типа сварного соединения деталей из однородного металла.
10. При сварке деталей, номинальные толщины которых отличаются от приведенных в таблицах N 5.1 - 5.105 настоящего приложения, размеры конструктивных элементов подготовленных кромок и выполненных швов принимаются по размерам, установленным для деталей ближайшей толщины.
11. Шероховатость поверхности подготовленных под сварку кромок должна быть не более Rz 80 мкм, для алюминиевых сплавов - Rz 40 мкм.
12. Форма и размеры остающихся цилиндрических подкладных колец, а также допустимые значения зазоров между кольцом и свариваемыми деталями должны соответствовать указанным на рисунке 5.1. Допускается замена снятия фасок с внутренней стороны колец округлением их внутренних кромок по радиусу от 1,0 до 3,0 мм.
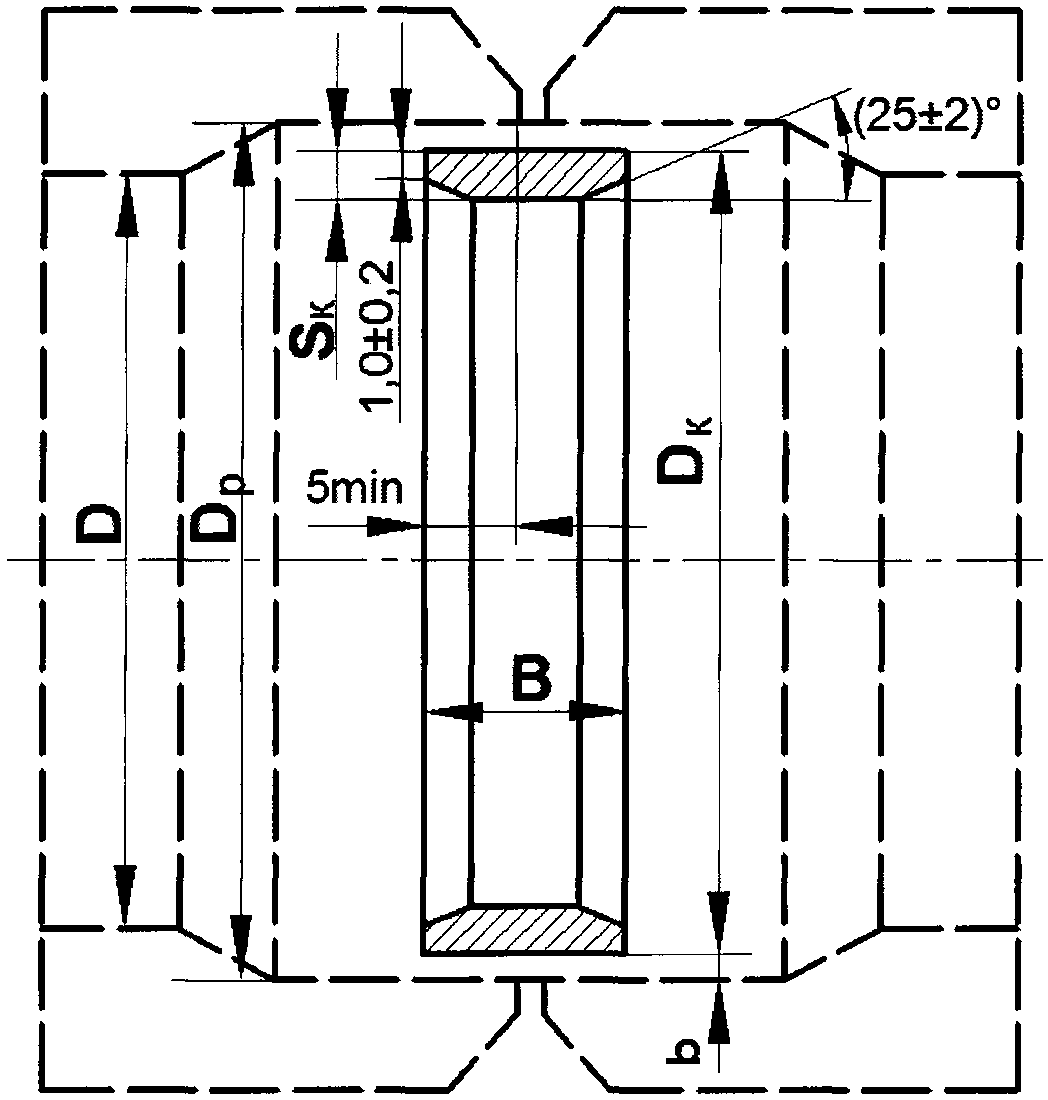
Рисунок 5.1. Остающиеся цилиндрические подкладные кольца;
DK = Dр (по номинальному размеру)
Для диаметра DK устанавливают только минусовое предельное отклонение (в конструкторской и (или) в технологической документации). Предельные отклонения размеров DK и Dp должны обеспечивать допустимое значение зазора b, которое определяется согласно таблице N 5.106 настоящего приложения.
Таблица N 5.106
|
D, мм
|
Sk, мм
|
B, мм
|
b, мм, не более
|
|
|
номинальное значение
|
предельное отклонение
|
|||
|
До 75,0 включительно
|
2,0
|
+/- 0,2
|
16,0 - 20,0
|
0,2
|
|
Более 75,0 до 150,0 включительно
|
2,5
|
20,0 - 24,0
|
0,3
|
|
|
Более 150,0 до 300,0 включительно
|
3,0
|
20,0 - 24,0
|
0,4
|
|
|
Более 300,0
|
4,0
|
24,0 - 30,0
|
0,5
|
|
13. Для обеспечения минимального смещения кромок с внутренней стороны соединения должна выполняться цилиндрическая калибровка (расточка, раздача) концов труб в соответствии с рисунком 5.2.
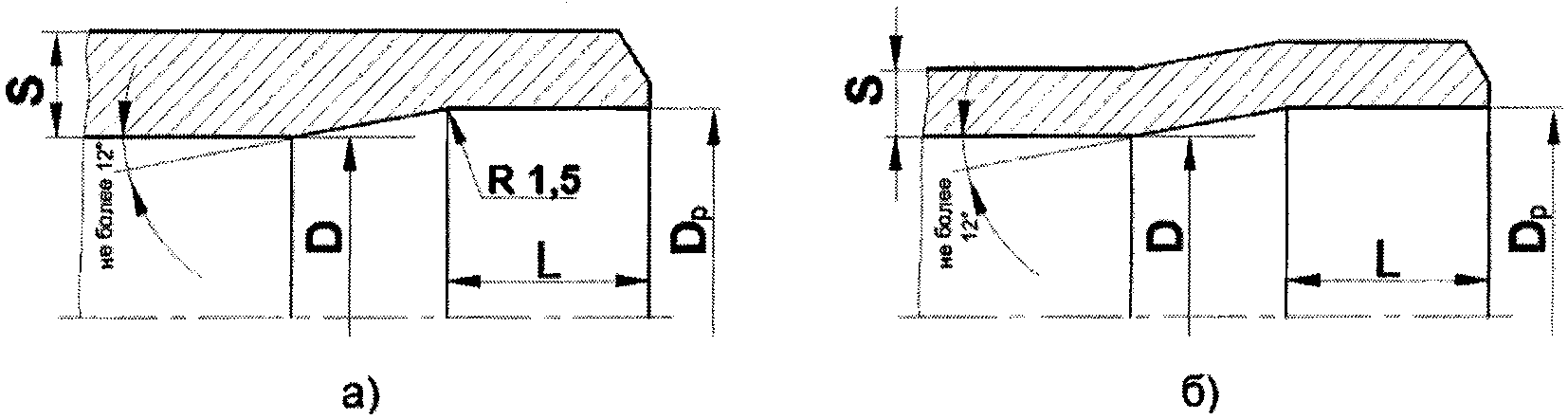
Рисунок 5.2. Схемы цилиндрической расточки (а) и калибровки
(раздачи) (б) концов труб (патрубков) под стыковые сварные
соединения с односторонним швом
14. Диаметр Dp устанавливается конструкторской и (или) технологической документацией. При этом для Dр устанавливается только плюсовое предельное отклонение. Длина L цилиндрической части расточки и калибровки (раздачи) концов труб (патрубков) для выполнения сварных соединений, не подлежащих ультразвуковому контролю, определяется в соответствии с таблицей N 5.107 настоящего приложения.
Таблица N 5.107
|
S, мм
|
L, мм не менее
|
|
От 1,0 до 4,0 включительно
|
10,0
|
|
Более 4,0 до 8,0 включительно
|
15,0
|
|
Более 8,0 до 15,0 включительно
|
20,0
|
|
Более 15,0 до 25,0 включительно
|
25,0
|
|
Более 25,0 до 40,0 включительно
|
30,0
|
|
Более 40,0 до 60,0 включительно
|
35,0
|
|
Более 60,0 до 80,0 включительно
|
40,0
|
|
Более 80,0
|
50,0
|
15. При подготовке труб (патрубков) для выполнения сварных соединении, подлежащих ультразвуковому контролю, длина L устанавливается в соответствии с указаниями документов по стандартизации, регламентирующих проведение ультразвукового контроля, включенных в Сводный перечень.
16. В случаях, предусмотренных конструкторской документацией, для выполнения сварных соединений труб из сталей аустенитного класса с использованием конических подкладных колец (рисунок 5.4) должна выполняться коническая раздача (расточка) концов труб в соответствии с рисунком 5.3.

Рисунок 5.3. Схемы конической расточки соединений
на коническом подкладном кольце толщиной S более 5,0 мм (а)
и калибровки (раздачи) концов труб (патрубков) толщиной S
до 5,0 мм включительно (б)
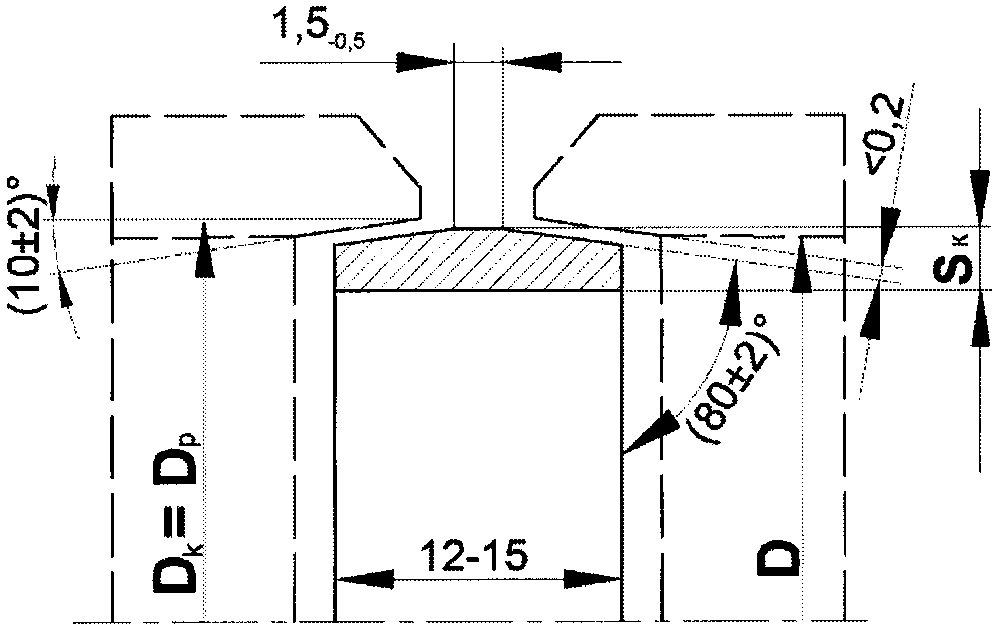
Рисунок 5.4. Коническое подкладное кольцо: Dp - диаметр
расточки, раздачи или калибровки под кольцо; DK - наружный
диаметр подкладного кольца
Значение SK определяется в соответствии с таблицей N 5.108 настоящего приложения.
Таблица N 5.108
|
D, мм
|
Sk, мм
|
|
До 75,0 включительно
|
2,0 +/- 0,2
|
|
Более 75,0 до 150,0 включительно
|
2,5 +/- 0,2
|
|
Более 150,0
|
3,0 +/- 0,2
|
17. Сварка стыковых соединений деталей из алюминиевых сплавов неодинаковой толщины при различии, не превышающем значений, указанных в таблице N 5.109 настоящего приложения, должна выполняться так же, как для деталей одинаковой толщины. Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение шва.
Таблица N 5.109
|
Толщина тонкой детали, мм
|
Разность толщины деталей, мм
|
|
От 2,0 до 3,0
|
0,5
|
|
Более 3,0 до 5,0
|
1,0
|
|
Более 5,0 до 12,0
|
1,2
|
|
Более 12,0 до 15,0
|
1,5
|
|
Более 25,0 до 30,0
|
3,0
|
18. При различии толщины, превышающей значения, указанные в таблице N 5.109 настоящего приложения, должен быть сделан скос на детали большей толщины с одной или двух сторон до толщины тонкой детали в соответствии с рисунком 5.5. Размеры конструктивных элементов подготовленных кромок и размеры сварного шва должны выбираться по меньшей толщине.

Рисунок 5.5. Скос на деталях из алюминия
19. При сварке деталей из алюминиевых сплавов в положениях сварки, отличных от нижнего положения, допускается увеличение размеров шва, но не более 2,0 мм - для деталей толщиной до 25,0 мм, и не более 3,0 мм - для деталей толщиной более 25,0 мм.
20. При сварке деталей из алюминиевых сплавов в гелии на постоянном токе размеры шва могут быть уменьшены на 15%.
21. Для угловых швов при сварке деталей из алюминиевых сплавов значения катетов швов должны быть установлены при проектировании сварного соединения.
Предельные отклонения величины катетов швов должны соответствовать:
а) не более 2,0 мм при величине катета до 5,0 мм;
б) не более 3,0 мм при величине катета от 5,0 до 8,0 мм включительно;
в) не более 4,0 мм при величине катета более 8,0 мм.
22. При сварке деталей из алюминиевых сплавов расстояние между сварными швами должно быть:
а) не менее 60,0 мм при толщине детали до 4,0 мм;
б) не менее 70,0 мм при толщине детали от 4,0 до 6,0 мм;
в) не менее 90,0 мм при толщине детали более 6,0 мм.
Минимальное допустимое расстояние между соседними швами при толщине деталей более 4,0 мм может быть уменьшено, если это предусмотрено конструкторской документацией, но должно быть не менее 60,0 мм.
23. Сварка стыковых соединений деталей из титановых сплавов неодинаковой толщины при различии, не превышающем значений, указанных в таблице N 5.110 настоящего приложения, должна производиться так же, как для деталей одинаковой толщины. Размеры конструктивных элементов подготовки кромок и величину выпуклости шва назначают по детали большей толщины.
24. При различии толщины, превышающей значения, указанные в таблице N 5.110 настоящего приложения, на детали большей толщины должен быть сделан скос с площадкой с одной или двух сторон до толщины тонкой детали в соответствии с рисунком 5.6. При этом размеры конструктивных элементов подготовленных кромок и размеры сварного шва следует назначать по детали меньшей толщины.
Таблица N 5.110
|
Толщина тонкой детали, мм
|
Разность толщины деталей, мм
|
||
|
без скоса кромок
|
симметричное
|
несимметричное
|
|
|
От 1,0 до 4,0 включительно
|
0,3
|
1,0
|
1,0
|
|
Более 4,0 до 8,0 включительно
|
0,6
|
2,0
|
1,5
|
|
Более 8,0 до 10,0 включительно
|
1,0
|
||
|
Более 10,0 до 22,0 включительно
|
3,0
|
4,0
|
3,0
|
|
Более 22,0 до 30,0 включительно
|
4,0
|
3,0
|
|
|
Более 30,0 до 40,0 включительно
|
6,0
|
4,0
|
|
|
Более 40,0
|
-
|
||
|
Для соединений, выполненных способом сварки 60
|
4,0
|
6,0
|
4,0
|
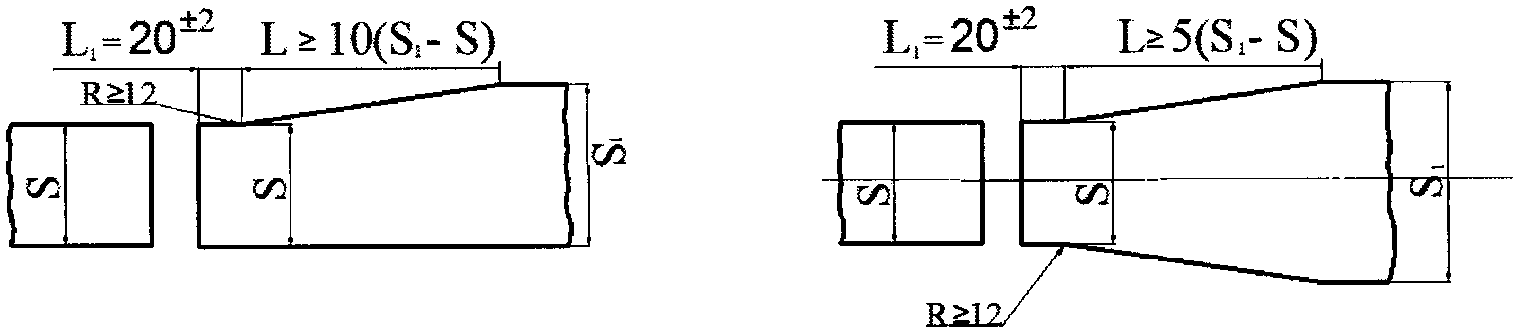
Рисунок 5.6. Скос на деталях из титана
25. Для угловых швов при сварке деталей из титановых сплавов значения катетов швов должны быть установлены в конструкторской документации.
Предельные отклонения величины катетов швов должны быть:
а) не более 2,0 мм при величине катета до 5,0 мм;
б) не более 3,0 мм при величине катета от 5,0 до 12,0 мм включительно;
в) не более 5,0 мм при величине катета более 12,0 мм.
26. При сварке листовых конструкций из титановых сплавов расстояние между сварными швами следует устанавливать:
а) не менее 80,0 мм при толщине до 40,0 мм включительно;
б) не менее 100,0 мм при толщине свыше 40,0 мм.
При сварке трубопроводов из титановых сплавов расстояние между сварными швами следует устанавливать:
а) не менее наружного диаметра трубы DH при DH до 100,0 мм;
б) не менее 100,0 мм при DH свыше 100,0 мм.
27. Трубы из титановых сплавов, подготавливаемые к сварке, должны подбираться и, при необходимости, подгоняться по внутреннему диаметру. Для этого все трубы перед обработкой должны разбиваться на группы в зависимости от фактических размеров (внутреннего диаметра и толщины стенки).
При толщине стенки труб от 1,0 до 4,0 мм в одну группу должны входить трубы, у которых при их дальнейшей раздаче внутренний диаметр не превышает исходный фактический диаметр трубы более чем на 20%.
28. Величины раздачи труб под подкладное кольцо в зависимости от размеров труб и их групп приведены в таблице N 5.111 настоящего приложения.
Таблица N 5.111
|
Размер трубы
|
Величина раздачи
|
|||
|
группа I
|
группа II
|
|||
|
Dвн
|
Dр
|
Dвн
|
Dр
|
|
|
10,0 x 2,0
|
5,7 - 6,0
|
7,0
|
6,0 - 6,3
|
7,5
|
|
14,0 x 2,0
|
9,4 - 10,0
|
11,0
|
10,0 - 10,6
|
11,5
|
|
14,0 x 2,5
|
7,8 - 8,4
|
9,4
|
9,0 9,6
|
10,6
|
|
22,0 x 2,0
|
16,9 - 18,0
|
19,5
|
18,0 - 19,1
|
20,7
|
|
22,0 x 2,5
|
13,5 - 15,0
|
16,6
|
15,0 - 16,5
|
18,1
|
|
25,0 x 2,0
|
20,4 - 21,0
|
22,0
|
21,0 - 21,6
|
22,4
|
|
25,0 x 2,5
|
18,8 - 20,0
|
21,6
|
20,0 - 21,5
|
22,8
|
|
28,0 x 4,0
|
18,5 - 20,0
|
21,6
|
20,0 - 21,5
|
23,1
|
|
32,0 x 2,5
|
25,7 - 27,0
|
28,6
|
27,0 - 28,2
|
29,8
|
|
32,0 x 3,0
|
25,1 - 26,0
|
27,5
|
26,0 - 26,9
|
28,2
|
|
38,0 x 3,0
|
30,5 - 32,0
|
33,6
|
32,0 - 33,6
|
35,1
|
|
45,0 x 2,5
|
38,5 - 40,0
|
41,6
|
40,0 - 41,6
|
43,1
|
|
45,0 x 3,0
|
37,4 - 39,0
|
40,6
|
39,0 - 40,6
|
42,2
|
|
56,0 x 3,0
|
48,2 - 50,0
|
51,6
|
50,0 - 51,8
|
53,4
|
|
56,0 x 4,0
|
46,1 - 48,0
|
49,5
|
48,0 - 49,9
|
51,5
|
|
70,0 x 3,5
|
61,0 - 63,0
|
64,6
|
63,0 - 64,9
|
66,5
|
|
70,0 x 4,0
|
60,0 - 62,0
|
63,6
|
62,0 - 64,0
|
65,6
|
|
76,0 x 4,0
|
65,9 - 68,0
|
69,6
|
68,0 - 70,1
|
71,7
|
29. Размеры конического подкладного кольца при сварке труб из титановых сплавов определяются в соответствии с таблицей N 5.112 настоящего приложения.
Таблица N 5.112
|
Dвн тр., мм
|
Ширина кольца m, мм
|
Толщина кольца, SK, мм
|
|
До 70,0 включительно
|
12,0
|
2,5 + 0,2
|
|
Более 70,0 до 100,0 включительно
|
14,0
|
5,0 + 0,3
|
|
Более 100,0
|
18,0
|
7,0 + 0,3
|
|
Примечание. Диаметр кольца равен Dр+0,25 мм.
|
||
Приложение N 6
(справочное)
к федеральным нормам и правилам
в области использования атомной энергии
"Сварка и наплавка оборудования
и трубопроводов атомных энергетических
установок", утвержденным приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 14 ноября 2018 г. N 554
РЕЖИМЫ СВАРКИ И НАПЛАВКИ
Условные обозначения
S - номинальная толщина детали или сборочной единицы
h - длина шага перемещения электрода
d - диаметр сварочной проволоки
I - сила тока
U - напряжение на дуге
V - скорость сварки/наплавки
N - номер (число) прохода
dw - диаметр вольфрамового электрода
dпр - диаметр присадочной проволоки
Vпр - скорость подачи проволоки
L - расстояние от электрода (проволоки) до поверхности детали
Q - расход защитного газа
Ti - время импульса
Tp - время паузы
Td - время горения дуги до начала перемещения электрода
D - номинальный диаметр свариваемых труб
Dн - наружный диаметр свариваемых труб
 - частота колебаний
- частота колебаний
Tz - время задержки электрода у кромки
Ve - скорость колебания электрода
1. Параметры режимов автоматической сварки деталей из сталей под флюсом приведены в таблице N 6.1 настоящего приложения.
Таблица N 6.1
|
Класс стали
|
Тип сварного соединения
|
S, мм
|
d, мм
|
Наименование и номера валиков
|
I, A
|
U, B
|
V, мм/с
|
|
Перлитный
|
С-6, С-7, С-8
|
Более 50,0
|
4,0
|
Корневые валики со стороны начала сварки 1, 2, 3
|
450 - 500
|
28 - 32
|
8,0 - 10,0
|
|
Корневой валик с обратной стороны 1, 2, 3
|
500 - 550
|
30 - 34
|
6,0 - 8,0
|
||||
|
Валики заполнения разделки
|
500 - 550
|
30 - 34
|
6,0 - 8,0
|
||||
|
5,0
|
Корневые валики со стороны начала сварки
|
-
|
-
|
-
|
|||
|
1
|
450 - 500
|
34 - 40
|
10,0 - 12,0
|
||||
|
2
|
480 - 530
|
34 - 40
|
8,0 - 10,0
|
||||
|
3
|
550 - 600
|
34 - 40
|
8,0 - 10,0
|
||||
|
Корневые валики с обратной стороны 1, 2, 3
|
650 - 700
|
34 - 40
|
5,0 - 7,0
|
||||
|
Валики заполнения разделки
|
550 - 700
|
34 - 40
|
5,0 - 10,0
|
||||
|
С-12, С-13
|
Более 30,0
|
4,0
|
Валики заполнения разделки
|
500 - 550
|
30 - 34
|
6,0 - 8,0
|
|
|
5,0
|
Валики заполнения разделки
|
550 - 700
|
34 - 40
|
5,0 - 8,0
|
|||
|
С-5
|
Более 30,0 до 80,0 включительно
|
4,0
|
Корневые валики со стороны начала сварки 1, 2, 3
|
450 - 500
|
28 - 32
|
8,0 - 10,0
|
|
|
Подварочный валик с обратной стороны
|
550 - 600
|
30 - 34
|
6,0 - 8,0
|
||||
|
Валики заполнения разделки
|
500 - 550
|
30 - 34
|
6,0 - 8,0
|
||||
|
5,0
|
Корневые валики со стороны начала сварки
|
-
|
-
|
-
|
|||
|
1, 2
|
500 - 550
|
34 - 40
|
10,0 - 11,0
|
||||
|
3
|
600 - 650
|
34 - 40
|
8,0 - 9,0
|
||||
|
Подварочный валик с обратной стороны
|
950 - 900
|
42 - 45
|
5,0 - 7,0
|
||||
|
Валики заполнения разделки
|
550 - 700
|
34 - 40
|
5,0 - 8,0
|
||||
|
С-9, С-10
|
Более 30,0
|
4,0
|
Валики заполнения разделки
|
500 - 550
|
30 - 34
|
6,0 - 8,0
|
|
|
5,0
|
Валики заполнения разделки
|
550 - 700
|
34 - 40
|
5,0 - 8,0
|
|||
|
Аустенитный
|
С-4
|
Более 20,0 до 60,0 включительно
|
3,0
|
Любой
|
280 - 320
|
30 - 34
|
2,0 - 4,0
|
|
4,0
|
Любой
|
400 - 500
|
28 - 30
|
3,0 - 5,0
|
|||
|
5,0
|
Любой
|
500 - 550
|
32 - 34
|
6,0 - 8,0
|
|||
|
С-1
|
До 10,0 включительно
|
3,0
|
Любой
|
280 - 330
|
30 - 34
|
2,0 - 4,0
|
|
|
4,0
|
Любой
|
400 - 500
|
28 - 30
|
3,0 - 5,0
|
|||
|
Более 10,0
|
3,0
|
1
|
280 - 330
|
32 - 36
|
4,0 - 6,0
|
||
|
2
|
480 - 530
|
32 - 36
|
6,0 - 8,0
|
||||
|
4,0
|
1
|
600 - 650
|
32 - 36
|
6,0 - 7,0
|
|||
|
2
|
700 - 800
|
32 - 36
|
8,0 - 9,0
|
2. Параметры режимов автоматической сварки деталей из сталей перлитного класса в узкую разделку под флюсом приведены в таблице N 6.2 настоящего приложения.
Таблица N 6.2
|
Тип сварного соединения
|
d, мм
|
I, A
|
U, B
|
V, м/ч
|
|
С-33, С-33-1, С-34, С-35
|
3,0
|
400 - 500
|
32 - 36
|
22 - 28
|
|
4,0
|
450 - 550
|
34 - 38
|
22 - 28
|
|
|
Примечание. Применение сварочной проволоки диаметром 3,0 мм является предпочтительным.
|
||||
3. Параметры режимов автоматической аргонодуговой сварки деталей из аустенитных сталей приведены в таблице N 6.3 настоящего приложения.
Таблица N 6.3
|
Тип сварного соединения
|
S, мм
|
dw, мм
|
N
|
V, мм/с
|
dp мм
|
Vp, мм/с
|
L, мм
|
I, A
|
U, B
|
Q, л/мин
|
|
|
на горелку
|
на поддув
|
||||||||||
|
С-22-2
С-23-2
|
3,0
|
1,6 < dw <= 4,0
|
1
|
2 - 4
|
-
|
-
|
1,00 - 1,50
|
110 - 120
|
10 - 12
|
8 - 10
|
1 - 6
|
|
2 - 3
|
2 - 4
|
1,6
|
6,0 - 7,5
|
2,00 - 3,00
|
110 - 120
|
10 - 12
|
8 - 10
|
1 - 6
|
|||
|
3,5
|
1,6 < dw <= 4,0
|
1
|
2 - 4
|
-
|
-
|
1,15
|
120 - 130
|
10 - 12
|
8 - 10
|
1 - 6
|
|
|
2 - 3
|
2 - 4
|
1,6
|
6,0 - 7,5
|
2,00 - 3,00
|
120 - 130
|
12 - 14
|
8 - 10
|
1 - 6
|
|||
4. Параметры режимов автоматической аргонодуговой импульсной сварки неплавящимся электродом при выполнении корневого валика шва неповоротных стыковых сварных соединений деталей из сталей и железоникелевых сплавов приведены в таблице N 6.4 настоящего приложения.
Таблица N 6.4
|
D, мм
|
S, мм
|
Td, с
|
L, мм
|
I в импульсе, A
|
I в паузе, A
|
Ti, с
|
Tp, с
|
h, мм
|
V, мм/с
|
|
14,0 - 38,0
|
1,0
|
0,5
|
0,8 - 1,2
|
80 - 85
|
6 - 8
|
0,10 - 0,15
|
0,15 - 0,25
|
непрерывное перемещение электрода
|
4,4 - 5,0
|
|
1,5
|
1,5
|
90 - 95
|
0,10 - 0,15
|
0,15 - 0,25
|
3,1 - 3,3
|
||||
|
2,0
|
1,8
|
105 - 110
|
0,20 - 0,25
|
0,25 - 0,30
|
2,8 - 3,3
|
||||
|
2,5
|
2,0
|
120 - 125
|
0,50 - 0,60
|
0,40 - 0,50
|
2,2 - 2,5
|
||||
|
3,0
|
2,5
|
140 - 145
|
0,60 - 0,70
|
0,70 - 0,80
|
1,9 - 2,2
|
||||
|
3,5
|
3,0
|
155 - 165
|
0,75 - 0,90
|
0,70 - 0,80
|
1,4 - 1,9
|
||||
|
57,0 - 159,0
|
3,0
|
3,0 - 4,0
|
1,0 - 1,5
|
100 - 120
|
25
|
0,60 - 0,65
|
0,50 - 0,60
|
2,0 - 2,4
|
шаговое перемещение электрода
|
|
3,5
|
3,0
|
120 - 130
|
0,60 - 0,65
|
0,50 - 0,60
|
|||||
|
4,0
|
3,0
|
140 - 155
|
0,75 - 0,90
|
0,55 - 0,65
|
|||||
|
4,5
|
4,0
|
150 - 165
|
0,75 - 0,90
|
0,55 - 0,65
|
5. Параметры режимов автоматической аргонодуговой сварки неплавящимся электродом при выполнении неповоротных стыковых сварных соединений труб из сталей аустенитного класса и железоникелевых сплавов приведены в таблице N 6.5 настоящего приложения.
Таблица N 6.5
|
D, мм
|
S, мм
|
N
|
L, мм
|
dp, мм
|
I, A
|
U, B
|
V, мм/с
|
Vp, мм/с
|
f, 1/мин
|
|
57,0 - 76,0
|
4,0 - 4,5
|
1
|
1,0 - 1,2
|
-
|
100 - 115
|
9 - 11
|
1,7 - 2,1
|
-
|
-
|
|
2
|
1,8 - 2,5
|
1,2
|
110 - 120
|
11 - 13
|
1,9 - 2,2
|
5,0 - 6,1
|
60 - 70
|
||
|
57,0 - 108,0
|
5,0 - 6,0
|
1
|
1,0 - 1,5
|
-
|
110 - 120
|
9 - 11
|
1,8 - 2,1
|
-
|
-
|
|
2 - 3
|
1,8 - 2,5
|
1,2 - 1,6
|
120 - 130
|
11 - 13
|
1,7 - 1,9
|
4,2 - 5,6
|
60 - 70
|
||
|
7,0 - 9,0
|
1
|
1,0 - 1,5
|
-
|
115 - 125
|
9 - 11
|
1,8 - 2,1
|
-
|
-
|
|
|
2 - 4
|
2,0 - 3,0
|
1,6
|
130 - 145
|
11 - 14
|
1,7 - 1,9
|
5,0 - 6,1
|
50 - 60
|
||
|
133,0 - 159,0
|
6,0 - 7,0
|
1
|
1,0 - 1,5
|
-
|
115 - 125
|
9 - 11
|
1,5 - 1,8
|
-
|
-
|
|
2 - 4
|
1,8 - 2,5
|
1,2 - 1,6
|
125 - 140
|
11 - 13
|
1,5 - 1,9
|
4,2 - 4,7
|
60 - 70
|
||
|
8,0 - 10,0
|
1
|
1,0 - 1,5
|
-
|
120 - 130
|
9 - 11
|
1,7 - 1,9
|
-
|
-
|
|
|
2 - 6
|
1,8 - 3,0
|
1,6
|
145 - 160
|
11 - 14
|
1,7 - 1,9
|
4,4 - 5,6
|
50 - 60
|
||
|
14,0 - 17,0
|
1
|
1,0 - 1,5
|
-
|
140 - 160
|
9 - 11
|
1,7 - 1,9
|
-
|
-
|
|
|
2 - 9
|
2,0 - 3,0
|
1,6
|
160 - 185
|
11 - 14
|
1,9 - 2,2
|
5,6 - 6,9
|
40 - 50
|
6. Параметры режимов автоматической аргонодуговой сварки неплавящимся электродом методом автопрессовки при выполнении неповоротных стыков сварных соединений деталей из сталей и железоникелевых сплавов приведены в таблице N 6.6 настоящего приложения.
Таблица N 6.6
|
D, мм
|
S, мм
|
L, мм
|
I, A
|
U, B
|
V, мм/с
|
N
|
|
14,0 - 25,0
|
2,0
|
1,2 - 2,0
|
60 - 70
|
10 - 12
|
2,5 - 2,8
|
3 - 6
|
|
2,5
|
60 - 70
|
|||||
|
3,0
|
70 - 80
|
|||||
|
2,5
|
60 - 75
|
|||||
|
32,0 - 38,0
|
3,0
|
1,5 - 2,5
|
75 - 90
|
9,5 - 11
|
2,8 - 3,1
|
3 - 6
|
|
3,5
|
85 - 100
|
|||||
|
3,0
|
75 - 90
|
|||||
|
3,5
|
80 - 95
|
|||||
|
57,0 - 108,0
|
4,0
|
1,5 - 2,5
|
80 - 95
|
9 - 10,5
|
2,8 - 3,1
|
2 - 6
|
|
4,5
|
80 - 100
|
7. Параметры режимов автоматической аргонодуговой сварки неплавящимся электродом методом последовательного проплавления при выполнении неповоротных стыковых сварных соединений деталей из сталей и железоникелевых сплавов приведены в таблице N 6.7 настоящего приложения.
Таблица N 6.7
|
D, мм
|
S, мм
|
L, мм
|
I, A
|
U, B
|
V, мм/с
|
N
|
|
14,0
|
2,0
|
0,8 - 1,2
|
85 - 95
|
8 - 10
|
15,3 - 17,0
|
3
|
|
18,0
|
2,5
|
90 - 105
|
13,9 - 15,3
|
4
|
||
|
25,0
|
2,0
|
90 - 100
|
12,5 - 13,9
|
3
|
||
|
32,0
|
3,0
|
105 - 115
|
6,9 - 8,3
|
3
|
||
|
32,0
|
3,5
|
105 - 115
|
5,6 - 6,9
|
3
|
||
|
38,0
|
3,0
|
115 - 120
|
6,9 - 8,3
|
3
|
||
|
38,0
|
3,5
|
110 - 120
|
5,6 - 6,9
|
4
|
8. Параметры режимов автоматической аргонодуговой сварки неплавящимся электродом при выполнении неповоротных стыковых сварных соединений труб DH = 219,0 мм и более приведены в таблице N 6.8 настоящего приложения.
Таблица N 6.8
|
N
|
dp, мм
|
I базового, A
|
I в импульсе у кромки, A
|
U, B
|
V, мм/с
|
Vp, мм/с
|
Ve, мм/с
|
Tz, с
|
|
1
|
-
|
145 - 160
|
145 - 160
|
8 - 9
|
1,7 - 1,8
|
-
|
-
|
-
|
|
2
|
1,2
|
125 - 145
|
150 - 169
|
9 - 10
|
0,8 - 1,0
|
3,6 - 4,2
|
2,5 - 3,0
|
1,0 - 1,4
|
|
3
|
1,6 - 2,0
|
155 - 170
|
180 - 190
|
9 - 10
|
0,8 - 0,9
|
5,6 - 6,9
|
2,5 - 2,8
|
0,8 - 1,1
|
|
4 и последующие, кроме двух последних слоев
|
1,6 - 2,0
|
170 - 220
|
200 - 240
|
9,5 - 11
|
0,7 - 0,8
|
6,1 - 8,9
|
2,5 - 2,8
|
0,8 - 1,1
|
|
предпоследний слой
|
1,6 - 2,0
|
160 - 200
|
190 - 220
|
9 - 10
|
0,6 - 0,7
|
4,2 - 6,9
|
2,5 - 2,8
|
0,7 - 1,0
|
|
последний слой
|
1,6 - 2,0
|
160 - 200
|
160 - 200
|
9 - 10
|
0,6 - 0,7
|
3,3 - 4,7
|
3,0 - 3,5
|
0,2 - 0,5
|
|
Примечание. Типы сварных соединений С-42, С-42-1 на трубах из сталей аустенитного класса с толщиной стенки от 10,0 до 40,0 мм.
|
||||||||
9. Параметры режимов автоматической аргонодуговой сварки неплавящимся электродом при выполнении неповоротных стыковых сварных соединений труб DН = 219,0 мм и более приведены в таблице N 6.9 настоящего приложения.
Таблица N 6.9
|
N
|
dp, мм
|
I базового, A
|
I в импульсе у кромки, A
|
U, B
|
V, мм/с
|
Vp, мм/с
|
Ve, мм/с
|
Tz, с
|
|
1
|
-
|
150 - 160
|
150 - 160
|
9 - 10
|
0,7 - 0,8
|
-
|
-
|
-
|
|
2
|
1,2
|
180 - 190
|
200 - 210
|
9 - 10
|
0,7 - 0,8
|
5,0 - 6,9
|
2,5
|
0,7 - 0,9
|
|
3
|
1,6 - 2,0
|
200 - 220
|
220 - 240
|
10 - 11
|
0,6 - 0,7
|
4,2 - 5,6
|
2,5
|
0,9 - 1,1
|
|
4 и последующие (кроме двух последних слоев)
|
1,6 - 2,0
|
210 - 230
|
240 - 260
|
10 - 11
|
0,6 - 0,7
|
5,0 - 8,3
|
2.5
|
0,9 - 1,1
|
|
предпоследний слой
|
1,6 - 2,0
|
200 - 210
|
220 - 240
|
10 - 11
|
0,6 - 0,7
|
5.0 - 6,4
|
3,0
|
0,8 - 1,0
|
|
последний слой
|
1,6 - 2,0
|
190 - 210
|
190 - 210
|
9 - 10,5
|
0,6 - 0,7
|
4,2 - 5,6
|
3,0
|
0,7 - 0,9
|
|
Примечание. Типы сварных соединений С-25 на трубах из сталей перлитного класса с толщиной стенки от 10,0 до 65,0 мм.
|
||||||||
10. Параметры режимов ручной аргонодуговой сварки неплавящимся электродом приведены в таблице N 6.10 настоящего приложения.
Таблица N 6.10
|
Материал
|
Тип сварного соединения
|
S, мм
|
dw, мм
|
dp, мм
|
I, A
|
Q, л/мин
|
||
|
корневой валик
|
заполнение разделки
|
в горелку
|
на поддув
|
|||||
|
Стали аустенитного и перлитного класса
|
С-22-1, С-22-2, С-23-1, С-23-2
|
3,0 < h <= 4,0
|
1,6 - 4,0
|
1,6 - 2,0
|
45 - 90
|
50 - 70
|
8 - 10
|
4 - 5
|
|
4,0 < h <= 6,0
|
1,6 - 4,0
|
1,6 - 3,0
|
45 - 90
|
90 - 100
|
8 - 10
|
4 - 5
|
||
|
У-3, У-4, У-5
|
4,0 < h <= 6,0
|
1,6 - 4,0
|
-
|
70 - 100
|
100 - 140
|
8 - 10
|
4 - 5
|
|
|
h > 6,0
|
1,6 - 4,0
|
-
|
80 - 110
|
120 - 160
|
8 - 10
|
4 - 5
|
||
|
Железо никелевые сплавы
|
С-22-1, С-22-2, С-23-1, С-23-2
|
3,0 < h <= 4,0
|
1,6 - 4,0
|
1,6 - 2,0
|
40 - 70
|
40 - 70
|
8 - 10
|
4 - 5
|
|
4,0 < h <= 6,0
|
1,6 - 4,0
|
1,6 - 2,0
|
65 - 80
|
65 - 80
|
8 - 10
|
4 - 5
|
||
|
У-3, У-4, У-5
|
4,0 < h <= 6,0
|
1,6 - 4,0
|
1,6 - 2,0
|
55 - 80
|
55 - 80
|
8 - 10
|
4 - 5
|
|
|
h > 6,0
|
1,6 - 4,0
|
1,6 - 2,0
|
60 - 90
|
60 - 90
|
8 - 10
|
4 - 5
|
||
11. Параметры режимов ручной аргонодуговой сварки неплавящимся электродом в импульсном режиме трубопроводов из сталей аустенитного класса приведены в таблице N 6.11 настоящего приложения.
Таблица N 6.11
|
S, мм
|
N
|
dw, мм
|
dp, мм
|
Ti, с
|
Tp, с
|
I, A
|
Q, л/мин
|
||
|
импульсный
|
в паузе
|
в горелку
|
на поддув
|
||||||
|
1,0 <= h <= 1,5
|
1
|
2,0
|
-
|
0,10 - 0,15
|
0,15 - 0,25
|
40 - 50
|
6 - 8
|
6 - 8
|
2 - 5
|
|
2
|
2,0
|
1,2
|
-
|
-
|
40 - 50
|
-
|
6 - 8
|
2 - 5
|
|
|
1,5 <= h <= 2,0
|
1
|
2,0
|
-
|
0,40 - 0,60
|
0,30 - 0,50
|
50 - 70
|
6 - 8
|
6 - 8
|
2 - 5
|
|
2
|
2,0
|
1,6
|
-
|
-
|
50 - 70
|
-
|
6 - 8
|
2 - 5
|
|
|
2,0 < h <= 4,0
|
1
|
2,0 - 3,0
|
-
|
1,50 - 2,00
|
0,30 - 0,50
|
105 - 125
|
6 - 8
|
7 - 10
|
2 - 5
|
|
2 и последующие
|
2,0 - 3,0
|
2,0 - 2,5
|
-
|
-
|
105 - 125
|
-
|
7 - 10
|
2 - 5
|
|
|
4,0 < h <= 9,0
|
1
|
3,0
|
-
|
1,50 - 2,50
|
0,30 - 0,50
|
140 - 180
|
6 - 8
|
10 - 12
|
2 - 5
|
|
2 и последующие
|
3,0
|
2,5 - 3,0
|
-
|
-
|
140 - 180
|
-
|
10 - 12
|
2 - 5
|
|
|
9,0 < h <= 20,0
|
1
|
3,0 - 4,0
|
-
|
2,50 - 3,00
|
0,30 - 0,50
|
150 - 200
|
6 - 8
|
12 - 15
|
2 - 5
|
|
2 и последующие
|
3,0 - 4,0
|
3,0 - 4,0
|
-
|
-
|
150 - 200
|
-
|
12 - 15
|
2 - 5
|
|
|
Примечание. Второй и последующие проходы выполняются безымпульсной сваркой.
|
|||||||||
12. Параметры режимов полуавтоматической сварки в смеси защитных газов плавящимся электродом трубных деталей из сталей аустенитного класса с U-образной разделкой кромок приведены в таблице N 6.12 настоящего приложения.
Таблица N 6.12
|
dp, мм
|
U, B
|
I, A
|
N
|
Q в горелку, л/мин
|
|
|
Ar
|
CO2
|
||||
|
1,0; 1,2; 1,6
|
15 - 17
|
120 - 160
|
Второй и последующие
|
12 - 14
|
2 - 4
|
|
Примечание. Первый проход должен выполняться аргонодуговым способом неплавящимся электродом по режимам, указанным в таблице N 6.11.
|
|||||
13. Параметры режимов электрошлаковой сварки приведены в таблице N 6.13 настоящего приложения.
Таблица N 6.13
|
Характеристика
|
Единица измерения
|
Класс стали свариваемых деталей
|
|||
|
перлитный
|
аустенитный
|
||||
|
электродная проволока
|
плавящийся мундштук
|
электродная проволока
|
плавящийся мундштук
|
||
|
Номинальная толщина деталей в месте сварки
|
мм
|
30,0 - 500,0
|
Более 100,0
|
30,0 - 500,0
|
Более 100,0
|
|
Зазор между кромками свариваемых деталей
|
мм
|
*
|
35,0 +/- 45,0
|
*
|
35,0 +/- 5,0
|
|
Диаметр электродных проволок
|
мм
|
3,0 - 5,0
|
3,0 - 5,0
|
3,0 - 5,0
|
3,0 - 5,0
|
|
Число электродных проволок (мундштуков)
|
шт.
|
1 - 3
|
1 на 50,0 - 70,0 мм толщины
|
1 - 3
|
1 на 50,0 - 70,0 мм толщины
|
|
Скорость поперечных колебаний электродов
|
мм/с
|
9 - 10
|
-
|
9 - 10
|
-
|
|
Время выдержки электродов в крайних положениях
|
C
|
4 - 5
|
-
|
4 - 5
|
-
|
|
Сухой вылет электрода
|
мм
|
50,0 - 70,0
|
-
|
40,0 - 50,0
|
-
|
|
Толщина пластины плавящегося электрода
|
мм
|
-
|
8,0 - 15,0
|
-
|
8,0 - 15,0
|
|
Сила тока на одну электродную проволоку
|
A
|
до 700
|
до 700
|
до 450
|
до 400
|
|
Напряжение на шлаковой ванне
|
B
|
42 - 46
|
36 - 42
|
34 - 36
|
30 - 32
|
|
Скорость сварки металла толщиной S, не более
|
мм/с
|
98 / (300 + S)
|
98 / (300 + S)
|
98 / (300 + S)
|
98 / (300 + S)
|
|
Глубина шлаковой ванны
|
мм
|
50,0 - 70,0
|
40,0 - 60,0
|
40,0 - 50,0
|
30,0 - 40,0
|
|
Температура охлаждающей воды, не более
|
°C
|
60
|
60
|
60
|
60
|
14. Параметры режимов антикоррозионной наплавки и предварительной наплавки кромок аустенитными сварочными материалами приведены в таблице N 6.14 настоящего приложения.
Таблица N 6.14
|
Способ наплавки
|
Марка флюса
|
Сечение ленты, мм
|
Режимы наплавки
|
||
|
I, A
|
U, B
|
V, м/ч
|
|||
|
Автоматическая дуговая наплавка лентой под флюсом
|
ОФ-10, ОФ-40, ФЦ-18
|
0,7 x 20,0
|
250 - 350
|
32 - 36
|
8 - 12
|
|
0,7 x 25,0
|
350 - 400
|
||||
|
0,7 x 30,0
|
400 - 450
|
||||
|
0,7 x 50,0
|
650 - 750
|
||||
|
0,5 x 20,0
|
200 - 250
|
||||
|
0,5 x 25,0
|
250 - 300
|
||||
|
0,5 x 30,0
|
300 - 350
|
||||
|
ОФ-10, ФЦ-18
|
2 (0,5 x 50,0) <*>
|
900 - 1000
|
32 - 40
|
11 - 16
|
|
|
2 (0,7 x 50,0) <*>
|
1100 - 1200
|
15 - 21
|
|||
|
<*> Наплавка двумя параллельными лентами с расстоянием между ними 10,0 - 14,0 мм.
|
|||||
15. Параметры режимов ручной дуговой антикоррозионной наплавки покрытыми электродами и предварительной наплавки кромок аустенитными сварочными материалами приведены в таблице N 6.15 настоящего приложения.
Таблица N 6.15
|
Марка электродов
|
Диаметр электрода, мм
|
I, A
|
|||
|
положение в пространстве
|
|||||
|
нижнее
|
вертикальное
|
горизонтальное
|
потолочное
|
||
|
ЭА-395/9, ЭА-400/10У, ЭА-400/10Т, ЗИО-8, ЭА-898/21Б, ЭА-23/15, ЭА-18/10Б, ЭА-855/51, ЭА-32/53
|
3,0
|
70 - 90
|
60 - 80
|
60 - 80
|
60 - 80
|
|
4,0
|
120 - 140
|
110 - 130
|
110 - 130
|
110 - 130
|
|
|
5,0
|
140 - 160
|
130 - 150
|
130 - 150
|
-
|
|
|
Примечание. При наплавке первого слоя на сталь перлитного класса применение электродов диаметром 5,0 мм не допускается.
|
|||||
16. Параметры режимов ручной дуговой наплавки покрытыми электродами уплотнительных и направляющих поверхностей деталей из сталей приведены в таблице N 6.16 настоящего приложения.
Таблица N 6.16
|
Диаметр электродов, мм
|
I, A
|
||
|
марки электродов
|
|||
|
ЦН-2
|
ЦН-6Л, ЦН-12М, ЦН-12М/К2
|
УОНИ-13/Н1-БК, ЭА-38/52
|
|
|
3,0
|
-
|
80 - 100
|
120 - 140
|
|
4,0
|
120 - 140
|
110 - 140
|
140 - 160
|
|
5,0
|
160 - 200
|
160 - 190
|
170 - 180
|
|
6,0
|
200 - 240
|
-
|
-
|
|
Примечание. При наплавке седел корпусов клапанов с условным проходом 10,0; 15,0; 25,0 и 32,0 мм электродами марок ЦН-6Л и ЦН-12М в объеме, ограниченном внутренней цилиндрической поверхностью и глухим дном, допускается увеличение сварочного тока до 300 А для электродов диаметром 5,0 мм.
|
|||
17. Параметры режимов автоматической дуговой наплавки порошковыми проволоками под флюсом АН-26П уплотнительных и направляющих поверхностей деталей из сталей приведены в таблице N 6.17 настоящего приложения.
Таблица N 6.17
|
Вид наплавочных материалов
|
Режимы наплавки
|
|||
|
сечение ленты или диаметр проволоки, мм
|
I, A
|
U, B
|
V, м/час
|
|
|
Порошковые ленты
|
20,0 x 4,0
|
650 - 750
|
32 - 36
|
16 - 25
|
|
18,0 x 3,8
|
||||
|
Порошковые проволоки
|
2,6
|
250 - 300
|
17 - 22
|
|
|
Двумя проволоками диаметром 2,6
|
350 - 500
|
28 - 34
|
20 - 30
|
|
|
3,4
|
300 - 350
|
33 - 36
|
17 - 22
|
|
|
Двумя проволоками диаметром 3,4
|
550 - 750
|
30 - 36
|
20 - 30
|
|
18. Параметры режимов автоматической аргонодуговой наплавки плавящимися порошковыми проволоками уплотнительных и направляющих поверхностей деталей из сталей приведены в таблице N 6.18 настоящего приложения.
Таблица N 6.18
|
Вид наплавочных материалов
|
Режимы наплавки
|
||||
|
dпр, мм
|
I, A
|
U, B
|
V, м/час
|
Q, л/мин
|
|
|
Порошковые проволоки
|
1,6
|
220 - 240
|
26 - 32
|
10 - 25
|
10 - 12
|
|
2,0
|
200 - 280
|
||||
|
2,4
|
270 - 320
|
||||
|
2,6
|
220 - 250
|
24 - 26
|
|||
|
2,8
|
280 - 350
|
34 - 40
|
26 - 32
|
||
|
3,4
|
300 - 350
|
33 - 36
|
27 - 22
|
||
|
Двумя проволоками 2,6
|
350 - 500
|
28 - 34
|
20 - 30
|
||
19. Параметры режимов ручной аргонодуговой наплавки уплотнительных и направляющих поверхностей деталей из сталей приведены в таблице N 6.19 настоящего приложения.
Таблица N 6.19
|
Вид наплавочного материала
|
dw, мм
|
dпр, мм
|
I, A
|
Q, л/мин
|
|
Прутки, проволоки сплошного сечения
|
3,0 - 4,0
|
5,0 - 6,0
|
140 - 160
|
8 - 10
|
|
Порошковые проволоки
|
2,6
|
60 - 90
|
20. Параметры режимов плазменно-порошковой наплавки уплотнительных и направляющих поверхностей деталей из сталей приведены в таблице N 6.20 настоящего приложения.
Таблица N 6.20
|
Ширина наплавляемой поверхности, мм
|
I, A
|
Подача порошка, см3/мин
|
|
20,0 - 30,0
|
150 - 180
|
12 - 14
|
|
30,0 - 35,0
|
160 - 190
|
14 - 16
|
|
35,0 - 40,0
|
170 - 200
|
16 - 17
|
|
40,0 - 45,0
|
170 - 200
|
17 - 19
|
|
45,0 - 50,0
|
180 - 230
|
19 - 21
|
|
50,0 - 55,0
|
190 - 240
|
21 - 23
|
|
55,0 - 65,0
|
200 - 250
|
23 - 25
|
21. Параметры режимов наплавки уплотнительных поверхностей из титановых сплавов приведены в таблице N 6.21 настоящего приложения.
Таблица N 6.21
|
d, мм
|
I, A
|
V, см/мин
|
dw, мм
|
Q, л/мин
|
|
|
в горелку
|
в камеру
|
||||
|
3,0
|
180 - 220
|
20
|
3,0 - 5,0
|
8 - 10
|
4 - 5
|
|
4,0
|
200 - 250
|
20
|
3,0 - 5,0
|
8 - 10
|
4 - 5
|
22. Параметры режимов автоматической аргонодуговой сварки неповоротных стыков титановых труб приведены в таблице N 6.22 настоящего приложения.
Таблица N 6.22
|
D, мм
|
S, мм
|
N
|
I, A
|
U, B
|
V, мм/мин
|
Vпр, мм/мин
|
Q, л/мин
|
||
|
в горелку
|
на поддув
|
в камеру
|
|||||||
|
4,0 - 8,0
|
0,5 - 1,5
|
1
|
5 - 25
|
4 - 6
|
80 - 150
|
-
|
5 - 8
|
1 - 4
|
5 - 6
|
|
2
|
25 - 40
|
6 - 8
|
80 - 150
|
120 - 180
|
|||||
|
10,0 - 18,0
|
1,5 - 1,8
|
1
|
30 - 50
|
6 - 10
|
80 - 150
|
-
|
5 - 8
|
2 - 6
|
5 - 6
|
|
2
|
40 - 50
|
6 - 10
|
80 - 150
|
150 - 210
|
|||||
|
3
|
45 - 60
|
6 - 10
|
80 - 150
|
150 - 210
|
|||||
|
16,0 - 22,0
|
2,0 - 2,5
|
1
|
80 - 90
|
10 - 12
|
130 - 160
|
-
|
6 - 8
|
8 - 10
|
5 - 6
|
|
2
|
65 - 75
|
8 - 10
|
130 - 200
|
250 - 300
|
|||||
|
3
|
65 - 75
|
8 - 10
|
130 - 200
|
250 - 300
|
|||||
|
Примечания.
1. Диаметр сварочной проволоки составляет 1,2 - 1,6 мм.
2. Диаметр вольфрамового электрода составляет 2,0 - 3,0 мм.
|
|||||||||
23. Параметры режимов автоматической аргонодуговой импульсной сварки титановых труб приведены в таблице N 6.23 настоящего приложения.
Таблица N 6.23
|
D, мм
|
S, мм
|
N
|
I, A
|
I дежурной дуги, A
|
U, B
|
V, мм/мин
|
Ti, с
|
Tp, с
|
Q в горелку, л/мин
|
Q на поддув, л/мин
|
|
8,0
|
1,5
|
1
|
40 - 60
|
10 - 20
|
8 - 10
|
55 - 65
|
0,4
|
0,3
|
5 - 7
|
0,3 - 0,7
|
|
8 - 10
|
1,0 - 1,5
|
1
|
40 - 50
|
10 - 20
|
6 - 8
|
90 - 100
|
0,2 - 0,5
|
0,2 - 0,5
|
4 - 5
|
5 - 6
|
|
2
|
30 - 40
|
10 - 20
|
6 - 8
|
80 - 90
|
||||||
|
16 - 18
|
1,5
|
1
|
80 - 100
|
20 - 30
|
8 - 10
|
90 - 100
|
0,2 - 0,5
|
0,2 - 0,5
|
6 - 8
|
5 - 6
|
|
16 - 22
|
2,0 - 2,5
|
1
|
140 - 160
|
25 - 35
|
8 - 10
|
100 - 130
|
0,3 - 0,5
|
0,3 - 0,5
|
6 - 8
|
5 - 6
|
|
2
|
120 - 130
|
20 - 30
|
8 - 10
|
90 - 110
|
||||||
|
Примечание. Диаметр вольфрамового электрода составляет 2,0 - 4,0 мм.
|
||||||||||
24. Параметры режимов ручной аргонодуговой сварки стыковых и угловых соединений титановых труб приведены в таблице N 6.24 настоящего приложения.
Таблица N 6.24
|
S, мм
|
dпр, мм
|
dw, мм
|
I <*>, A
|
I <**>, A
|
Q в горелку, л/мин
|
Q в приставку, л/мин
|
|
1,0 - 2,0
|
1,2 - 2,0
|
3,4
|
60 - 110
|
70 - 100
|
6 - 8
|
4 - 6
|
|
2,5 - 3,5
|
1,6 - 2,0
|
80 - 110
|
6 - 8
|
4 - 6
|
||
|
4,0 - 6,0
|
2,0 - 3,0
|
110 - 140
|
8 - 10
|
6 - 8
|
||
|
7,0 - 9,0
|
2,0 - 3,0
|
130 - 160
|
8 - 10
|
6 - 8
|
||
|
> 9,0
|
2,0 - 4,0
|
160 - 190
|
10 - 12
|
8 - 10
|
||
|
Примечания.
<*> При выполнении первого прохода.
<**> При выполнении второго и последующих проходов.
|
||||||
25. Параметры режимов ручной аргонодуговой сварки деталей и узлов из титановых листов и поковок приведены в таблице N 6.25 настоящего приложения.
Таблица N 6.25
|
S, мм
|
dпр, мм
|
I сварки, наплавки, прихватки, A
|
I поверхностных слоев швов, A
|
|
1,0 - 2,0
|
1,2
|
60 - 70
|
50 - 60
|
|
1,6
|
90 - 105
|
90 - 100
|
|
|
3,0
|
1,2
|
-
|
70
|
|
1,6
|
105
|
100
|
|
|
2,0
|
115
|
100
|
|
|
4,0 - 6,0
|
1,2
|
-
|
75 - 80
|
|
1,6
|
-
|
105 - 110
|
|
|
2,0
|
-
|
110 - 115
|
|
|
3,0
|
185 - 190
|
170 - 180
|
|
|
4,0
|
240 - 250
|
220 - 230
|
|
|
6,0 - 10,0
|
1,6
|
-
|
115 - 125
|
|
2,0
|
-
|
130 - 135
|
|
|
3,0
|
190 - 200
|
180 - 190
|
|
|
4,0
|
240 - 250
|
-
|
|
|
10,0 - 16,0
|
2,0
|
-
|
140 - 145
|
|
3,0
|
-
|
200 - 210
|
|
|
4,0
|
265 - 275
|
-
|
|
|
5,0
|
300 - 310
|
-
|
|
|
16,0 - 24,0
|
2,0
|
-
|
140 - 145
|
|
3,0
|
-
|
230 - 240
|
|
|
4,0
|
275 - 285
|
-
|
|
|
5,0
|
310 - 320
|
-
|
|
|
24,0 - 45,0
|
2,0
|
-
|
170 - 180
|
|
3,0
|
-
|
230 - 250
|
|
|
4,0
|
285 - 305
|
-
|
|
|
5,0
|
325 - 350
|
-
|
|
|
6,0
|
400 - 415
|
-
|
|
|
45,0 - 70,0
|
3,0
|
-
|
250 - 280
|
|
4,0
|
-
|
310 - 320
|
|
|
5,0
|
350 - 360
|
-
|
|
|
6,0
|
415 - 425
|
-
|
|
|
> 70,0
|
3,0
|
-
|
260
|
|
4,0
|
-
|
325
|
|
|
5,0 - 6,0
|
360 - 460
|
-
|
Значение скорости сварки для режимов, указанных в таблице N 6.25 настоящего приложения, составляет 150 - 200 мм/мин.
26. Параметры режимов ручной аргонодуговой сварки неплавящимся электродом деталей из алюминиевых сплавов приведены в таблице N 6.26 настоящего приложения.
Таблица N 6.26
|
Условное обозначение сварного соединения
|
S, мм
|
Режим сварки
|
||||
|
I, A
|
dw, мм
|
d, мм
|
Q, л/мин
|
N
|
||
|
С2
|
2,0
|
80 - 100
|
2,0
|
2,0
|
5 - 6
|
1
|
|
3,0
|
120 - 140
|
3,0
|
3,0
|
7 - 8
|
1
|
|
|
4,0
|
160 - 210
|
4,0
|
4,0
|
7 - 8
|
1 - 2
|
|
|
6,0
|
250 - 300
|
5,0
|
4,0
|
8 - 9
|
2 - 3
|
|
|
С4
|
2,0
|
80 - 100
|
3,0
|
2,5 - 3,0
|
5 - 6
|
1
|
|
3,0
|
110 - 150
|
3,0
|
3,0
|
7 - 8
|
1
|
|
|
4,0
|
170 - 200
|
4,0
|
3,0
|
7 - 8
|
1 - 2
|
|
|
6,0
|
270 - 300
|
5,0
|
4,0
|
8 - 9
|
2 - 3
|
|
|
С7
|
2,0
|
70 - 80
|
2,0
|
2,0 - 2,5
|
5 - 6
|
2
|
|
3,0
|
100 - 140
|
3,0
|
3,0
|
7 - 8
|
2
|
|
|
4,0
|
160 - 190
|
4,0
|
3,0 - 4,0
|
7 - 8
|
2
|
|
|
С18
|
4,0
|
220 - 260
|
4,0
|
3,0 - 4,0
|
8 - 10
|
2
|
|
6,0
|
260 - 300
|
5,0
|
4,0
|
10 - 12
|
2 - 3
|
|
|
8,0
|
320 - 360
|
5,0 - 6,0
|
4,0
|
12 - 14
|
3 - 4
|
|
|
10,0
|
380 - 420
|
6,0 - 7,0
|
4,0 - 5,0
|
16 - 18
|
4 - 5
|
|
|
16,0
|
440 - 480
|
8,0
|
4,0 - 5,0
|
16 - 18
|
6 - 8
|
|
|
20,0
|
480 - 550
|
8,0
|
4,0 - 5,0
|
18 - 20
|
10 - 12
|
|
|
С21
|
6,0
|
250 - 300
|
5,0
|
4,0
|
8 - 9
|
2 - 3
|
|
8,0
|
300 - 350
|
5,0 - 6,0
|
4,0 - 5,0
|
9 - 10
|
3 - 4
|
|
|
10,0
|
350 - 400
|
6,0 - 7,0
|
4,0 - 5,0
|
10 - 12
|
5 - 6
|
|
|
16,0
|
450 - 480
|
8,0
|
4,0 - 5,0
|
16 - 18
|
6 - 8
|
|
|
20,0
|
480 - 520
|
8,0
|
4,0 - 5,0
|
18 - 20
|
10 - 12
|
|
|
С25
|
12,0
|
370 - 420
|
6,0 - 7,0
|
4,0 - 5,0
|
12 - 14
|
5 - 6
|
|
17,0
|
390 - 430
|
7,0 - 8,0
|
4,0 - 5,0
|
16 - 18
|
6 - 8
|
|
|
20,0
|
480 - 520
|
8,0
|
4,0 - 5,0
|
18 - 20
|
10 - 12
|
|
|
30,0
|
480 - 550
|
8,0
|
4,0 - 5,0
|
18 - 20
|
16 - 18
|
|
|
Т3
|
2,0
|
100 - 120
|
3,0
|
2,0
|
5 - 6
|
2
|
|
4,0
|
170 - 220
|
4,0
|
3,0 - 4,0
|
7 - 8
|
2
|
|
|
5,0
|
240 - 280
|
5,0
|
4,0
|
8 - 10
|
2
|
|
|
Т7
|
5,0
|
250 - 300
|
5,0
|
4,0
|
10 - 12
|
3 - 4
|
|
10,0
|
350 - 400
|
6,0 - 7,0
|
4,0 - 5,0
|
10 - 12
|
4 - 6
|
|
|
15,0
|
380 - 420
|
7,0
|
4,0 - 5,0
|
16 - 18
|
8 - 10
|
|
|
18,0
|
480 - 550
|
8,0
|
4,0 - 5,0
|
18 - 20
|
12 - 16
|
|
|
Т8
|
14,0
|
380 - 420
|
7,0 - 8,0
|
4,0 - 5,0
|
16 - 18
|
6 - 8
|
|
20,0
|
480 - 550
|
8,0
|
4,0 - 5,0
|
18 - 20
|
8 - 10
|
|
|
30,0
|
480 - 550
|
8,0
|
4,0 - 5,0
|
18 - 20
|
13 - 15
|
|
|
У7
|
4,0
|
150 - 200
|
4,0
|
4,0 - 5,0
|
8 - 10
|
2 - 3
|
|
10,0
|
320 - 380
|
6,0 - 7,0
|
4,0 - 5,0
|
10 - 12
|
4 - 6
|
|
|
16,0
|
360 - 400
|
8,0
|
4,0 - 5,0
|
16 - 18
|
8 - 10
|
|
|
У8
|
20,0
|
460 - 500
|
8,0
|
4,0 - 5,0
|
18 - 20
|
10 - 12
|
|
30,0
|
480 - 550
|
8,0
|
4,0 - 5,0
|
18 - 20
|
14 - 16
|
|
27. Параметры режимов автоматической аргонодуговой сварки неплавящимся электродом деталей из алюминиевых сплавов приведены в таблице N 6.27 настоящего приложения.
Таблица N 6.27
|
Условное обозначение сварного соединения
|
S, мм
|
Режим сварки
|
||||||
|
I, A
|
dw, мм
|
d, мм
|
V, м/ч
|
Vп, м/ч
|
Q, л/мин
|
N
|
||
|
С4
|
2,0
|
130 - 170
|
4,0
|
2,0
|
20 - 25
|
75 - 100
|
6 - 10
|
1
|
|
3,0
|
130 - 170
|
4,0
|
2,0
|
20 - 25
|
75 - 100
|
6 - 10
|
1
|
|
|
4,0
|
240 - 280
|
5,0
|
2,0 - 3,0
|
15 - 20
|
75 - 100
|
10 - 15
|
1
|
|
|
6,0
|
280 - 320
|
6,0
|
2,0 - 3,0
|
15 - 20
|
75 - 100
|
10 - 15
|
1
|
|
|
8,0
|
340 - 380
|
8,0
|
2,0 - 3,0
|
10 - 15
|
90 - 100
|
15 - 20
|
1
|
|
|
10,0
|
370 - 420
|
8,0
|
2,0 - 3,0
|
10 - 15
|
90 - 100
|
15 - 20
|
1
|
|
|
С7
|
2,0
|
120 - 150
|
4,0
|
2,0
|
15 - 25
|
90 - 100
|
6 - 9
|
2
|
|
3,0
|
120 - 150
|
4,0
|
2,0
|
15 - 25
|
90 - 100
|
6 - 9
|
2
|
|
|
4,0
|
200 - 220
|
4,0 - 5,0
|
2,0
|
15 - 20
|
75 - 90
|
16 - 18
|
2
|
|
|
С21
|
6,0
|
250 - 300
|
5,0 - 6,0
|
2,0 - 3,0
|
12 - 18
|
90 - 100
|
14 - 18
|
2
|
|
8,0
|
370 - 400
|
8,0
|
2,0 - 3,0
|
10 - 16
|
90 - 100
|
16 - 20
|
2
|
|
|
10,0
|
370 - 400
|
8,0
|
2,0 - 3,0
|
10 - 16
|
90 - 100
|
16 - 20
|
2
|
|
28. Параметры режимов полуавтоматической аргонодуговой сварки плавящимся электродом деталей из алюминиевых сплавов приведены в таблице N 6.28 настоящего приложения.
Таблица N 6.28
|
Условное обозначение сварного соединения
|
S, мм
|
Режим сварки
|
||||
|
I, A
|
Частота I, Гц
|
U, B
|
d, мм
|
Q, л/мин
|
||
|
С7
|
3,0
|
80 - 120
|
50
|
17 - 19
|
1,2 - 1,6
|
8 - 10
|
|
4,0
|
110 - 150
|
50
|
18 - 20
|
1,6
|
10 - 12
|
|
|
6,0
|
160 - 200
|
100
|
20 - 22
|
1,6
|
12 - 14
|
|
|
С21
|
8,0
|
160 - 200
|
100
|
20 - 22
|
1,6
|
14 - 16
|
|
10,0
|
220 - 280
|
100
|
22 - 24
|
1,6
|
16 - 18
|
|
|
С25
|
15,0
|
240 - 280
|
100
|
22 - 24
|
1,6 - 2,0
|
16 - 18
|
|
20,0
|
250 - 300
|
100
|
22 - 24
|
1,6 - 2,0
|
16 - 18
|
|
|
Т3
|
6,0
|
200 - 240
|
100
|
20 - 22
|
1,6 - 2,0
|
12 - 14
|
|
8,0
|
220 - 260
|
100
|
22 - 24
|
1,6 - 2,0
|
14 - 16
|
|
|
10,0
|
240 - 300
|
100
|
24 - 26
|
1,6 - 2,0
|
16 - 18
|
|
|
Т8
|
10,0
|
240 - 300
|
100
|
23 - 25
|
1,6 - 2,0
|
16 - 18
|
|
15,0
|
260 - 300
|
100
|
23 - 25
|
1,6 - 2,0
|
18 - 20
|
|
|
20,0
|
260 - 300
|
100
|
23 - 25
|
1,6 - 2,0
|
18 - 20
|
|
|
У7
|
6,0
|
180 - 220
|
100
|
19 - 21
|
1,6 - 2,0
|
10 - 12
|
|
8,0
|
200 - 240
|
100
|
21 - 23
|
1,6 - 2,0
|
10 - 12
|
|
|
10,0
|
220 - 260
|
100
|
21 - 23
|
1,6 - 2,0
|
12 - 14
|
|
|
15,0
|
240 - 280
|
100
|
23 - 24
|
1,6 - 2,0
|
14 - 16
|
|
|
20,0
|
260 - 300
|
100
|
24 - 25
|
1,6 - 2,0
|
14 - 16
|
|
29. Параметры режимов автоматической аргонодуговой сварки плавящимся электродом деталей из алюминиевых сплавов приведены в таблице N 6.29 настоящего приложения.
Таблица N 6.29
|
Условное обозначение сварного соединения
|
S, мм
|
Режим сварки
|
||||
|
I, A
|
Частота I, Гц
|
U, B
|
d, мм
|
Q, л/мин
|
||
|
С21
|
10,0
|
360 - 420
|
100
|
24 - 26
|
3,0 - 4,0
|
25 - 28
|
|
15,0
|
420 - 480
|
100
|
26 - 28
|
4,0
|
28 - 32
|
|
|
20,0
|
460 - 500
|
100
|
27 - 30
|
4,0
|
30 - 31
|
|
|
С25
|
25,0
|
480 - 520
|
100
|
28 - 32
|
4,0
|
30 - 36
|
|
30,0
|
480 - 520
|
100
|
28 - 32
|
4,0
|
30 - 36
|
|
|
Т3
|
10,0
|
320 - 400
|
100
|
24 - 26
|
3,0
|
26 - 28
|
|
15,0
|
350 - 420
|
100
|
25 - 27
|
3,0
|
26 - 28
|
|
|
20,0
|
380 - 450
|
100
|
26 - 28
|
3,0
|
28 - 30
|
|
|
Т8
|
15,0
|
350 - 420
|
100
|
25 - 27
|
3,0
|
26 - 28
|
|
20,0
|
380 - 450
|
100
|
26 - 28
|
3,0
|
28 - 30
|
|
|
30,0
|
400 - 480
|
100
|
26 - 28
|
3,0
|
28 - 30
|
|
30. Значение расхода Q защитного газа для обеспечения поддува или подачи в камеру приведено в таблице N 6.30 настоящего приложения.
Таблица N 6.30
|
h, мм
|
dp, мм
|
I сварки, наплавки, прихватки, A
|
I поверхностных слоев швов, A
|
V, мм/мин
|
Q газа, л/мин
|
|
|
в горелку
|
в приставку
|
|||||
|
1,0 - 2,0
|
1,2
|
60 - 70
|
50 - 60
|
150 - 200
|
10 - 15
|
10 - 15
|
|
1,6
|
90 - 105
|
90 - 100
|
||||
|
3,0
|
1,2
|
-
|
70
|
|||
|
1,6
|
105
|
100
|
||||
|
2,0
|
115
|
100
|
15 - 20
|
15 - 20
|
||
|
4,0 - 6,0
|
1,2
|
-
|
75 - 80
|
10 - 15
|
10 - 15
|
|
|
1,6
|
-
|
105 - 110
|
15 - 20
|
15 - 20
|
||
|
2,0
|
-
|
110 - 115
|
||||
|
3,0
|
185 - 190
|
170 - 180
|
20 - 25
|
20 - 25
|
||
|
4,0
|
240 - 250
|
220 - 230
|
||||
|
6,0 - 10,0
|
1,6
|
-
|
115 - 125
|
15 - 20
|
15 - 20
|
|
|
2,0
|
-
|
130 - 135
|
20 - 25
|
18 - 20
|
||
|
3,0
|
190 - 200
|
180 - 190
|
||||
|
4,0
|
240 - 250
|
-
|
||||
|
10,0 - 16,0
|
2,0
|
-
|
140 - 145
|
|||
|
3,0
|
-
|
200 - 210
|
||||
|
4,0
|
265 - 275
|
-
|
||||
|
5,0
|
300 - 310
|
-
|
||||
|
16,0 - 24,0
|
2,0
|
-
|
140 - 145
|
|||
|
3,0
|
-
|
230 - 240
|
||||
|
4,0
|
275 - 285
|
-
|
||||
|
5,0
|
310 - 320
|
-
|
||||
|
24,0 - 45,0
|
2,0
|
-
|
170 - 180
|
|||
|
3,0
|
-
|
230 - 250
|
||||
|
4,0
|
285 - 305
|
-
|
25 - 30
|
20 - 25
|
||
|
5,0
|
325 - 350
|
-
|
||||
|
6,0
|
400 - 415
|
-
|
||||
|
45,0 - 70,0
|
3,0
|
-
|
250 - 280
|
|||
|
4,0
|
-
|
310 - 320
|
||||
|
5,0
|
350 - 360
|
-
|
||||
|
6,0
|
415 - 425
|
-
|
||||
|
> 70,0
|
3,0
|
-
|
260
|
|||
|
4,0
|
-
|
325
|
||||
|
5,0 - 6.0
|
360 - 460
|
-
|
||||
Приложение N 7
к федеральным нормам и правилам
в области использования атомной энергии
"Сварка и наплавка оборудования
и трубопроводов атомных энергетических
установок", утвержденным приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 14 ноября 2018 г. N 554
ПОДОГРЕВ ПРИ СВАРКЕ (НАПЛАВКЕ)
1. Необходимость и минимальная температура T предварительного и сопутствующего подогрева при сварке деталей (сборочных единиц) из сталей перлитного класса и высокохромистых сталей в зависимости от марки стали и номинальной толщины свариваемых деталей S устанавливаются согласно таблице N 7.1 настоящего приложения.
Таблица N 7.1
|
Марки стали свариваемых деталей
|
S, мм
|
T, °C
|
||
|
при дуговой сварке
|
при электрошлаковой сварке
|
при наплавке кромок
|
||
|
Ст3сп5, 10, 15, 15Л, 20, 20Л, 20К
|
<= 100,0
|
-
|
-
|
-
|
|
> 100,0
|
100
|
-
|
-
|
|
|
22К, 25Л
|
<= 35,0
|
- <*>
|
-
|
-
|
|
> 35,0
|
100
|
-
|
-
|
|
|
10ХСНД
|
<= 40,0
|
-
|
-
|
-
|
|
> 40,0
|
100
|
-
|
-
|
|
|
10ХН1М
|
<= 40,0
|
-
|
-
|
-
|
|
> 40,0
|
100
|
-
|
50
|
|
|
15ГС, 16ГС, 09Г2С, 09Г2СА-А, 20ГСЛ, 16ГНМА
|
<= 30,0
|
-
|
-
|
-
|
|
> 30,0
|
150
|
-
|
150
|
|
|
10ГН2МФА
|
<= 50,0
|
50
|
-
|
-
|
|
> 50,0
|
120
|
100 <**>
|
100
|
|
|
12МХ, 12ХМ, 15ХМ
|
<= 10,0
|
-
|
-
|
-
|
|
10,0< h <= 30,0
|
150
|
50
|
100
|
|
|
> 30,0
|
200
|
100
|
150
|
|
|
20ХМ, 20ХМА
|
<= 6,0
|
-
|
-
|
-
|
|
> 6,0
|
200
|
100
|
150
|
|
|
10Х2М
|
<= 6,0
|
-
|
-
|
-
|
|
> 6,0
|
100
|
-
|
100
|
|
|
12Х1МФ
|
<= 6,0
|
-
|
-
|
-
|
|
6,0 < h <= 30,0
|
200
|
150
|
100
|
|
|
15Х1М1Ф
|
<= 6,0
|
-
|
-
|
-
|
|
6,0 < h <= 30,0
|
250
|
200
|
150
|
|
|
> 30,0
|
300
|
250
|
200
|
|
|
15Х2НМФА, 15Х2НМФА-А, 15Х2НМФА класс 1 15Х3НМФА, 15Х3НМФА-А, 15Х2НМ1ФА, 15Х2НМ1ФА-А
|
Независимо от толщины
|
150
|
150
|
150
|
|
12Х2МФА, 12Х2МФА-А
|
<= 80,0
|
200
|
100
|
150
|
|
> 80,0
|
200
|
150
|
150
|
|
|
15Х2МФА, 15Х2МФА-А, 15Х2МФА мод. А, 15Х2МФА-А мод. А, 15Х2МФА-А мод. Б, 18Х2МФА, 18Х2МФА-А
|
Независимо от толщины
|
175
|
150
|
150
|
|
08Х13, 05Х12Н2М
|
<= 6,0
|
-
|
-
|
-
|
|
> 6,0
|
100
|
-
|
100
|
|
|
06Х12Н3Д
|
<= 30,0
|
-
|
-
|
-
|
|
> 30,0
|
100
|
-
|
100
|
|
|
07Х12НМФБ
|
<= 40,0
|
150
|
-
|
150
|
|
> 40,0
|
200
|
-
|
150
|
|
|
Труба - трубная доска
|
150
|
-
|
-
|
|
|
07Х16Н4Б
|
<= 40,0
|
-
|
-
|
-
|
|
> 40,0
|
100
|
|||
|
10Х9МФБ
|
<= 10,0
|
-
|
-
|
-
|
|
10,0 < h <= 40,0
|
100
|
-
|
100
|
|
|
- Подогрев не требуется.
|
||||
|
<*> Необходимость подогрева при сварке деталей из стали марки 22К устанавливается технологической документацией.
<**> При толщинах до 150,0 мм включительно подогрев допускается не проводить.
|
||||
В случаях, не предусмотренных таблицей N 7.1 настоящего приложения, необходимость и минимальная температура подогрева устанавливаются технологической документацией.
При сварке и наплавке деталей из сталей аустенитного класса и железоникелевых сплавов подогрев не проводится.
2. Максимальная температура подогрева не должна превышать установленную в технологической документации минимальную температуру более чем на 150 °C.
3. При сварке деталей из стали различных марок (из числа приведенных в таблице N 7.1 настоящего приложения) минимальная температура подогрева принимается по стали, для которой предусмотрен подогрев при более высокой температуре.
4. При сварке деталей различной номинальной толщины минимальная температура подогрева устанавливается в соответствии с таблицей N 7.1 настоящего приложения, исходя из номинальной толщины более толстостенной детали.
5. Значения минимальной температуры подогрева при наплавке перлитными сварочными материалами деталей из стали марок 12Х2МФА, 15Х2МФА, 15Х2МФА-А и 18Х2МФА должны быть при наплавке первого слоя не ниже 200 °C, а при наплавке последующих слоев - не ниже 150 °C.
6. При комбинированной сварке труб с подогревом, независимо от марки стали и толщины свариваемых труб, аргонодуговую сварку корневой части шва допускается выполнять без подогрева.
7. При выполнении предварительной наплавки кромок деталей из сталей перлитного класса и высокохромистых сталей аустенитными сварочными материалами подогрев проводится только при наплавке первого слоя. Необходимость и минимальная температура указанного подогрева устанавливаются согласно таблице N 7.1 настоящего приложения.
8. Сварка деталей из сталей перлитного класса и высокохромистых сталей (как между собой, так и с деталями из сталей аустенитного класса), кромки которых предварительно наплавлены аустенитными сварочными материалами, выполняется без подогрева.
9. При выполнении предварительной наплавки кромок деталей из сталей перлитного класса высокохромистыми сварочными материалами минимальная температура подогрева устанавливается по детали из стали перлитного класса, но не ниже 100 °C.
10. Сварка деталей из высокохромистых сталей с деталями из сталей перлитного класса, кромки которых предварительно наплавлены высокохромистыми сварочными материалами, выполняется с подогревом, необходимость и минимальная температура которого устанавливаются по детали из высокохромистой стали.
11. Антикоррозионная наплавка на деталях из углеродистых и кремнемарганцовистых сталей выполняется без подогрева.
12. При антикоррозионной наплавке на деталях из легированных сталей необходимость и минимальная температура подогрева T устанавливаются согласно таблице N 7.2 настоящего приложения в зависимости от марки стали и номинальной толщины наплавляемых деталей S, а также вида сварочного материала.
Таблица N 7.2
|
Марки стали наплавляемой детали
|
Вид сварочного материала
|
S, мм
|
T, °C
|
|
20ХМА
|
Лента
|
Независимо от толщины
|
-
|
|
Покрытые электроды, проволока
|
<= 100,0
|
-
|
|
|
> 100,0
|
100
|
||
|
10ХН1М, 10ГН2МФА
|
Лента
|
<= 100,0
|
-
|
|
> 100,0
|
50
|
||
|
Покрытые электроды, проволока
|
<= 50,0
|
-
|
|
|
> 50,0
|
50
|
||
|
15Х2НМФА, 15Х2НМФА-А, 15Х2НМФА класс 1, 15Х2НМ1ФА, 15Х2НМ1ФА-А, 15Х3НМФА
|
Лента
|
<= 100,0
|
-
|
|
> 100,0
|
50
|
||
|
Покрытые электроды, проволока
|
<= 100,0
|
50
|
|
|
> 100,0
|
100
|
||
|
12Х2МФА, 12Х2МФА-А, 15Х2МФА, 15Х2МФА-А, 15Х2МФА мод. А, 15Х2МФА-А мод. А, 15Х2МФА-А мод. Б, 18Х2МФА, 18Х2МФА-А
|
Лента, покрытые электроды, проволока
|
Независимо от толщины
|
150
|
В случаях, не предусмотренных таблицей N 7.2 настоящего приложения, необходимость и минимальная температура подогрева устанавливаются технологической документацией.
При выполнении двухслойных и многослойных антикоррозионных наплавок подогрев осуществляется только при наплавке первого слоя.
13. При сварке деталей из двухслойных сталей с основным слоем из углеродистых и кремнемарганцовистых сталей или из стали марки 10ГН2МФА разделительные и защитные наплавки выполняют без подогрева.
14. Температура предварительного и сопутствующего подогрева деталей под износостойкую наплавку приведена в таблице N 7.3 настоящего приложения.
Таблица N 7.3
|
Способ наплавки
|
Марка наплавочного материала
|
Температура предварительного и сопутствующего подогрева, °C
|
|
Ручной дуговой покрытыми электродами
|
ЦН-2
|
600 - 800
|
|
ЦН-6Л
|
200 - 450
|
|
|
ЦН-12М, ЦН-12М/К2
|
350 - 600
|
|
|
УОНИ-13/Н1-БК, ЭА-38/52, ЦН-24, ВПН-1
|
Без подогрева
|
|
|
Автоматический под флюсом проволокой сплошного сечения
|
Св-20Х27Н6М3АГВ
|
Без подогрева
|
|
СВ-13Х14Н9С4Ф3Г (ЭК 119)
|
||
|
Св-15Х18Н12С4ТЮ
Св-04Х19Н9С2
|
150 - 300
|
|
|
Автоматический под флюсом лентой сплошного сечения
|
15Х18Н12С4ТЮ
|
200 - 300
|
|
Ручной аргонодуговой
|
Прутки В3К, Пр-В3К
|
600 - 800
|
|
проволока (прутки) Св-10Х18Н11С5М2ТЮ (ЭП 987)
|
Без подогрева
|
|
|
Проволока Св-13Х14Н9С4Ф3Г (ЭК 119)
|
||
|
Автоматический и полуавтоматический проволокой сплошного сечения в аргоне или смеси газов
|
Св-13Х14Н9С4Ф3Г (ЭК 119)
Св-10Х18Н11С5М2ТЮ (ЭП 987)
|
Без подогрева
|
|
Плазменный порошками
|
ПР-08Х17Н8С6Г
|
150 - 350
|
|
ПР-10Х18Н9М5С5Г4Б
|
200 - 450
|
|
|
В3К
|
300 - 650
|
|
|
ПГ-СР2-М, ПР-НХ15СР2, ПР-Н77Х15С3Р2, ПР-НХ16СР3, ПГ-СР3-М, ПР-Н77Х15С3Р3
|
400 - 600
|
15. Не выполняется предварительный подогрев деталей:
а) с условным проходом 25,0 мм и менее, наплавляемых материалами типа 190К62Х29В5С2;
б) массой до 2 кг, наплавляемых материалами типа 08Х17Н8С6Г.
16. При наплавке порошками марки В3К деталей массой до 3 кг предварительный подогрев допускается не выполнять.
Допускается понижать температуру подогрева наплавки деталей порошками марки В3К:
а) массой от 3 до 5 кг включительно - до 400 °C;
б) массой от 5 до 10 кг - до 500 °C.
17. При наплавке электродами марки ЦН-6Л деталей с условным проходом 100,0 мм и более температура подогрева должна быть повышена до 500 °C.
18. В процессе наплавки не допускается охлаждение детали ниже температуры подогрева, приведенной в таблице N 7.3 настоящего приложения.
19. При предварительном и сопутствующем подогреве свариваемых деталей должны применяться нагревательные устройства, обеспечивающие требуемый подогрев металла по всей протяженности (периметру) соединения или всей площади участка наплавки.
20. При местном подогреве патрубков длиной менее 100,0 мм ширина зоны подогрева L должна быть равна длине патрубка.
21. При местном подогреве цилиндрических деталей со сварными соединениями ширина зоны подогрева L в каждую сторону от оси кольцевого шва должна составлять  , где D и S - номинальные наружный диаметр и толщина стенки свариваемых деталей. В пределах зоны подогрева температура должна быть не ниже минимальной температуры подогрева, указанной в таблице N 7.1 настоящего приложения, и не выше максимальной температуры, указанной в пункте 2 настоящего приложения. В любом случае ширина зоны подогрева L должна быть не менее 100,0 мм.
, где D и S - номинальные наружный диаметр и толщина стенки свариваемых деталей. В пределах зоны подогрева температура должна быть не ниже минимальной температуры подогрева, указанной в таблице N 7.1 настоящего приложения, и не выше максимальной температуры, указанной в пункте 2 настоящего приложения. В любом случае ширина зоны подогрева L должна быть не менее 100,0 мм.
Приложение N 8
к федеральным нормам и правилам
в области использования атомной энергии
"Сварка и наплавка оборудования
и трубопроводов атомных энергетических
установок", утвержденным приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 14 ноября 2018 г. N 554
НАПЛАВКА УПЛОТНИТЕЛЬНЫХ И НАПРАВЛЯЮЩИХ ПОВЕРХНОСТЕЙ
1. При выполнении наплавки могут быть использованы следующие способы:
а) автоматический - проволокой сплошного сечения в аргоне или под флюсом;
б) автоматический под флюсом - порошковыми проволоками и лентами;
в) ручной дуговой - покрытыми электродами;
г) автоматический и полуавтоматический - порошковыми проволоками в аргоне или смеси газов;
д) ручной аргонодуговой - с присадкой проволокой сплошного сечения;
е) плазменный - порошковой проволокой или порошками.
2. Для выполнения наплавки уплотнительных и направляющих поверхностей должны применяться материалы, приведенные в таблице N 2.9 приложения N 2 к настоящим Правилам.
3. В конструкторской документации на наплавляемую деталь должны быть указаны:
а) расположение и внешние размеры деталей и наплавленных поверхностей;
б) расположение и размеры уплотнительных и направляющих поверхностей;
в) общая толщина (высота) наплавленного металла после механической обработки;
г) марка (марки) применяемых наплавочных материалов;
д) допускаемые значения твердости наплавленных поверхностей.
4. Должны быть проконтролированы химический состав и твердость металла, наплавленного каждой партией (сочетанием партий) наплавочных материалов.
Химический состав и твердость наплавленного металла уплотнительных и направляющих поверхностей должны удовлетворять требованиям, приведенным в документах по стандартизации на материал соответствующей марки, включенных в Сводный перечень.
5. Для определения твердости и химического состава наплавленного металла должна выполняться контрольная наплавка на пластину с минимальными размерами 120,0 x 80,0 x 20,0 мм или на диск с номинальным диаметром 100,0 мм. Размеры контрольной наплавки должны быть не менее 80,0 x 40,0 мм.
Условия и режимы выполнения наплавки и термической обработки контрольного образца должны соответствовать требованиям технологической документации на наплавку и термическую обработку детали.
Пробы для химического анализа наплавленного металла отбираются из верхних слоев наплавки, расположенных на расстоянии не менее 3,0 мм от поверхности основного металла.
Проверка твердости должна выполняться методом измерения по Роквеллу в соответствии с требованиями документа по стандартизации, включенного в Сводный перечень.
6. Шероховатость поверхности Rz подготовленных под наплавку заготовок должна быть не более 80 мкм. Кромки канавок под наплавку должны быть скошены под углом не менее 20°. Радиусы перехода поверхностей должны быть не менее 3,0 мм.
7. Пробы для контроля механических свойств и стойкости к межкристаллитной коррозии каждой партии (плавки) сталей, используемых для изготовления деталей арматуры, подлежащих наплавке износостойкими материалами, должны быть подвергнуты термической обработке в соответствии с режимами, указанными в таблице N 8.1 настоящего приложения.
Таблица N 8.1
|
Марки стали
|
Режимы термической обработки
|
|
08Х18Н10Т, 12Х18Н9Т, 12Х18Н10Т, 12Х18Н9ТЛ, 12Х18Н12Т
|
- Загрузка в печь при температуре не выше 300 °C;
- нагрев до (800 +/- 10) °C, выдержка (4 +/- 0,5) ч;
- нагрев до (860 +/- 10) °C, выдержка (3 +/ - 0,5) ч;
- охлаждение с печью до (650 +/- 10) °C, выдержка (2 +/- 0,5) ч;
- охлаждение с печью до температуры не выше 300 °C;
- далее на воздухе или в печи
|
|
10Х17Н13М2Т, 10Х17Н13М3Т, 12Х18Н12М3ТЛ
|
- Загрузка в печь при температуре не выше 300 °C;
- нагрев до (800 +/- 10) °C, выдержка (4 +/- 0,5) ч;
- нагрев до (960 +/- 10) °C, выдержка (3 +/- 0,5) ч;
- охлаждение с печью до (660 +/- 10) °C, выдержка (2 +/- 0,5) ч;
- охлаждение с печью до температуры не выше 300 °C;
- далее на воздухе или в печи
|
|
09Х18Н9, 10Х18Н9, 12Х18Н9, 08Х18Н10
|
- Загрузка в печь при температуре не выше 300 °C;
- нагрев до (800 +/- 10) °C, выдержка (4 +/- 0,5) ч;
- нагрев до (960 +/- 10) °C, выдержка (3 +/- 0,5) ч;
- охлаждение с печью до температуры не выше 300 °C;
- далее на воздухе или в печи
|
|
Ст3сп5, 20, 20К, 22К, 15ГС, 16ГС, 09Г2С, 10ХСНД
|
- Загрузка в печь при температуре не выше 300 °C;
- нагрев до (630 +/- 10) °C, выдержка (2,5 +/- 0,5) ч;
- охлаждение с печью до температуры не выше 300 °C;
- далее на воздухе или в печи
|
|
12Х1МФ, 15Х1М1Ф
|
- Загрузка в печь при температуре не выше 300 °C;
- нагрев до (730 +/- 15) °C, выдержка (2,5 +/- 0,5) ч;
- охлаждение с печью до температуры не выше 300 °C;
- далее на воздухе или в печи
|
|
07Х16Н4Б
|
- Загрузка в печь при температуре не выше 300 °C;
- нагрев до (1050 +/ - 20) °C, выдержка (2,5 +/ - 0,5) ч;
- охлаждение на воздухе до температуры не выше 300 °C;
- нагрев до (650+/ - 10) °C, выдержка (2,5 +/ - 0,5) ч;
- охлаждение на воздухе до температуры не выше 300 °C;
- далее на воздухе или в печи
|
Результаты испытаний проб должны соответствовать требованиям документов по стандартизации на изделие, включенных в Сводный перечень.
8. Перед наплавкой деталей из сталей перлитного класса электродами или порошковыми материалами типов 13Х16Н8М5С5Г4Б и 08Х17Н8С6Г необходимо выполнить наплавку подслоя толщиной 3 +/- 1 мм электродами марки ЗИО-8, ЦЛ-25/1, ОЗЛ-6 или проволокой (лентой) марки Св-07Х25Н13 под флюсами марок АН-26П, АН-26С, ОФ-10, ОФ-40.
Наплавка подслоя не выполняется:
а) при наплавке арматуры с условным проходом до 65,0 мм включительно;
б) при наплавке деталей из стали Ст3сп5;
в) в случаях, предусмотренных технологической документацией.
Наплавка подслоя на углеродистые и кремнемарганцовистые стали должна выполняться без подогрева, на легированные стали - с предварительным подогревом наплавляемой поверхности до температуры не ниже 150 °C.
Наплавленный металл подслоя подлежит визуальному контролю на отсутствие трещин, а также измерительному контролю толщины подслоя.
9. В технологической документации на наплавку, как минимум, должны быть указаны:
а) порядок и последовательность подготовки деталей под наплавку;
б) применяемые способы наплавки;
в) квалификация сварщиков;
г) используемое оборудование;
д) марка основного металла детали;
е) марки (сочетания марок) применяемых наплавочных материалов;
ж) сортамент применяемых наплавочных материалов;
з) необходимость, методы и режимы предварительного и сопутствующего подогрева;
и) требования к выполнению первого слоя двухслойной наплавки;
к) необходимость предварительной наплавки аустенитными материалами;
л) количество и порядок наложения валиков и (или) слоев при наплавке;
м) толщина (высота) наплавленного металла;
н) условия пребывания деталей до начала термической обработки;
о) необходимость, методы и режимы термической обработки наплавленных деталей;
п) методы, объемы контроля и нормы оценки качества поверхностей наплавленных деталей.
10. Необходимость предварительного и сопутствующего подогрева деталей при наплавке и его температура устанавливаются в соответствии с приложением N 7 к настоящим Правилам.
11. Ориентировочные режимы наплавки приведены в приложении N 6 к настоящим Правилам.
Наплавка должна выполняться без перерывов (кроме электродов марок УОНИ-13/Н1-БК и ЭА-38/52 и проволоки марки Св-20Х27Н6М3АГВ). Наплавляемая деталь при вынужденном перерыве, не допуская охлаждения, должна помещаться в нагретую печь, а перед возобновлением наплавки нагреваться до температуры предварительного подогрева.
В процессе наплавки материалами типов Э-190К62Х29В5С2 и 13Х16Н8М5С5Г4Б перерывы не допускаются.
Наплавка электродами марки УОНИ-13/Н1-БК и ЭА-38/52 и проволокой марки Св-20Х27Н6М3АГВ должна выполняться с охлаждением каждого ранее выполненного валика до температуры не выше 150 °C.
12. После окончания наплавки, не допуская охлаждения, детали должны быть термически обработаны по режимам, приведенным в приложении N 9 к настоящим Правилам. Температура деталей после окончания наплавки до начала термической обработки должна быть не ниже требуемой температуры предварительного подогрева.
Между окончанием наплавки и началом термической обработки материалов типов Э-190К62Х29В5С2 и 13Х16Н8М5С5Г4Б перерыв не допускается.
13. Исправление наплавленных поверхностей должно выполняться выборкой дефектов или удалением механическим способом слоя (слоев) наплавленного металла, содержащего дефекты, с соответствующей последующей заваркой выборок или наплавкой.
После исправления дефектов наплавленные поверхности должны быть подвергнуты визуальному, а в случае удаления трещин - визуальному и капиллярному контролю.
Для ремонта должны применяться наплавочные материалы той же марки (того же типа), что и наплавочные материалы, используемые для выполнения наплавки исправляемой поверхности по той же технологии.
14. После ремонтной наплавки детали должны быть термически обработаны по режимам, приведенным в приложении N 8 к настоящим Правилам.
15. Ремонт наплавки должен выполняться не более трех раз.
Наплавка на детали арматуры из титановых сплавов
16. Для выполнения износостойких наплавок на детали арматуры из титановых сплавов должны применяться окисленные прутки из сварочной проволоки марки ПТ-7Мсв.
Наплавка выполняется ручной аргонодуговой сваркой на постоянном токе при прямой полярности.
Заготовки под наплавку должны иметь технологические канавки в местах наплавки, а также технологические припуски, обеспечивающие нормальное формирование наплавляемого валика и его защиту от окисления. Технологические канавки должны иметь глубину от 1,0 до 2,0 мм и ширину на 5,0 мм больше ширины уплотнительного поля.
Перед выполнением наплавок детали должны быть нагреты до температуры 400 - 500 °C и выдержаны на этой температуре не менее одной минуты на каждый миллиметр минимальной толщины детали. Предварительный подогрев не выполняется для деталей, вес которых не превышает 300 г. В процессе наплавки температура наплавляемой детали не должна остывать ниже 250 °C.
17. Наплавленный металл в процессе наплавки должен быть защищен от окисления. При перерывах в процессе наплавки и при выполнении замкнутых валиков ранее наплавленный участок должен быть защищен с перекрытием на 10.0 - 15,0 мм. Кратеры должны быть заплавленными. Геометрические размеры наплавленного металла должны обеспечивать припуск для последующей механической обработки не менее 3,0 мм на сторону и на высоту наплавки.
18. После окончания наплавки выполняется термическая обработка наплавленной детали, при этом не допускается охлаждение детали перед посадкой в печь до температуры ниже 250 °C. Наплавленные детали должны загружаться в печь, нагретую до 400 - 500 °C.
Режимы термической обработки: температура 675 +/- 15 °C; скорость нагрева печи до температуры термообработки не выше 200 °/час; время выдержки - 2 мин на 1,0 мм максимальной толщины детали, но не менее 2 часов. Охлаждение наплавленных деталей должно проводиться с печью до температуры не выше 200 °C со скоростью 15 - 30 °/час, дальнейшее охлаждение - на воздухе.
Приложение N 9
к федеральным нормам и правилам
в области использования атомной энергии
"Сварка и наплавка оборудования
и трубопроводов атомных энергетических
установок", утвержденным приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 14 ноября 2018 г. N 554
ТЕРМИЧЕСКАЯ ОБРАБОТКА
СВАРНЫХ СОЕДИНЕНИЙ И НАПЛАВЛЕННЫХ ДЕТАЛЕЙ
Общие требования
1. Термическая обработка сварных соединений и наплавленных деталей должна выполняться по технологической документации, в которой должны быть указаны:
а) наименование и обозначение сваренных (наплавленных) деталей;
б) марки основных материалов сваренных или наплавленных деталей;
в) характеристики наплавок;
г) наименьшая номинальная толщина сваренных (наплавленных) деталей (сборочных единиц);
д) условия пребывания сварных соединений и наплавленных деталей в интервале времени между окончанием сварки (наплавки) и началом термической обработки;
е) виды термической обработки с указанием последовательности выполнения отдельных ее этапов (в том числе предварительных, промежуточных и окончательных отпусков);
ж) методы термической обработки с указанием применяемого термического оборудования;
з) режимы каждого этапа термической обработки (температура печи при ее загрузке, скорость нагрева, температура и продолжительность режимов в зависимости от диапазонов номинальных толщин деталей в зоне сварных соединений или наплавок, скорость охлаждения и температура выдачи на воздух);
и) методы и порядок контроля температурных режимов.
2. При изготовлении, монтаже и ремонте деталей с применением сварки применяются следующие виды термической обработки:
а) отпуск;
б) полная термическая обработка (нормализация или закалка с последующим отпуском);
в) аустенизация или стабилизирующий отжиг.
Отпуску подвергаются выполненные дуговой или электронно-лучевой сваркой сварные соединения деталей из сталей перлитного класса или из высокохромистых сталей.
Полной термической обработке подвергаются выполненные электрошлаковой сваркой сварные соединения деталей из сталей перлитного класса или из высокохромистых сталей.
Аустенизации подвергаются сварные соединения деталей из сталей аустенитного класса.
3. Отпуски подразделяются на промежуточные, окончательные и предварительные.
Промежуточные отпуски проводятся после выполнения отдельных сварных соединений, если эти соединения в дальнейшем подлежат повторному отпуску (одному или нескольким).
Окончательные отпуски проводятся после выполнения всех предусмотренных сварочных (наплавочных) и термических операций, а также после исправления дефектов сварных соединений (наплавки) с применением сварки (наплавки).
Предварительный отпуск проводится перед полной термической обработкой сварных соединений, выполненных электрошлаковой сваркой.
4. Необходимость термической обработки сварных соединений и наплавленных деталей устанавливается в конструкторской документации.
Максимальная суммарная продолжительность отпусков назначается в конструкторской документации; при этом должна приниматься во внимание возможность исправления дефектов с помощью сварки, выявленных на заключительных операциях изготовления и монтажа.
5. В таблице N 9.1 настоящего приложения приведена минимально допустимая температура металла стыковых сварных соединений (наплавленных) деталей из перлитных и высокохромистых сталей в интервале времени между окончанием сварки и началом термической обработки в случаях, если не предусмотрен термический отдых.
Таблица N 9.1
|
Марки стали свариваемых (наплавленных) деталей
|
Номинальная толщина стенки свариваемых (наплавленных) деталей, мм
|
Минимально допустимая температура металла в зоне сварного соединения (наплавки), °C
|
Максимально допустимый интервал, ч
|
|
10ГН2МФА, 10ГН2МФА-А
|
Более 50,0
|
70
|
Не регламентируется
|
|
20ХМ, 20ХМА
|
Независимо от толщины
|
Не регламентируется
|
72
|
|
10Х2М
|
Более 30,0
|
100
|
Не регламентируется
|
|
12Х1МФ, 15Х1М1Ф
|
Более 6,0
|
Не регламентируется
|
72
|
|
05Х12Н2М
|
Более 30,0
|
80
|
Не регламентируется
|
|
15Х2НМФА, 15Х2НМФА-А, 15Х2НМФА класс 1, 15Х3НМФА, 15Х3НМФА-А, 15Х2НМ1ФА, 15Х2НМ1ФА-А
|
Независимо от толщины
|
150
|
Не регламентируется
|
|
06Х12Н3Д
|
Более 10,0
|
100
|
Не регламентируется
|
|
12Х2МФА, 12Х2МФА-А, 15Х2МФА, 15Х2МФА-А, 15Х2МФА мод. А, 15Х2МФА-А мод. А, 15Х2МФА-А мод. Б
|
Независимо от толщины
|
200
|
Не регламентируется
|
|
200
|
Не регламентируется
|
||
|
18Х2МФА, 18Х2МФА-А
|
300
|
Не регламентируется
|
|
|
07Х12НМФБ
|
Независимо от толщины
|
100 <*>
|
Не регламентируется
|
|
<*> Максимальная температура не должна превышать минимальную более чем на 50 °C.
|
|||
6. Минимальная температура и продолжительность термического отдыха стыковых сварных соединений, выполненных дуговой или электронно-лучевой сваркой, приведены в таблице N 9.2 настоящего приложения.
Таблица N 9.2
|
Марки стали свариваемых деталей
|
Номинальная толщина стенки свариваемых деталей, мм
|
Режим термического отдыха
|
|
|
минимальная температура, °C
|
минимальная продолжительность, ч
|
||
|
10ГН2МФА
|
Более 50,0 до 110,0 включительно
|
150
|
8
|
|
10Х2М, 05Х12Н2М
|
Более 30,0
|
100
|
8
|
|
12Х1МФ
|
Более 6,0
|
130
|
8
|
|
15Х1М1Ф
|
Более 6,0
|
150
|
10
|
|
06Х12Н3Д, 15Х3НМФА, 15Х3НМФА-А
|
Независимо от толщины
|
150
|
12
|
|
15Х2МФА-А мод. А <*>
|
Независимо от толщины
|
200
|
12
|
|
08Х13
|
Более 10,0
|
100
|
8
|
|
07Х12НМФБ
|
Независимо от толщины
|
150
|
12
|
|
<*> В случае выполнения наплавки кромок перлитными сварочными материалами.
|
|||
Максимальная температура термического отдыха не должна превышать минимальную более чем на 100 °C, для стали 07Х12НМФБ - не более, чем на 50 °C. При местном термическом отдыхе ширина зоны нагрева должна быть не менее ширины зоны нагрева при предварительном и сопутствующем подогреве.
7. После проведения термического отдыха сварные соединения допускается охлаждать до температуры не ниже 5 °C. Время до начала термической обработки не ограничивается.
8. Для сварных соединений деталей из сталей различных марок минимальная температура термического отдыха принимается по стали, для которой установлено более высокое значение температуры.
9. Интервалы времени не ограничиваются:
а) между окончанием наплавки аустенитными сварочными материалами на кромки деталей из сталей перлитного класса и термической обработкой;
б) между окончанием антикоррозионной наплавки и термической обработкой.
Температура наплавленных деталей из легированных сталей перлитного класса до проведения термической обработки должна быть не ниже 5 °C.
10. Номинальная температура промежуточных отпусков должна быть ниже номинальной температуры окончательного отпуска не менее чем на 15 °C.
11. Номинальная температура окончательных отпусков сварных соединений и наплавленных деталей не должна превышать номинальную температуру отпуска основного металла при его полной термической обработке по режимам, установленным документами по стандартизации на полуфабрикаты из стали соответствующих марок, включенными в Сводный перечень.
12. Необходимость и температура отпусков сварных соединений деталей из сталей перлитного класса или высокохромистых сталей в зависимости от марки стали и номинальных толщин сваренных дуговой или электронно-лучевой сваркой деталей принимаются в соответствии с таблицей N 9.3 настоящего приложения.
Таблица N 9.3
|
Марки материалов свариваемых деталей
|
Номинальная толщина свариваемых деталей, мм
|
Температура отпусков, °C
|
|||
|
промежуточных
|
окончательных
|
||||
|
номинальная
|
предельные отклонения
|
номинальная
|
предельные отклонения
|
||
|
Ст3сп5, 10, 15, 15Л, 20, 20Л
|
<= 36,0
|
-
|
-
|
-
|
-
|
|
> 36,0
|
610
|
+/- 20
|
630
|
+/- 20
|
|
|
20К, 22К, 25Л
|
<= 36,0
|
-
|
-
|
-
|
-
|
|
> 36,0
|
620
|
+/- 20
|
640
|
- 10, +20
|
|
|
06Х12Н3Д
|
<= 10,0
|
-
|
-
|
-
|
-
|
|
> 10,0
|
620
|
+/- 10
|
640
|
- 15, +10
|
|
|
15ГС, 16ГС, 20ГСЛ, 09Г2С, 09Г2С-А, 10ХСНД, 10ХН1М
|
<= 30,0
|
-
|
-
|
-
|
-
|
|
> 30,0
|
630
|
+/- 15
|
650
|
+/- 15
|
|
|
10ГН2МФА, 10ГН2МФА-А
|
<= 10,0
|
-
|
-
|
-
|
-
|
|
> 10,0
|
620
|
+/- 10
|
650
|
+/- 10
|
|
|
15Х2НМФА, 15Х2НМФА-А, 15Х3НМФА, 15Х3НМФА-А 15Х2НМФА класс 1, 15Х2НМ1ФА, 15Х2НМ1ФА-А
|
Независимо от толщины
|
620
|
+/- 10
|
650
|
+/- 10
|
|
07Х16Н4Б
|
Независимо от толщины
|
-
|
-
|
650
|
+/- 10
|
|
07Х12НМФБ
|
Независимо от толщины
|
720
|
+/- 10
|
740
|
+/- 10
|
|
16ГНМА
|
<= 25,0
|
-
|
-
|
-
|
-
|
|
> 25,0
|
640
|
+/- 15
|
660
|
+/- 15
|
|
|
12Х2МФА, 12Х2МФА-А, 15Х2МФА, 15Х2МФА-А, 15Х2МФА мод. А, 15Х2МФА-А мод. А, 15Х2МФА-А мод. Б, 18Х2МФА, 18Х2МФА-А
|
Независимо от толщины
|
655
|
+/- 10
|
670
|
+/- 10
|
|
05Х12Н2М
|
Независимо от толщины
|
-
|
-
|
670
|
+/- 20
|
|
20ХМА, 20ХМ
|
Независимо от толщины
|
670
|
+/- 15
|
700
|
+/- 15
|
|
12МХ, 12ХМ, 15ХМ
|
<= 10,0
|
-
|
-
|
-
|
-
|
|
> 10,0
|
690
|
+/- 20
|
710
|
+/- 20
|
|
|
10Х2М, 08Х13
|
<= 6,0
|
-
|
-
|
-
|
-
|
|
> 6,0
|
690
|
+/- 20
|
710
|
+/- 20
|
|
|
12Х1МФ
|
<= 6,0
|
-
|
-
|
-
|
-
|
|
> 6,0
|
715
|
+/- 15
|
730
|
+/- 20
|
|
|
15Х1М1Ф
|
<= 6,0
|
-
|
-
|
-
|
-
|
|
> 6,0
|
725
|
+/- 15
|
740
|
+/- 15
|
|
|
10Х9МФБ
|
<= 10,0
|
-
|
-
|
750
|
+/- 10
|
|
10 < h <= 40,0
|
710
|
+/- 10
|
760
|
+/- 10
|
|
|
Примечания.
1. Прочерк в соответствующей ячейке таблицы означает ненужность отпуска.
2. В качестве номинальной толщины сваренных деталей для стыковых сварных соединений должна приниматься номинальная толщина в зоне, непосредственно примыкающей к сварному шву.
3. При местной термической обработке (отпусках) сварных соединений деталей из стали марок Ст3сп5, 10, 15, 15Л, 20, 20Л, 20К, 22К, 25Л, 15ГС, 16ГС, 20ГСЛ, 09Г2С, 10ХСНД, 10ХН1М, 10ГН2МФА, 16ГНМА, 12МХ, 12ХМ, 15ХМ, 12Х1МФ, 15Х1М1Ф, 15Х2НМФА и 15Х2НМФА-А увеличение суммарных предельных отклонений от указанных в таблице номинальных температур отпусков до 40 °C в сторону минусового отклонения допускается при наличии указаний в технологической документации.
4. Проведение отпуска сварных соединений стали марок 10ХСНД и 10ХН1М с номинальной толщиной стенки до 40,0 мм включительно допускается при наличии указаний в технологической документации.
5. Для сварных соединений деталей из стали марок Ст3сп5 и 20 повышение верхнего предела температуры окончательного отпуска до 660 °C допускается при наличии указаний в технологической документации.
6. Проведение промежуточного отпуска сварных соединений деталей из стали марок 12Х2МФА и 15Х2МФА при температуре 650 +/- 10 °C допускается при наличии указаний в технологической документации.
|
|||||
13. Проведение отпусков сварных соединений деталей из стали различных марок и (или) различной номинальной толщины обязательно в следующих случаях:
а) если согласно таблице N 9.3 настоящего приложения марка стали и номинальная толщина каждой из двух сваренных деталей определяют необходимость отпуска сварного соединения;
б) если согласно таблице N 9.3 настоящего приложения марка стали хотя бы одной из двух сваренных деталей определяет необходимость отпуска сварного соединения независимо от номинальной толщины деталей.
14. Температура отпусков сварных соединений деталей из стали различных марок, для которых в таблице N 9.3 настоящего приложения предусмотрена различная температура отпусков, устанавливается в технологической документации. При этом номинальные температуры отпусков не должны выходить за пределы интервала между номинальными температурами, определяемыми согласно таблице N 9.3 настоящего приложения для отпусков сварных соединений деталей из стали соответствующих марок.
15. Необходимость отпуска деталей после выполнения предварительной наплавки кромок определяется по таблице N 9.3 настоящего приложения как для сварных соединений этих деталей без наплавки кромок. При этом детали, кромки которых наплавлены аустенитными сварочными материалами, подвергаются отпуску по режиму окончательного отпуска, а детали, кромки которых наплавлены высокохромистыми сварочными материалами, - по режиму промежуточного отпуска.
16. Детали с антикоррозионной наплавкой подвергаются отпуску. При этом температура отпусков устанавливается согласно таблице N 9.3 настоящего приложения как для сварных соединений деталей из стали той же марки, что и наплавленные детали.
Отпуски деталей с антикоррозионной наплавкой должны совмещаться с отпусками сварных соединений.
Интервал времени между окончанием антикоррозионной наплавки и началом термической обработки не ограничивается. Температура хранения деталей (изделий) с антикоррозионной наплавкой до начала термической обработки должна быть не ниже 5 °C.
17. Необходимость и температура отпусков сварных соединений деталей из двухслойных сталей, основной слой которых сварен перлитными сварочными материалами, определяются по таблице N 9.3 настоящего приложения без учета толщины плакирующего слоя.
18. Выполненные аустенитными сварочными материалами сварные соединения деталей из сталей аустенитного класса с деталями из сталей перлитного класса или из высокохромистых сталей, а также с деталями из двухслойных сталей термической обработке не подлежат, за исключением случаев, указанных конструкторской документацией.
19. Для сварных соединений деталей из двухслойных (плакированных) сталей, а также для деталей (изделий) с антикоррозионной наплавкой число отпусков не должно превышать пяти промежуточных и двух окончательных.
Для деталей с предварительной наплавкой кромок, выполненной аустенитными сварочными материалами, число отпусков должно быть не более трех промежуточных и двух окончательных.
20. Выполненные дуговой или электронно-лучевой сваркой сварные соединения деталей из сталей аустенитного класса, предназначенные для работы при температуре до 350 °C включительно (независимо от толщины сваренных деталей) и для работы при температуре свыше 350 °C при номинальной толщине сваренных деталей до 10,0 мм включительно, термической обработке не подлежат, за исключением случаев, оговоренных конструкторской и (или) технологической документацией.
21. Выполненные дуговой или электронно-лучевой сваркой сварные соединения деталей из сталей аустенитного класса номинальной толщиной более 10,0 мм, предназначенные для работы при температуре свыше 450 °C (сталь марок 08Х18Н10Т, 12Х18Н9Т, 12Х18Н10Т), свыше 500 °C (сталь марок 08Х18Н10, 09Х18Н9, 10Х18Н9, 12Х18Н9), свыше 560 °C (сталь марки 08Х16Н11М3), подлежат аустенизации при температуре  .
.
22. При невозможности проведения аустенизации указанных сварных соединений должна применяться следующая технология:
а) выполнение предварительной наплавки кромок деталей покрытыми электродами марок А-1 (А-1Т) или А-2 (А-2Т);
б) проведение аустенизации деталей с наплавленными кромками при температуре  ;
;
в) механическая обработка наплавленных кромок;
г) выполнение сварного соединения сварочными материалами согласно таблице N 2.6 приложения N 2 к настоящим Правилам без последующей термической обработки.
23. В технологической документации должны быть указаны необходимость, вид и режимы термической обработки сварных соединений Iн и IIн категорий деталей, изготовленных из:
а) сталей, указанных в пункте 21 настоящего приложения, но предназначенных для работы при более низких температурах;
б) сталей из таблицы N 2.6 приложения N 2 к настоящим Правилам, не указанных в пункте 21 настоящего приложения.
24. После окончания выполняемой с подогревом электрошлаковой сварки деталей из сталей перлитного класса должен проводиться отпуск сварного соединения без охлаждения металла шва и околошовной зоны основного металла ниже минимальной температуры подогрева при сварке, приведенной в таблице N 7.2 приложения N 7 к настоящим Правилам. При этом температура отпуска должна соответствовать температуре окончательного отпуска, приведенной в таблице N 9.3 настоящего приложения в зависимости от марок свариваемой стали.
25. Все выполненные электрошлаковой сваркой соединения деталей из сталей перлитного класса или из высокохромистых сталей независимо от проведения предварительного отпуска должны подвергаться полной термической обработке по режимам, установленным для основного металла.
Допускается проведение полной термической обработки выполненных покрытыми электродами марки ЦЛ-59 сварных соединений деталей из стали марки 10ГН2МФА.
26. Все выполненные электрошлаковой сваркой соединения деталей из сталей аустенитного класса должны подвергаться аустенизации по режимам, установленным для основного металла.
27. При полной термической обработке любых сварных соединений, а также при отпусках или аустенизации продольных, меридиональных, хордовых, круговых сварных соединений и наплавленных поверхностей детали должны помещаться в печь целиком.
При отпусках и аустенизации кольцевых сварных соединений труб и других цилиндрических деталей допускается местная термическая обработка, что должно быть оговорено в технологической документации.
28. При местной термической обработке сварных соединений зона контролируемого нагрева металла состоит из основной и дополнительных зон и должна включать сварной шов и примыкающие к его краям участки основного металла. Минимальное значение величины зоны контролируемого нагрева L приведено в таблице N 9.4 настоящего приложения.
Таблица N 9.4
|
Номинальные размеры сваренных деталей на участках, примыкающих к сварному шву
|
L, мм
|
|
|
наружный диаметр, мм
|
толщина, мм
|
|
|
До 200,0 включительно
|
До 20,0 включительно
|
40,0
|
|
Более 20,0
|
50,0
|
|
|
Более 200,0 до 300,0 включительно
|
До 25,0 включительно
|
60,0
|
|
Более 25,0
|
70,0
|
|
|
Более 300,0 до 500,0 включительно
|
До 30,0 включительно
|
90,0
|
|
Более 30,0
|
120,0
|
|
|
Более 500,0 до 1000,0 включительно
|
До 50,0 включительно
|
180,0
|
|
Более 50,0 до 100,0 включительно
|
250,0
|
|
|
Более 100,0
|
300,0
|
|
|
Примечание. При наружном диаметре сваренных деталей более 1000,0 мм значение L устанавливается технологической документацией.
|
||
Основная зона контролируемого нагрева включает сварной шов и примыкающие к его краям участки основного металла на расстояниях, равных номинальным толщинам сваренных деталей при толщине деталей до 50,0 мм включительно, а при большей толщине деталей - на расстоянии 50,0 мм. В пределах основной зоны температура металла в процессе выдержки должна соответствовать заданной температуре отпуска (аустенизации) с учетом установленных допусков.
Дополнительная зона контролируемого нагрева включает участки основного металла, не входящие в основную зону. В пределах дополнительной зоны допускается снижение температуры металла в процессе выдержки по сравнению с заданной температурой отпуска (аустенизации), но не более чем на 50 °C от минимально допустимой температуры (с учетом минусового допуска).
29. После сварки листов или других полуфабрикатов, в том числе с антикоррозионной наплавкой, сварные соединения должны быть подвергнуты термической обработке при необходимости таковой до начала процесса деформирования фасонных деталей. При горячем деформировании термическую обработку допускается не проводить.
30. Температура печи при загрузке в нее детали (узла, изделия) для термической обработки должна отличаться от температуры металла детали не более чем на 300 °C.
31. После выполнения износостойкой наплавки должна проводиться термическая обработка деталей. Режимы термической обработки деталей, наплавленных износостойкими материалами, приведены в таблице N 9.5 настоящего приложения.
Таблица N 9.5.
|
Марки стали наплавляемых деталей
|
Марка наплавочного материала
|
Режим термической обработки
|
|
Ст3сп5, 20, 20К, 22К, 15ГС, 16ГС, 09Г2С, 10ХСНД
|
ПГ-СР2-М, ПР-НХ15СР2, ПР-Н77Х15С3Р2, ПР-НХ16СР3, ПГ-СР3-М, ПР-Н77Х15С3Р3
|
- Загрузка в печь при температуре не ниже температуры предварительного подогрева по таблице 7.3 приложения N 7 к настоящим Правилам;
- нагрев до температуры (530 +/- 30) °C со скоростью, определяемой мощностью печи;
- выдержка 1,5 +/- 0,5 часов;
- охлаждение с печью до 300 °C;
- последующее охлаждение на воздухе или в печи
|
|
ЦН-2, В3К, ЦН-6Л, ЦН-12М, ЦН-12М/К2, ПР-08Х17Н8С6Г, ПР-10Х18Н9М5С5Г4Б, Св-15Х18Н12С4ТЮ, Св-04Х19Н9С2
|
- Загрузка в печь при температуре не ниже температуры предварительного подогрева по таблице 7.3 приложения N 7 к настоящим Правилам;
- нагрев до температуры (640 +/- 15) °C со скоростью, определяемой мощностью печи;
- выдержка 2,5 +/- 0,5 часов;
- охлаждение с печью до 300 °C;
- последующее охлаждение на воздухе или в печи
|
|
|
08Х18Н10Т, 12Х18Н9Т, 12Х18Н10Т, 12Х18Н9ТЛ, 12Х18Н12Т
|
ЦН-2, В3К, ЦН-6Л, ЦН-12М, ЦН-12М/К2, ПР-08Х17Н8С6Г, ПР-10Х18Н9М5С5Г4Б, Св-15Х18Н12С4ТЮ, Св-04Х19Н9С2
|
- Загрузка в печь при температуре не ниже температуры предварительного подогрева по таблице 7.3 приложения N 7 к настоящим Правилам;
- нагрев до температуры (860 +/- 10) °C со скоростью, определяемой мощностью печи;
- выдержка 2,5 +/- 0,5 часа;
- охлаждение с печью до 300 °C;
- последующее охлаждение на воздухе или в печи
|
|
09Х18Н9, 10Х18Н9, 12Х18Н9, 08Х18Н10, 10Х17Н13М2Т, 10Х17Н13М3Т, 12Х18Н12М3ТЛ
|
- Загрузка в печь при температуре не ниже температуры предварительного подогрева по таблице 7.3 приложения N 7 к настоящим Правилам;
- нагрев до температуры (960 +/- 10) °C со скоростью, определяемой мощностью печи;
- выдержка 2,5 +/- 0,5 часа;
- охлаждение с печью до 300 °C;
- последующее охлаждение на воздухе или в печи
|
|
|
08Х18Н10Т, 12Х18Н10Т, 12Х18Н9Т
|
ЭА-38/52, УОНИ-13/Н1-БК, Св-20Х27Н6М3АГВ
|
- Загрузка в печь при температуре не ниже температуры предварительного подогрева по таблице 7.3 приложения N 7 к настоящим Правилам;
- нагрев до температуры (800 +/- 10) °C со скоростью, определяемой мощностью печи;
- выдержка 5,0 +/- 0,5 часа;
- охлаждение на воздухе
|
|
07Х16Н4Б
|
ЦН-2, В3К, Пр-В3К
|
- Загрузка в печь при температуре не выше 300 °C;
- нагрев до температуры (1050 +/- 20) °C, выдержка из расчета 2 - 3 мин/мм, но не менее 1,5 часа;
- охлаждение на воздухе до температуры не выше 300 °C;
- нагрев до температуры (650 +/- 10) °C, выдержка из расчета 4 - 6 мин/мм, но не менее 2,0 часов;
- охлаждение на воздухе до температуры не выше 300 °C, далее на воздухе или в печи
|
|
12Х1МФ, 15Х1М1Ф
|
ЦН-2, В3К, ЦН-6Л, ЦН-12М, ЦН-12М/К2,
ПР-08Х17Н8С6Г, ПР-10Х18Н9М5С5Г4Б
|
- Загрузка в печь при температуре не ниже температуры предварительного подогрева по таблице 7.3 приложения N 7 к настоящим Правилам;
- нагрев до температуры (1050 +/- 20) °C, выдержка из расчета 2 - 3 мин/мм, но не менее 1,5 часов;
- охлаждение на воздухе до температуры не выше 300 °C;
- нагрев до температуры (650 +/- 10) °C, выдержка из расчета 4 - 6 мин/мм, но не менее 2,0 часов;
- охлаждение на воздухе до температуры не выше 300 °C, далее на воздухе или в печи.
|
Сварные соединения алюминиевых и титановых сплавов
32. Необходимость и вид термической обработки сварных соединений устанавливаются согласно требованиям конструкторской документации.
33. При сварке детали из термически неупрочняемых алюминиевых сплавов марок АДОО, АДО, АД, АД1, АМг2 и АМг3 для уменьшения внутренних напряжений и стабилизации свойств сварных соединений должны подвергаться отжигу в соответствии с таблицами N 9.6 и N 9.7 настоящего приложения.
Таблица N 9.6
|
Марка сплава
|
Допустимая температура отжига, °C
|
Длительность выдержки, мин, при толщине
|
Охлаждающая среда
|
|
|
до 6,0 мм
|
более 6,0 мм
|
|||
|
АДОО, АДО, АД1, АД
|
300 - 500
|
2 - 10
|
10 - 30
|
воздух или вода
|
|
АМг2, АМг3
|
300 - 420
|
|||
Таблица N 9.7
|
Марка сплава
|
Допустимая температура отжига, °C
|
Длительность выдержки для всех толщин, ч
|
|
АДОО, АДО, АД1, АД
|
150 - 300
|
1 - 3
|
|
АМг2
|
150 - 250
|
|
|
АМг3
|
150 - 300
|
34. При сварке деталей из термически упрочняемых алюминиевых сплавов марок АВ, САВ1 применяют следующие виды термической обработки:
а) закалку (таблицы N 9.8 и N 9.9 настоящего приложения) с последующим старением (таблица N 9.10 настоящего приложения);
б) полный отжиг (таблица N 9.11 настоящего приложения) и неполный отжиг (таблица N 9.12 настоящего приложения).
Таблица N 9.8
|
Марка сплава
|
Вид полуфабриката
|
Температура начала отсчета длительности выдержки, °C
|
Допустимая температура под закалку, °C
|
|
АВ, САВ1
|
все
|
505
|
510 - 530
|
Таблица N 9.9
|
Вид полуфабриката
|
Толщина материала, мм
|
Продолжительность выдержки в воздушных печах, мин
|
|
Листы, трубы холодно-деформированные, плиты горячекатаные, профили, прутки
|
До 1,2
|
10 - 20
|
|
1,3 - 3,0
|
15 - 30
|
|
|
3,1 - 5,0
|
20 - 45
|
|
|
6,1 - 10,0
|
30 - 60
|
|
|
11,0 - 20,0
|
35 - 75
|
|
|
21,0 - 30,0
|
45 - 90
|
|
|
Штамповки и поковки
|
До 2,5
|
15 - 30
|
|
2,6 - 5,0
|
20 - 45
|
|
|
5,1 - 15,0
|
30 - 50
|
|
|
16,0 - 30,0
|
40 - 60
|
|
|
Примечание. Закалка проводится в воде, имеющей температуру 10 - 30 °C; для крупногабаритных деталей сложной формы температура закалочной воды должна быть в интервале 30 - 40 °C.
|
||
Таблица N 9.10
|
Марка сплава
|
Вид старения
|
Допустимая температура, °C
|
Продолжительность старения, ч
|
|
АВ, САВ1
|
Естественное
|
Комнатная
|
240 - 360
|
|
Искусственное
|
160 - 170
|
10 - 12
|
|
|
Примечания.
1. При перерывах искусственного старения общее время вычисляется как сумма.
2. Перерыв между закалкой и искусственным старением, обеспечивающим наилучшие механические свойства, должен быть не более 1 ч.
|
|||
Таблица N 9.11
|
Марка сплава
|
Допустимая температура отжига, °C
|
Длительность выдержки для всех толщин, мин
|
Скорость охлаждения
|
|
АВ, САВ1
|
380 - 420
|
10 - 60
|
Не более 30 °C/ч до 260 °C, затем на воздухе
|
Таблица N 9.12
|
Марка сплава
|
Допустимая температура отжига, °C
|
Длительность выдержки для всех толщин, ч
|
Охлаждающая среда
|
|
АВ, САВ1
|
250 - 280
|
1 - 4
|
Воздух или вода
|
35. В сварных соединениях деталей из титановых сплавов термическую обработку применяют для уменьшения уровня остаточных напряжений, возникающих при изготовлении сварных узлов и конструкций из сплавов типа ПТ-3В и 5В, а также для устранения возможных поводок при их дальнейшей обработке или эксплуатации.
36. Термическую обработку проводят при температурах:
а) (675 +/- 15) °C - для наиболее полного снятия сварочного напряжения;
б) (600 +/- 15) °C - для снятия основного уровня напряжений;
в) (500 +/- 15) °C - для снятия пиков напряжений;
г) (350 +/- 15) °C - для термообработки сильфонных компенсаторов.
Необходимость и температура термообработки указываются в конструкторской документации.
37. В зависимости от сложности конструкции, разности толщин стенок в местах сварки, соотношения наплавленного металла к весу конструкции, а также от специальных требований по сохранению размеров и формы конструкции назначается один из пяти режимов термообработки:
а) А - для простых и симметричных конструкций;
б) Б - для несимметричных конструкций, отличающихся по толщине не более, чем в 5 раз;
в) В - для несимметричных конструкций, отличающихся по толщине более, чем в 5 раз;
г) Г - для сложных сварных конструкций с требованиями по сохранению формы и размеров;
д) Д - для сильфонов.
38. Требования к режимам термообработки приведены в таблице N 9.13 настоящего приложения.
Таблица N 9.13
|
Режимы термообработки
|
Условия загрузки в печь
|
Режимы нагрева
|
Режимы охлаждения
|
|
А
|
В холодную печь. Допускается загрузка в печь, нагретую до температуры термообработки
|
Нагрев до температуры термообработки с максимально возможной скоростью. После достижения температуры термообработки выдержка составляет не менее 2 мин на 1,0 мм толщины стенки, но не менее часа
|
На воздухе
|
|
Б
|
В холодную печь. Допускается загрузка в печь, нагретую до температуры не выше 350 °C
|
Нагрев до температуры термообработки со скоростью не выше 150 °C в час. После достижения температуры термообработки выдержка составляет 2 мин на 1,0 мм толщины стенки, но не менее часа
|
Охлаждение до температуры 300 °C с печью, далее - на воздухе. Допускается полное охлаждение с печью
|
|
В
|
В холодную печь. Допускается загрузка в печь, нагретую до температуры не выше 350 °C
|
После достижения температуры 300 - 350 °C выдержка составляет 2 мин на 1,0 мм толщины стенки, но не менее часа. Далее выполняется нагрев со скоростью не выше 100 °C в час. Выдержка при температуре термообработки составляет 2 мин на 1,0 мм толщины стенки, но не менее часа
|
Охлаждение до температуры 300 °C с печью, далее - на воздухе. Допускается полное охлаждение с печью
|
|
Г
|
В холодную печь. Допускается загрузка в печь, нагретую до температуры не выше 150 °C
|
Поэтапный нагрев от 100 - 150 °C до 300 - 350 °C и от 300 - 350 °C до 400 - 450 °C со скоростью не выше 60 °C в час и выдержкой при каждой температуре 1 мин на 1,0 мм толщины стенки. Нагрев от 400 - 450 °C до температуры термообработки со скоростью не выше 60 °C в час, выдержка составляет 2 мин на 1,0 мм толщины стенки. Перепад температур между различными участками конструкции должен быть не более 50 °C при нагреве и 30 °C - при выдержке
|
Охлаждение до температуры 150 - 100 °C с печью, далее - на воздухе. Допускается приоткрывать дверцу печи при условии сохранения перепада температур на конструкциях не более 50 °C
|
|
Д
|
В холодную печь. Допускается загрузка в печь, нагретую до температуры не выше 150 °C
|
Нагрев до температуры 350 °C выполняется со скоростью не выше 60 °C в час, выдержка - в течение 2 часов
|
Охлаждение до температуры 150 - 100 °C с печью, далее - на воздухе
|