МИНИСТЕРСТВО ТРУДА И СОЦИАЛЬНОГО РАЗВИТИЯ
РОССИЙСКОЙ ФЕДЕРАЦИИ
ЦЕНТРАЛЬНОЕ БЮРО НОРМАТИВОВ ПО ТРУДУ
МЕЖОТРАСЛЕВЫЕ НОРМАТИВЫ
ВРЕМЕНИ НА ИЗГОТОВЛЕНИЕ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
1.1. Межотраслевые нормативы времени предназначены для расчета технически обоснованных норм времени на работы, выполняемые при изготовлении оболочковых форм и стержней в литейных цехах промышленных предприятий, работающих в условиях массового, крупносерийного и среднесерийного производства.
1.2. При разработке нормативов времени использованы: действующие машиностроительные и отраслевые нормативы времени; хронометражные наблюдения, фотографии рабочего дня; результаты анализа организации труда на рабочих местах и мероприятия по ее совершенствованию; технические характеристики технологического оборудования, применяемого при выполнении вышеуказанных работ; технические расчеты; справочная и методическая литература.
1.3. Нормативы времени разработаны на основные технологические приемы (комплексы приемов), выполняемые при изготовлении оболочковых форм и стержней при условии выполнения работ одним рабочим, т.е. время определено в минутах.
1.4. Сборник содержит:
Нормативы оперативного времени на изготовление оболочковых форм и стержней в условиях массового и крупносерийного производства и нормативы времени на обслуживание рабочего места, отдых и личные потребности;
Нормативы времени на изготовление оболочковых форм в условиях среднесерийного производства. В нормативное время этого раздела кроме оперативного времени включено время на обслуживание рабочего места, отдых, личные потребности и подготовительно-заключительное время, т.е. в нормативных картах приведены нормативы штучного времени.
Нормативная карта "Подготовительно-заключительное время на обслуживание рабочего места, отдых и личные потребности" приведена как справочный материал.
1.5. В нормативных картах приведены формулы расчета нормативного времени, которые могут быть использованы при расчете норм времени на ЭВМ и персональных компьютерах.
1.6. При изготовлении оболочковых форм и стержней норма времени в условиях массового и крупносерийного производства рассчитывается по формуле:
 ,
,
где:
 - оперативное время, полученное суммированием оперативного времени отдельных приемов работы, входящих в данную операцию, мин.;
- оперативное время, полученное суммированием оперативного времени отдельных приемов работы, входящих в данную операцию, мин.;
 - время на обслуживание рабочего места, % от оперативного времени;
- время на обслуживание рабочего места, % от оперативного времени;
 - время на личные потребности, % от оперативного времени.
- время на личные потребности, % от оперативного времени.
1.7. При изготовлении оболочковых форм в условиях среднесерийного производства в нормативных картах кроме оперативного времени учтено время на обслуживание рабочего места, отдых и личные потребности в размере 7 - 9% от оперативного времени. Норма времени на изготовление одной оболочковой формы рассчитывается по формуле:
 ,
,
где:
 - время на выполнение комплекса приемов на форму, определенное по нормативной карте, мин.;
- время на выполнение комплекса приемов на форму, определенное по нормативной карте, мин.;
n - количество приемов, выполняемых при изготовлении одной формы, шт.
Норма времени на партию оболочковых форм рассчитывается по формуле:
 ,
,
где:
 - норма штучного времени на форму, мин.
- норма штучного времени на форму, мин.
n - количество одинаковых форм в партии одновременно или последовательно изготавливаемых на данном рабочем месте, шт.;
 - подготовительно-заключительное время на партию изготавливаемых форм, мин.
- подготовительно-заключительное время на партию изготавливаемых форм, мин.
Подготовительно-заключительное время рассчитывается на каждую партию изготавливаемых форм и не зависит от количества их в партии.
1.8. При определении величин факторов, влияющих на продолжительность выполнения работы, необходимо руководствоваться следующим:
площадь модельной плиты определяют по габаритам плиты;
объем стержня определяют по данным технологической карты, а при ее отсутствии приближенно рассчитывают по размерам или массе стержня, принимая массу 1 дм3 стержня 1,7 кг;
площадь контейнера определяют по габаритам контейнера;
толщина оболочки, время формирования и спекания оболочки, температура модельной плиты и нагревательной печи определяются по технологической карте и по режиму работы машины.
1.9. При расчете норм штучного времени принимаются во внимание лишь те приемы, которые не перекрываются. Например: время на спекание оболочки в нагревательной печи перекрывается одновременной работой (обдувкой, обрызгиванием, формированием и снятием оболочки) на других модельных плитах и поэтому в норму штучного времени не входит.
1.10. Технологическое время на формирование, спекание оболочковых полуформ и стержней в печи дано в картах нормативов как рекомендуемое. Это время принимается согласно утвержденному технологическому процессу.
1.11. При установлении на предприятии норм времени с использованием настоящих нормативов времени тарификация работ должна проводиться по Единому тарифно-квалификационному справочнику работ и профессий, выпуск 2, раздел "Литейные работы", утвержденному постановлением Минтруда РФ от 15.11.1999 N 45.
1.12. Приведенные в нормативной части сборника числовые значения факторов (площадь модельной плиты, стержневого ящика, контейнера, объем стержня), в которых указано "до", следует понимать включительно.
1.13. До введения на предприятиях настоящих нормативов времени необходимо привести организационно-технические условия в литейных цехах (участках) в соответствие с запроектированными в сборнике и осуществить производственный инструктаж рабочих.
1.14. При внедрении на предприятиях более прогрессивных, чем это предусмотрено в настоящих нормативах, организации труда, производства, технологии выполнения литейных работ и т.п., следует разрабатывать и утверждать в установленном порядке местные нормативы времени.
1.15. Для пояснения порядка пользования данным сборником ниже приведены примеры расчета норм времени.
1.16. Примеры расчета норм времени
Пример 1.
Исходные данные: тип производства - крупносерийное; наименование детали - шестерня; модель машины - СКФ-3М; категория сложности модельной плиты - III; толщина оболочки - 10 мм; рабочая температура модельной плиты - 250 °C; рабочая температура печи - 420 °C.
Расчет норм времени
|
N карты
|
Позиция, индекс
|
Наименование комплекса приемов
|
Факторы, влияющие на продолжительность комплекса приемов
|
Значение фактора
|
Оперативное время на форму, мин.
|
|
1
|
6в
|
Обдувка моделей и модельной плиты сжатым воздухом
|
Площадь модельной плиты, дм2
|
20
|
0,108 x 2 = 0,216 : 10 = 0,0216
|
|
Категория сложности
|
III
|
||||
|
Периодичность обдувки полуформ
|
через 10
|
||||
|
2
|
6в
|
Обрызгивание моделей и модельной плиты разделительной жидкостью
|
Площадь модельной плиты, дм2
|
20
|
0,127 x 2 = 0,254 : 10 = 0,025
|
|
Категория сложности
|
III
|
||||
|
Периодичность обрызгивания полуформ
|
через 10
|
||||
|
9
|
13
|
Изготовление оболочковых форм
|
Модель машины
|
СКФ-3М
|
0,616 x 2 = 1,232
|
|
14
|
11г
|
Формирование оболочки под действием тепла нагревательной модельной плиты
|
Толщина оболочки, мм
|
10
|
0,46 x 2 = 0,9
|
|
Температура модельной плиты, °C
|
250
|
||||
|
15
|
11г
|
Спекание оболочки в нагревательной печи
|
Толщина оболочки, мм
|
10
|
Перекрывается работой на других плитах
|
|
Температура модельной плиты, °C
|
420
|
||||
|
16
|
2а
|
Подача форм на сборку
|
Расстояние перемещения, м
|
1,5
|
0,101
|
|
Площадь модельной плиты, дм2
|
20
|
||||
|
17
|
7а
|
Зачистка заусенцев на полуформах
|
Площадь модельной плиты, дм2
|
20
|
0,130 x 2 = 0,260
|
|
Способ очистки
|
Щеткой
|
||||
|
18
|
6в
|
Обдувка форм сжатым воздухом
|
Площадь модельной плиты, дм2
|
20
|
0,127
|
|
Категория сложности
|
III
|
||||
|
19
|
13а примечание 1
|
Установка стержней в форму с предварительной зачисткой
|
Объем стержня, дм3
|
1,5
|
0,102 x 1,6 = 0,163
|
|
Категория сложности
|
I
|
||||
|
22
|
8а
|
Склеивание оболочковых форм на полуавтоматическом прессе
|
Модель пресса
|
880
|
1,362
|
|
24
|
4а
|
Установка форм под заливку
|
Площадь модельной плиты, дм2
|
20
|
0,58
|
|
Место установки формы
|
Заливочное приспособление
|
||||
|
Способ установки
|
Вручную
|
||||
|
Итого
|
4,771
|
||||
Норма штучного времени на изготовление оболочковой формы составит:

Время на обслуживание рабочего места, отдых и личные потребности определяют по карте 27. Оно составляет соответственно 3 и 5% от оперативного времени.
Пример 2.
Исходные данные: тип производства - среднесерийный; наименование детали - корпус; модель машины СКФ-2М; категория сложности модельной плиты - III; толщина оболочки - 8,5 мм; рабочая температура модельной плиты - 240 °C; рабочая температура плиты - 350 °C; количество одинаковых форм в партии - 25.
Расчет норм времени
|
N карты
|
Позиция, индекс
|
Наименование комплекса приемов
|
Факторы, влияющие на продолжительность комплекса приемов
|
Значение фактора
|
Оперативное время на форму, мин.
|
|
28
|
2в
|
Обдувка сжатым воздухом и обрызгивание модельной плиты разделительной жидкостью
|
Площадь модельной плиты, дм2
|
12
|
0,257 x 2 = 0,514 : 10 = 0,0514
|
|
Категория сложности
|
III
|
||||
|
Периодичность обдувки полуформ
|
через 10
|
||||
|
29
|
6
|
Изготовление оболочковых форм
|
Модель машины
|
СКФ-2М
|
0,5 x 2 = 1,0
|
|
30
|
8г
|
Формирование оболочки под действием тепла нагревательной модельной плиты
|
Толщина оболочки, мм
|
8,5
|
0,325 x 2 = 0,650
|
|
Температура модельной плиты, °C
|
240
|
||||
|
31
|
8г
|
Спекание оболочки в нагревательной печи
|
Толщина оболочки, мм
|
8,5
|
Перекрывается работой на других плитах
|
|
Температура в нагревательной печи, °C
|
350
|
||||
|
32
|
12б
|
Установка стержней в форму
|
Объем стержня, дм3
|
0,9
|
0,134
|
|
Категория сложности
|
II
|
||||
|
33
|
2д
|
Сборка форм Склеивание форм вручную
|
Площадь модельной плиты, дм2
|
12
|
|
|
Способ крепления
|
Скобами
|
2,05
|
|||
|
Количество креплений
|
4
|
||||
|
35
|
1а
|
Установка форм под заливку
|
Место установки
|
Плац
|
|
|
Способ установки
|
Вручную
|
0,132
|
|||
|
Площадь модельной плиты, дм2
|
12
|
||||
|
Итого: штучное время на форму
|
4,017
|
||||
Норма времени на партию оболочковых форм составит:

Подготовительно-заключительное время на партию изготавливаемых форм определяют по карте 38. Оно равно 12 мин.
2. Характеристика применяемого оборудования
и технология работы
2.1. Изготовление оболочковых форм, стержней осуществляется на однопозиционных и многопозиционных механизированных, полуавтоматических и автоматических машинах (установках).
Все машины по технологическому принципу разделяются на машины со свободной засыпкой смеси и с пневматической подачей ее (пескодувные и пескострельные), без подпрессовки и с подпрессовкой смеси.
Наибольшее распространение нашли машины со свободной засыпкой смеси без ее подпрессовки, с поворотным бункером и с поворотной модельной плитой.
2.2. Технологический процесс изготовления оболочковых форм на машинах модели 8Б33, ПАКФ-2К, АКФ-2К, 830, СКФ-3М, УКФ-3М, АКФ-3, УОФ-1, СКФ-2М, УКФ-2, ЛОФ-1 заключается в следующем: предварительно нагретая в печи до температуры 200 - 260 °C односторонняя металлическая плита с моделями покрывается разделительной жидкостью, накладывается на бункер моделями вниз, закрепляется и поворачивается вместе с бункером на 180°, смесь (пульвербакелит), находящаяся в бункере, падает на модель и давит на нее своим весом. Под действием тепла смола в слое смеси, прилегающем к моделям и плите, плавится и связывает зерна песка, в результате чего на модельной плите образуется полутвердая песчано-смоляная оболочка. После выдержки (20 - 50 сек.) бункер с модельной плитой поворачивают в исходное положение и неприлипшая смесь падает на дно бункера. Модельная плита с образовавшейся на ней твердой оболочкой помещается в печь для отвердения (спекания) оболочки.
После спекания готовую оболочку-полуформу снимают толкателями с модельной плиты и соединяют фиксаторами (впадина и выступ) с соответствующей ей другой оболочковой полуформой. При этом проставляют стержни как при обычной формовке. Готовые оболочковые полуформы склеиваются или скрепляются пружинящими скобами, струбцинами. Склеивание оболочковых полуформ производится специальным термореактивным клеем (марки МФС-1, М-70, К-17 или др.) на пневматических штыревых прессах модели УСОФ-150 или порошковым пульвербакелитом на полуавтоматических прессах моделей 880, 881 и 882.
Изготовление оболочковых стержней в основном производится на машинах с пневматической подачей смеси как наиболее производительных и пригодных для изготовления стержней любой формы. К указанному типу машин относятся четырехпозиционный автомат модели АКС-4, трехпозиционный полуавтомат модели УОС-1, пескодувные машины и др.
Для получения оболочковых стержней цилиндрической формы предусмотрен нормативами центробежный метод на машинах модели ЦУОГ-1 или ЦУОГ-2.
Технические характеристики (паспортные данные) машин для изготовления оболочковых форм, стержней и прессов для склеивания форм приведены в таблицах 1, 2, 3.
2.3. В соответствии с вышеизложенными технологическими процессами изготовления оболочковых форм (стержней) независимо от конструктивных особенностей машин на каждом рабочем месте имеется следующее оборудование и инструмент:
печь (электрическая или газовая) для нагревания модельных плит, стержневых ящиков и спекания оболочки;
бункер для песчано-смоляной смеси (пульвербакелита);
механизм (приспособление) для съема оболочковых полуформ с модельной плиты, открытия и закрытия стержневого ящика;
плиты с моделями, стержневыми ящиками с постоянным электронагревом или без него;
пульверизатор для обрызгивания модельной плиты, стержневого ящика разделительной жидкостью (жидкость N 5; СКТ-Р и др.);
терморегулятор ОЭПД-17 для автоматического обеспечения постоянной температуры печи, термопара или термометр для измерения температуры печи;
контактная или штыревая термопара Т-ШК для измерения температуры рабочей поверхности модельной плиты, стержневого ящика;
сопло для обдувки модельной плиты, стержневого ящика сжатым воздухом;
инструмент (волосяная и металлическая щетки, деревянный или алюминиевый молоток, плоский напильник, совок, скребок, ведро).
Модельная оснастка (плиты, модели, литниковая система и стержневые ящики) изготавливаются с учетом технологических особенностей литья в оболочковые формы. От оснастки требуются высокая механическая прочность, термическая стойкость и достаточная теплоемкость. Поэтому плиты, модели, стержневые ящики рекомендуется изготавливать из одинаковых сплавов и, как правило, они изготавливаются из стали марки 35 и серого чугуна С421 или С418-36.
3. Организация труда
3.1. На предприятиях производство литья в оболочковые формы организовано как на участках, так и в специальных цехах, оснащенных поточными линиями и высокопроизводительным автоматическим оборудованием.
На большинстве предприятий изготовление оболочковых форм и стержней производится на участках, которые не являются самостоятельными, а размещены в литейных цехах общего назначения с различной степенью механизации, постоянной или ограниченной номенклатурой выпускаемых отливок.
Нормативы составлены с учетом следующих условий организации и обслуживания рабочего места.
3.2. Массовое и крупносерийное производство.
Смена, разогрев модельных плит, стержневых ящиков и наладка машины производится специальными рабочими.
Машины по изготовлению оболочковых форм, стержней отрегулированы и работают нормально.
Рабочее место обеспечено необходимыми для бесперебойной работы инструментами, приспособлениями (скобами) и вспомогательными материалами (наждачная бумага, чистые концы материи, клей).
Доставка на рабочее место стержней, инструментов, вспомогательных материалов и приспособлений производится транспортными механизмами или вспомогательными рабочими.
Формовочная смесь, предназначенная для изготовления оболочковых форм и стержней, соответствует по составу материалов заданному технологическому процессу.
Приготовление формовочной смеси и подача ее к машине производится вспомогательными рабочими.
Перемещение оболочек, собранных форм, стержней в пределах рабочего места производится самими рабочими.
Организация рабочих мест, освещенность, температура воздуха в помещении соответствуют требованиям техники безопасности и промсанитарии.
Таблица 1
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
МАШИН ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ
|
N позиции
|
Модель машины
|
Количество модельных плит
|
Максимальный размер модельной плиты, мм
|
Максимальная высота модели, мм
|
Проектная производительность (количество оболочек в час)
|
Время выдержки модели под смесью, мин.
|
Рабочая температура поверхности плит, °C
|
Рабочая температура в печи, °C
|
Давление сжатого воздуха в сети, атм
|
Масса смеси в бункере, кг
|
Масса машины, т
|
|
1
|
837
|
8
|
550 x 450
|
90
|
240 - 300
|
0,06 - 0,1
|
200 - 350
|
250 - 450
|
5 - 6
|
-
|
8,2
|
|
2
|
8А31
|
4
|
750 x 500
|
120
|
80 - 100
|
0,25 - 0,42
|
220 - 300
|
350 - 400
|
4 - 6
|
120
|
11,5
|
|
3
|
8Б31
|
4
|
800 x 600
|
200
|
80 - 100
|
0,25 - 0,42
|
220 - 300
|
360 - 600
|
4 - 6
|
150
|
11,0
|
|
4
|
ПАКФ-1
|
2 - 4
|
500 x 375
|
100
|
100
|
0,25 - 0,5
|
230 - 240
|
450 - 600
|
4
|
80 - 100
|
-
|
|
5
|
АКФ-2К
|
2
|
850 x 400
|
150
|
55 - 75
|
0,25 - 0,6
|
220 - 380
|
600
|
4
|
150 - 200
|
5
|
|
6
|
830
|
2
|
950 x 450
|
150
|
35 - 60
|
0,25 - 0,6
|
250
|
450
|
4 - 6
|
150 - 200
|
8,5
|
|
7
|
СКФ-3М
|
4
|
500 x 400
|
200
|
40 - 45
|
0,33 - 0,6
|
200 - 260
|
380 - 430
|
4 - 5
|
150
|
4,0
|
|
8
|
УКФ-4
|
2
|
1000 x 445
|
150
|
20 - 25
|
0,25 - 0,5
|
240 - 300
|
до 500
|
4 - 5
|
100 - 200
|
-
|
|
9
|
АКФ-3
|
2
|
1100 x 450
|
150
|
40 - 60
|
0,25 - 0,5
|
250
|
600
|
4
|
100 - 200
|
2,5
|
|
10
|
УОФ-1М
|
2
|
700 x 500
|
300
|
40 - 50
|
0,5 - 0,7
|
220 - 260
|
до 600
|
5 - 6
|
200 - 250
|
4,6
|
|
11
|
СКФ-2М
|
4
|
400 x 300
|
125
|
60 - 70
|
0,25 - 0,45
|
220 - 270
|
300 - 350
|
5 - 6
|
70
|
2,0
|
|
12
|
УКФ-2
|
2
|
600 x 400
|
200
|
30 - 40
|
0,2 - 0,5
|
180 - 220
|
до 450
|
4
|
80 - 100
|
2,6
|
|
13
|
ЛОФ-1
|
1
|
650 x 460
|
150
|
23 - 30
|
0,5 - 0,7
|
180 - 220
|
400
|
4 - 5
|
-
|
1,5
|
Таблица 2
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
МАШИН ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ СТЕРЖНЕЙ
|
N позиции
|
Техническая характеристика
|
Модель машины
|
|||||
|
АКС-4
|
УСО-1
|
ЦКОГ-1
|
ЦУОГ-2
|
АЦИС-10
|
4544
|
||
|
1
|
Количество стержневых ящиков
|
4
|
3
|
1
|
1
|
10
|
3
|
|
2
|
Максимальные размеры стержня, мм
|
180 x 230 x 200
|
450 x 240 x 350
|
500 x 300
|
750 x 450
|
405 x 120
|
450 x 100 x 400
|
|
3
|
Проектная производительность (количество стержней-съемов в час)
|
120
|
50
|
40 - 50
|
30 - 40
|
240
|
45
|
|
4
|
Рабочая температура поверхности стержневого ящика, °C
|
230
|
200 - 240
|
250
|
250
|
280
|
250
|
|
5
|
Давление сжатого воздуха в сети, атм
|
4
|
5 - 6
|
-
|
-
|
5
|
-
|
|
6
|
Масса машины, т
|
4,5
|
-
|
0,8
|
0,8
|
15
|
6,9
|
Таблица 3
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
ПРЕССОВ ДЛЯ СКЛЕИВАНИЯ ОБОЛОЧКОВЫХ ФОРМ
|
N позиции
|
Техническая характеристика
|
Модель пресса
|
|||
|
УСРФ-150
|
880
|
881
|
882
|
||
|
1
|
Наибольший размер склеиваемых форм
|
750 x 550
|
500 x 400
|
600 x 500
|
800 x 600
|
|
2
|
Производительность (количество форм в час)
|
25 - 30
|
65 - 80
|
65 - 80
|
65 - 80
|
|
3
|
Усилие, развиваемое прессом
|
600
|
1000
|
2000
|
3000
|
|
4
|
Масса пресса, т
|
1,02
|
2,0
|
2,6
|
3,0
|
Запыленность и загазованность воздуха на рабочих местах не превышают предельно допустимых норм.
На рабочих местах действуют системы воздухообмена и отсоса запыленного воздуха.
Рабочие обеспечены спецодеждой и средствами личной защиты согласно соответствующему разделу коллективного договора предприятия.
Машину обслуживает один рабочий.
Проверка качества оболочек производится контролером или самим рабочим.
3.3. Среднесерийное производство.
Разогрев модельных плит производится дежурным электромонтером или самим рабочим.
Смена модельных плит и наладка машины производятся наладчиком.
Машины по изготовлению оболочковых форм отрегулированы и работают нормально.
Рабочее место обеспечено необходимыми для бесперебойной работы инструментами, приспособлениями и вспомогательными материалами.
Доставка на рабочее место инструментов, вспомогательных материалов и приспособлений производится вспомогательными рабочими.
Формовочная смесь, предназначенная для изготовления оболочковых форм, соответствует по составу материалов заданному технологическому процессу.
Приготовление формовочной смеси и подача ее к машине производятся вспомогательными рабочими.
Перемещение оболочек, собранных форм, стержней в пределах рабочего места производится основными рабочими.
Освещенность, планировка и организация рабочих мест, температура воздуха в помещении соответствует требованиям техники безопасности и промсанитарии. Запыленность и загазованность воздуха на рабочих местах не превышают предельно допустимых норм.
На рабочих местах действуют системы воздухообмена и отсоса запыленного воздуха.
Рабочие обеспечены спецодеждой и средствами личной защиты согласно соответствующему разделу коллективного договора предприятия.
Машину обслуживает один рабочий.
Проверка качества оболочек производится контролером или самим рабочим.
3.4. При работе на автоматах в обязанности рабочего-оператора входят:
периодический контроль качества получаемых оболочек; отключение того или иного узла, чистка модельной плиты и стержневого ящика, в случае засорения рабочей поверхности модельного комплекса; периодическая обдувка механизмов сжатым воздухом; периодическая уборка песка, скапливающегося в нижней части машины (установки).
Контроль качества оболочковых полуформ и стержней производится визуально, при этом готовые оболочковые полуформы и стержни должны быть коричневого цвета.
На рабочей поверхности полуформ и стержней не допускаются трещины, обсыпание кромок, сквозные отверстия и выбоины. Полуформы не должны иметь короблений в виде вогнутостей или выпуклостей. Коробление может привести к разрушению полуформ при зажиме их в приспособлениях или в прессах при склейке.
3.5. Высокая производительность труда на рабочем месте достигается при таком расположении оборудования и вспомогательных мест, когда не стесняется свобода движений рабочего и все перемещения производятся на возможно короткие расстояния.
3.6. Типовые схемы планировки рабочих мест, изготовления и сборки оболочковых форм и стержней на машиностроительных заводах приведены на рис. 1 - 3.
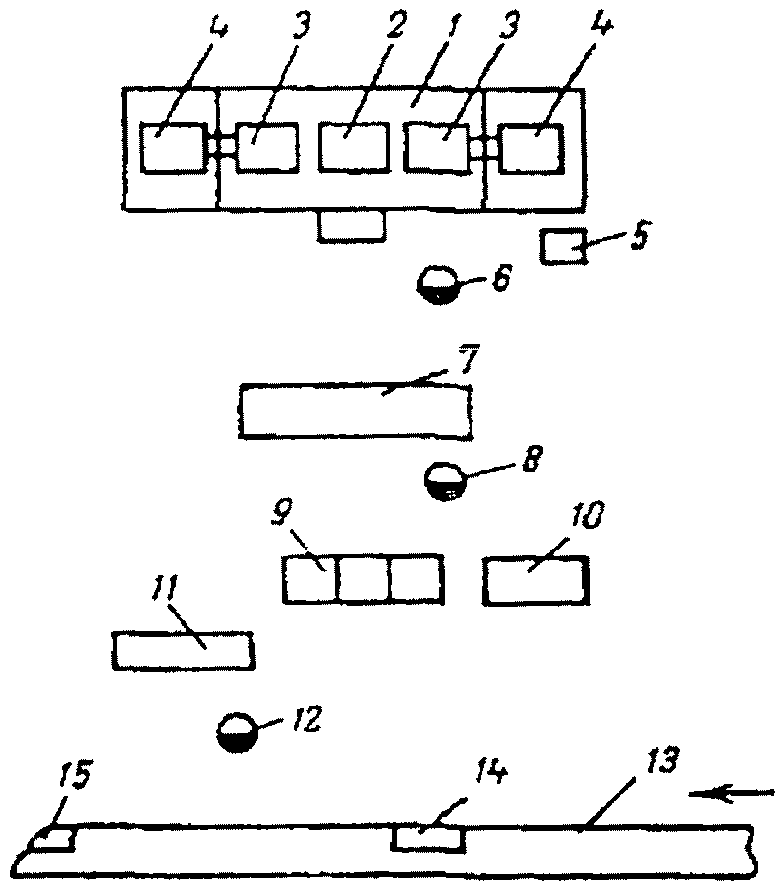
Рис. 1. Схема планировки рабочих мест при изготовлении и сборке оболочковых форм на двухпозиционном автомате модели АКФ-2К (крупносерийное производство):
1 - двухпозиционный автомат модели АКФ-2К; 2 - электропечь колпаковая со съемником; 3 - столы с модельными плитами; 4 - опрокидывающие бункеры; 5 - пульт управления; 6 - рабочее место формовщика; 7 - стол для полуформ и инструмента; 8 - рабочее место сборщика форм; 9 - полуавтоматический пресс; 10 - этажерка (тара) для стержней; 11 - стеллаж для собранных форм; 12 - рабочее место рабочего, устанавливающего формы в контейнер и наполняющего их дробью; 13 - подвесной контейнер; 14 - бункер конвейера с автоматической первой засыпкой дроби; 15 - встроенный бункер для окончательной засыпки контейнера дробью.
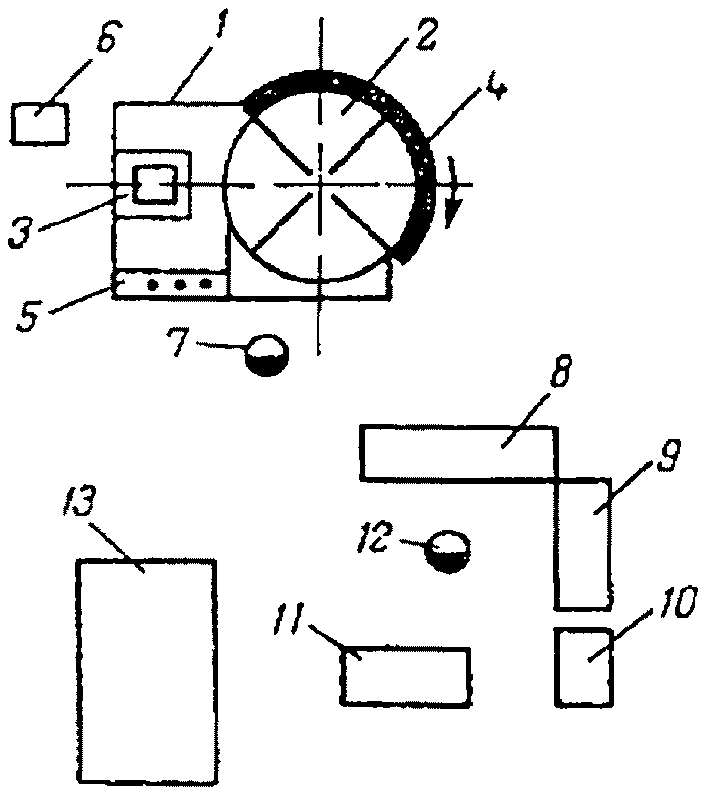
Рис. 2. Схема планировки рабочих мест при изготовлении и сборке оболочковых форм на четырехпозиционном полуавтомате модели СКФ-3М (среднесерийное производство):
1 - четырехпозиционный полуавтомат модели СКФ-3М; 2 - поворотный стол с модельными плитами; 3 - поворотный бункер с рычагами; 4 - электропечь; 5 - пульт управления; 6 - ящик с пульвербакелитом; 7 - рабочее место формовщика; 8 - стол для полуформ и инструмента; 9 - стол для сборки и склеивания; 10 - этажерка (тара) для стержней; 11 - пневматический штыревой пресс; 12 - рабочее место сборщика форм; 13 - место для готовых форм.
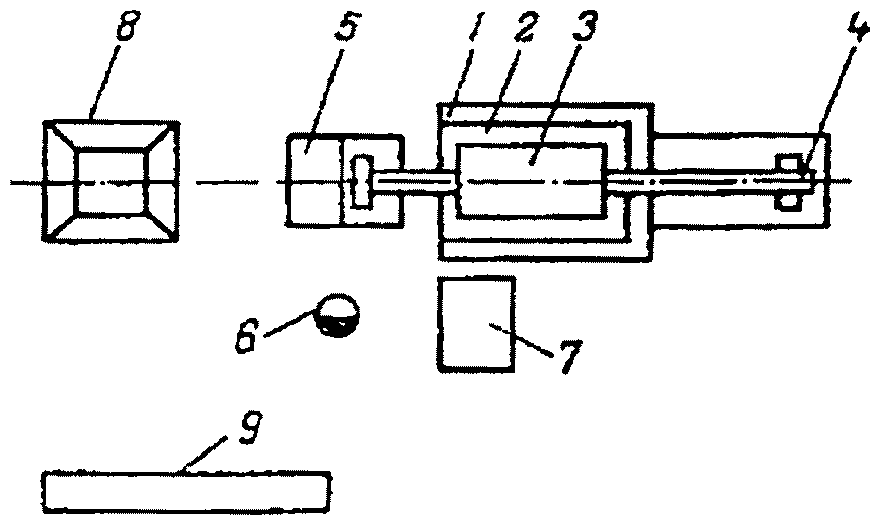
Рис. 3. Схема планировки рабочего места при изготовлении оболочковых и цилиндрических стержней на центробежных машинах (крупносерийное производство):
1 - центробежная машина; 2 - электропечь; 3 - стержневой ящик; 4 - пневмотолкатель; 5 - загрузочная тележка с желобом, нагревателем и пульверизатором; 6 - рабочее место стерженщика; 7 - стол для стержней и инструмента; 8 - загрузочный бункер с дозатором; 9 - стеллаж для стержней.
4. НОРМАТИВНАЯ ЧАСТЬ
4.1. Нормативы времени на изготовление оболочковых форм
МАССОВОЕ И КРУПНОСЕРИЙНОЕ ПРОИЗВОДСТВО
|
ОБДУВКА МОДЕЛЕЙ И МОДЕЛЬНОЙ ПЛИТЫ СЖАТЫМ ВОЗДУХОМ
|
Изготовление оболочковых форм
|
|||||||||
|
Массовое и крупносерийное производство
|
||||||||||
|
Карта 1
|
||||||||||
|
Характеристика категорий сложности
|
||||||||||
|
I категория сложности. Одна модель с прямолинейными поверхностями, с углублениями и выступами (до 3 шт. высотой до 10 мм) или несколько простых моделей (без выступов и углублений) с редким расположением на плите, не усложняющим обдувку и обрызгивание.
II категория сложности. Одна модель с прямолинейными и криволинейными поверхностями, с углублениями и выступами (до 5 шт. высотой до 20 мм) или несколько простых моделей с расположением на плите, незначительно усложняющим обдувку и обрызгивание.
III категория сложности. Одна модель с криволинейными поверхностями, с выступами и углублениями (более 5 шт. высотой свыше 20 мм) или несколько простых или сложных моделей с частым расположением на плите, затрудняющим обдувку и обрызгивание.
|
||||||||||
|
Содержание работы
1. Взять шланг, открыть клапан.
2. Обдуть модель и модельную плиту сжатым воздухом.
3. Закрыть клапан и положить шланг на место.
|
||||||||||
|
Формулы расчета:
|
T = 0,0251 *
T = 0,0315 *
T = 0,0378 *
|
|||||||||
|
N позиции
|
Площадь плиты S, дм2, до
|
Категория сложности
|
N позиции
|
Площадь плиты S, дм2, до
|
Категория сложности
|
|||||
|
I
|
II
|
III
|
I
|
II
|
III
|
|||||
|
Время на плиту T, мин.
|
Время на плиту T, мин.
|
|||||||||
|
1
|
10
|
0,056
|
0,071
|
0,085
|
11
|
36
|
0,088
|
0,110
|
0,132
|
|
|
2
|
12
|
0,060
|
0,075
|
0,090
|
12
|
40
|
0,091
|
0,115
|
0,137
|
|
|
3
|
14
|
0,063
|
0,079
|
0,095
|
13
|
45
|
0,095
|
0,119
|
0,143
|
|
|
4
|
16
|
0,066
|
0,083
|
0,100
|
14
|
50
|
0,099
|
0,124
|
0,149
|
|
|
5
|
18
|
0,069
|
0,087
|
0,104
|
15
|
55
|
0,102
|
0,128
|
0,154
|
|
|
6
|
20
|
0,072
|
0,090
|
0,108
|
16
|
60
|
0,105
|
0,132
|
0,158
|
|
|
7
|
22
|
0,074
|
0,093
|
0,112
|
17
|
65
|
0,108
|
0,136
|
0,163
|
|
|
8
|
25
|
0,077
|
0,097
|
0,117
|
18
|
70
|
0,111
|
0,139
|
0,167
|
|
|
9
|
28
|
0,081
|
0,101
|
0,121
|
19
|
75
|
0,114
|
0,143
|
0,171
|
|
|
10
|
32
|
0,084
|
0,106
|
0,127
|
20
|
80
|
0,116
|
0,146
|
0,175
|
|
|
Индекс
|
а
|
б
|
в
|
Индекс
|
а
|
б
|
в
|
|||
Примечание. Время в нормативной карте приведено на одну обдувку. Периодичность обдувки устанавливается технологом согласно утвержденной технологической инструкции.
|
ОБРЫЗГИВАНИЕ МОДЕЛИ И МОДЕЛЬНОЙ ПЛИТЫ РАЗДЕЛИТЕЛЬНОЙ ЖИДКОСТЬЮ
|
Изготовление оболочковых форм
|
|||||||||
|
Массовое и крупносерийное производство
|
||||||||||
|
Карта 2
|
||||||||||
|
Содержание работы
1. Взять пульверизатор, открыть клапан.
2. Обрызгать модель и модельную плиту разделительной жидкостью.
3. Закрыть клапан и положить пульверизатор на место.
|
||||||||||
|
Формулы расчета:
|
T = 0,0268 *
T = 0,0344 *
T = 0,0431 *
|
|||||||||
|
N позиции
|
Площадь плиты S, дм2, до
|
Категория сложности
|
N позиции
|
Площадь плиты S, дм2, до
|
Категория сложности
|
|||||
|
I
|
II
|
III
|
I
|
II
|
III
|
|||||
|
Время на плиту T, мин.
|
Время на плиту T, мин.
|
|||||||||
|
1
|
10
|
0,061
|
0,079
|
0,099
|
11
|
36
|
0,097
|
0,125
|
0,157
|
|
|
2
|
12
|
0,066
|
0,084
|
0,105
|
12
|
40
|
0,101
|
0,130
|
0,163
|
|
|
3
|
14
|
0,069
|
0,089
|
0,111
|
13
|
45
|
0,106
|
0,135
|
0,170
|
|
|
4
|
16
|
0,073
|
0,093
|
0,117
|
14
|
50
|
0,110
|
0,141
|
0,176
|
|
|
5
|
18
|
0,076
|
0,097
|
0,122
|
15
|
55
|
0,113
|
0,146
|
0,182
|
|
|
6
|
20
|
0,079
|
0,101
|
0,127
|
16
|
60
|
0,117
|
0,150
|
0,188
|
|
|
7
|
22
|
0,082
|
0,105
|
0,131
|
17
|
65
|
0,120
|
0,155
|
0,194
|
|
|
8
|
25
|
0,085
|
0,110
|
0,137
|
18
|
70
|
0,124
|
0,159
|
0,199
|
|
|
9
|
28
|
0,089
|
0,114
|
0,143
|
19
|
75
|
0,127
|
0,163
|
0,204
|
|
|
10
|
32
|
0,093
|
0,120
|
0,150
|
20
|
80
|
0,130
|
0,167
|
0,209
|
|
|
Индекс
|
а
|
б
|
в
|
Индекс
|
а
|
б
|
в
|
|||
Примечания:
1. Определение категорий сложности модельной плиты приведено в нормативной карте 1.
2. Время в нормативной карте приведено на одно обрызгивание, периодичность обрызгивания устанавливается технологом согласно утвержденной технологической инструкции.
|
ИЗГОТОВЛЕНИЕ ОБОЛОЧКОВОЙ ФОРМЫ НА ВОСЬМИПОЗИЦИОННОМ АВТОМАТЕ МОДЕЛИ 837 КОНСТРУКЦИИ НИИЛИТмаш
|
Изготовление оболочковых форм
|
|||
|
Массовое и крупносерийное производство
|
||||
|
Карта 3
|
||||
|
N позиции
|
N позиции машины
|
Содержание приемов работы, продолжительность которых зависит от конструкции машины
|
Время T, мин.
|
|
|
1
|
I
|
Опустить модельную плиту на бункер и закрепить ее пневматическими зажимами
|
0,036
|
|
|
2
|
Повернуть бункер с плитой на 180°
|
0,019
|
||
|
3
|
Подать давление под эластичное дно, выдержать под смесью и возвратить бункер в исходное положение
|
0,12
|
||
|
4
|
Снять давление и освободить модельную плиту с образовавшейся оболочковой полуформой от зажимов
|
0,009
|
||
|
5
|
Поднять модельную плиту с оболочковой полуформой (при подъеме плиты включается поворот стола)
|
0,019
|
||
|
6
|
За время перехода с позиции I на позицию II
|
Подать бункер под загрузочный механизм - бункер-питатель
|
0,018
|
|
|
7
|
Заполнить бункер смесью
|
0,019
|
||
|
8
|
Возвратить бункер в исходное положение (под модельную плиту)
|
0,019
|
||
|
9
|
со II до V
|
Произвести спекание оболочки в нагревательной печи
|
Приемы 9 - 12 выполняются в то же время, что и приемы 1 - 8
|
|
|
10
|
VI
|
Снять толкателями с модельной плиты готовую оболочку и опустить ее на ленточный транспортер
|
||
|
11
|
VII
|
Осмотреть модельную плиту (при перемещении модельной плиты с VII позиции на VIII она обдувается сжатым воздухом)
|
||
|
12
|
VIII
|
Покрыть модельную плиту разделительной жидкостью
|
||
|
13
|
Итого на оболочку
|
0,259
|
||
|
ИЗГОТОВЛЕНИЕ ОБОЛОЧКОВОЙ ФОРМЫ НА ЧЕТЫРЕХПОЗИЦИОННОМ АВТОМАТЕ МОДЕЛИ 8А31
|
Изготовление оболочковых форм
|
|||
|
Массовое и крупносерийное производство
|
||||
|
Карта 4
|
||||
|
N позиции
|
N позиции машины
|
Содержание приемов работы, продолжительность которых зависит от конструкции машины
|
Время T, мин.
|
|
|
1
|
I
|
Повернуть консоль механизма переноса к столу и отпустить захваты
|
Приемы 1 - 3 выполняются в то же время, что и приемы 5 - 12
|
|
|
2
|
Снять толкателями с модельной плиты готовую оболочку, захватить и поднять ее
|
|||
|
3
|
Повернуть консоль от стола, раскрыть захваты и сбросить оболочку на ленточный транспортер
|
|||
|
4
|
За время перехода с позиции I на позицию II
|
Повернуть стол на 90° (во время поворота производится обдувка и обрызгивание модели)
|
0,072
|
|
|
5
|
Подать тележку к столу и захватить рычагами модельную плиту
|
0,046
|
||
|
6
|
Повернуть рычаги с модельной плитой, наложить ее на бункер и прижать (цилиндрами прижима)
|
0,050
|
||
|
7
|
Повернуть обратно рычаги с модельной плитой и бункером и подать давление под диафрагму (при этом бункер с плитой переворачивают на 180°)
|
0,09
|
||
|
8
|
Произвести формирование оболочки
|
См. карту 14
|
||
|
9
|
Повернуть рычаги с модельной плитой и бункером, снять давление с диафрагмы (бункер переворачивается и ставится на тележку), освободить прижимы от плиты
|
0,09
|
||
|
10
|
За время перехода с позиции I на позицию II
|
Повернуть обратно рычаги с модельной плитой и образовавшейся на ней оболочкой (установить модельную плиту на стол), разжать захваты рычагов
|
0,050
|
|
|
11
|
Подать тележку с бункером от стола к бункеру-дозатору
|
0,046
|
||
|
12
|
Досыпать смесь в рабочий бункер
|
0,045
|
||
|
13
|
II, III
|
Произвести спекание оболочки в нагревательной печи
|
Прием 13 выполняется в то же время, что и 5 - 12
|
|
|
14
|
Итого на оболочку
|
0,49
|
||
|
ИЗГОТОВЛЕНИЕ ОБОЛОЧКОВОЙ ФОРМЫ НА ЧЕТЫРЕХПОЗИЦИОННОМ АВТОМАТЕ МОДЕЛИ 8Б31
|
Изготовление оболочковых форм
|
|||
|
Массовое и крупносерийное производство
|
||||
|
Карта 5
|
||||
|
N позиции
|
N позиции машины
|
Содержание приемов работы, продолжительность которых зависит от конструкции машины
|
Время T, мин.
|
|
|
1
|
I
|
Повернуть модельную плиту со стола на поворотный бункер и сцепить плиту с бункером специальными захватами
|
0,092
|
|
|
2
|
Повернуть соединенную с бункером модельную плиту на стол
|
0,073
|
||
|
3
|
Произвести формирование оболочки
|
См. карту 14
|
||
|
4
|
Повернуть бункер с модельной плитой на 180° в исходное положение и раскрыть захваты сцепления бункера с плитой
|
0,092
|
||
|
5
|
Повернуть модельную плиту с образовавшейся оболочковой полуформой на стол
|
0,073
|
||
|
6
|
За время перехода с позиции I на позицию II
|
Повернуть стол на 90° (во время поворота стола производится досыпка смеси в бункер, обдувка и обрызгивание модельной плиты)
|
0,08
|
|
|
7
|
II, III
|
Произвести спекание оболочки в нагревательной печи
|
Прием 7 выполняется в то же время, что и приемы 1 - 6
|
|
|
8
|
IV
|
Снять съемником с модельной плиты готовую оболочку и подать (механизм выгрузки) ее из машины на ленточный транспортер
|
0,09
|
|
|
9
|
Итого на оболочку
|
0,50
|
||
|
ИЗГОТОВЛЕНИЕ ОБОЛОЧКОВОЙ ФОРМЫ НА ДВУХПОЗИЦИОННОМ АВТОМАТЕ МОДЕЛИ ПАКВ-1 КОНСТРУКЦИИ НИИтракторсельмаш
|
Изготовление оболочковых форм
|
||
|
Массовое и крупносерийное производство
|
|||
|
Карта 6
|
|||
|
N позиции
|
Содержание приемов работы, продолжительность которых зависит от конструкции машины
|
Время T, мин.
|
|
|
1
|
Повернуть модельную плиту со стола на бункер (при этом зажимы бункера автоматически скрепляют плиту с бункером)
|
0,083
|
|
|
2
|
Повернуть бункер с модельной плитой на 180°
|
0,073
|
|
|
3
|
Произвести формирование оболочки
|
См. карту 14
|
|
|
4
|
Повернуть бункер с модельной плитой в исходное положение (при этом зажимы автоматически освобождают плиту от бункера)
|
0,083
|
|
|
5
|
Повернуть модельную плиту с образовавшейся на ней оболочкой с бункера на стол
|
0,073
|
|
|
6
|
Повернуть колпаковую печь из среднего положения к модельной плите
|
0,046
|
|
|
7
|
Накрыть модельную плиту с оболочкой колпаковой печью
|
0,033
|
|
|
8
|
Произвести спекание оболочки в нагревательной печи
|
См. карту 15
|
|
|
9
|
Приподнять толкателями готовую оболочку
|
0,037
|
|
|
10
|
Захватить готовую оболочку колпаковой печью и поднять ее
|
0,033
|
|
|
11
|
Повернуть колпаковую печь в среднее положение и сбросить оболочку на ленточный транспортер
|
0,046
|
|
|
12
|
Итого на оболочку
|
0,51
|
|
Примечание. Во время спекания оболочки в печи на первой модельной плите, на второй плите производится изготовление следующей оболочковой полуформы.
|
ИЗГОТОВЛЕНИЕ ОБОЛОЧКОВОЙ ФОРМЫ НА ДВУХПОЗИЦИОННОМ АВТОМАТЕ МОДЕЛИ АКФ-2К КОНСТРУКЦИИ НИИавтопром и МОДЕЛИ 830
|
Изготовление оболочковых форм
|
|||
|
Массовое и крупносерийное производство
|
||||
|
Карта 7
|
||||
|
N позиции
|
Содержание приемов работы, продолжительность которых зависит от конструкции машины
|
Модель машины
|
||
|
АКФ-2К
|
830
|
|||
|
Время T, мин.
|
||||
|
1
|
Повернуть модельную плиту на 360° с захватом бункера и опрокидыванием его на модельную плиту
|
0,15
|
0,18
|
|
|
2
|
Произвести формирование оболочки
|
См. карту 14
|
||
|
3
|
Повернуть модельную плиту в бункер в исходное положение
|
0,15
|
0,18
|
|
|
4
|
Накрыть модельную плиту с образовавшейся на ней оболочкой колпаковой печью
|
0,05
|
0,06
|
|
|
5
|
Произвести спекание оболочки в нагревательной печи
|
См. карту 15
|
||
|
6
|
Снять съемником с модельной плиты готовую оболочку, поднять колпаковую печь и переместить на вторую позицию (съемник от позиции к позиции перемещается вместе с колпаковой печью. Перемещаясь на вторую позицию, колпаковая печь на полпути сбрасывает полуформу на ленточный транспортер)
|
0,17
|
0,25
|
|
|
7
|
Итого на оболочку
|
0,52
|
0,67
|
|
Примечания:
1. Во время спекания оболочки в печи на первой модельной плите, на второй плите производится изготовление следующей оболочковой полуформы.
2. Колпаковая печь машины модели 830 в отличие от машины АКФ-2К расположена консолью по центральной колонке машины и передвигается по дуге с одной позицию на другую.
|
ИЗГОТОВЛЕНИЕ ОБОЛОЧКОВОЙ ФОРМЫ НА ОДНОПОЗИЦИОННЫХ АВТОМАТАХ фирм "Саттер" или "Фаундри"
|
Изготовление оболочковых форм
|
|||
|
Массовое и крупносерийное производство
|
||||
|
Карта 8
|
||||
|
N позиции
|
Содержание приемов работы, продолжительность которых зависит от конструкции машины
|
Модель машины
|
||
|
"Саттер"
|
"Фаундри"
|
|||
|
Время T, мин.
|
||||
|
1
|
Повернуть модельную плиту на 360° с захватом бункера и опрокидыванием его на модельную плиту
|
0,08
|
0,08
|
|
|
2
|
Поднять стол с бункером вверх, соединить бункер с модельной плитой и закрепить
|
0,09
|
0,12
|
|
|
3
|
Повернуть бункер с модельной плитой на 180°
|
0,12
|
0,105
|
|
|
4
|
Произвести формирование оболочки
|
См. карту 14
|
||
|
5
|
Повернуть бункер с модельной плитой в исходное положение
|
0,12
|
0,105
|
|
|
6
|
Поднять стол, раскрепить модельную плиту и опустить стол с бункером в исходное положение
|
0,08
|
0,10
|
|
|
7
|
Повернуть модельную плиту на 180° (моделями вниз)
|
0,08
|
0,08
|
|
|
8
|
Накрыть колпаковой печью модельную плиту с образовавшейся на ней оболочкой
|
0,08
|
0,11
|
|
|
9
|
Произвести спекание оболочки в нагревательной печи
|
См. карту 15
|
||
|
10
|
Снять колпаковую печь с модельной плиты
|
0,08
|
0,11
|
|
|
11
|
Снять толкателями с модельной плиты готовую оболочку, взять и положить ее на стол
|
0,09
|
0,12
|
|
|
12
|
Итого на оболочку
|
0,82
|
0,93
|
|
|
ИЗГОТОВЛЕНИЕ ОБОЛОЧКОВОЙ ФОРМЫ НА ЧЕТЫРЕХПОЗИЦИОННОМ ПОЛУАВТОМАТЕ МОДЕЛИ СКФ-3М КОНСТРУКЦИИ ВПТИтяжмаш
|
Изготовление оболочковых форм
|
|||
|
Массовое и крупносерийное производство
|
||||
|
Карта 9
|
||||
|
N позиции
|
N позиции машины
|
Содержание приемов работы, продолжительность которых зависит от конструкции машины
|
Время T, мин.
|
|
|
1
|
I
|
Повернуть рукоятку воздушного клапана, снять толкателями с модельной плиты готовую оболочку, взять ее и положить на стол
|
Прием выполняется в то же время, что и прием 7
|
|
|
2
|
За время перехода с поз. I на поз. II
|
Повернуть стол на 90°
|
0,08
|
|
|
3
|
II
|
Нажать кнопку, повернуть рычаги на модельную плиту и закрепить пневматическими зажимами
|
0,09
|
|
|
4
|
Повернуть обратно рычаги с модельной плитой на бункер
|
0,06
|
||
|
5
|
Повернуть переключатель, включить цилиндр прижима и закрепить зажимами плиту к бункеру
|
0,028
|
||
|
6
|
Повернуть бункер с модельной плитой на 180° (поворотом переключателя)
|
0,09
|
||
|
7
|
Произвести формирование оболочки
|
См. карту 14
|
||
|
8
|
Повернуть бункер с модельной плитой в исходное положение (поворотом переключателя)
|
0,09
|
||
|
9
|
Повернуть переключатель и освободить зажимы плиты от бункера
|
0,028
|
||
|
10
|
Нажать кнопку, повернуть рычаги с модельной плитой и с образовавшейся на ней оболочкой на поворотный стол
|
0,09
|
||
|
11
|
Повернуть рычаги в исходное положение
|
0,06
|
||
|
12
|
III, IV
|
Произвести спекание оболочки в нагревательной печи
|
Прием 12 выполняется в то же время, что и приемы 1 - 11
|
|
|
13
|
Итого на оболочку
|
0,616
|
||
|
ИЗГОТОВЛЕНИЕ ОБОЛОЧКОВОЙ ФОРМЫ НА ПЯТИПОЗИЦИОННОМ ПОЛУАВТОМАТЕ КОНСТРУКЦИИ ВПТИтрансмаш
|
Изготовление оболочковых форм
|
|||
|
Массовое и крупносерийное производство
|
||||
|
Карта 10
|
||||
|
N позиции
|
N позиции машины
|
Содержание приемов работы, продолжительность которых зависит от конструкции машины
|
Время T, мин.
|
|
|
1
|
За время перехода с поз. I на поз. II
|
Повернуть стол на 72° (вывести нагревательную модельную плиту из нагревательной печи)
|
0,07
|
|
|
2
|
Сдвинуть модельную плиту реечным толкателем в направляющие пазы рамки
|
0,05
|
||
|
3
|
Повернуть рамку с модельной плитой на бункер
|
0,08
|
||
|
4
|
Повернуть бункер с модельной плитой на 180°
|
0,072
|
||
|
5
|
Произвести формирование оболочки
|
См. карту 14
|
||
|
6
|
II
|
Повернуть бункер с модельной плитой в исходное положение
|
0,072
|
|
|
7
|
Повернуть рамку с модельной плитой (моделями вверх)
|
0,08
|
||
|
8
|
Установить модельную плиту с образовавшейся на ней оболочкой на направляющие поворотного стола
|
0,05
|
||
|
9
|
III, IV
|
Произвести спекание оболочки в нагревательной печи
|
Прием 9 выполняется в то же время, что и приемы 1 - 8
|
|
|
10
|
V
|
Снять толкателями с модельной плиты готовую оболочку, взять и положить ее на стол
|
Прием 10 выполняется в то же время, что и прием 5
|
|
|
11
|
Итого на оболочку
|
0,47
|
||
Примечание. Все приемы на машине выполняются автоматически, кроме уборки оболочки со стола машины.
|
ИЗГОТОВЛЕНИЕ ОБОЛОЧКОВОЙ ФОРМЫ НА ДВУХПОЗИЦИОННЫХ ПОЛУАВТОМАТАХ МОДЕЛЕЙ УКФ-4, АКФ-3 КОНСТРУКЦИИ НИИтракторсельмаш
|
Изготовление оболочковых форм
|
|||
|
Массовое и крупносерийное производство
|
||||
|
Карта 11
|
||||
|
N позиции
|
Содержание приемов работы, продолжительность которых зависит от конструкции машины
|
Модель машины
|
||
|
УКФ-4
|
АКФ-3
|
|||
|
Время T, мин.
|
||||
|
1
|
Нажать кнопку и повернуть модельную плиту со стола на бункер (при этом зажимы бункера автоматически скрепляют модельную плиту с бункером)
|
0,11
|
0,11
|
|
|
2
|
Повернуть бункер с модельной плитой на 180°
|
0,92
|
0,11
|
|
|
3
|
Произвести формирование оболочки
|
См. карту 14
|
||
|
4
|
Повернуть бункер с модельной плитой в исходное положение (при этом зажимы автоматически освобождают плиту от бункера)
|
0,09
|
0,11
|
|
|
5
|
Повернуть модельную плиту с образовавшейся на ней оболочкой с бункера на стол
|
0,074
|
0,09
|
|
|
6
|
Повернуть рукоятку воздушного клапана и закрыть модельную плиту с образовавшейся на ней оболочкой колпаковой печью
|
0,157
|
0,165
|
|
|
7
|
Произвести спекание оболочки в нагревательной печи
|
См. карту 15
|
||
|
8
|
Повернуть рукоятку управления, поднять колпаковую печь и переместить на вторую позицию
|
0,268
|
0,198
|
|
|
9
|
Повернуть рукоятку воздушного клапана, приподнять толкателями готовую оболочку
|
0,036
|
0,044
|
|
|
10
|
Подвести вручную по монорельсу (съемник), снять с модельной плиты готовую оболочку, переместить обратно траверсу с оболочкой и опустить на стол
|
0,22
|
-
|
|
|
11
|
Взять готовую оболочку и положить на стол
|
-
|
0,08
|
|
|
12
|
Опустить толкатели в исходное положение
|
0,268
|
-
|
|
|
13
|
Итого на оболочку
|
2,143
|
0,907
|
|
Примечание. Во время спекания оболочки в печи на первой модельной плите, поз. 7, на второй плите производится изготовление следующей оболочковой полуформы.
|
ИЗГОТОВЛЕНИЕ ОБОЛОЧКОВОЙ ФОРМЫ НА ДВУХПОЗИЦИОННОМ ПОЛУАВТОМАТЕ МОДЕЛИ УОФ-1М КОНСТРУКЦИИ НИИТмаш
|
Изготовление оболочковых форм
|
||
|
Массовое и крупносерийное производство
|
|||
|
Карта 12
|
|||
|
N позиции
|
Содержание приемов работы, продолжительность которых зависит от конструкции машины
|
Время T, мин.
|
|
|
1
|
Повернуть модельную плиту на бункер, закрепить
|
0,11
|
|
|
2
|
Повернуть бункер с модельной плитой на 180°
|
0,18
|
|
|
3
|
Произвести формирование оболочки
|
См. карту 14
|
|
|
4
|
Повернуть бункер с модельной плитой в исходное положение
|
0,18
|
|
|
5
|
Повернуть, модельную плиту с образовавшейся на ней оболочкой с бункера на стол
|
0,11
|
|
|
6
|
Подать модельную плиту с образовавшейся оболочкой в печь для сушки
|
0,13
|
|
|
7
|
Произвести спекание оболочки в нагревательной печи
|
См. карту 15
|
|
|
8
|
Подать модельную плиту с оболочкой из печи
|
Прием 9 выполняется в то же время, что и прием 6
|
|
|
9
|
Снять толкателями с модельной плиты готовую оболочку, взять и положить ее на стол
|
0,18
|
|
|
10
|
Итого на оболочку
|
0,89
|
|
Примечания:
1. Во время спекания оболочки в печи на первой модельной плите, поз. 7, на второй плите производится изготовление следующей оболочковой полуформы.
2. Все приемы выполняются автоматически, кроме уборки оболочки со стола машины.
|
ИЗГОТОВЛЕНИЕ ОБОЛОЧКОВОЙ ФОРМЫ НА ДВУХПОЗИЦИОННОЙ МЕХАНИЗИРОВАННОЙ МАШИНЕ МОДЕЛИ УКФ-2 КОНСТРУКЦИИ НИИТавтопром
|
Изготовление оболочковых форм
|
||
|
Массовое и крупносерийное производство
|
|||
|
Карта 13
|
|||
|
N позиции
|
Содержание приемов работы, продолжительность которых зависит от конструкции машины
|
Время T, мин.
|
|
|
1
|
Повернуть модельную плиту на бункер при помощи пневматического подъемника
|
0,09
|
|
|
2
|
Нажать кнопку, повернуть бункер с модельной плитой на 180° (при повороте бункера модельная плита автоматически закрепляется захватами к бункеру)
|
0,08
|
|
|
3
|
Произвести формирование оболочки
|
См. карту 14
|
|
|
4
|
Повернуть бункер с модельной плитой в исходное положение (захваты автоматически отжимаются от плиты)
|
0,06
|
|
|
5
|
Повернуть модельную плиту с образовавшейся на ней оболочкой на стол при помощи автоматического подъемника
|
0,09
|
|
|
6
|
Подать вручную по рольгангу в печь модельную плиту для спекания оболочки
|
0,09
|
|
|
7
|
Вынуть вручную модельную плиту с оболочкой из печи
|
0,12
|
|
|
8
|
Произвести спекание оболочки в нагревательной печи
|
См. карту 15
|
|
|
9
|
Нажать ногой педаль пневматического клапана, снять толкателями с модельной плиты готовую оболочку, взять ее и положить на стол
|
0,16
|
|
|
10
|
Итого на оболочку
|
0,69
|
|
Примечание. Во время спекания оболочки в печи на первой модельной плите, поз. 8, на второй плите производится изготовление следующей оболочковой формы.
|
ФОРМИРОВАНИЕ ОБОЛОЧКИ ПОД ДЕЙСТВИЕМ ТЕПЛА НАГРЕТОЙ МОДЕЛЬНОЙ ПЛИТЫ
|
Изготовление оболочковых форм
|
|||||||
|
Массовое и крупносерийное производство
|
||||||||
|
Карта 14
|
||||||||
|
Формула расчета:
|
 |
|||||||
|
Рекомендуемые режимы
|
||||||||
|
N позиции
|
Толщина оболочки B, мм, до
|
Температура нагрева модельной плиты t °C
|
||||||
|
180
|
220
|
250
|
280
|
|||||
|
Время выдержки на оболочку T, мин.
|
||||||||
|
1
|
5,0
|
0,15
|
0,14
|
0,12
|
-
|
-
|
||
|
2
|
5,5
|
0,19
|
0,17
|
0,14
|
0,13
|
-
|
||
|
3
|
6,0
|
0,23
|
0,20
|
0,18
|
0,15
|
-
|
||
|
4
|
6,5
|
0,26
|
0,23
|
0,21
|
0,18
|
0,15
|
||
|
5
|
7,0
|
0,31
|
0,28
|
0,22
|
0,21
|
0,19
|
||
|
6
|
7,5
|
0,36
|
0,32
|
0,29
|
0,24
|
0,21
|
||
|
7
|
8,0
|
0,42
|
0,36
|
0,33
|
0,28
|
0,24
|
||
|
8
|
8,5
|
0,47
|
0,42
|
037
|
0,32
|
0,28
|
||
|
9
|
9,0
|
0,54
|
0,47
|
0,42
|
0,36
|
0,31
|
||
|
10
|
9,5
|
0,61
|
0,53
|
0,47
|
0,41
|
0,35
|
||
|
11
|
10,0
|
0,67
|
0,59
|
0,53
|
0,46
|
0,40
|
||
|
12
|
10,5
|
0,75
|
0,66
|
0,59
|
0,51
|
0,44
|
||
|
13
|
11,0
|
0,83
|
0,73
|
0,65
|
0,56
|
0,48
|
||
|
14
|
11,5
|
0,92
|
0,80
|
0,72
|
0,61
|
0,54
|
||
|
15
|
12,0
|
1,00
|
0,88
|
0,78
|
0,67
|
0,65
|
||
|
16
|
12,5
|
1,19
|
0,99
|
0,88
|
0,76
|
0,66
|
||
|
17
|
13,0
|
1,41
|
1,05
|
0,94
|
0,88
|
0,70
|
||
|
18
|
14,0
|
1,64
|
1,24
|
1,10
|
0,95
|
0,83
|
||
|
19
|
15,0
|
1,89
|
1,44
|
1,29
|
1,10
|
0,96
|
||
|
20
|
16,0
|
2,18
|
1,67
|
1,49
|
1,28
|
1,11
|
||
|
21
|
17,0
|
-
|
1,91
|
1,71
|
1,46
|
1,28
|
||
|
22
|
18,0
|
-
|
-
|
1,94
|
1,66
|
1,45
|
||
|
23
|
19,0
|
-
|
-
|
2,19
|
1,88
|
1,64
|
||
|
24
|
20,0
|
-
|
-
|
2,46
|
2,11
|
2,18
|
||
|
25
|
22,0
|
-
|
-
|
2,52
|
2,63
|
2,29
|
||
|
26
|
24,0
|
-
|
-
|
3,75
|
3,21
|
2,79
|
||
|
27
|
26,0
|
-
|
-
|
4,53
|
3,88
|
3,38
|
||
|
28
|
28,0
|
-
|
-
|
5,39
|
4,62
|
4,02
|
||
|
29
|
30,0
|
-
|
-
|
6,35
|
5,43
|
4,74
|
||
|
Индекс
|
а
|
б
|
в
|
г
|
д
|
|||
Примечание. Продолжительность формирования оболочки под действием тепла нагретой модельной плиты устанавливается технологом согласно утвержденной технологической инструкции.
|
СПЕКАНИЕ ОБОЛОЧКИ В НАГРЕВАТЕЛЬНОЙ ПЕЧИ
|
Изготовление оболочковых форм
|
|||||||
|
Массовое и крупносерийное производство
|
||||||||
|
Карта 15
|
||||||||
|
Формула расчета:
|
 |
|||||||
|
Рекомендуемые режимы
|
||||||||
|
N позиции
|
Толщина оболочки B, мм, до
|
Температура нагрева модельной плиты t °C
|
||||||
|
180
|
200
|
220
|
250
|
280
|
||||
|
Время выдержки на оболочку T, мин.
|
||||||||
|
1
|
5,0
|
0,76
|
0,62
|
0,52
|
-
|
-
|
||
|
2
|
5,5
|
0,86
|
0,70
|
0,59
|
-
|
-
|
||
|
3
|
6,0
|
0,96
|
0,79
|
0,66
|
-
|
-
|
||
|
4
|
6,5
|
1,07
|
0,87
|
0,73
|
-
|
-
|
||
|
5
|
7,0
|
1,18
|
0,96
|
0,81
|
-
|
-
|
||
|
6
|
7,5
|
1,29
|
1,05
|
0,88
|
-
|
-
|
||
|
7
|
8,0
|
1,40
|
1,14
|
0,96
|
0,83
|
-
|
||
|
8
|
8,5
|
1,51
|
1,24
|
1,04
|
0,89
|
-
|
||
|
9
|
9,0
|
1,63
|
1,33
|
1,12
|
0,96
|
-
|
||
|
10
|
9,5
|
1,75
|
1,43
|
1,20
|
1,03
|
-
|
||
|
11
|
10,0
|
1,87
|
1,53
|
1,29
|
1,10
|
0,96
|
||
|
12
|
10,5
|
1,99
|
1,63
|
1,37
|
1,18
|
1,03
|
||
|
13
|
11,0
|
2,12
|
1,73
|
1,46
|
1,25
|
1,09
|
||
|
14
|
11,5
|
2,24
|
1,83
|
1,54
|
1,32
|
1,15
|
||
|
15
|
12,0
|
2,37
|
1,94
|
1,63
|
1,40
|
1,22
|
||
|
16
|
12,5
|
2,50
|
2,05
|
1,72
|
1,48
|
1,29
|
||
|
17
|
13,0
|
2,63
|
2,15
|
1,81
|
1,55
|
1,35
|
||
|
18
|
14,0
|
2,90
|
2,37
|
1,99
|
1,71
|
1,49
|
||
|
19
|
15,0
|
3,17
|
2,59
|
2,18
|
1,87
|
1,63
|
||
|
20
|
16,0
|
3,44
|
2,82
|
2,37
|
2,03
|
1,77
|
||
|
21
|
17,0
|
-
|
3,05
|
2,56
|
2,20
|
1,92
|
||
|
22
|
18,0
|
-
|
3,29
|
2,76
|
2,37
|
2,07
|
||
|
23
|
19,0
|
-
|
3,52
|
2,96
|
2,54
|
2,22
|
||
|
24
|
20,0
|
-
|
3,77
|
3,17
|
2,72
|
2,37
|
||
|
25
|
22,0
|
-
|
4,26
|
3,58
|
3,08
|
2,68
|
||
|
26
|
24,0
|
-
|
4,78
|
4,01
|
3,44
|
3,00
|
||
|
27
|
26,0
|
-
|
5,30
|
4,45
|
3,82
|
3,33
|
||
|
28
|
28,0
|
-
|
5,83
|
4,90
|
4,21
|
3,67
|
||
|
29
|
30,0
|
-
|
6,38
|
5,37
|
4,60
|
4,01
|
||
|
Индекс
|
а
|
б
|
в
|
г
|
д
|
|||
Примечание. Время спекания оболочки в нагревательной печи приводится ориентировочно и в норму штучного времени не входит, можно вводить только ту часть затрат времени, которая не перекрывает ручные и другие приемы по управлению работой машины.
|
ПОДАЧА ФОРМ НА СБОРКУ
|
Изготовление оболочковых форм
|
|||||
|
Массовое и крупносерийное производство
|
||||||
|
Карта 16
|
||||||
|
Содержание работы
1. Взять форму, перенести ее к месту сборки.
2. Положить форму на стол, конвейер.
|
||||||
|
Формула расчета:
|
 |
|||||
|
N позиции
|
Расстояние перемещения L, м, до
|
Площадь модельной плиты S, дм2, до
|
||||
|
20
|
40
|
60
|
||||
|
Время на одну форму T, мин.
|
||||||
|
1
|
1
|
0,068
|
0,078
|
0,085
|
||
|
2
|
2
|
0,101
|
0,117
|
0,127
|
||
|
3
|
3
|
0,128
|
0,148
|
0,161
|
||
|
4
|
На каждый последующий метр добавлять
|
0,015
|
0,018
|
0,02
|
||
|
Индекс
|
а
|
б
|
в
|
|||
|
ЗАЧИСТКА ЗАУСЕНЦЕВ НА ПОЛУФОРМАХ
|
Изготовление оболочковых форм
|
|||||||
|
Массовое и крупносерийное производство
|
||||||||
|
Карта 17
|
||||||||
|
Содержание работы
|
||||||||
|
Зачистка заусенцев щеткой, напильником
1. Взять полуформу со стола.
2. Взять щетку или напильник.
3. Зачистить заусенцы и следы от толкателей
4. Положить полуформу, щетку или напильник на место.
|
Зачистка заусенцев наждачным кругом
1. Взять полуформу и поднести к кругу.
2. Зачистить заусенцы и следы от толкателей.
3. Положить полуформу на место.
|
|||||||
|
Формулы расчета:
|
 - щеткой, напильником - щеткой, напильником - наждачным кругом - наждачным кругом |
|||||||
|
N позиции
|
Площадь модельной плиты S, дм2, до
|
Способ зачистки
|
N позиции
|
Площадь модельной плиты S, дм2, до
|
Способ зачистки
|
|||
|
щеткой, напильником
|
наждачным кругом
|
щеткой, напильником
|
наждачным кругом
|
|||||
|
Время на плиту T, мин.
|
Время на плиту T, мин
|
|||||||
|
1
|
10
|
0,097
|
0,142
|
9
|
28
|
0,142
|
0,246
|
|
|
2
|
12
|
0,104
|
0,157
|
10
|
32
|
0,149
|
0,264
|
|
|
3
|
14
|
0,110
|
0,170
|
11
|
36
|
0,156
|
0,281
|
|
|
4
|
16
|
0,115
|
0,183
|
12
|
40
|
0,162
|
0,297
|
|
|
5
|
18
|
0,120
|
0,194
|
13
|
45
|
0,169
|
0,316
|
|
|
6
|
20
|
0,125
|
0,205
|
14
|
50
|
0,176
|
0,334
|
|
|
7
|
22
|
0,130
|
0,216
|
15
|
55
|
0,182
|
0,351
|
|
|
8
|
25
|
0,136
|
0,231
|
16
|
60
|
0,188
|
0,368
|
|
|
Индекс
|
а
|
б
|
Индекс
|
а
|
б
|
|||
Примечание. На вскрытие и зачистку отверстия в стояке добавлять по 0,05 мин. на отверстие.
|
ОБДУВКА ФОРМ СЖАТЫМ ВОЗДУХОМ
|
Изготовление оболочковых форм
|
||||||||||
|
Массовое и крупносерийное производство
|
|||||||||||
|
Карта 18
|
|||||||||||
|
Содержание работы
1. Взять шланг, открыть клапан.
2. Обдуть форму сжатым воздухом.
3. Закрыть клапан и положить шланг на место.
|
|||||||||||
|
Формулы расчета:
|
 - инд. а - инд. а - инд. б - инд. б - инд. в - инд. в |
||||||||||
|
N позиции
|
Площадь плиты S, дам2, до
|
Категория сложности
|
N позиции
|
Площадь плиты S, дм2, до
|
Категория сложности
|
||||||
|
I
|
II
|
III
|
I
|
II
|
III
|
||||||
|
Время на плиту T, мин.
|
Время на плиту T, мин.
|
||||||||||
|
1
|
10
|
0,061
|
0,080
|
0,098
|
9
|
28
|
0,092
|
0,117
|
0,143
|
||
|
2
|
12
|
0,066
|
0,086
|
0,105
|
10
|
32
|
0,097
|
0,123
|
0,151
|
||
|
3
|
14
|
0,070
|
0,091
|
0,111
|
11
|
36
|
0,101
|
0,128
|
0,157
|
||
|
4
|
16
|
0,074
|
0,095
|
0,117
|
12
|
40
|
0,105
|
0,134
|
0,164
|
||
|
5
|
18
|
0,077
|
0,099
|
0,122
|
13
|
45
|
0,110
|
0,139
|
0,171
|
||
|
6
|
20
|
0,080
|
0,103
|
0,127
|
14
|
50
|
0,115
|
0,145
|
0,178
|
||
|
7
|
22
|
0,083
|
0,107
|
0,131
|
15
|
55
|
0,119
|
0,150
|
0,184
|
||
|
8
|
25
|
0,088
|
0,112
|
0,138
|
16
|
60
|
0,123
|
0,155
|
0,190
|
||
|
Индекс
|
а
|
б
|
в
|
Индекс
|
а
|
б
|
в
|
||||
|
УСТАНОВКА СТЕРЖНЕЙ В ФОРМУ
|
Изготовление оболочковых форм
|
||||||||
|
Массовое и крупносерийное производство
|
|||||||||
|
Карта 19
|
|||||||||
|
Характеристика категорий сложности
|
|||||||||
|
I категория сложности. Стержни простые с удобной установкой без подгонки, имеющие один знак.
II категория сложности. Стержни средней сложности, требующие незначительной подгонки, осаживания при установке, имеющие до трех знаков.
III категория сложности. Стержни сложные, устанавливаемые в труднодоступных местах, требующие точной подгонки, имеющие больше трех знаков.
|
|||||||||
|
Содержание работы
1. Взять стержень, установить его в форму.
|
|||||||||
|
Формулы расчета:
|
 - инд. а - инд. а - инд. б - инд. б - инд. в - инд. в |
||||||||
|
N позиции
|
Площадь плиты S, дм2, до
|
Категория сложности
|
N позиции
|
Площадь плиты S, дм2, до
|
Категория сложности
|
||||
|
I
|
II
|
III
|
I
|
II
|
III
|
||||
|
Время на плиту T, мин.
|
Время на плиту T, мин.
|
||||||||
|
1
|
0,05
|
0,044
|
0,051
|
0,064
|
10
|
0,6
|
0,081
|
0,094
|
0,120
|
|
2
|
0,1
|
0,052
|
0,060
|
0,076
|
11
|
0,8
|
0,087
|
0,101
|
0,129
|
|
3
|
0,15
|
0,057
|
0,067
|
0,085
|
12
|
1
|
0,092
|
0,107
|
0,136
|
|
4
|
0,2
|
0,062
|
0,072
|
0,091
|
13
|
1,5
|
0,102
|
0,118
|
0,151
|
|
5
|
0,25
|
0,065
|
0,076
|
0,096
|
14
|
2
|
0,109
|
0,127
|
0,162
|
|
6
|
0,3
|
0,068
|
0,079
|
0,101
|
15
|
3
|
0,121
|
0,141
|
0,179
|
|
7
|
0,35
|
0,071
|
0,082
|
0,105
|
16
|
4
|
0,130
|
0,151
|
0,192
|
|
8
|
0,4
|
0,073
|
0,085
|
0,108
|
17
|
5
|
0,138
|
0,160
|
0,203
|
|
9
|
0,5
|
0,077
|
0,090
|
0,114
|
18
|
6
|
0,144
|
0,167
|
0,213
|
|
Индекс
|
а
|
б
|
в
|
Индекс
|
а
|
б
|
в
|
||
Примечания:
1. При зачистке стержня перед установкой в форму время по карте применять с коэффициентом 1,6.
2. При установке жеребеек добавлять по 0,03 мин. на каждую жеребейку, при поставке метки на стержне - 0,1 мин. на метку.
3. При установке одновременно нескольких стержней время по карте распределять соответственно суммарному объему всех стержней.
|
СКЛЕИВАНИЕ ОБОЛОЧКОВОЙ ФОРМЫ ВРУЧНУЮ
|
Изготовление оболочковых форм
|
|||||||
|
Массовое и крупносерийное производство
|
||||||||
|
Карта 20
|
||||||||
|
N позиции
|
Содержание приемов работы, способ нанесения клея (связующего)
|
Площадь модельной плиты S, дм2, до
|
||||||
|
20
|
30
|
40
|
50
|
60
|
||||
|
Время T, мин.
|
||||||||
|
1
|
Взять нижнюю полуформу и положить на стол
|
0,033
|
0,039
|
0,044
|
0,050
|
0,055
|
||
|
2
|
Нанести клей (связующее) на поверхность разъема полуформы
|
кистью
|
0,22
|
0,259
|
0,297
|
0,336
|
0,374
|
|
|
3
|
насыпь вручную порошкообразного пульвербакелита в канавки слоем до 4 мм
|
0,132
|
0,171
|
0,21
|
0,248
|
0,29
|
||
|
4
|
из бункера-дозатора
|
наложить по фиксаторам трафарет на нижнюю полуформу и установить ее в пазы бункера
|
0,077
|
0,083
|
0,088
|
0,094
|
0,099
|
|
|
5
|
нанести пульвербакелит (поворотом рычага)
|
0,033
|
0,033
|
0,039
|
0,039
|
0,044
|
||
|
6
|
взять полуформу, положить на стол
|
0,055
|
0,061
|
0,066
|
0,072
|
0,077
|
||
|
7
|
снять трафарет с полуформы, стряхнуть связующее, положить трафарет на место
|
0,022
|
0,022
|
0,028
|
0,028
|
0,033
|
||
|
8
|
Наложить верхнюю полуформу на нижнюю
|
0,033
|
0,039
|
0,044
|
0,050
|
0,055
|
||
|
9
|
Положить собранную полуформу на место
|
0,044
|
0,050
|
0,055
|
0,061
|
0,066
|
||
|
10
|
Итого на форму
|
с нанесением клея кистью, позиции 1, 2, 8, 9
|
0,33
|
0,39
|
0,44
|
0,50
|
0,55
|
|
|
11
|
насыпью вручную, позиции 1, 3, 8, 9
|
0,24
|
0,30
|
0,35
|
0,41
|
0,46
|
||
|
12
|
из бункера-дозатора, позиции 1, 4, 5, 6, 7, 8, 9
|
0,30
|
0,325
|
0,36
|
0,391
|
0,429
|
||
|
Индекс
|
а
|
б
|
в
|
г
|
д
|
|||
|
СКЛЕИВАНИЕ ОБОЛОЧКОВОЙ ФОРМЫ НА ПНЕВМАТИЧЕСКОМ ШТЫРЕВОМ ПРЕССЕ МОДЕЛИ УСОФ-150 КОНСТРУКЦИИ НИИТмаш и ему подобных
|
Изготовление оболочковых форм
|
|||
|
Массовое и крупносерийное производство
|
||||
|
Карта 21
|
||||
|
N позиции
|
Содержание приемов работы
|
Площадь модельной плиты S, дм2, до
|
||
|
20
|
40
|
60
|
||
|
Время на одну форму T, мин.
|
||||
|
1
|
Взять склеенную форму и переместить (до 2 м) к прессу
|
0,072
|
0,088
|
0,099
|
|
2
|
Установить форму в пресс
|
0,033
|
0,039
|
0,044
|
|
3
|
Опустить верхнюю плиту пресса и прижать штырями (поворотом рукоятки)
|
0,039
|
0,039
|
0,039
|
|
4
|
Выдержать форму под прессом
|
2,2
|
2,2
|
2,2
|
|
5
|
Вынуть форму из пресса, переместить (до 2 м) и положить на место
|
0,088
|
0,099
|
0,11
|
|
6
|
Итого на форму
|
2,437
|
2,464
|
2,492
|
|
Индекс
|
а
|
б
|
в
|
|
Примечания:
1. При перемещении форм на расстояние более 2 м на каждый последующий метр добавлять по 0,015 мин.
2. Время на прием - выдержать форму под прессом, поз. 4 - приведено ориентировочно и в норму штучного времени не входит, входит только та часть затрат времени, которая не перекрывается ручными и другими приемами по управлению работой пресса.
|
СКЛЕИВАНИЕ ОБОЛОЧКОВОЙ ФОРМЫ НА ПОЛУАВТОМАТИЧЕСКИХ ПРЕССАХ МОДЕЛЕЙ 880, 881, 882
|
Изготовление оболочковых форм
|
|||
|
Массовое и крупносерийное производство
|
||||
|
Карта 22
|
||||
|
N позиции
|
Содержание приемов работы
|
Модели пресса
|
||
|
880
|
881
|
882
|
||
|
Время T, мин.
|
||||
|
1
|
Взять нижнюю полуформу, переместить (до 2 м) к прессу и установить ее на рамку каретки по упорам
|
0,088
|
0,099
|
0,11
|
|
2
|
Нанести пульвербакелит на поверхность разъема (нажатием кнопки)
|
0,11
|
0,11
|
0,11
|
|
3
|
Взять верхнюю полуформу, переместить (до 2 м) и установить ее на нижнюю полуформу
|
0,088
|
0,099
|
0,11
|
|
4
|
Подать каретку с формой под пресс (нажатием кнопки)
|
0,055
|
0,055
|
0,055
|
|
5
|
Выдержать форму под прессом
|
0,88
|
0,99
|
1,1
|
|
6
|
Подать каретку с готовой формой на исходную позицию (нажатием кнопки)
|
0,055
|
0,055
|
0,055
|
|
7
|
Снять форму с рамки каретки, переместить (до 2 м) и положить на место
|
0,116
|
0,127
|
0,127
|
|
8
|
Итого на форму
|
1,362
|
1,535
|
1,667
|
|
Индекс
|
а
|
б
|
в
|
|
Примечания:
1. При перемещении форм на расстояние более 2 м на каждый последующий метр добавлять по 0,015 мин.
2. Время на прием - выдержать форму под прессом, поз. 5, приведено ориентировочно и в норму штучного времени не входит, входит только та часть затрат времени, которая не перекрывается ручными и другими приемами по управлению работой пресса.
|
КРЕПЛЕНИЕ ФОРМ СКОБАМИ, СТРУБЦИНАМИ
|
Изготовление оболочковых форм
|
|||||||||
|
Массовое и крупносерийное производство
|
||||||||||
|
Карта 23
|
||||||||||
|
Содержание работы
1. Взять верхнюю полуформу и накрыть ею нижнюю.
2. Взять скобы, струбцины и закрепить форму.
3. Взять форму, переместить (до 2 м) и положить на место.
|
||||||||||
|
Формулы расчета:
|
 - скобами-зажимами; - скобами-зажимами; - струбцинами - струбцинами |
|||||||||
|
N позиции
|
Способ крепления
|
Количество креплений n, шт.
|
||||||||
|
2
|
4
|
6
|
8
|
10
|
12
|
14
|
16
|
|||
|
Время на форму T, мин.
|
||||||||||
|
1
|
Скобами-зажимами
|
0,22
|
0,39
|
0,54
|
0,69
|
0,83
|
0,97
|
1,10
|
1,23
|
|
|
2
|
Струбцинами
|
0,44
|
0,77
|
1,08
|
1,38
|
1,66
|
1,93
|
2,19
|
2,45
|
|
|
Индекс
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
||
Примечание. При установке холодильников ко времени, приведенному в карте, добавлять по 0,02 мин. на каждый холодильник.
|
УСТАНОВКА ФОРМ ПОД ЗАЛИВКУ
|
Изготовление оболочковых форм
|
||||||||
|
Массовое и крупносерийное производство
|
|||||||||
|
Карта 24
|
|||||||||
|
Содержание работы
1. Подойти, взять (застропить) форму, переместить к месту заливки.
2. Установить форму под заливку на плац, конвейер, заливочное приспособление.
|
|||||||||
|
Формулы расчета:
|
T = 0,0541 *
T = 0,245 *
T = 0,0589 *
T = 0,37 *
T = 0,146 *
T = 0,111 *
T = 0,186 *
T = 0,484 *
|
||||||||
|
N позиции
|
Место установки формы
|
Способ установки
|
|||||||
|
Вручную
|
Подъемником
|
||||||||
|
Площадь модельной плиты S, дм2, до
|
|||||||||
|
20
|
40
|
60
|
20
|
40
|
60
|
||||
|
Время на форму T, мин.
|
|||||||||
|
1
|
Плац
|
0,108
|
0,126
|
0,139
|
0,318
|
0,381
|
0,423
|
||
|
2
|
Конвейер
|
0,098
|
0,115
|
0,126
|
0,281
|
0,348
|
0,395
|
||
|
3
|
Контейнер
|
0,117
|
0,138
|
0,151
|
0,405
|
0,485
|
0,539
|
||
|
4
|
Заливочное приспособление
|
0,58
|
0,64
|
0,68
|
0,714
|
0,782
|
0,824
|
||
|
Индекс
|
а
|
б
|
в
|
г
|
д
|
е
|
|||
Примечания:
1. Расстояние перемещения форм принято 2 м, на каждый последующий метр добавлять:
а) вручную при площади модельной плиты, дм2, до 20 - 0,015 мин.; 40 - 0,018 мин.; 60 - 0,02 мин.
б) подъемником - 0,02 мин.
2. На установку литниковой чаши на стояк добавлять 0,06 мин.
|
НАПОЛНЕНИЕ КОНТЕЙНЕРА ДРОБЬЮ
|
Изготовление оболочковых форм
|
|||||||
|
Массовое и крупносерийное производство
|
||||||||
|
Карта 25
|
||||||||
|
N позиции
|
Содержание приемов работы
|
Площадь контейнера S, дм2, до
|
||||||
|
20
|
30
|
40
|
60
|
|||||
|
Высота контейнера H, мм, до
|
||||||||
|
400
|
500
|
600
|
||||||
|
Время T, мин.
|
||||||||
|
1
|
Переместить контейнер по рольгангу к бункеру на расстояние до 2 м
|
0,07
|
0,07
|
0,075
|
0,08
|
|||
|
2
|
Насыпать из бункера на дно контейнера
|
дробью (постель толщиной 45 - 55 мм)
|
0,091
|
0,108
|
0,125
|
0,14
|
||
|
3
|
смесь
|
0,06
|
0,068
|
0,075
|
0,08
|
|||
|
4
|
Разровнять в контейнере вручную
|
дробь
|
0,07
|
0,101
|
0,137
|
0,17
|
||
|
5
|
смесь
|
0,063
|
0,09
|
0,11
|
0,13
|
|||
|
6
|
Подойти, взять оболочковую форму, переместить (до 5 м) и установить ее в контейнер
|
0,157
|
0,167
|
0,175
|
0,185
|
|||
|
7
|
Пробить отверстие в литниковой чаше, установить ее на стояк формы и притереть
|
0,06
|
0,065
|
0,07
|
0,075
|
|||
|
8
|
Установить крышку на литниковую чашу
|
0,02
|
0,025
|
0,03
|
0,035
|
|||
|
9
|
Наполнить контейнер из бункера
|
дробью
|
0,13
|
0,167
|
0,2
|
0,24
|
||
|
10
|
смесью
|
0,09
|
0,13
|
0,17
|
0,21
|
|||
|
11
|
Разровнять дробь в контейнере
|
0,11
|
0,14
|
0,15
|
0,18
|
|||
|
12
|
Уплотнить смесь встряхиванием
|
0,1
|
0,13
|
0,16
|
0,19
|
|||
|
13
|
Срезать лишнюю смесь линейкой
|
0,07
|
0,09
|
0,11
|
0,12
|
|||
|
14
|
Освободить крышку от дроби (смеси), снять с чаши и положить на место
|
0,06
|
0,067
|
0,074
|
0,08
|
|||
|
15
|
Продвинуть контейнер по рольгангу на расстояние до 2 м
|
0,05
|
0,055
|
0,06
|
0,065
|
|||
|
16
|
Итого на контейнер при заполнении:
|
дробью (позиции 1, 2, 4, 6, 7, 8, 9, 11, 14, 15)
|
0,818
|
0,965
|
1,095
|
1,249
|
||
|
17
|
смесью (позиции 1, 3, 5, 6, 7, 9, 10, 12, 13, 14, 15)
|
0,8
|
0,957
|
1,11
|
1,25
|
|||
|
18
|
Итого при заполнении контейнера на подвесном конвейере:
|
дробью (позиции 4, 6, 7, 8, 9, 11, 14)
|
0,607
|
0,732
|
0,836
|
0,965
|
||
|
19
|
смесью (позиции 5, 6, 7, 8, 10, 13, 14)
|
0,52
|
0,634
|
0,739
|
0,835
|
|||
|
Индекс
|
а
|
б
|
в
|
г
|
||||
Примечание. Наполнение контейнера дробью, смесью (при устройстве постели пункт 2, 3) на подвесном конвейере производится автоматически.
|
ПОДЪЕМНО-ТРАНСПОРТНЫЕ РАБОТЫ
|
Изготовление оболочковых форм
|
|||||
|
Массовое и крупносерийное производство
|
||||||
|
Карта 26
|
||||||
|
N позиции
|
Способ перемещения
|
Содержание приемов
|
Время при транспортировании T, мин.
|
|||
|
на один метр
|
на каждый последующий метр
|
|||||
|
1
|
Вручную и пневмотолкателем
|
Сдвинуть контейнер (опоку)
|
на рольганг вручную
|
0,03
|
-
|
|
|
2
|
пневматическим толкателем
|
0,04
|
-
|
|||
|
3
|
Переместить контейнер по рольгангу
|
0,025
|
0,015
|
|||
|
4
|
Вручную
|
Подойти, взять контейнер (опоку),
подвести и установить на стол, рольганг и т.п.
|
масса контейнера до 16 кг
|
0,07
|
0,015
|
|
|
5
|
масса контейнера более 16 кг
|
0,09
|
0,015
|
|||
|
6
|
Подъемником
|
Застропить контейнер, приподнять и переместить
|
0,05
|
0,02
|
||
|
7
|
Установить контейнер на плиту, рольганг, плац и расстропить
|
0,07
|
-
|
|||
|
8
|
Переместить подъемник по монорельсу без груза
|
0,02
|
0,02
|
|||
|
Индекс
|
а
|
б
|
||||
|
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЛИЧНЫЕ НАДОБНОСТИ
|
Изготовление оболочковых форм
|
||||
|
Массовое и крупносерийное производство
|
|||||
|
Карта 27
|
|||||
|
Содержание работы
1. Раскладывание инструмента, приспособлений в начале смены и уборка их в конце смены.
2. Уборка рабочего места на протяжении смены и в конце ее.
3. Содержание в чистоте оборудования, инструмента, приспособлений в процессе работы и в конце смены.
4. Подналадка и регулирование узлов оборудования (съемника, механизма поворота бункера, стола и др.) в процессе работы.
5. Засыпка смеси в бункер в течение рабочей смены.
6. Очистка от приставшей смеси модельной плиты и кромок бункера.
|
|||||
|
N позиции
|
Вид работы
|
Время в процентах от оперативного
|
|||
|
на обслуживание рабочего места
|
на отдых и личные потребности
|
||||
|
1
|
Изготовление оболочковых форм на:
|
автоматах
|
3
|
4
|
|
|
2
|
полуавтоматах
|
3
|
5
|
||
|
3
|
Сборка оболочковых форм
|
2
|
6
|
||
|
Индекс
|
а
|
б
|
|||
Примечания:
1. При разогреве модельных плит до рабочей температуры в начале смены самим формовщиком необходимое подготовительно-заключительное время следует учитывать при расчете штучно-калькуляционного времени.
2. Время на отдых и личные потребности учитывает следующие факторы:
а) физические усилия - незначительные;
б) темп работы - средний;
в) монотонность работы - незначительная;
г) температура и тепловое излучение - незначительно повышенные;
д) загрязненность - незначительная.
При других условиях работы время на отдых и личные потребности следует устанавливать согласно межотраслевым рекомендациям "Определение нормативов времени на отдых и личные надобности", изданным НИИ труда, 1982 г.
4.2. Нормативы времени на изготовление оболочковых форм
СРЕДНЕСЕРИЙНОЕ ПРОИЗВОДСТВО
|
ОБДУВКА СЖАТЫМ ВОЗДУХОМ, ОБРЫЗГИВАНИЕ МОДЕЛИ И МОДЕЛЬНОЙ ПЛИТЫ РАЗДЕЛИТЕЛЬНОЙ ЖИДКОСТЬЮ
|
Изготовление оболочковых форм
|
|||||||||
|
Среднесерийное производство
|
||||||||||
|
Карта 28
|
||||||||||
|
Характеристика категорий сложности
|
||||||||||
|
I категория сложности. Одна модель с прямолинейными поверхностями, с углублениями и выступами (до 3 шт. высотой до 10 мм) или несколько простых моделей (без выступов и углублений) с редким расположением на плите, не усложняющим обдувку и обрызгивание.
II категория сложности. Одна модель с прямолинейными и криволинейными поверхностями, с углублениями и выступами (до 5 шт. высотой до 20 мм) или несколько простых моделей с расположением на плите, незначительно усложняющим обдувку и обрызгивание.
III категория сложности. Одна модель с криволинейными поверхностями, с выступами и углублениями (более 5 шт. высотой свыше 20 мм) или несколько простых или сложных моделей с частым расположением на плите, затрудняющим обдувку и обрызгивание.
|
||||||||||
|
Содержание работы
1. Обдуть модель и модельную плиту сжатым воздухом.
2. Обрызгать модель и модельную штату разделительной жидкостью с помощью пульверизатора.
|
||||||||||
|
Формулы расчета:
|
 - инд. а - инд. а - инд. б - инд. б - инд. в - инд. в |
|||||||||
|
N позиции
|
Площадь плиты S, дм2, до
|
Категория сложности
|
N позиции
|
Площадь плиты S, дм2, до
|
Категория сложности
|
|||||
|
I
|
II
|
III
|
I
|
II
|
III
|
|||||
|
Время на плиту T, мин.
|
Время на плиту T, мин.
|
|||||||||
|
1
|
10
|
0,168
|
0,192
|
0,240
|
11
|
36
|
0,273
|
0,312
|
0,390
|
|
|
2
|
12
|
0,180
|
0,206
|
0,257
|
12
|
40
|
0,284
|
0,325
|
0,406
|
|
|
3
|
14
|
0,191
|
0,218
|
0,273
|
13
|
45
|
0,297
|
0,340
|
0,425
|
|
|
4
|
16
|
0,201
|
0,229
|
0,287
|
14
|
50
|
0,310
|
0,354
|
0,442
|
|
|
5
|
18
|
0,210
|
0,240
|
0,300
|
15
|
55
|
0,321
|
0,367
|
0,458
|
|
|
6
|
20
|
0,219
|
0,250
|
0,312
|
16
|
60
|
0,332
|
0,379
|
0,474
|
|
|
7
|
22
|
0,227
|
0,259
|
0,324
|
17
|
65
|
0,342
|
0,391
|
0,489
|
|
|
8
|
25
|
0,238
|
0,272
|
0,340
|
18
|
70
|
0,352
|
0,402
|
0,503
|
|
|
9
|
28
|
0,248
|
0,284
|
0,355
|
19
|
75
|
0,361
|
0,413
|
0,516
|
|
|
10
|
32
|
0,261
|
0,299
|
0,373
|
20
|
80
|
0,370
|
0,423
|
0,529
|
|
|
Индекс
|
а
|
б
|
в
|
Индекс
|
а
|
б
|
в
|
|||
Примечание. Время в нормативной карте приведено на одно обрызгивание. Периодичность обдувки и обрызгивания устанавливается технологом согласно утвержденной технологической инструкции.
|
ПРИЕМЫ, ЗАВИСЯЩИЕ ОТ КОНСТРУКЦИИ МАШИНЫ ПРИ ИЗГОТОВЛЕНИИ ОБОЛОЧКОВОЙ ФОРМЫ
|
Изготовление оболочковых форм
|
||
|
Среднесерийное производство
|
|||
|
Карта 29
|
|||
|
Содержание работы
1. Повернуть модельную плиту на бункер.
2. Повернуть модельную плиту с бункером на 180° и возвратить ее в исходное положение.
3. Подать модельную плиту с оболочкой в печь или закрыть ее колпаковой печью.
4. Выдать готовую оболочку из печи или поднять колпаковую печь и переместить на вторую позицию.
5. Снять с модельной плиты готовую оболочку и положить ее на место.
|
|||
|
N позиции
|
Наименование и модель машины
|
Штучное время на оболочку T, мин.
|
|
|
1
|
Четырехпозиционный полуавтомат модели СКФ-3М конструкции ВПТИтяжмаш
|
0,66
|
|
|
2
|
Пятипозиционный полуавтомат конструкции бывшего ВПТИтяжмаш
|
0,57
|
|
|
3
|
Двухпозиционный полуавтомат модели УКФ-4 конструкции НИИтракторсельмаш
|
1,45
|
|
|
4
|
Двухпозиционный полуавтомат модели АКФ-3 конструкции НИИтракторсельмаш
|
1,0
|
|
|
5
|
Двухпозиционный полуавтомат модели УОФ-1М конструкции НИИТмаш
|
0,97
|
|
|
6
|
Четырехпозиционная механизированная машина модели СКФ-2М конструкции ВПТИтяжмаш
|
0,5
|
|
|
7
|
Двухпозиционная механизированная машина модели УКФ-2 конструкции НИИТавтопром
|
0,77
|
|
|
8
|
Однопозиционная машина конструкции НИИТавтопром
|
0,81
|
|
|
9
|
Однопозиционная машина модели ЛОФ-1 конструкции НИАТ
|
0,84
|
|
|
10
|
Четырехпозиционный полуавтомат модели ЛОФ-4
|
0,66
|
|
Примечание. На дополнительный прием - разрезать оболочку ножом по линии разделения (на случай, когда верх и низ на одной плите), ко времени по карте добавлять 0,11 мин.
|
ФОРМИРОВАНИЕ ОБОЛОЧКИ ПОД ДЕЙСТВИЕМ ТЕПЛА НАГРЕТОЙ МОДЕЛЬНОЙ ПЛИТЫ
|
Изготовление оболочковых форм
|
|||||||
|
Среднесерийное производство
|
||||||||
|
Карта 30
|
||||||||
|
Формула расчета:
|
 |
|||||||
|
Рекомендуемые режимы
|
||||||||
|
N позиции
|
Толщина оболочки B, мм, до
|
Температура нагрева модельной плиты t, °C
|
||||||
|
180
|
200
|
220
|
250
|
280
|
||||
|
Время выдержки на оболочку T, мин.
|
||||||||
|
1
|
5,0
|
0,169
|
0,149
|
0,132
|
-
|
-
|
||
|
2
|
5,5
|
0,205
|
0,180
|
0,160
|
0,136
|
-
|
||
|
3
|
6,0
|
0,244
|
0,214
|
0,190
|
0,162
|
-
|
||
|
4
|
6,5
|
0,286
|
0,251
|
0,223
|
0,190
|
0,165
|
||
|
5
|
7,0
|
0,332
|
0,291
|
0,259
|
0,220
|
0,191
|
||
|
6
|
7,5
|
0,381
|
0,334
|
0,297
|
0,253
|
0,220
|
||
|
7
|
8,0
|
0,434
|
0,380
|
0,338
|
0,288
|
0,250
|
||
|
8
|
8,5
|
0,490
|
0,429
|
0,381
|
0,325
|
0,282
|
||
|
9
|
9,0
|
0,549
|
0,481
|
0,427
|
0,364
|
0,316
|
||
|
10
|
9,5
|
0,612
|
0,536
|
0,476
|
0,406
|
0,352
|
||
|
11
|
10,0
|
0,678
|
0,594
|
0,528
|
0,450
|
0,390
|
||
|
12
|
10,5
|
0,747
|
0,655
|
0,582
|
0,496
|
0,430
|
||
|
13
|
11,0
|
0,820
|
0,719
|
0,638
|
0,544
|
0,472
|
||
|
14
|
11,5
|
0,897
|
0,786
|
0,698
|
0,595
|
0,516
|
||
|
15
|
12,0
|
0,976
|
0,856
|
0,760
|
0,648
|
0,562
|
||
|
16
|
12,5
|
1,059
|
0,929
|
0,824
|
0,703
|
0,610
|
||
|
17
|
13,0
|
1,146
|
1,004
|
0,892
|
0,760
|
0,660
|
||
|
18
|
14,0
|
1,329
|
1,165
|
1,034
|
0,881
|
0,765
|
||
|
19
|
15,0
|
1,525
|
1,337
|
1,187
|
1,012
|
0,878
|
||
|
20
|
16,0
|
1,736
|
1,521
|
1,351
|
1,151
|
0,999
|
||
|
21
|
17,0
|
-
|
1,718
|
1,525
|
1,300
|
1,128
|
||
|
22
|
18,0
|
-
|
-
|
1,709
|
1,457
|
1,264
|
||
|
23
|
19,0
|
-
|
-
|
1,905
|
1,623
|
1,409
|
||
|
24
|
20,0
|
-
|
-
|
2,110
|
1,799
|
1,561
|
||
|
25
|
22,0
|
-
|
-
|
2,553
|
2,176
|
1,889
|
||
|
26
|
24,0
|
-
|
-
|
3,039
|
2,590
|
2,248
|
||
|
27
|
26,0
|
-
|
-
|
3,566
|
3,040
|
2,638
|
||
|
28
|
28,0
|
-
|
-
|
4,136
|
3,525
|
3,060
|
||
|
29
|
30,0
|
-
|
4,748
|
4,047
|
3,512
|
|||
|
Индекс
|
а
|
б
|
в
|
г
|
д
|
|||
Примечание. Продолжительность формирования оболочки под действием тепла нагретой модельной плиты устанавливается технологом согласно утвержденной технологической инструкции.
|
СПЕКАНИЕ ОБОЛОЧКИ В НАГРЕВАТЕЛЬНОЙ ПЕЧИ
|
Изготовление оболочковых форм
|
|||||||
|
Среднесерийное производство
|
||||||||
|
Карта 31
|
||||||||
|
Формула расчета:
|
 |
|||||||
|
Рекомендуемые режимы
|
||||||||
|
N позиции
|
Толщина оболочки B, мм, до
|
Температура нагрева модельной плиты t, °C
|
||||||
|
300
|
350
|
400
|
450
|
500
|
||||
|
Время выдержки на оболочку T, мин.
|
||||||||
|
1
|
5,0
|
0,819
|
0,660
|
0,550
|
-
|
-
|
||
|
2
|
5,5
|
0,924
|
0,748
|
0,627
|
-
|
-
|
||
|
3
|
6,0
|
1,04
|
0,836
|
0,704
|
-
|
-
|
||
|
4
|
6,5
|
1,16
|
0,935
|
0,780
|
-
|
-
|
||
|
5
|
7,0
|
1,27
|
1,04
|
0,858
|
-
|
-
|
||
|
6
|
7,5
|
1,39
|
1,12
|
0,946
|
-
|
-
|
||
|
7
|
8,0
|
1,51
|
1,22
|
1,02
|
0,870
|
-
|
||
|
8
|
8,5
|
1,63
|
1,33
|
1,11
|
0,946
|
-
|
||
|
9
|
9,0
|
1,77
|
1,43
|
1,21
|
1,02
|
-
|
||
|
10
|
9,5
|
1,90
|
1,54
|
1,28
|
1,09
|
-
|
||
|
11
|
10,0
|
2,03
|
1,65
|
1,38
|
1,17
|
-
|
||
|
12
|
10,5
|
2,16
|
1,75
|
1,46
|
1,25
|
1,08
|
||
|
13
|
11,0
|
2,31
|
1,87
|
1,56
|
1,33
|
1,16
|
||
|
14
|
11,5
|
2,43
|
1,98
|
1,65
|
1,41
|
1,21
|
||
|
15
|
12,0
|
2,57
|
2,09
|
1,74
|
1,49
|
1,29
|
||
|
16
|
12,5
|
2,72
|
2,20
|
1,84
|
1,57
|
1,37
|
||
|
17
|
13,0
|
2,86
|
2,31
|
1,94
|
1,65
|
1,43
|
||
|
18
|
14,0
|
3,15
|
2,56
|
2,13
|
1,82
|
1,59
|
||
|
19
|
15,0
|
3,45
|
2,81
|
2,34
|
1,99
|
1,73
|
||
|
20
|
16,0
|
3,75
|
3,05
|
2,58
|
2,17
|
1,88
|
||
|
21
|
17,0
|
4,07
|
3,30
|
2,76
|
2,36
|
2,04
|
||
|
22
|
18,0
|
4,38
|
3,55
|
2,97
|
2,53
|
2,20
|
||
|
23
|
19,0
|
4,70
|
3,82
|
3,19
|
2,72
|
2,37
|
||
|
24
|
20,0
|
5,03
|
4,07
|
3,41
|
2,86
|
2,53
|
||
|
25
|
22,0
|
-
|
-
|
3,85
|
3,30
|
2,86
|
||
|
26
|
24,0
|
-
|
-
|
4,40
|
3,70
|
3,19
|
||
|
27
|
26,0
|
-
|
-
|
4,73
|
4,10
|
3,52
|
||
|
28
|
28,0
|
-
|
-
|
5,28
|
4,54
|
3,93
|
||
|
29
|
30,0
|
-
|
-
|
5,29
|
4,95
|
4,29
|
||
|
Индекс
|
а
|
б
|
в
|
г
|
д
|
|||
Примечание. Время спекания оболочки в нагревательной печи в норму штучного времени не входит или входит только та часть затрат времени, которая не перекрывает ручные и другие приемы по управлению работой машины.
|
УСТАНОВКА СТЕРЖНЕЙ В ФОРМУ
|
Изготовление оболочковых форм
|
|||||||||
|
Среднесерийное производство
|
||||||||||
|
Карта 32
|
||||||||||
|
Характеристика категорий сложности
|
||||||||||
|
I категория сложности. Стержни простые с удобной установкой без подгонки, имеющие один знак.
II категория сложности. Стержни средней сложности, требующие незначительной подгонки, осаживания при установке, имеющие до трех знаков.
III категория сложности. Стержни сложные, устанавливаемые в труднодоступных местах, требующие точной подгонки, имеющие более трех знаков.
|
||||||||||
|
Содержание работы
1. Взять стержень, установить его в форму.
|
||||||||||
|
Формулы расчета:
|
T = 0,117 *
T = 0,134 *
T = 0,163 *
|
|||||||||
|
N позиции
|
Объем стержня V, дм3, до
|
Категория сложности
|
N позиции
|
Объем стержня V, дм3, до
|
Категория сложности
|
|||||
|
I
|
II
|
III
|
I
|
II
|
III
|
|||||
|
Штучное время на стержень T, мин.
|
Штучное время на стержень T, мин.
|
|||||||||
|
1
|
0,05
|
0,059
|
0,067
|
0,082
|
10
|
0,6
|
0,104
|
0,119
|
0,145
|
|
|
2
|
0,1
|
0,069
|
0,079
|
0,096
|
11
|
0,8
|
0,111
|
0,127
|
0,155
|
|
|
3
|
0,15
|
0,076
|
0,087
|
0,105
|
12
|
1,0
|
0,117
|
0,134
|
0,163
|
|
|
4
|
0,2
|
0,081
|
0,093
|
0,113
|
13
|
1,6
|
0,130
|
0,149
|
0,182
|
|
|
5
|
0,25
|
0,085
|
0,097
|
0,118
|
14
|
2,0
|
0,137
|
0,157
|
0,191
|
|
|
6
|
0,3
|
0,089
|
0,102
|
0,124
|
15
|
3,0
|
0,151
|
0,173
|
0,210
|
|
|
7
|
0,35
|
0,092
|
0,105
|
0,128
|
16
|
4,0
|
0,161
|
0,184
|
0,224
|
|
|
8
|
0,4
|
0,095
|
0,109
|
0,132
|
17
|
5,0
|
0,169
|
0,194
|
0,236
|
|
|
9
|
0,5
|
0,100
|
0,114
|
0,139
|
18
|
6,0
|
0,177
|
0,202
|
0,246
|
|
|
Индекс
|
а
|
б
|
в
|
Индекс
|
а
|
б
|
в
|
|||
Примечания:
1. При зачистке стержня перед установкой его в форму время по карте применять с коэффициентом 1,6.
2. При установке жеребеек ко времени в карте добавлять по 0,03 мин. на каждую жеребейку.
3. При установке одновременно нескольких стержней время по карте применять соответственно суммарному объему всех стержней.
|
СБОРКА ФОРМ
|
Изготовление оболочковых форм
|
|||||||||
|
Среднесерийное производство
|
||||||||||
|
Карта 33
|
||||||||||
|
Содержание работы
Склеивание (крепление форм вручную)
1. Подать форму для сборки (на расстояние до 3 м).
2. Зачистить заусенцы щеткой на полуформах.
3. Обдуть форму сжатым воздухом.
4. Нанести термореактивный клей кистью на плоскость разъема нижней полуформы.
5. Накрыть ее верхней полуформой, скрепить скобами, струбцинами.
6. Взять форму и положить на место.
Склеивание форм на пневматическом штыревом прессе модели УСОФ-150 и ему подобных
1. Взять склеенную форму, переместить (до 3 м) к прессу и установить ее в пресс.
2. Выдержать форму в прессе.
3. Вынуть форму из пресса, переместить (до 3 м) и положить на место.
Склеивание на полуавтоматических прессах моделей 880, 881, 882
1. Подать форму для сборки.
2. Зачистить заусенцы щеткой и обдуть форму сжатым воздухом.
3. Установить нижнюю полуформу на рамку каретки пресса.
4. Нанести пульвербакелит на поверхность разъема полуформы.
5. Установить верхнюю полуформу на нижнюю.
6. Подать каретку с формой под пресс и выдержать.
7. Подать каретку с готовой формой на исходную позицию.
8. Снять форму с рамки каретки, переместить (до 3 м) и положить на место.
|
||||||||||
|
Формулы расчета:
|
T = 0,42 *
T = 2,043 *
T = 1,49 *
T = 0,498 *
T = 0,482 *
|
|||||||||
|
N позиции
|
Площадь модельной плиты S, дм2, до
|
Способ склеивания
|
Скрепление полуформ
|
|||||||
|
Вручную (склеивание)
|
На пневматическом прессе УСОФ-150
|
На полуавтоматическом прессе (880, 881, 882)
|
скобами-зажимами
|
струбцинами
|
||||||
|
Количество креплений n, шт.
|
||||||||||
|
2
|
4
|
6
|
4
|
6
|
||||||
|
Штучное время на форму T, мин.
|
||||||||||
|
1
|
10
|
0,94
|
2,63
|
1,92
|
1,40
|
1,77
|
2,03
|
1,51
|
1,87
|
|
|
2
|
15
|
1,08
|
2,75
|
2,01
|
1,62
|
2,05
|
2,35
|
1,62
|
2,00
|
|
|
3
|
20
|
1,20
|
2,84
|
2,07
|
1,79
|
2,27
|
2,61
|
1,70
|
2,10
|
|
|
4
|
25
|
1,30
|
2,91
|
2,12
|
1,94
|
2,46
|
2,82
|
1,77
|
2,19
|
|
|
5
|
30
|
1,38
|
2,97
|
2,17
|
2,08
|
2,63
|
3,02
|
1,83
|
2,25
|
|
|
6
|
40
|
1,53
|
3,07
|
2,24
|
2,30
|
2,91
|
3,34
|
1,92
|
2,37
|
|
|
7
|
50
|
1,65
|
3,14
|
2,29
|
2,49
|
3,16
|
3,62
|
1,99
|
2,46
|
|
|
8
|
60
|
1,76
|
3,21
|
2,34
|
2,66
|
3,37
|
3,87
|
2,05
|
2,54
|
|
|
Индекс
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
||
Примечания:
1. Расстояние перемещения принято 3 м. На каждый последующий метр перемещения добавлять 0,015 мин.
2. На крепление скобами, струбцинами свыше 6 шт. на каждую последующую добавлять: скобу - 0,09 мин., струбцину - 0,18 мин.
|
ДОПОЛНИТЕЛЬНЫЕ ПРИЕМЫ ПРИ СБОРКЕ ФОРМ
|
Изготовление оболочковых форм
|
|||
|
Среднесерийное производство
|
||||
|
Карта 34
|
||||
|
N позиции
|
Содержание приемов работы
|
Площадь модельной плиты S, дм2, до
|
||
|
20
|
40
|
60
|
||
|
Штучное время T, мин.
|
||||
|
1
|
Установить груз-рамку на плоскость разъема полуформы и снять его (правка горячих полуформ)
|
0,08
|
0,10
|
0,12
|
|
2
|
Установить холодильник
|
0,02
|
0,03
|
0,04
|
|
3
|
Установить груз на форму и снять его
|
0,18
|
0,21
|
0,25
|
|
Индекс
|
а
|
б
|
в
|
|
|
УСТАНОВКА ФОРМ
ПОД ЗАЛИВКУ
|
Изготовление оболочковых форм
|
|||||||
|
Среднесерийное производство
|
||||||||
|
Карта 35
|
||||||||
|
Содержание работы
1. Подойти, взять (застропить) форму, переместить к месту заливки.
2. Установить форму под заливку на плац, конвейер, заливочное приспособление.
|
||||||||
|
Формулы расчета:
|
||||||||
|
Вручную
T = 0,084 *
T = 0,076 *
T = 0,091 *
T = 0,475 *
|
Подъемником
T = 0,326 *
T = 0,291 *
T = 0,465 *
T = 0,778 *
|
|||||||
|
N позиции
|
Место установки формы
|
Способ установки
|
||||||
|
Вручную
|
Подъемником
|
|||||||
|
Площадь модельной плиты S, дм2, до
|
||||||||
|
20
|
40
|
60
|
20
|
40
|
60
|
|||
|
Время на форму T, мин.
|
||||||||
|
1
|
Плац
|
0,132
|
0,146
|
0,155
|
0,390
|
0,407
|
0,417
|
|
|
2
|
Конвейер
|
0,119
|
0,132
|
0,140
|
0,348
|
0,363
|
0,372
|
|
|
3
|
Контейнер
|
0,143
|
0,158
|
0,168
|
0,524
|
0,539
|
0,548
|
|
|
4
|
Заливочное приспособление
|
0,744
|
0,826
|
0,878
|
0,877
|
0,902
|
0,916
|
|
|
Индекс
|
а
|
б
|
в
|
г
|
д
|
е
|
||
Примечание. Расстояние перемещения форм принято 2 м, на каждый последующий метр перемещения добавлять:
а) вручную при площади модельной плиты, дм2, до 20 - 0,015 мин.; 40 - 0,018 мин.; 60 - 0,02 мин.;
б) подъемником - 0,02 мин.
|
НАПОЛНЕНИЕ КОНТЕЙНЕРА СМЕСЬЮ
|
Изготовление оболочковых форм
|
||||||
|
Среднесерийное производство
|
|||||||
|
Карта 36
|
|||||||
|
Содержание работы
1. Установить контейнер на плиту.
2. Насыпать на дно контейнера смесь (постель толщиной 45 - 55 мм) и разровнять ее.
3. Установить формы в контейнер.
4. Установить чашу на литниковый стол и закрыть ее крышкой.
5. Наполнить контейнер смесью из бункера или вручную.
6. Уплотнить смесь путем встряхивания или трамбования.
7. Срезать лишнюю смесь линейкой.
8. Освободить крышку от смеси, снять с чаши и положить на место.
9. Снять контейнер с плиты подъемником, переместить (до 5 м) и установить на место заливки.
|
|||||||
|
Формулы расчета:
|
T = 0,164 *
T = 0,114 *
|
||||||
|
N позиции
|
Площадь контейнера S, дм2
|
Способ наполнения
|
|||||
|
Из бункера
|
Вручную
|
||||||
|
Высота контейнера H, мм
|
|||||||
|
400
|
600
|
400
|
600
|
||||
|
Время на форму T, мин.
|
|||||||
|
1
|
20
|
1,34
|
1,41
|
1,74
|
1,87
|
||
|
2
|
25
|
1,47
|
1,55
|
1,98
|
2,12
|
||
|
3
|
30
|
1,58
|
1,68
|
2,19
|
2,35
|
||
|
4
|
35
|
1,69
|
1,79
|
2,40
|
2,57
|
||
|
5
|
40
|
1,79
|
1,89
|
2,58
|
2,77
|
||
|
6
|
45
|
1,88
|
1,99
|
2,76
|
2,96
|
||
|
7
|
50
|
1,96
|
2,08
|
2,94
|
3,14
|
||
|
8
|
60
|
2,12
|
2,24
|
3,26
|
3,49
|
||
|
Индекс
|
а
|
б
|
в
|
г
|
|||
Примечание. При наполнении контейнера дробью время по карте применять с коэффициентом 1,3.
|
ВЫБИВКА ФОРМ НА ВЫБИВНОЙ ВСТРЯХИВАЮЩЕЙ РЕШЕТКЕ
|
Изготовление оболочковых форм
|
||||||||||
|
Среднесерийное производство
|
|||||||||||
|
Карта 37
|
|||||||||||
|
Содержание работы
Из контейнера, наполненного дробью
1. Подать подъемником контейнер к таре.
2. Высыпать дробь в тару.
3. Положить форму из тары в контейнер.
4. Подать подъемником контейнер с формой к выбивной решетке.
5. Перевернуть контейнер и сбросить форму на решетку.
6. Поставить контейнер на место.
7. Выбить форму встряхиванием.
8. Обломать литники и выпоры (у отливок из чугуна).
9. Уложить отливки и остатки литниковой системы в ящик.
Из формы и контейнера, наполненного смесью
1. Подать подъемником форму, контейнер на выбивную решетку.
2. Выбить форму встряхиванием.
3. Обломать литники и выпоры (у отливок из чугуна).
4. Снять контейнер с решетки, переместить и поставить на место.
5. Уложить отливки и остатки литниковой системы в ящик.
|
|||||||||||
|
Формулы расчета:
|
T = 0,491 *
T = 0,411 *
T = 0,34 *
|
||||||||||
|
N позиции
|
Удаление отливки
|
Площадь модельной плиты S, дм2, до
|
|||||||||
|
10
|
12
|
16
|
20
|
25
|
30
|
40
|
50
|
60
|
|||
|
Штучное время на форму T, мин.
|
|||||||||||
|
1
|
Из контейнера с дробью
|
1,26
|
1,36
|
1,53
|
1,68
|
1,84
|
1,98
|
2,23
|
2,44
|
2,63
|
|
|
2
|
Из контейнера со смесью
|
1,06
|
1,14
|
1,28
|
1,40
|
1,54
|
1,66
|
1,87
|
2,04
|
2,20
|
|
|
3
|
Из формы
|
0,87
|
0,94
|
1,06
|
1,16
|
1,27
|
1,37
|
1,54
|
1,69
|
1,82
|
|
|
Индекс
|
а
|
б
|
в
|
г
|
д
|
е
|
ж
|
з
|
и
|
||
Примечание. Расстояние перемещения принято до 5 м, на каждый последующий метр перемещения добавлять по 0,02 мин.
|
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЛИЧНЫЕ НАДОБНОСТИ
|
Изготовление оболочковых форм
|
|||||
|
Среднесерийное производство
|
||||||
|
Карта 38
|
||||||
|
Содержание работы
Подготовительно-заключительное время
1. Получение наряда.
2. Ознакомление с работой и техническими условиями.
3. Получение инструктажа от мастера.
4. Получение инструментов и приспособлений.
5. Разогрев модельных плит до рабочей температуры в начале работы.
6. Засыпка смеси в бункер в начале работы.
Обслуживание рабочего места
1. Раскладывание инструмента, приспособлений в начале смены и уборка их в конце смены.
2. Уборка рабочего места на протяжении смены и в конце ее.
3. Содержание в чистоте оборудования, инструмента, приспособлений в конце работы и в конце смены.
4. Подналадка и регулирование узлов оборудования (съемника, механизма поворота бункера, стола и др.) в процессе работы.
5. Засыпка смеси в бункер в течение рабочей смены.
6. Очистка от пригара модельной плиты и кромок бункера.
|
||||||
|
N позиции
|
Вид работы
|
Подготовительно-заключительное время T, мин.
|
Время в процентах от оперативного
|
|||
|
на обслуживание рабочего места
|
на отдых и личные потребности
|
|||||
|
1
|
Изготовление оболочковых форм
|
при разогреве модельных плит в начале работы самим формовщиком
|
32 - 50
|
3
|
5
|
|
|
2
|
при разогреве модельных плит до начала работы вспомогательными рабочими
|
12
|
3
|
5
|
||
|
3
|
Сборка оболочковых форм
|
12
|
2
|
6
|
||
Примечания:
1. Во время разогрева модельных плит (в начале работы) формовщик производит засыпку бункера смесью.
2. Время на обслуживание рабочего места, на отдых и личные потребности в картах 28 - 37 нормативов учтено, в данной карте приведено для сведения.
3. Максимальное значение подготовительно-заключительного времени (50 мин.) предусмотрено на период зимних условий.
4.3. Нормативы времени на изготовление оболочковых стержней
МАССОВОЕ И КРУПНОСЕРИЙНОЕ ПРОИЗВОДСТВО
|
ОБДУВКА СЖАТЫМ ВОЗДУХОМ, ОБРЫЗГИВАНИЕ СТЕРЖНЕВОГО ЯЩИКА РАЗДЕЛИТЕЛЬНОЙ ЖИДКОСТЬЮ
|
Изготовление оболочковых стержней
|
|||||||||
|
Массовое и крупносерийное производство
|
||||||||||
|
Карта 39
|
||||||||||
|
Характеристика категорий сложности
|
||||||||||
|
I категория сложности. Ящики вытряхные или разъемные одногнездные для изготовления простых стержней без резких переходов и сужений или ящики с несколькими гнездами для изготовления простых мелких стержней, не усложняющими обдувку и обрызгивание.
II категория сложности. Ящики вытряхные или разъемные одногнездные, имеющие незначительные выступы и углубления, или многогнездные для изготовления мелких стержней с расположением гнезд, усложняющим обдувку и обрызгивание.
III категория сложности. Ящики вытряхные или разъемные одногнездные с отъемными частями или многогнездные, имеющие по одной части на каждое гнездо. Обдувка и обрызгивание затруднены.
|
||||||||||
|
Содержание работы
1. Взять шланг или пульверизатор, открыть клапан.
2. Обдуть рабочую поверхность стержневого ящика сжатым воздухом или обрызгать его разделительной жидкостью.
3. Закрыть клапан, положить шланг или пульверизатор на место.
|
||||||||||
|
Формулы расчета:
|
T = 0,027 *
T = 0,035 *
T = 0,047 *
|
T = 0,034 *
T = 0,042 *
T = 0,055 *
|
||||||||
|
N позиции
|
Площадь стержневого ящика S, дм2, до
|
Обдувка
|
Обрызгивание
|
|||||||
|
Категория сложности
|
||||||||||
|
I
|
II
|
III
|
I
|
II
|
III
|
|||||
|
Время на форму T, мин.
|
||||||||||
|
1
|
4
|
0,047
|
0,059
|
0,077
|
0,059
|
0,071
|
0,091
|
|||
|
2
|
6
|
0,055
|
0,069
|
0,090
|
0,070
|
0,083
|
0,105
|
|||
|
3
|
8
|
0,062
|
0,077
|
0,099
|
0,078
|
0,093
|
0,116
|
|||
|
4
|
10
|
0,068
|
0,084
|
0,108
|
0,085
|
0,101
|
0,126
|
|||
|
5
|
12
|
0,073
|
0,090
|
0,115
|
0,092
|
0,108
|
0,135
|
|||
|
6
|
14
|
0,078
|
0,095
|
0,122
|
0,098
|
0,114
|
0,142
|
|||
|
7
|
16
|
0,082
|
0,100
|
0,128
|
0,103
|
0,120
|
0,149
|
|||
|
8
|
20
|
0,089
|
0,109
|
0,138
|
0,113
|
0,131
|
0,162
|
|||
|
9
|
25
|
0,098
|
0,119
|
0,150
|
0,123
|
0,143
|
0,175
|
|||
|
10
|
30
|
0,105
|
0,127
|
0,160
|
0,133
|
0,153
|
0,187
|
|||
|
11
|
35
|
0,112
|
0,135
|
0,169
|
0,141
|
0,162
|
0,198
|
|||
|
12
|
40
|
0,118
|
0,142
|
0,177
|
0,149
|
0,171
|
0,208
|
|||
|
Индекс
|
а
|
б
|
в
|
г
|
д
|
е
|
||||
Примечания: 1. При нанесении разделительной жидкости кистью время по карте применять с коэффициентом 1,5. 2. Время в карте дано на одну обдувку и одно обрызгивание. Периодичность обдувки и обрызгивания устанавливается технологом согласно утвержденной технологической инструкции.
|
ИЗГОТОВЛЕНИЕ ОБОЛОЧКОВЫХ СТЕРЖНЕЙ НА ДЕСЯТИПОЗИЦИОННОМ АВТОМАТЕ МОДЕЛИ АЦИС-10
|
Изготовление оболочковых стержней
|
||
|
Массовое и крупносерийное производство
|
|||
|
Карта 40
|
|||
|
N позиции
|
Содержание приемов работы, продолжительность которых зависит от конструкции машины
|
Время T, мин.
|
|
|
1
|
Повернуть стол (барабан) на 1/10 оборота и зафиксировать
|
0,074
|
|
|
2
|
Наполнить из дозатора определенный объем смеси в лоток
|
0,036
|
|
|
3
|
Ввести лоток со смесью в изложницы
|
0,036
|
|
|
4
|
Повернуть лоток, засыпать смесь и возвратить под дозатор
|
0,11
|
|
|
5
|
Вытолкнуть толкателем стержень из изложницы на приемник и возвратить толкатель в исходное положение
|
0,11
|
|
|
6
|
Направить отсекателем стержень на приемный стол
|
0,28
|
|
|
7
|
Ввести опрыскиватель в изложницу, обрызгать разделительной жидкостью и возвратить в исходное положение
|
0,11
|
|
|
8
|
Итого
|
0,756
|
|
Примечание. Кулачковый вал командоконтроллера производит полный оборот за 0,25 мин. (неперекрываемое время изготовления стержня).
|
ИЗГОТОВЛЕНИЕ ОБОЛОЧКОВЫХ СТЕРЖНЕЙ НА ЧЕТЫРЕХПОЗИЦИОННОМ АВТОМАТЕ МОДЕЛИ АКС-4 КОНСТРУКЦИИ МИНСКОГО ФИЛИАЛА НИИТавтопром
|
Изготовление оболочковых стержней
|
|||
|
Массовое и крупносерийное производство
|
||||
|
Карта 41
|
||||
|
N позиции
|
N позиции машины
|
Содержание приемов работы, продолжительность которых зависит от конструкции машины
|
Время T, мин.
|
|
|
1
|
I
|
Прижать ящик к надувной плите пневматическим цилиндром
|
0,033
|
|
|
2
|
Подать сжатый воздух в резервуар и наполнить ящик смесью
|
0,077
|
||
|
3
|
Произвести формирование оболочкового стержня в ящике
|
0,154
|
||
|
4
|
Снять давление, удалить избыток смеси из внутренней части ящика и освободить поджимы стержневого ящика
|
0,55
|
||
|
5
|
II, III
|
Произвести спекание оболочкового стержня в печи
|
Перекрывается приемами 1 - 6; 6 - 10
|
|
|
6
|
IV
|
Раскрыть стержневой ящик с помощью пневматического цилиндра (готовый стержень падает на специальный приемный лоток)
|
0,039
|
|
|
7
|
Взять готовый стержень с лотка и положить на стол
|
0,044
|
||
|
8
|
Закрыть ящик
|
0,039
|
||
|
9
|
Обдуть сжатым воздухом и обрызгать разделительной жидкостью внутреннюю поверхность стержневого ящика (автоматически)
|
0,22
|
||
|
10
|
С IV на I
|
Повернуть стол на 99°
|
0,055
|
|
|
11
|
Итого на стержень
|
1,211
|
||
Примечание. Рабочий резервуар пополняется смесью автоматически после каждого наполнения (надува) ящика.
|
ИЗГОТОВЛЕНИЕ ОБОЛОЧКОВЫХ СТЕРЖНЕЙ НА ТРЕХПОЗИЦИОННОМ ПОЛУАВТОМАТЕ МОДЕЛИ 4544
|
Изготовление оболочковых стержней
|
||
|
Массовое и крупносерийное производство
|
|||
|
Карта 42
|
|||
|
N позиции
|
Содержание приемов работы, продолжительность которых зависит от конструкции машины
|
Время T, мин.
|
|
|
1
|
Подвести в поперечном направлении стол со стояками под надувную головку
|
0,055
|
|
|
2
|
Подвести в продольном направлении подвижные части разъемного стержневого ящика к столу
|
0,077
|
|
|
3
|
Наполнить стержневой ящик смесью
|
0,11
|
|
|
4
|
Произвести спекание оболочки стержня в нагревательной электропечи
|
См. карту 5
|
|
|
5
|
Отвести, разъединить подвижные части ящика в исходное положение
|
0,075
|
|
|
6
|
Отвести стол с готовым стержнем в исходное положение
|
0,055
|
|
|
7
|
Снять со стола стержень вручную
|
0,099
|
|
|
8
|
Осмотреть стержень, срезать лишнюю смесь линейкой и поставить на место (расстояние 1,5 - 3 м)
|
Перекрывается приемами 1 - 4
|
|
|
9
|
Обдуть сжатым воздухом и обрызгать разделительной жидкостью стержневой ящик, стояки
|
0,165
|
|
|
10
|
Итого на ящик
|
0,636
|
|
Примечание. Время в карте приведено на один ящик. При определении времени на один стержень необходимо время, приведенное в карте, разделить на количество стержней, одновременно изготавливаемых в одном ящике.
|
ИЗГОТОВЛЕНИЕ ОБОЛОЧКОВЫХ СТЕРЖНЕЙ НА ТРЕХПОЗИЦИОННОМ ПОЛУАВТОМАТЕ МОДЕЛИ УОС-1 КОНСТРУКЦИИ НИИТмаш
|
Изготовление оболочковых стержней
|
||
|
Массовое и крупносерийное производство
|
|||
|
Карта 43
|
|||
|
N позиции
|
Содержание приемов работы, продолжительность которых зависит от конструкции машины
|
Время T, мин.
|
|
|
1
|
Подвести траверсу и закрыть знаковое отверстие стержневого ящика заглушками
|
0,154
|
|
|
2
|
Поднять резервуар со стержневой смесью и прижать трубку к знаку стержневого ящика
|
0,077
|
|
|
3
|
Заполнить стержневой ящик смесью под давлением 5 - 6 атм.
|
0,319
|
|
|
4
|
Произвести формирование оболочки стержня (выдержку)
|
0,253
|
|
|
5
|
Опустить резервуар со стержневой смесью и повернуть карусельный стол на 60°
|
0,22
|
|
|
6
|
Отвести заглушки, поднять траверсу, отвести ее в сторону и выдуть лишнюю смесь из ящика
|
0,143
|
|
|
7
|
Произвести спекание оболочки стержня в печи
|
Перекрываемое время
|
|
|
8
|
Открыть дверцы, повернуть карусельный стол на 60°, закрыть дверцы
|
0,253
|
|
|
9
|
Раскрыть стержневой ящик
|
0,033
|
|
|
10
|
Удалить готовый стержень из стержневого ящика и положить на стол
|
0,187
|
|
|
11
|
Собрать стержневой ящик
|
0,077
|
|
|
12
|
Итого на стержень
|
1,716
|
|
Примечания:
1. Все приемы на машине выполняются автоматически, кроме обдувки, обрызгивания стержневого ящика и съемки готового стержня с машины.
2. Время на обдувку и обрызгивание стержневого ящика определять по карте 39.
|
ИЗГОТОВЛЕНИЕ ОБОЛОЧКОВЫХ СТЕРЖНЕЙ НА ЦЕНТРОБЕЖНЫХ МАШИНАХ МОДЕЛЕЙ ЦУОГ-1, ЦУОГ-2 КОНСТРУКЦИИ ВПТИтяжмаш
|
Изготовление оболочковых стержней
|
|||
|
Массовое и крупносерийное производство
|
||||
|
Карта 44
|
||||
|
N позиции
|
Содержание приемов работы, продолжительность которых зависит от конструкции машины
|
Модель машины
|
||
|
ЦУОГ-1
|
ЦУОГ-2
|
|||
|
Время T, мин.
|
||||
|
1
|
Включить мотор вращения вала
|
0,0165
|
0,0165
|
|
|
2
|
Ввести пульверизатор внутрь стержневого ящика, обрызгать разделительной жидкостью, возвратить пульверизатор в исходное положение
|
0,286
|
0,363
|
|
|
3
|
Ввести желоб со смесью внутрь стержневого ящика, высыпать смесь, возвратить желоб в исходное положение
|
0,253
|
0,297
|
|
|
4
|
Ввести электронагреватель внутрь стержня
|
0,143
|
0,165
|
|
|
5
|
Произвести спекание стержня (выдержка в печи)
|
1,1
|
1,65
|
|
|
6
|
Возвратить электронагреватель в исходное положение
|
0,143
|
0,165
|
|
|
7
|
Выключить мотор вращения вала
|
0,0165
|
0,0165
|
|
|
8
|
Вытолкнуть толкателями готовый стержень из ящика. Взять и поставить его на приемный стол
|
0,44
|
0,484
|
|
|
9
|
Итого на стержень
|
2,40
|
3,16
|
|
Примечание. Во время спекания стержня формовщик производит засыпку желоба смесью, относит и устанавливает стержень на стеллаж.
|
ИЗГОТОВЛЕНИЕ ОБОЛОЧКОВЫХ СТЕРЖНЕЙ НА ПЕСКОДУВНОЙ МАШИНЕ
|
Изготовление оболочковых стержней
|
||||||||||
|
Массовое и крупносерийное производство
|
|||||||||||
|
Карта 45
|
|||||||||||
|
Содержание работы
1. Собрать стержневой ящик и скрепить откидными зажимами.
2. Установить ящик на рамку машины по направляющим фиксаторам и прижать его пневматическим зажимом.
3. Подать сжатый воздух под давлением 6 - 8 атм. в резервуар (поворотом рукоятки крана) и наполнить ящик смесью.
4. Произвести формирование оболочкового стержня в ящике.
5. Снять давление путем поворота рукоятки крана и удалить избыток смеси из внутренней части стержня.
6. Снять ящик с пескодувной машины и установить на стол.
7. Срезать лишнюю смесь линейкой.
8. Взять ящик, переместить (до 2 м) и установить его в печь.
9. Произвести спекание оболочкового стержня в печи (перекрываемое время).
10. Вынуть ящик из печи, переместить (до 2 м) и положить на стол.
11. Разобрать ящик.
12. Вынуть готовый стержень из ящика, переместить (до 2 м) и положить на место (стеллаж).
|
|||||||||||
|
Формулы расчета
|
T = 0,64 *
T = 0,77 *
T = 0,94 *
|
||||||||||
|
N позиции
|
Объем стержневого ящика V, дм3, до
|
Категория сложности
|
N позиции
|
Объем стержневого ящика V, дм3, до
|
Категория сложности
|
||||||
|
I
|
II
|
III
|
I
|
II
|
III
|
||||||
|
Штучное время на стержень T, мин.
|
Штучное время на стержень T, мин.
|
||||||||||
|
1
|
0,2
|
0,528
|
0,635
|
0,775
|
6
|
2
|
0,696
|
0,837
|
1,022
|
||
|
2
|
0,4
|
0,573
|
0,690
|
0,842
|
7
|
3
|
0,730
|
0,879
|
1,072
|
||
|
3
|
0,6
|
0,602
|
0,724
|
0,884
|
8
|
4
|
0,756
|
0,909
|
1,110
|
||
|
4
|
0,8
|
0,623
|
0,750
|
0,915
|
9
|
5
|
0,776
|
0,934
|
1,140
|
||
|
5
|
1
|
0,640
|
0,770
|
0,940
|
10
|
6
|
0,794
|
0,955
|
1,165
|
||
|
Индекс
|
а
|
б
|
в
|
Индекс
|
а
|
б
|
в
|
||||
Примечание. Во время спекания оболочкового стержня в печи рабочий-стерженщик во втором ящике изготавливает следующий стержень.
|
ИЗГОТОВЛЕНИЕ ОБОЛОЧКОВЫХ СТЕРЖНЕЙ ВРУЧНУЮ НА ПОВОРОТНОМ БУНКЕРЕ
|
Изготовление оболочковых стержней
|
|||||||||
|
Массовое и крупносерийное производство
|
||||||||||
|
Карта 46
|
||||||||||
|
Содержание работы
1. Собрать разъемный стержневой ящик и закрепить четырьмя откидными зажимами.
2. Установить ящик по направляющим пазам на бункер.
3. Повернуть бункер с ящиком на 180° вручную.
4. Произвести формирование оболочки (время брать по карте 4).
5. Повернуть бункер в исходное положение.
6. Снять стержневой ящик с бункера и установить на стол.
7. Срезать лишнюю смесь линейкой.
8. Установить стержневой ящик в печь.
9. Произвести спекание оболочки стержня в нагревательной печи (перекрывается приемами 1 - 12).
10. Вынуть стержневой ящик из печи, переместить и положить на стол.
11. Разобрать ящик, вынуть стержень и положить на стол.
12. Зачистить вручную напильником стержень по плоскости разъема, переместить и установить на место.
|
||||||||||
|
Формулы расчета:
|
T = 0,413 *
T = 0,479 *
T = 0,561 *
|
|||||||||
|
N позиции
|
Объем стержневого ящика V, дм3, до
|
Категория сложности
|
N позиции
|
Объем стержневого ящика V, дм3, до
|
Категория сложности
|
|||||
|
I
|
II
|
III
|
I
|
II
|
III
|
|||||
|
Штучное время на стержень T, мин.
|
Штучное время на стержень T, мин.
|
|||||||||
|
1
|
0,4
|
0,281
|
0,326
|
0,382
|
8
|
2
|
0,553
|
0,641
|
0,751
|
|
|
2
|
0,5
|
0,309
|
0,358
|
0,419
|
9
|
2,5
|
0,607
|
0,704
|
0,824
|
|
|
3
|
0,6
|
0,333
|
0,387
|
0,453
|
10
|
3
|
0,655
|
0,760
|
0,890
|
|
|
4
|
0,8
|
0,376
|
0,436
|
0,511
|
11
|
3,5
|
0,699
|
0,811
|
0,949
|
|
|
5
|
1
|
0,413
|
0,479
|
0,561
|
12
|
4
|
0,739
|
0,857
|
1,004
|
|
|
6
|
1,2
|
0,446
|
0,517
|
0,606
|
13
|
5
|
0,812
|
0,942
|
1,103
|
|
|
7
|
1,6
|
0,503
|
0,584
|
0,683
|
14
|
6
|
0,88
|
1,02
|
1,19
|
|
|
Индекс
|
а
|
б
|
в
|
Индекс
|
а
|
б
|
в
|
|||
Примечания:
1. Для нормальной загрузки рабочего рекомендуется использовать одновременно 4 - 6 ящиков.
2. Во время спекания оболочки стержня в печи рабочий-стерженщик в другом ящике изготавливает следующий стержень.
3. Расстояние перемещения ящика, стержня принято до 2 м, при перемещении свыше 2 м на каждый последующий метр ко времени, приведенному в карте, прибавлять по 0,015 мин.
|
ИЗГОТОВЛЕНИЕ ОБОЛОЧКОВЫХ
СТЕРЖНЕЙ ПО ЯЩИКАМ ВРУЧНУЮ
|
Изготовление оболочковых стержней
|
||||||||||
|
Массовое и крупносерийное производство
|
|||||||||||
|
Карта 47
|
|||||||||||
|
Содержание работы
1. Собрать стержневой ящик и скрепить по зажимным кольцам или откидным зажимам.
2. Наполнить ящик смесью вручную и уплотнить ее.
3. Срезать лишнюю смесь линейкой.
4. Выдержать стержень в ящике (перекрываемое время).
5. Повернуть ящик на 180° (удалить оставшуюся смесь).
6. Установить ящик в печь (расстояние перемещения до 2 м).
7. Выдержать ящик в печи (перекрываемое время).
8. Вынуть ящик из печи, переместить (до 2 м) и положить на стол.
9. Разобрать ящик.
10. Вынуть готовый стержень из ящика, переместить (до 2 м) и установить на место (стеллаж).
|
|||||||||||
|
Формулы расчета:
|
T = 0,66 *
T = 0,80 *
T = 0,94 *
|
||||||||||
|
N позиции
|
Объем стержневого ящика V, дм3, до
|
Категория сложности
|
N позиции
|
Объем стержневого ящика V, дм3, до
|
Категория сложности
|
||||||
|
I
|
II
|
III
|
I
|
II
|
III
|
||||||
|
Штучное время на стержень T, мин.
|
Штучное время на стержень T, мин.
|
||||||||||
|
1
|
0,2
|
0,580
|
0,703
|
0,826
|
10
|
6
|
0,762
|
0,923
|
1,085
|
||
|
2
|
0,4
|
0,613
|
0,743
|
0,874
|
11
|
10
|
0,793
|
0,962
|
1,130
|
||
|
3
|
0,6
|
0,634
|
0,768
|
0,902
|
12
|
12
|
0,805
|
0,976
|
1,147
|
||
|
4
|
0,8
|
0,648
|
0,786
|
0,923
|
13
|
14
|
0,815
|
0,988
|
1,161
|
||
|
5
|
1
|
0,660
|
0,800
|
0,940
|
14
|
16
|
0,824
|
0,999
|
1,173
|
||
|
6
|
2
|
0,698
|
0,846
|
0,994
|
15
|
20
|
0,839
|
1,017
|
1,195
|
||
|
7
|
3
|
0,721
|
0,873
|
1,026
|
16
|
25
|
0,854
|
1,035
|
1,216
|
||
|
8
|
4
|
0,737
|
0,894
|
1,050
|
17
|
30
|
0,866
|
1,050
|
1,234
|
||
|
9
|
5
|
0,751
|
0,910
|
1,069
|
18
|
||||||
|
Индекс
|
а
|
б
|
в
|
Индекс
|
а
|
б
|
в
|
||||
Примечание. Во время выдержки (формирования и спекания) оболочкового стержня в ящике в печи рабочий-стерженщик во втором ящике изготавливает следующий стержень.
|
ОКРАСКА ЦИЛИНДРИЧЕСКИХ СТЕРЖНЕЙ НА СПЕЦИАЛЬНОЙ УСТАНОВКЕ
|
Изготовление оболочковых стержней
|
||
|
Массовое и крупносерийное производство
|
|||
|
Карта 48
|
|||
|
N
позиции
|
Содержание приемов работы, продолжительность которых зависит от конструкции машины
|
Время T, мин.
|
|
|
1
|
Взять стержень и поднести (до 2 м) к установке
|
0,084
|
|
|
2
|
Вставить стержень между зажимными дисками и закрепить пневматическими зажимами
|
0,099
|
|
|
3
|
Включить привод вращения стержня кнопкой
|
0,0121
|
|
|
4
|
Поднести окрашивающий валик, окрасить (за один оборот стержня) и отвести его от стержня
|
0,0847
|
|
|
5
|
Поднести щетку к стержню, выдержать ее на стержне (в течение одного оборота) и отвести от стержня
|
0,0847
|
|
|
6
|
Выключить привод вращения
|
0,0128
|
|
|
7
|
Разжать стержень, взять его, переместить (до 2 м) и установить на тележку, стеллаж
|
0,0968
|
|
|
8
|
Итого на стержень
|
0,474
|
|
|
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЛИЧНЫЕ ПОТРЕБНОСТИ
|
Изготовление оболочковых стержней
|
||||
|
Массовое и крупносерийное производство
|
|||||
|
Карта 49
|
|||||
|
Содержание работы
1. Раскладывание инструмента, приспособлений в начале смены и уборка их в конце смены.
2. Уборка рабочего места на протяжение смены и в конце ее.
3. Чистка оборудования, инструмента, приспособлений в конце работы и в конце смены.
4. Подналадка и регулирование узлов оборудования в процессе работы.
5. Засыпка смеси в бункер в течение рабочей смены.
6. Очистка от приставшей смеси стержневого ящика.
|
|||||
|
N позиции
|
Вид работы
|
Время в процентах от оперативного
|
|||
|
на обслуживание рабочего места
|
на отдых и личные потребности
|
||||
|
1
|
Изготовление оболочковых стержней на:
|
автоматах
|
3
|
4
|
|
|
2
|
полуавтоматах
|
3
|
5
|
||
|
3
|
вручную
|
3
|
6
|
||
|
4
|
Окраска цилиндрических стержней на специальной установке
|
3
|
6
|
||
Приложение 1
ТАБЛИЦА ПЕРЕВОДА МИНУТ В ЧАСЫ
|
Минуты
|
Доли минуты
|
|||||||||
|
0,0
|
0,1
|
0,2
|
0,3
|
0,4
|
0,5
|
0,6
|
0,7
|
0,8
|
0,9
|
|
|
Время, ч
|
||||||||||
|
0
|
-
|
0,002
|
0,003
|
0,005
|
0,007
|
0,008
|
0,010
|
0,012
|
0,013
|
0,015
|
|
1
|
0,017
|
0,018
|
0,020
|
0,022
|
0,023
|
0,025
|
0,027
|
0,028
|
0,030
|
0,032
|
|
2
|
0,033
|
0,035
|
0,037
|
0,038
|
0,040
|
0,042
|
0,043
|
0,045
|
0,047
|
0,048
|
|
3
|
0,050
|
0,052
|
0,054
|
0,055
|
0,057
|
0,058
|
0,060
|
0,062
|
0,063
|
0,065
|
|
4
|
0,067
|
0,068
|
0,070
|
0,072
|
0,073
|
0,075
|
0,077
|
0,078
|
0,080
|
0,082
|
|
5
|
0,083
|
0,085
|
0,087
|
0,088
|
0,090
|
0,092
|
0,093
|
0,095
|
0,097
|
0,098
|
|
6
|
0,100
|
0,102
|
0,103
|
0,105
|
0,106
|
0,108
|
0,110
|
0,112
|
0,113
|
0,115
|
|
7
|
0,117
|
0,118
|
0,120
|
0,122
|
0,123
|
0,125
|
0,127
|
0,128
|
0,130
|
0,132
|
|
8
|
0,133
|
0,135
|
0,137
|
0,138
|
0,140
|
0,142
|
0,143
|
0,145
|
0,146
|
0,148
|
|
9
|
0,150
|
0,151
|
0,153
|
0,155
|
0,157
|
0,158
|
0,160
|
0,161
|
0,163
|
0,165
|
|
10
|
0,167
|
0,169
|
0,170
|
0,172
|
0,174
|
0,175
|
0,177
|
0,179
|
0,180
|
0,182
|
|
11
|
0,183
|
0,185
|
0,187
|
0,189
|
0,190
|
0,192
|
0,193
|
0,195
|
0,197
|
0,199
|
|
12
|
0,200
|
0,202
|
0,204
|
0,205
|
0,207
|
0,208
|
0,210
|
0,212
|
0,214
|
0,215
|
|
13
|
0,217
|
0,218
|
0,220
|
0,222
|
0,224
|
0,225
|
0,227
|
0,228
|
0,230
|
0,232
|
|
14
|
0,234
|
0,235
|
0,237
|
0,238
|
0,240
|
0,242
|
0,244
|
0,245
|
0,247
|
0,248
|
|
15
|
0,250
|
0,252
|
0,254
|
0,255
|
0,257
|
0,258
|
0,260
|
0,262
|
0,264
|
0,265
|
|
16
|
0,267
|
0,268
|
0,270
|
0,272
|
0,273
|
0,275
|
0,277
|
0,278
|
0,280
|
0,282
|
|
17
|
0,284
|
0,285
|
0,287
|
0,288
|
0,290
|
0,292
|
0,293
|
0,295
|
0,297
|
0,299
|
|
18
|
0,300
|
0,302
|
0,303
|
0,305
|
0,307
|
0,309
|
0,310
|
0,312
|
0,314
|
0,315
|
|
19
|
0,317
|
0,318
|
0,320
|
0,322
|
0,324
|
0,325
|
0,327
|
0,328
|
0,330
|
0,332
|
|
20
|
0,333
|
0,335
|
0,337
|
0,338
|
0,340
|
0,342
|
0,344
|
0,345
|
0,346
|
0,348
|
|
21
|
0,350
|
0,352
|
0,353
|
0,355
|
0,357
|
0,359
|
0,360
|
0,362
|
0,363
|
0,365
|
|
22
|
0,367
|
0,369
|
0,370
|
0,372
|
0,374
|
0,375
|
0,377
|
0,379
|
0,380
|
0,382
|
|
23
|
0,384
|
0,385
|
0,387
|
0,388
|
0,390
|
0,392
|
0,394
|
0,395
|
0,397
|
0,398
|
|
24
|
0,400
|
0,402
|
0,403
|
0,405
|
0,407
|
0,409
|
0,410
|
0,412
|
0,413
|
0,415
|
|
25
|
0,417
|
0,418
|
0,420
|
0,422
|
0,423
|
0,425
|
0,427
|
0,429
|
0,430
|
0,432
|
|
26
|
0,434
|
0,435
|
0,437
|
0,438
|
0,440
|
0,442
|
0,443
|
0,445
|
0,447
|
0,449
|
|
27
|
0,450
|
0,452
|
0,455
|
0,457
|
0,458
|
0,459
|
0,460
|
0,462
|
0,463
|
0,465
|
|
28
|
0,467
|
0,468
|
0,470
|
0,472
|
0,473
|
0,475
|
0,477
|
0,478
|
0,480
|
0,482
|
|
29
|
0,484
|
0,485
|
0,487
|
0,483
|
0,490
|
0,492
|
0,493
|
0,495
|
0,497
|
0,498
|
|
30
|
0,500
|
0,502
|
0,503
|
0,505
|
0,507
|
0,508
|
0,510
|
0,512
|
0,513
|
0,515
|
|
31
|
0,517
|
0,519
|
0,520
|
0,522
|
0,523
|
0,525
|
0,527
|
0,528
|
0,530
|
0,532
|
|
32
|
0,533
|
0,535
|
0,537
|
0,538
|
0,540
|
0,542
|
0,543
|
0,545
|
0,547
|
0,548
|
|
33
|
0,550
|
0,552
|
0,553
|
0,555
|
0,557
|
0,558
|
0,560
|
0,562
|
0,563
|
0,565
|
|
34
|
0,567
|
0,568
|
0,570
|
0,572
|
0,573
|
0,575
|
0,577
|
0,579
|
0,580
|
0,582
|
|
35
|
0,584
|
0,585
|
0,587
|
0,589
|
0,590
|
0,592
|
0,593
|
0,595
|
0,597
|
0,598
|
|
36
|
0,600
|
0,602
|
0,603
|
0,605
|
0,607
|
0,608
|
0,610
|
0,612
|
0,613
|
0,615
|
|
37
|
0,617
|
0,618
|
0,620
|
0,622
|
0,623
|
0,625
|
0,627
|
0,629
|
0,630
|
0,632
|
|
38
|
0,634
|
0,635
|
0,637
|
0,639
|
0,640
|
0,642
|
0,643
|
0,645
|
0,647
|
0,648
|
|
39
|
0,650
|
0,652
|
0,653
|
0,655
|
0,657
|
0,658
|
0,660
|
0,662
|
0,663
|
0,665
|
|
40
|
0,667
|
0,668
|
0,670
|
0,672
|
0,673
|
0,675
|
0,677
|
0,678
|
0,680
|
0,682
|
|
41
|
0,684
|
0,685
|
0,687
|
0,689
|
0,690
|
0,692
|
0,693
|
0,695
|
0,697
|
0,698
|
|
42
|
0,700
|
0,702
|
0,703
|
0,705
|
0,707
|
0,708
|
0,710
|
0,712
|
0,714
|
0,715
|
|
43
|
0,718
|
0,719
|
0,720
|
0,722
|
0,723
|
0,725
|
0,726
|
0,727
|
0,730
|
0,732
|
|
44
|
0,734
|
0,735
|
0,737
|
0,739
|
0,740
|
0,742
|
0,743
|
0,745
|
0,747
|
0,749
|
|
45
|
0,750
|
0,752
|
0,754
|
0,755
|
0,757
|
0,759
|
0,760
|
0,762
|
0,763
|
0,765
|
|
46
|
0,767
|
0,769
|
0,770
|
0,772
|
0,774
|
0,775
|
0,776
|
0,778
|
0,780
|
0,782
|
|
47
|
0,784
|
0,785
|
0,787
|
0,789
|
0,790
|
0,792
|
0,794
|
0,795
|
0,798
|
0,799
|
|
48
|
0,800
|
0,802
|
0,803
|
0,805
|
0,806
|
0,808
|
0,809
|
0,810
|
0,812
|
0,815
|
|
49
|
0,817
|
0,818
|
0,820
|
0,821
|
0,824
|
0,825
|
0,826
|
0,828
|
0,830
|
0,832
|
|
50
|
0,834
|
0,836
|
0,837
|
0,839
|
0,840
|
0,842
|
0,843
|
0,845
|
0,846
|
0,848
|
|
51
|
0,850
|
0,852
|
0,854
|
0,855
|
0,856
|
0,859
|
0,860
|
0,862
|
0,863
|
0,865
|
|
52
|
0,867
|
0,868
|
0,870
|
0,871
|
0,873
|
0,875
|
0,876
|
0,878
|
0,890
|
0,892
|
|
53
|
0,884
|
0,885
|
0,886
|
0,888
|
0,890
|
0,892
|
0,893
|
0,895
|
0,897
|
0,898
|
|
54
|
0,900
|
0,902
|
0,904
|
0,905
|
0,906
|
0,908
|
0,910
|
0,912
|
0,914
|
0,916
|
|
55
|
0,917
|
0,918
|
0,920
|
0,922
|
0,924
|
0,925
|
0,927
|
0,929
|
0,930
|
0,931
|
|
56
|
0,934
|
0,935
|
0,936
|
0,938
|
0,940
|
0,942
|
0,944
|
0,946
|
0,947
|
0,949
|
|
57
|
0,950
|
0,952
|
0,954
|
0,953
|
0,956
|
0,958
|
0,960
|
0,961
|
0,962
|
0,965
|
|
58
|
0,967
|
0,969
|
0,970
|
0,971
|
0,973
|
0,974
|
0,975
|
0,976
|
0,978
|
0,980
|
|
59
|
0,984
|
0,986
|
0,987
|
0,988
|
0,990
|
0,992
|
0,993
|
0,995
|
0,996
|
0,998
|
|
60
|
1,00
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|