См. Документы Федеральной службы по экологическому, технологическому и атомному надзору
ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ЭКОЛОГИЧЕСКОМУ, ТЕХНОЛОГИЧЕСКОМУ
И АТОМНОМУ НАДЗОРУ
ПРИКАЗ
от 14 ноября 2018 г. N 553
ОБ УТВЕРЖДЕНИИ ФЕДЕРАЛЬНЫХ НОРМ И ПРАВИЛ
В ОБЛАСТИ ИСПОЛЬЗОВАНИЯ АТОМНОЙ ЭНЕРГИИ "ПРАВИЛА КОНТРОЛЯ
МЕТАЛЛА ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ АТОМНЫХ ЭНЕРГЕТИЧЕСКИХ
УСТАНОВОК ПРИ ИЗГОТОВЛЕНИИ И МОНТАЖЕ"
В соответствии со статьей 6 Федерального закона от 21 ноября 1995 г. N 170-ФЗ "Об использовании атомной энергии" (Собрание законодательства Российской Федерации, 1995, N 48, ст. 4552; 1997, N 7, ст. 808; 2001, N 29, ст. 2949; 2002, N 1, ст. 2; N 13, ст. 1180; 2003, N 46, ст. 4436; 2004, N 35, ст. 3607; 2006, N 52, ст. 5498; 2007, N 7, ст. 834; N 49, ст. 6079; 2008, N 29, ст. 3418; N 30, ст. 3616; 2009, N 1, ст. 17; N 52, ст. 6450; 2011, N 29, ст. 4281; N 30, ст. 4590, ст. 4596; N 45, ст. 6333; N 48, ст. 6732; N 49, ст. 7025; 2012, N 26, ст. 3446; 2013, N 27, ст. 3451; 2016, N 14, ст. 1904; N 15, ст. 2066; N 27, ст. 4289; 2018, N 22, ст. 3042; N 32, ст. 5135), подпунктом 5.2.2.1 пункта 5 Положения о Федеральной службе по экологическому, технологическому и атомному надзору, утвержденного постановлением Правительства Российской Федерации от 30 июля 2004 г. N 401 (Собрание законодательства Российской Федерации, 2004, N 32, ст. 3348; 2006, N 5, ст. 544; N 23, ст. 2527; N 52, ст. 5587; 2008, N 22, ст. 2581; N 46, ст. 5337; 2009, N 6, ст. 738; N 33, ст. 4081; N 49, ст. 5976; 2010, N 9, ст. 960; N 26, ст. 3350; N 38, ст. 4835; 2011, N 6, ст. 888; N 14, ст. 1935; N 41, ст. 5750; N 50, ст. 7385; 2012, N 29, ст. 4123; N 42, ст. 5726; 2013, N 12, ст. 1343; N 45, ст. 5822; 2014, N 2, ст. 108; N 35, ст. 4773; 2015, N 2, ст. 491; N 4, ст. 661; 2016, N 28, ст. 4741; N 48, ст. 6789; 2017, N 12, ст. 1729; N 26, ст. 3847; 2018, N 29, ст. 4438), приказываю:
Утвердить прилагаемые федеральные нормы и правила в области использования атомной энергии "Правила контроля металла оборудования и трубопроводов атомных энергетических установок при изготовлении и монтаже" (НП-105-18).
Руководитель
А.В.АЛЕШИН
Утверждены
приказом Федеральной службы
по экологическому, технологическому
и атомному надзору
от 14 ноября 2018 г. N 553
ФЕДЕРАЛЬНЫЕ НОРМЫ И ПРАВИЛА
В ОБЛАСТИ ИСПОЛЬЗОВАНИЯ АТОМНОЙ ЭНЕРГИИ "ПРАВИЛА КОНТРОЛЯ
МЕТАЛЛА ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ АТОМНЫХ ЭНЕРГЕТИЧЕСКИХ
УСТАНОВОК ПРИ ИЗГОТОВЛЕНИИ И МОНТАЖЕ"
(НП-105-18)
I. Назначение и область применения
1. Настоящие федеральные нормы и правила в области использования атомной энергии "Правила контроля металла оборудования и трубопроводов атомных энергетических установок при изготовлении и монтаже" (НП-105-18) (далее - Правила) разработаны в соответствии с Федеральным законом от 21 ноября 1995 г. N 170-ФЗ "Об использовании атомной энергии", Положением о разработке и утверждении федеральных норм и правил в области использования атомной энергии, утвержденным постановлением Правительства Российской Федерации от 1 декабря 1997 г. N 1511 (Собрание законодательства Российской Федерации, 1997, N 49, ст. 5600; 2012, N 51, ст. 7203).
2. Настоящие Правила устанавливают требования к контролю (порядок проведения, виды, объемы, методы, нормы оценки качества по результатам контроля) состояния основного металла, металла сварных соединений и металла наплавленных поверхностей (далее, если не оговорено особо, - металла) при конструировании, проектировании, изготовлении и монтаже указанных в пункте 3 настоящих Правил оборудования и трубопроводов атомных энергетических установок.
3. При изготовлении и монтаже должен выполняться контроль состояния металла:
а) оборудования и трубопроводов, на которые распространяется действие федеральных норм и правил в области использования атомной энергии "Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок" (НП-089-15), утвержденных приказом Федеральной службы по экологическому, технологическому и атомному надзору от 16 декабря 2015 г. N 521 и зарегистрированных Минюстом России 9 февраля 2015 г. N 41010 (далее - НП-089-15);
б) оборудования и трубопроводов, работающих под избыточным, гидростатическим или вакуумметрическим давлением и отнесенных к элементам третьего класса безопасности, на которые не распространяется действие НП-089-15;
в) опор, подвесок, крепежных изделий оборудования и трубопроводов, указанных в подпунктах "а" и "б" настоящего пункта;
г) внутрикорпусных устройств водо-водяных реакторов и реакторов на быстрых нейтронах;
д) металлоконструкций бассейнов выдержки, бассейнов перегрузки и хранения отработавшего ядерного топлива атомных энергетических установок.
4. Организация-изготовитель и (или) монтажная организация должны контролировать состояние металла оборудования и трубопроводов в соответствии с технологической документацией на проведение контроля, разработанной с учетом требований конструкторской документации.
5. Конструкторская документация в части, относящейся к контролю состояния металла, подлежит оценке соответствия в форме экспертизы.
6. Технологическая документация на проведение контроля (далее - технологическая документация) оборудования, деталей и сборочных единиц трубопроводов, изготовленных (смонтированных) до вступления в силу настоящих Правил или находящихся в изготовлении (монтаже) на момент их вступления в силу, переработке не подлежит.
7. Контроль состояния металла оборудования и трубопроводов при изготовлении и монтаже должен выполняться персоналом, прошедшим соответствующую теоретическую и практическую подготовку и допущенным к самостоятельной работе в порядке, установленном ГОСТ Р-50.05.11-2018 "Система оценки соответствия в области использования атомной энергии. Персонал, выполняющий неразрушающий и разрушающий контроль металла. Требования и порядок подтверждения компетентности", утвержденным приказом Федерального агентства по техническому регулированию и метрологии от 6 марта 2018 г. N 122-ст (Стандартинформ, 2018).
8. Используемые термины и определения приведены в приложении N 1 к настоящим Правилам.
II. Общие требования к контролю
9. Контроль состояния металла оборудования и трубопроводов при изготовлении и монтаже должен проводиться для:
а) выявления несплошностей металла;
б) определения механических характеристик металла;
в) определения химического состава и структуры металла;
г) определения геометрических размеров сварных соединений и наплавленных поверхностей.
10. Результаты контроля должны фиксироваться в учетной и отчетной документации организации-изготовителя и (или) монтажной организации.
11. Контроль состояния металла должен выполняться неразрушающими и разрушающими методами.
12. Объемы, зоны и методы контроля состояния металла должны указываться в конструкторской документации.
13. Дефекты металла деталей и сборочных единиц оборудования и трубопроводов устраняются в порядке, установленном документами по стандартизации на основной металл и федеральными нормами и правилами в области использования атомной энергии, регламентирующими требования к сварке и наплавке оборудования и трубопроводов атомных энергетических установок.
14. Трещины, отслоения, прожоги, свищи, наплывы, усадочные раковины, подрезы, непровары, скопления, неодиночные включения, брызги металла, выявленные при визуальном контроле сварных соединений и наплавочных поверхностей, не допускаются. На наплавленных поверхностях титановых сплавов не допускаются соломенные, коричневые или синие цвета побежалости.
15. Контроль состояния металла оборудования и трубопроводов, проведение которого после выполнения сборочных или монтажных операций ограничено или невозможно, должен быть выполнен до начала выполнения монтажа либо до завершения соответствующей монтажной операции.
III. Категории сварных соединений
(наплавленных поверхностей)
16. Категории сварных соединений назначаются конструкторской (проектной) организацией согласно критериям, приведенным в пунктах 17 - 23 настоящих Правил, и указываются в конструкторской (проектной) документации.
17. Для сварных соединений оборудования и трубопроводов атомных энергетических установок с водо-водяными реакторами и реакторами канального типа устанавливаются следующие категории сварных соединений:
а) I категория - сварные соединения оборудования и трубопроводов группы A;
б) II категория - сварные соединения оборудования и трубопроводов группы B, работающие в контакте с радиоактивным теплоносителем;
в) III категория - сварные соединения оборудования и трубопроводов группы B, не работающие в контакте с радиоактивным теплоносителем, а также сварные соединения оборудования и трубопроводов группы C.
18. Сварные соединения II и III категорий оборудования и трубопроводов атомных энергетических установок с водо-водяными реакторами и реакторами канального типа в зависимости от рабочего давления подразделяются на следующие подкатегории:
а) подкатегория IIа - сварные соединения, работающие под давлением свыше 5 МПа;
б) подкатегория IIв - сварные соединения, работающие под давлением до 5 МПа включительно;
в) подкатегория IIIа - сварные соединения, работающие под давлением свыше 5 МПа;
г) подкатегория IIIв - сварные соединения, работающие под давлением свыше 1,7 МПа до 5 МПа включительно;
д) подкатегория IIIс - сварные соединения, работающие под давлением от 1,7 МПа и ниже атмосферного (под вакуумом).
19. Для сварных соединений оборудования и трубопроводов атомных энергетических установок с реакторами на быстрых нейтронах с жидкометаллическим натриевым теплоносителем устанавливаются следующие категории сварных соединений:
а) Iн категория - сварные соединения оборудования и трубопроводов группы A, а также группы B при наличии требований в конструкторской документации;
б) IIн категория - сварные соединения оборудования и трубопроводов группы B, работающие в контакте с жидкометаллическим теплоносителем и газом <1> (за исключением относящихся к Iн категории);
--------------------------------
<1> Под газом понимается аргон, используемый для наддува, и (или) пары теплоносителя.
в) II категория - сварные соединения оборудования и трубопроводов группы B, не работающие в контакте с жидкометаллическим теплоносителем и газом;
г) III категория - сварные соединения оборудования и трубопроводов группы C.
20. Сварные соединения IIн и II категорий оборудования и трубопроводов атомных энергетических установок с реакторами на быстрых нейтронах с жидкометаллическим натриевым теплоносителем в зависимости от условий эксплуатации подразделяются на следующие подкатегории:
а) подкатегория IIна - сварные соединения, находящиеся в контакте с жидкометаллическим теплоносителем и (или) газом, работающие при температуре свыше 350 °C независимо от давления;
б) подкатегория IIнв - сварные соединения, находящиеся в контакте с жидкометаллическим теплоносителем и/или газом при температуре до 350 °C включительно независимо от давления (за исключением сварных соединений, относящихся к подкатегории IIнс);
в) подкатегория IIнс - сварные соединения, находящиеся в контакте с газом и работающие при давлении до 0,07 МПа включительно и температуре до 150 °C включительно;
г) подкатегория IIа - сварные соединения, не находящиеся в контакте с жидкометаллическим теплоносителем и газом, работающие при рабочем давлении свыше 2 МПа;
д) подкатегория IIв - сварные соединения, не находящиеся в контакте с жидкометаллическим теплоносителем, работающие при рабочем давлении до 2 МПа включительно.
Сварные соединения III категории подразделяются на подкатегории IIIа, IIIв и IIIс, идентичные подкатегориям, указанным в подпунктах "в" - "д" пункта 18 настоящих Правил.
21. Для сварных соединений приварки, не нагруженных давлением деталей с оборудованием и трубопроводами, категория назначается в соответствии с пунктами 17 - 20 настоящих Правил.
Требования настоящего пункта не распространяются на сварные соединения оборудования и трубопроводов с деталями, используемыми в техническом обслуживании (настилы, лестницы) и в системах измерений (кронштейны). Необходимость и объем контроля указанных сварных соединений устанавливается конструкторской документацией.
22. Категория стыковых сварных соединений незаменяемых элементов внутрикорпусных устройств, расположенных в зоне облучения при проектном флюенсе нейтронов свыше 1,5·1025 нейтр/м2 (E  0,1 МэВ), должна быть установлена равной:
0,1 МэВ), должна быть установлена равной:
а) II - для водо-водяных реакторов;
б) IIн - для реакторов на быстрых нейтронах с жидкометаллическим натриевым теплоносителем.
23. Категория IIIс устанавливается для сварных соединений:
а) оборудования и трубопроводов, работающих под избыточным или вакуумметрическим давлением и отнесенных к элементам третьего класса безопасности, на которые не распространяется действие федеральных норм и правил в области использования атомной энергии;
б) деталей опор и подвесок оборудования и трубопроводов, указанных в пунктах 17 - 20 настоящих Правил и в подпункте "а" настоящего пункта;
в) металлоконструкций бассейнов выдержки, бассейнов перегрузки и хранения отработавшего ядерного топлива атомных энергетических установок.
Действие подпункта "б" настоящего пункта не распространяется на сварные соединения, указанные в пункте 21 настоящих Правил.
24. Объем неразрушающего контроля металла наплавленной поверхности кромок под сварку и нормы оценки качества по результатам контроля устанавливаются по категории соответствующего сварного соединения.
25. При проведении неразрушающего контроля металла уплотнительных и антикоррозионных наплавленных поверхностей категории не назначаются.
26. Конструкторская (проектная) организация вправе назначать категории сварных соединений, к которым предъявляются более высокие требования для обеспечения безопасности, чем установленные в пунктах 17 - 23 настоящих Правил (за исключением подпункта "а" пункта 17 и подпункта "а" пункта 19 настоящих Правил).
27. Для оборудования и трубопроводов, которые не указаны в пунктах 17 - 20, 22 и 23 настоящих Правил, категории сварных соединений настоящими Правилами не устанавливаются. Методы и объемы контроля металла устанавливаются конструкторской (проектной) организацией в конструкторской документации, а нормы оценки качества должны соответствовать нормам, установленным для сварных соединений категории III.
IV. Средства и методики контроля
28. При проведении неразрушающего контроля состояния металла должны применяться стандартизированные унифицированные методики контроля, включенные в сводный перечень документов по стандартизации в области использования атомной энергии, применяемых на обязательной основе (далее - Сводный перечень), предусмотренный Положением о стандартизации в отношении продукции (работ, услуг), для которой устанавливаются требования, связанные с обеспечением безопасности в области использования атомной энергии, а также процессов и иных объектов стандартизации, связанных с такой продукцией, утвержденным постановлением Правительства Российской Федерации от 12 июля 2016 г. N 669 (Собрание законодательства Российской Федерации, 2016, N 29, ст. 4839). Применение иных методик контроля возможно после прохождения процедуры оценки соответствия в форме испытаний.
Используемые средства контроля состояния металла должны соответствовать требованиям стандартизованных унифицированных методик контроля.
29. Метрологическое обеспечение контроля состояния металла оборудования и трубопроводов должно осуществляться в соответствии с законодательством об обеспечении единства измерений.
V. Материалы, применяемые для проведения
неразрушающего контроля
30. Материалы, применяемые для проведения неразрушающего контроля, должны подвергаться входному контролю. Результаты входного контроля должны фиксироваться в журналах и (или) оформляться актами.
31. Материалы, применяемые для проведения неразрушающего контроля, должны соответствовать требованиям документов по стандартизации на указанные материалы.
32. Организация, выполняющая контроль, обязана установить порядок работы с материалами, организовать их учет и обеспечить необходимые условия для их хранения.
VI. Методы неразрушающего контроля
33. Неразрушающий контроль должен проводиться нижеперечисленными методами:
а) визуальный и измерительный контроль, включая телевизионный;
б) капиллярный контроль;
в) магнитопорошковый контроль;
г) ультразвуковой контроль;
д) контроль герметичности;
е) радиографический контроль;
ж) измерительный контроль прогонкой металлическим калибром (шариком);
з) контроль твердости;
и) вихретоковый контроль.
34. Допускается применение иных методов контроля, прошедших оценку соответствия в форме испытаний при наличии норм оценки качества по результатам соответствующего метода контроля.
VII. Неразрушающий контроль сварных соединений
и наплавленных поверхностей
35. Методы и объемы неразрушающего контроля сварных соединений (наплавленных поверхностей) и нормы оценки качества по результатам контроля устанавливаются конструкторской (проектной) организацией с учетом категорий сварных соединений (наплавленных поверхностей).
Визуальный и измерительный контроль
36. Визуальный и измерительный контроль должны проводиться до контроля другими методами.
37. Измерительный контроль сварных соединений и предварительно наплавленных кромок должен выполняться не реже чем через 1,0 м и не менее чем в трех местах каждого сварного соединения и предварительно наплавленной кромки.
38. При наличии на одном изделии более пятидесяти сварных соединений одного типа труб с номинальным наружным диаметром до 90,0 мм включительно допускается уменьшение объема измерительного контроля до 10% от общего количества подлежащих измерению сварных соединений и до одного замера на каждом контролируемом сварном соединении.
39. На цилиндрических поверхностях измерительный контроль толщины антикоррозионной наплавки должен проводиться не реже чем через 0,5 м в осевом направлении и через каждые 60° по окружности при ручной наплавке и 90° - при автоматической наплавке. На плоских и сферических поверхностях антикоррозионных наплавок должно проводиться не менее одного замера на каждом участке размером 0,5 x 0,5 м при ручной наплавке и на каждом участке длиной 1,0 м (в направлении наплавки) и шириной 0,5 м при автоматической наплавке.
40. Визуальный контроль уплотнительных и направляющих поверхностей должен проводиться по всей площади, включая боковые поверхности и зону сплавления с основным металлом, измерительный контроль - в соответствии с технологической документацией.
Капиллярный контроль
41. Класс чувствительности при проведении капиллярного контроля должен устанавливаться в конструкторской документации.
42. Для сварных соединений I, Iн, II, IIн категорий и антикоррозионных наплавок, а также всех категорий сварных соединений деталей из титановых и алюминиевых сплавов устанавливается второй класс чувствительности.
Магнитопорошковый контроль
43. Уровень чувствительности для проведения магнитопорошкового контроля должен устанавливаться в конструкторской документации. Для сварных соединений I, Iн, II, IIн категорий устанавливается уровень чувствительности Б.
44. Магнитопорошковому контролю должны подвергаться сварные соединения деталей и сборочных единиц оборудования и трубопроводов из сталей перлитного класса и (или) из высокохромистых сталей, а также кромки деталей, предварительно наплавленные перлитными и (или) высокохромистыми материалами.
Радиографический контроль
45. Радиографический контроль сварных соединений проводится через одну стенку, а в случаях когда это технически невозможно - через две стенки. Техническая невозможность проведения радиографического контроля устанавливается в конструкторской документации.
46. Чувствительность контроля устанавливается по радиационной толщине. При просвечивании через две стенки чувствительность контроля устанавливается по суммарной номинальной толщине этих стенок.
Ультразвуковой контроль
47. При проведении ультразвукового контроля предпочтение должно отдаваться применению средств контроля с автоматической фиксацией результатов и автоматизированных средств контроля.
48. В антикоррозионных наплавках должна контролироваться зона сплавления наплавленной поверхности с основным металлом и (или) с металлом шва (при наплавке на шовную зону). Металл под наплавкой должен контролироваться при наличии требования конструкторской документации.
49. В сварных соединениях плакированных сталей должен контролироваться металл сварных соединений, зона сплавления наплавленной поверхности с металлом шва и основным металлом на участках, прилегающих к сварному шву.
Контроль прогонкой металлическим калибром (шариком)
50. Контроль сварных соединений прогонкой металлическим калибром (шариком) должен выполняться для труб с номинальным внутренним диаметром не более 70,0 мм при наличии требования в конструкторской документации.
Контроль герметичности
51. Контроль герметичности проводится в случаях, предусмотренных конструкторской документацией.
52. Контролю герметичности подлежат сварные соединения деталей из стали и железоникелевых сплавов с номинальной толщиной более тонкостенной из сваренных деталей до 8,0 мм включительно, а контролю герметичности сварных соединений деталей из алюминиевых сплавов - до 10,0 мм включительно.
53. Класс герметичности определяется в соответствии с таблицей N 1 настоящих Правил.
Таблица N 1
|
Класс герметичности
|
Минимальные значения суммарного натекания, м3Па/с
|
|
I
|
от 6,7 x 10-11 до 6,7 x 10-10
|
|
II
|
от 6,7 x 10-10 до 6,7 x 10-9
|
|
III
|
от 6,7 x 10-9 до 6,7 x 10-7
|
|
IV
|
от 6,7 x 10-7 до 6,7 x 10-6
|
|
V
|
от 6,7 x 10-6 до 6,7 x 10-4
|
54. Класс герметичности должен устанавливаться в конструкторской документации.
55. Конкретный метод контроля герметичности назначает организация-изготовитель (монтажная организация) и указывает его в технологической документации.
Контроль твердости
56. Контроль твердости наплавленного металла уплотнительных поверхностей деталей из стали должен проводиться методом измерения по Роквеллу в соответствии с требованиями документа по стандартизации, включенного в Сводный перечень.
57. Контроль твердости наплавленного металла уплотнительных поверхностей деталей из титановых сплавов должен проводиться методом измерения по Виккерсу в соответствии с требованиями документа по стандартизации, включенного в Сводный перечень.
Вихретоковый контроль
58. Необходимость проведения вихретокового контроля устанавливается конструкторской документацией.
Порядок контроля
59. Последовательность проведения неразрушающего контроля различными методами устанавливается в технологической документации.
60. Визуальный и измерительный контроль должен проводиться как до, так и после термической обработки сварных соединений и наплавленных поверхностей. После термической обработки допускается проведение измерительного контроля только взаимного расположения осей сваренных деталей.
61. Неразрушающий контроль сварных соединений и наплавленных поверхностей должен проводиться после каждого отпуска (в том числе многократного).
62. Если сварное соединение (наплавленная деталь) подлежит обязательному радиографическому и ультразвуковому контролю, допускается проведение радиографического контроля до термической обработки (в том числе до полной термической обработки) с обязательным проведением сплошного ультразвукового контроля после ее выполнения.
63. Неразрушающий контроль сварных соединений должен проводиться после выполнения механической обработки с удалением части сварного шва или деформирования, если такая обработка предусмотрена в конструкторской документации. Допускается проведение радиографического контроля до окончательной механической обработки сварного соединения, если суммарный припуск для указанной обработки на каждую сторону не превышает 20% номинальной толщины сваренных деталей. Требуемая чувствительность контроля должна выбираться по радиационной толщине стенки после механической обработки.
64. В случае недоступности сварных соединений с поперечными швами спирально изогнутых труб поверхностей теплообмена для сплошного контроля после окончания их изготовления допускается проведение указанного контроля до гибки труб.
65. Контроль герметичности должен проводиться после испытаний давлением. Контроль герметичности жидкостными методами допускается совмещать с гидравлическими испытаниями.
Объем контроля
66. Зона контроля применительно к сварному соединению или его части должна включать объем (поверхность) сварного шва, а также примыкающие к нему участки основного металла в обе стороны от линии сплавления шириной не менее:
а) для стыковых сварных соединений, выполненных дуговой или электронно-лучевой сваркой:
1) 5,0 мм - при номинальной толщине свариваемых деталей до 5,0 мм включительно;
2) номинальной толщины свариваемых деталей - при номинальной толщине свариваемых деталей более 5,0 до 20,0 мм включительно;
3) 20,0 мм - при номинальной толщине свариваемых деталей более 20,0 мм;
б) 3,0 мм - для угловых, тавровых, нахлесточных, торцевых сварных соединений, выполненных дуговой или электронно-лучевой сваркой, независимо от толщины свариваемых деталей;
в) 50,0 мм - для сварных соединений, выполненных электрошлаковой сваркой, независимо от толщины свариваемых деталей.
Зона контроля сварных соединений вварки труб в трубные доски устанавливается в соответствии с требованиями конструкторской документации.
67. В сварных соединениях различной номинальной толщины ширина контролируемых участков основного металла должна определяться отдельно для каждой из свариваемых деталей в зависимости от их номинальной толщины.
68. Зоны контроля применительно к наплавленной детали или ее части должны включать весь объем и поверхность наплавленного металла, зону сплавления с основным металлом или сварным швом, а также по требованию конструкторской документации примыкающий к нему основной металл или металл шва (при наплавке на шовную зону).
69. При доступности для визуального и капиллярного контроля сварные соединения должны быть проконтролированы как с наружной, так и с внутренней стороны.
70. Неразрушающий контроль сварных соединений и наплавленных поверхностей в зависимости от объема проведения подразделяется на сплошной (объем 100%) и выборочный (объем 50, 25, 10 или 5%).
Сплошной контроль должен проводиться по всей протяженности каждого сварного соединения или по всей площади каждой наплавленной поверхности.
Выборочному контролю должны подвергаться участки сварных соединений и наплавленных поверхностей или отдельные сварные соединения и наплавленные поверхности.
71. Выборочный контроль участков должен проводиться на сварных соединениях с прямолинейными и другими незамкнутыми швами, сварных соединениях деталей с номинальным наружным диаметром свыше 250,0 мм с кольцевыми швами, а также на наплавленных поверхностях деталей размером более 1,0 м в каком-либо направлении. Отношение суммарной протяженности (площади поверхности) контролируемых участков к общей протяженности сварного соединения (площади наплавки) должно быть не менее установленного объема выборочного контроля.
72. При выборочном контроле сварных соединений деталей с номинальным наружным диаметром до 250,0 мм включительно с кольцевыми швами отдельные сварные соединения должны контролироваться по всей протяженности. Количество контролируемых сварных соединений должно быть неизменным для каждой группы сварных соединений одного типа для каждого изделия.
73. Выбор указанных в пунктах 71 и 72 настоящих Правил контролируемых участков или сварных соединений должен проводиться из числа наиболее трудновыполнимых. При отсутствии указанных участков проверяемые участки должны равномерно распределяться по длине контролируемых сварных соединений (по наплавленной поверхности).
74. Вне зависимости от объема выборочного контроля участки пересечения и сопряжения сварных швов на расстоянии не менее трех номинальных толщин сваренных деталей в каждую сторону от точки пересечения (сопряжения) осей швов должны быть проконтролированы всеми предусмотренными методами на каждом сварном соединении.
75. В случае обнаружения при выборочном контроле несплошностей, размеры которых превышают допустимые, должен проводиться дополнительный контроль тем же методом в удвоенном объеме с обязательным контролем участков, примыкающих к дефектным участкам. При отрицательных результатах дополнительного контроля должен проводиться сплошной контроль.
При выборочном контроле сварных соединений с кольцевыми швами деталей с номинальным наружным диаметром до 250,0 мм включительно требования настоящего пункта распространяются на сварные соединения одного типа, выполненные сварщиком, допустившим дефекты.
При этом должно соблюдаться следующее условие. Дополнительный контроль непроконтролированных участков проводят в удвоенном объеме сварных соединений того же типа, выполненных тем же сварщиком за одну смену (в которую сварен дефектный участок шва) при автоматической сварке и за две смены при ручной дуговой сварке (смену, в которую был сварен дефектный участок шва, и в предыдущую).
76. Недоступность для контроля тем или иным методом конкретных сварных соединений, а также замена одного метода контроля на другой и его объем при замене должны указываться в конструкторской документации.
77. Сплошному капиллярному контролю подлежат все сварные соединения деталей из сталей аустенитного класса, выполненные сварочными материалами, содержащими ниобий, а также сварные соединения деталей из сталей аустенитного класса с антикоррозионной наплавкой, содержащей ниобий. В остальных случаях объем капиллярного контроля сварных соединений деталей из сталей аустенитного класса устанавливается в конструкторской документации.
78. Сварные соединения (наплавки) деталей из титановых сплавов должны подвергаться сплошному капиллярному контролю вне зависимости от категории сварного соединения, включая прилегающие участки основного металла шириной не менее 20,0 мм в обе стороны от шва.
79. Предварительно наплавленные перлитными или высокохромистыми сварочными материалами кромки деталей из легированных сталей, включая зону сплавления наплавки с основным металлом, должны подвергаться сплошному капиллярному или магнитопорошковому контролю вне зависимости от категории сварного соединения.
80. На сварных соединениях деталей из стали перлитного класса с деталями из стали аустенитного класса с предварительной наплавкой кромок, выполненной аустенитными сварочными материалами, должен проводиться повторный капиллярный контроль зоны сплавления предварительной наплавки с основным металлом.
81. Выборочный капиллярный или магнитопорошковый контроль сварных соединений, выполненных одной партией сварочных материалов, может быть уменьшен решением организации-изготовителя или монтажной организации, если при контроле первых двадцати однотипных сварных соединений с суммарной длиной проконтролированных швов не менее 10,0 м не будут выявлены трещины.
Указанное требование не распространяется на сварные соединения I, Iн, II, IIн категорий деталей из сталей перлитного класса, легированных ванадием или ниобием, и деталей из сталей аустенитного класса, выполненных сварочными материалами, содержащими ниобий, а также на сварные соединения всех категорий деталей из сталей различных структурных классов.
82. Уменьшенный объем выборочного капиллярного или магнитопорошкового контроля должен составлять не менее 5% для сварных соединений деталей из углеродистых и (или) из кремнемарганцовистых сталей и для сварных соединений деталей из сталей аустенитного класса, выполненных сварочными материалами без ниобия, а в остальных случаях - не менее 15%.
Если при выборочном контроле по настоящему пункту будет выявлена хотя бы одна трещина, то все сварные соединения, выполненные той же партией сварочных материалов, что и дефектное, подлежат сплошному контролю.
83. При технической невозможности выполнения радиографического и (или) ультразвукового контроля сварных соединений допускается проводить послойный визуальный контроль в процессе сварки с фиксацией результатов и последующим проведением капиллярного или магнитопорошкового контроля сварного соединения в доступных местах.
84. Ультразвуковой контроль сварных соединений, не подлежащих радиографическому контролю, допускается заменять радиографическим контролем того же объема.
85. В случае технической невозможности проведения радиографического контроля для сварных соединений IIв и IIIс категорий по требованию конструкторской документации допускается выполнять ультразвуковой контроль в том же объеме.
86. Сварные соединения деталей из циркониевых сплавов с деталями из стали аустенитного класса подлежат сплошному радиографическому контролю.
87. Не проводится радиографический контроль сварных соединений категорий IIв и IIIс, предназначенных для работы под давлением до 0,07 МПа, что должно быть отражено в конструкторской документации.
88. Для сварных соединений IIв и III категорий оборудования и трубопроводов с номинальным наружным диаметром до 200,0 мм включительно и при номинальной толщине стенки менее 15,0 мм допускается уменьшение объема радиографического контроля, но не более чем в два раза.
89. Если сварное соединение подлежит выборочному радиографическому и ультразвуковому контролю, но последний технически невыполним, то объем радиографического контроля должен быть удвоен.
90. Радиографический контроль угловых, тавровых, торцевых и нахлесточных сварных соединений должен проводиться только в том случае, если суммарная радиационная толщина просвечиваемого металла не превышает 100,0 мм; расчетная высота углового шва или толщина шва в направлении просвечивания должна составлять не менее 0,2 от суммарной радиационной толщины.
91. Угловые, тавровые, торцевые, нахлесточные сварные соединения с конструкционным зазором, а также угловые и тавровые соединения труб с номинальным внутренним диаметром менее 100,0 мм ультразвуковому контролю не подлежат. Для указанных сварных соединений должен проводиться послойный сплошной визуальный контроль, а также сплошной капиллярный контроль.
92. Сварные соединения приварки к оборудованию и трубопроводам патрубков (штуцеров) и труб с номинальным внутренним диаметром более 16,0 до 30,0 мм включительно подлежат радиографическому контролю в объеме не менее 50% протяженности соответствующего шва с обязательным проведением послойного визуального контроля в процессе сварки. Уменьшение объема контроля шва не учитывается при назначении общего объема выборочного контроля.
Радиографический контроль сварных соединений приварки патрубков (штуцеров), труб с номинальным внутренним диаметром до 16,0 мм включительно проводится при наличии требований в конструкторской документации.
93. Методы и объем неразрушающего контроля сварных соединений деталей из сталей перлитного класса и (или) из высокохромистых сталей приведены в таблице N 2 настоящих Правил. Объем контроля свариваемых деталей различной номинальной толщины устанавливается по номинальной толщине более тонкостенной детали в месте сварки или по наиболее тонкому месту при переменном сечении сварного соединения.
Таблица N 2
|
Номинальная толщина сварных деталей, мм
|
Категория сварного соединения
|
Объем контроля, %
|
||||||
|
визуального и измерительного
|
капиллярного или магнитопорошкового
|
радиографического
|
ультразвукового
|
|||||
|
на оборудование
|
на трубопроводах с Dн
|
на оборудовании
|
на трубопроводах
|
|||||
|
до 325 мм включительно
|
более 325 мм
|
|||||||
|
До 5,5 включительно
|
I, Iн, IIа, IIна
|
100
|
100
|
100
|
100
|
100
|
-
|
-
|
|
IIв, IIнв
|
100
|
50
|
100
|
50
|
100
|
-
|
-
|
|
|
IIнс
|
100
|
50
|
25
|
10
|
10
|
-
|
-
|
|
|
IIIа
|
100
|
-
|
50
|
25
|
50
|
-
|
100 <*>
|
|
|
IIIв
|
100
|
-
|
50
|
25
|
50
|
-
|
50 <*>
|
|
|
IIIс
|
100
|
-
|
25
|
10
|
10
|
-
|
25 <*>
|
|
|
Более 5,5
|
I, Iн,
|
100
|
100
|
100
|
100
|
100
|
100
|
100
|
|
IIа, IIна
|
100
|
100
|
100
|
50
|
100
|
100
|
100
|
|
|
IIв, IIнв
|
100
|
50
|
50
|
25
|
50
|
100
|
100
|
|
|
IIнс
|
100
|
25
|
25
|
10
|
10
|
25
|
25
|
|
|
IIIа
|
100
|
-
|
50
|
25
|
50
|
100
|
100
|
|
|
IIIв
|
100
|
-
|
25
|
25
|
25
|
25
|
25
|
|
|
IIIс
|
100
|
-
|
10
|
10
|
10
|
10
|
10
|
|
|
<*> При номинальной толщине стенки не менее 2,0 мм.
|
||||||||
Требования таблицы N 2 настоящих Правил не распространяются на сварные соединения вварки труб в трубные доски и сварные соединения оборудования и (или) трубопроводов с не нагружаемыми давлением деталями.
94. Методы и объем неразрушающего контроля сварных соединений деталей из сталей аустенитного класса, железоникелевых сплавов и из сталей аустенитного класса с деталями из железоникелевых сплавов приведены в таблице N 3 настоящих Правил.
Таблица N 3
|
Категория сварного соединения
|
Объем контроля, %
|
|||
|
визуального и измерительного
|
радиографического
|
|||
|
на оборудовании
|
на трубопроводах
|
|||
|
до Dн = 325 мм включительно
|
более Dн = 325 мм
|
|||
|
I, Iн, IIа, IIна
|
100
|
100
|
100
|
100
|
|
IIв, IIнв
|
100
|
100
|
50
|
100
|
|
IIнс
|
100
|
25
|
10
|
10
|
|
IIIа
|
100
|
50
|
25
|
50
|
|
IIIв
|
100
|
50
|
25
|
50
|
|
IIIс
|
100
|
25
|
10
|
25
|
|
Примечание. Объем капиллярного контроля принимается в соответствии с пунктом 77 настоящих Правил.
|
||||
95. Методы и объем неразрушающего контроля сварных соединений деталей из сталей аустенитного класса, или деталей из железоникелевых сплавов с деталями из сталей перлитного класса, или деталей из высокохромистых сталей приведены в таблице N 4 настоящих Правил.
Таблица N 4
|
Категория сварного соединения
|
Объем контроля, %
|
||||
|
визуального и измерительного
|
капиллярного
|
радиографического
|
|||
|
на оборудовании
|
на трубопроводах
|
||||
|
до Dн = 325 мм включительно
|
более Dн = 325 мм
|
||||
|
I, Iн, IIна, IIа
|
100
|
100
|
100
|
100
|
100
|
|
IIв, IIнв, IIнс, IIIа
|
100
|
50
|
100
|
100
|
100
|
|
IIIв, IIIс
|
100
|
10
|
100
|
100
|
100
|
Требования таблицы N 4 не распространяются на сварные соединения вварки труб в трубные доски и сварные соединения оборудования и (или) трубопроводов с деталями, не нагружаемыми давлением.
96. Методы и объем неразрушающего контроля сварных соединений из алюминиевых сплавов приведены в таблице N 5 настоящих Правил. Объем ультразвукового контроля сварных соединений I категории толщиной 6,0 мм и более устанавливается конструкторской документацией.
Таблица N 5
|
Номинальная толщина сваренных деталей, мм
|
Категория сварных соединений
|
Объем контроля, %
|
|||
|
визуального и измерительного
|
капиллярного
|
радиографического
|
|||
|
на оборудовании
|
на трубопроводах
|
||||
|
От 1,0 до 3,0 включительно
|
III
|
100
|
100
|
-
|
-
|
|
Более 3,0 до 6,0 включительно
|
I
|
100
|
100
|
100
|
100
|
|
II
|
100
|
100
|
50
|
25
|
|
|
III
|
100
|
50
|
25
|
-
|
|
|
Более 6,0
|
I
|
100
|
100
|
100
|
100
|
|
II
|
100
|
50
|
50
|
25
|
|
|
III
|
100
|
25
|
25
|
10
|
|
97. Методы и объем неразрушающего контроля сварных соединений деталей из титановых сплавов приведены в таблице N 6 настоящих Правил.
Таблица N 6
|
Категория сварных соединений
|
Объем контроля, %
|
|||
|
визуального и измерительного
|
радиографического
|
ультразвукового
|
капиллярного
|
|
|
IIIа
|
100
|
50
|
50
|
100
|
|
IIIв
|
25
|
25
|
||
|
IIIс
|
-
|
-
|
||
Требования таблицы N 6 не распространяются на сварные соединения вварки труб в трубные доски.
98. Методы и объем неразрушающего контроля предварительной наплавки кромок деталей из сталей перлитного класса и из высокохромистых сталей приведены в таблице N 7 настоящих Правил.
Таблица N 7
|
Вид наплавки
|
Категория сварного соединения
|
Объем контроля, %
|
||||
|
визуального и измерительного
|
капиллярного или магнитопорошкового
|
радиографического
|
ультразвукового
|
|||
|
до Dн = 325 мм включительно
|
более Dн = 325 мм
|
|||||
|
Предварительная наплавка кромок аустенитными сварочными материалами
|
I, Iн, IIа, IIна
|
100
|
100
|
100
|
100
|
100
|
|
IIв, IIнв, IIнс, IIIа
|
100
|
100
|
100
|
100
|
50
|
|
|
IIIв
|
100
|
100
|
100
|
100
|
25
|
|
|
IIIс
|
100
|
100
|
100
|
100
|
10
|
|
|
Предварительная наплавка кромок высокохромистыми или перлитными сварочными материалами
|
I, Iн
|
100
|
100
|
100
|
100
|
100
|
|
IIа, IIн
|
100
|
50
|
50
|
100
|
100
|
|
|
IIв, IIнв
|
100
|
25
|
25
|
50
|
100
|
|
|
IIIа
|
100
|
25
|
10
|
25
|
100
|
|
|
IIIв, IIIс
|
100
|
-
|
-
|
-
|
100
|
|
99. Антикоррозионные наплавки на деталях и сборочных единицах из сталей перлитного класса подлежат визуальному, измерительному и ультразвуковому контролю в 100% объеме, а также капиллярному контролю при наличии требований в конструкторской документации. Области радиусного перехода в местах сопряжения двух наплавленных поверхностей при определении объема ультразвукового контроля не учитываются.
100. Методы и объем неразрушающего контроля сварных соединений вварки труб в трубные доски и в коллекторы приведены в приложении N 2 к настоящим Правилам.
101. Методы и объем неразрушающего контроля наплавленных уплотнительных и направляющих поверхностей приведены в приложении N 3 к настоящим Правилам.
102. Методы и объем неразрушающего контроля угловых, тавровых, торцевых и нахлесточных сварных соединений не работающих под давлением деталей с оборудованием и трубопроводами приведены в таблице N 8 настоящих Правил.
Таблица N 8
|
Категория сварного соединения
|
Объем контроля, %
|
|
|
визуального и измерительного
|
капиллярного или магнитопорошкового
|
|
|
I, Iн, IIна
|
100
|
100
|
|
IIа, IIнв, IIнс, IIв, IIIа
|
100
|
25
|
|
IIIв, IIIс
|
100
|
10
|
Нормы оценки качества по результатам неразрушающего
контроля сварных соединений и наплавленных поверхностей
103. Нормы оценки качества принимаются:
а) при контроле стыковых сварных соединений деталей различной толщины - по номинальной толщине более тонкой детали;
б) при контроле угловых и тавровых сварных соединений - по расчетной высоте углового шва;
в) при контроле торцевых и нахлесточных сварных соединений - по удвоенной номинальной толщине более тонкой свариваемой детали;
г) при контроле вварки труб в трубные доски - по номинальной толщине стенки труб;
д) при радиографическом контроле сварных соединений труб или других цилиндрических деталей через две стенки - по номинальной толщине одной стенки;
е) при контроле сварных соединений, выполненных с расточкой, - по номинальной толщине стенки (в месте расточки), которая должна указываться в конструкторской документации.
104. Протяженность (длина) сварных соединений цилиндрических и сферических деталей должна определяться по их наружной поверхности (для стыковых сварных соединений с кольцевыми швами, угловых и тавровых сварных соединений - по наружной поверхности привариваемой детали у края шва).
105. Нормы оценки качества сварных соединений и наплавленных поверхностей по результатам неразрушающего контроля приведены в приложении N 4 к настоящим Правилам.
Нормы оценки качества сварных соединений по результатам вихретокового контроля устанавливаются конструкторской документацией.
VIII. Разрушающий контроль сварных соединений
Проведение и объем разрушающего контроля
106. Разрушающий контроль должен проводиться:
а) при проверке качества сварочных (наплавочных) материалов путем испытаний образцов, вырезаемых из контрольных сварных швов (наплавок);
б) при проверке соответствия характеристик металла производственных сварных соединений установленным требованиям путем испытаний образцов, вырезаемых из производственных контрольных сварных соединений.
107. При проведении разрушающего контроля металла шва (наплавки) должны определяться:
а) химический состав;
б) механические свойства при нормальной и повышенной температурах (предел прочности, предел текучести, относительное удлинение, относительное сужение);
в) ударная вязкость;
г) критическая температура хрупкости (или проводится ее подтверждение) для перлитных и высокохромистых материалов;
д) содержание ферритной фазы в аустенитном наплавленном металле;
е) стойкость к межкристаллитной коррозии аустенитного металла.
108. При проведении разрушающего контроля металла сварных соединений и наплавленных деталей должны выполняться:
а) металлографические исследования;
б) определение предела прочности сварных соединений;
в) механические испытания на статический изгиб;
г) механические испытания на сплющивание сварных труб.
109. Разрушающий контроль должен проводиться в соответствии с требованиями:
а) в части определения химического состава - приложения N 5 к настоящим Правилам;
б) в части определения механических свойств - приложения N 6 к настоящим Правилам;
в) в части определения или подтверждения критической температуры хрупкости - федеральных норм и правил в области использования атомной энергии, регламентирующих нормы расчета оборудования и трубопроводов атомных энергетических установок на прочность;
г) в части испытания на стойкость к межкристаллитной коррозии - пункта 127 настоящих Правил;
д) в части металлографических исследований - приложения N 7 к настоящим Правилам;
е) в части определения содержания ферритной фазы в наплавленном металле - пункта 128 настоящих Правил;
ж) в части определения твердости наплавок - приложения N 3 к настоящим Правилам.
110. Типы образцов для определения механических свойств металла шва, наплавленного металла и сварных соединений должны соответствовать требованиям документа по стандартизации, включенного в Сводный перечень.
111. Число образцов для проведения механических испытаний на растяжение должно быть не менее двух при каждой температуре и не менее трех при испытаниях на ударный изгиб при каждой температуре.
Для других видов испытаний число образцов должно быть не менее указанного в соответствующем документе по стандартизации.
112. При получении неудовлетворительных результатов определения химического состава, испытания на стойкость к межкристаллитной коррозии или по какому-либо из видов механических испытаний должны быть проведены повторные испытания для соответствующего показателя на удвоенном количестве образцов.
113. При неудовлетворительных результатах металлографических исследований или испытаний по определению ферритной фазы должно быть выполнено новое контрольное сварное соединение (шов, наплавка) и испытания повторены в том же объеме.
Результаты повторных испытаний являются окончательными.
Производственные контрольные сварные соединения
114. Контроль производственных сварных соединений должен проводиться:
а) для корпусов оборудования группы A, включая коллектор первого контура парогенератора;
б) для корпусов оборудования и трубопроводов группы B в случаях, предусмотренных конструкторской документацией.
115. При контроле производственных сварных соединений выполняется производственное контрольное сварное соединение. Производственное контрольное сварное соединение подлежит неразрушающему контролю в объеме, соответствующем контролируемому производственному сварному соединению.
Разрушающий контроль должен проводиться путем испытаний образцов, вырезанных из производственных контрольных сварных соединений.
116. Производственное контрольное сварное соединение должно быть идентично контролируемому производственному сварному соединению по марке (ее модификации), номеру плавки и типу полуфабриката основного металла, по марке и партии (сочетанию партий) сварочных материалов, по типу сварного соединения, номинальным толщинам и наружным диаметрам свариваемых деталей, способу и режимам сварки, а также по режимам предварительного и сопутствующего подогрева и термической обработки.
Если для выполнения контролируемого производственного сварного соединения используется несколько партий сварочных материалов, то должно быть изготовлено соответствующее число производственных контрольных сварных соединений.
Допускается выполнение производственных контрольных сварных соединений с размерами, отличающимися от размеров соответствующих производственных сварных соединений, при условии, что отношение максимальных и минимальных толщин и отношение наружных диаметров деталей производственного сварного соединения и производственного контрольного сварного соединения не должны превышать:
а) для оборудования группы A - 1,25;
б) для оборудования группы B - 2,0;
в) для сварных соединений, выполняемых электрошлаковой сваркой, независимо от группы оборудования, - 1,25.
Для производственных контрольных сварных соединений с продольными швами допускается не учитывать соотношение диаметров.
В случаях, предусмотренных конструкторской документацией, при номинальном наружном диаметре производственных сварных соединений более 500,0 мм допускается изготовление плоских производственных контрольных сварных соединений.
117. В конструкторской документации на оборудование и трубопроводы, указанные в пункте 114 настоящих Правил, должно быть предусмотрено изготовление специальных деталей или соответствующее увеличение длины заготовок производственных деталей, обеспечивающее возможность выполнения производственного контрольного сварного соединения с учетом требований пункта 116 настоящих Правил.
118. При контроле производственных контрольных сварных соединений должны определяться следующие характеристики сварного соединения:
а) предел прочности и угол изгиба при нормальной температуре;
б) предел прочности при повышенной температуре;
в) стойкость к межкристаллитной коррозии;
г) критическая температура хрупкости металла шва, зоны сплавления и околошовной зоны;
д) химический состав металла шва;
е) механические свойства металла шва.
119. Определение предела прочности и угла изгиба для сварных соединений из сталей аустенитного класса должно проводиться в случаях, когда контролируемые производственные детали подвергаются термической обработке, нагреву под гибку, штамповке или другим термическим операциям, или при наличии требований в конструкторской документации.
120. Определение предела прочности сварного соединения при повышенной температуре должно проводиться при наличии соответствующего требования в конструкторской документации на контролируемое изделие.
121. Определение предела прочности для сварных соединений деталей из сталей различных структурных классов (например, перлитного и аустенитного) должно проводиться только при наличии требований в конструкторской документации с указанием норм оценки качества контроля.
122. Испытания на стойкость к межкристаллитной коррозии должны проводиться только для сварных соединений деталей из сталей аустенитного класса при наличии требований в конструкторской документации.
123. Критическая температура хрупкости металла шва и зоны сплавления и околошовной зоны производственного контрольного сварного соединения должна определяться при наличии требований в конструкторской документации.
124. Определение механических свойств и критической температуры хрупкости выполняется с учетом минимальной и максимальной продолжительности отпусков, предусмотренных для соответствующих производственных сварных соединений изделия.
Нормы оценки качества по результатам разрушающего контроля
Механические испытания
125. Показатели механических свойств сварного соединения, металла шва (наплавленного металла) должны быть не ниже приведенных в приложении N 6 к настоящим Правилам. Для материалов сварных соединений, не указанных в приложении N 6 к настоящим Правилам, предел прочности сварного соединения устанавливается равным пределу прочности менее прочного основного материала сваренных деталей.
126. Предел прочности на растяжение сварных соединений из алюминиевых сплавов, определяемых на плоских образцах с усилением шва, должен быть не менее 0,9 от гарантированного предела прочности основного металла в отожженном состоянии.
Предел прочности комбинированных сварных соединений деталей из алюминиевых сплавов разных марок определяется пределом прочности сварного соединения менее прочного сплава.
Испытания на стойкость к межкристаллитной коррозии
127. Сварное соединение или наплавленный металл обладают стойкостью к межкристаллитной коррозии, если результаты испытания соответствуют требованиям ГОСТ 6032-2017 "Стали и сплавы коррозионностойкие. Методы испытаний на стойкость против межкристаллитной коррозии", утвержденным приказом Федерального агентства по техническому регулированию и метрологии от 12 сентября 2017 г. N 1054-ст (Стандартинформ, 2017) (далее - ГОСТ 6032-2017). Конкретный метод испытания должен быть указан в конструкторской документации.
Определение содержания ферритной фазы
в наплавленном металле
128. Определение содержания ферритной фазы в наплавленном металле должно выполняться в соответствии с требованиями ГОСТ Р 53686-2009 "Сварка. Определение содержания ферритной фазы в металле сварного шва аустенитных и двухфазных феррито-аустенитных хромоникелевых коррозионностойких сталей", утвержденного приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. N 1081-ст (Стандартинформ, 2009).
Содержание ферритной фазы в наплавленном металле должно быть в пределах от 2 до 8% для сварных соединений деталей, работающих при температуре до 350 °C включительно, и от 2 до 5% - для сварных соединений деталей, работающих при температуре свыше 350 °C, но в любом случае не должно превышать значений верхнего предела, установленного в документах по стандартизации на соответствующие сварочные (наплавочные) материалы.
IX. Контроль основного металла
129. Контроль отливок должен выполняться в соответствии с требованиями приложения N 8 к настоящим Правилам.
130. Полуфабрикаты, используемые для изготовления крепежных изделий, деталей и сборочных единиц оборудования и трубопроводов, должны быть термообработаны при наличии соответствующих требований в конструкторской документации.
131. Контроль полуфабрикатов (кроме отливок) и крепежных изделий, используемых для изготовления деталей и сборочных единиц оборудования и трубопроводов, должен выполняться в соответствии с требованиями документов по стандартизации, включенных в Сводный перечень.
132. Контроль основного металла деталей и сборочных единиц должен выполняться в соответствии с требованиями конструкторской и проектной документации на изделие.
X. Документация
133. Документация по контролю должна разрабатываться организацией, выполняющей контроль.
Учетная документация
134. Результаты по неразрушающему и разрушающему контролю металла оборудования и трубопроводов должны вноситься в журналы.
135. В журналах должны быть указаны сведения, на основании которых будет заноситься информация в заключение (протокол) по контролю.
136. Порядок ведения учетной документации должен обеспечить возможность восстановления результатов контроля в случае утраты или порчи отчетной документации.
Отчетная документация
137. На основании учетной документации должна оформляться отчетная документация. Отчетной документации должен быть присвоен регистрационный номер.
138. Отчетная документация должна оформляться для каждого применяемого метода контроля.
139. Результаты контроля каждым методом оформляются протоколами, актами, заключениями или извещениями с фиксацией, как минимум, следующих данных:
а) наименование, шифр или обозначение (номер) изделия;
б) номер чертежа;
в) сведения о марках и плавках или партиях использованных материалов с заключением по результатам контроля их качества;
г) сведения о проведенной термической обработке;
д) метод и объем контроля;
е) дата проведения контроля;
ж) сведения о выявленных дефектах, местах их расположения;
з) сведения о результатах контроля после исправления дефектов;
и) окончательное заключение о результатах контроля.
140. В отчетной документации по контролю металла сварных соединений и (или) наплавленных поверхностей дополнительно должны содержаться сведения:
а) номера контролируемых сварных соединений и наплавок;
б) категории сварных соединений;
в) результаты испытаний производственных контрольных сварных соединений, если они были изготовлены.
141. Отчетная документация должна оформляться на бумажном носителе информации.
142. Организацией-изготовителем (монтажной организацией) должны быть обеспечены условия для хранения отчетной документации по неразрушающему и разрушающему контролю, исключающие ее утрату, порчу и несанкционированный доступ к содержащейся в ней информации в течение назначенного срока эксплуатации оборудования и трубопроводов.
Приложение N 1
к федеральным нормам и правилам
в области использования атомной
энергии "Правила контроля металла
оборудования и трубопроводов
атомных энергетических установок
при изготовлении и монтаже",
утвержденным приказом Федеральной
службы по экологическому,
технологическому и атомному надзору
от 14 ноября 2018 г. N 553
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
1. Атомная энергетическая установка - блок атомной станции с водо-водяным реактором, либо с реактором канального типа, либо с реактором на быстрых нейтронах с жидкометаллическим натриевым теплоносителем, либо установка с исследовательским реактором указанных типов.
2. Включение - полость в основном или наплавленном металле или металле шва, заполненная газом, шлаком или инородным металлом.
2.1. Максимальный размер одиночного включения a - наибольшее расстояние между двумя точками внешнего контура включения (рисунок 1.1).
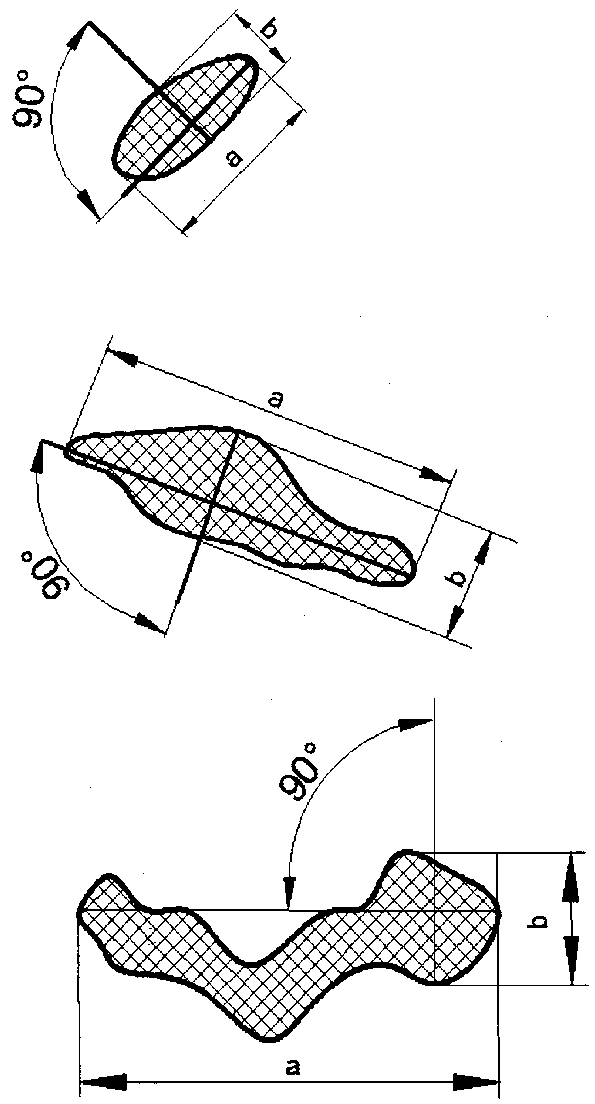
Рисунок 1.1. Максимальные размер a и ширина b включения
2.2. Максимальная ширина включения b - наибольшее расстояние между двумя точками внешнего контура включения, измеренное в направлении, перпендикулярном наибольшему размеру включения (рисунок 1.1).
2.3. Включение одиночное - включение, минимальное расстояние L от края которого до края любого другого соседнего включения не менее максимальной ширины каждого из рассматриваемых включений, но не менее трехкратного максимального размера включения с меньшим значением этого показания (из двух рассматриваемых) (рисунок 1.2).
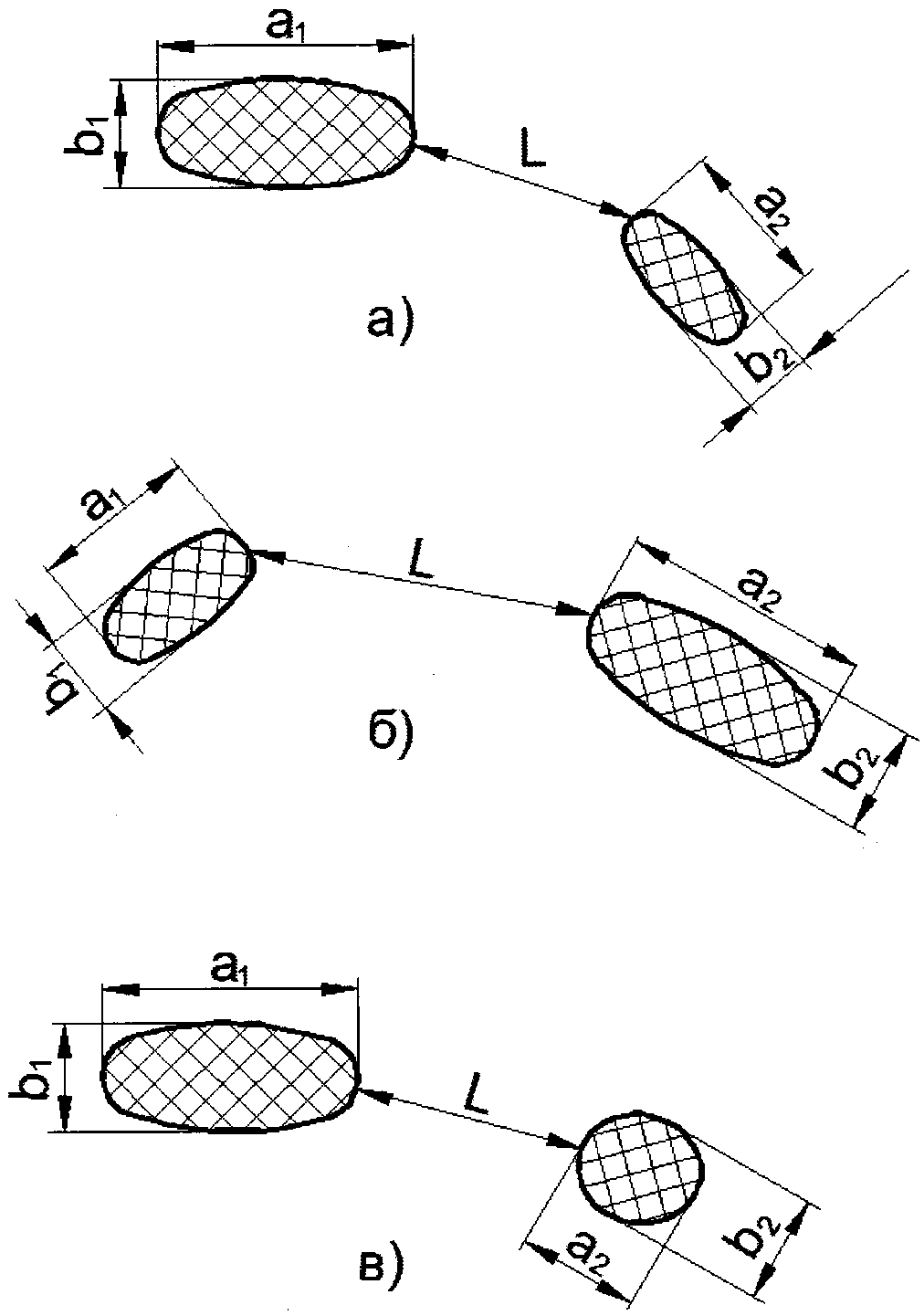
Рисунок 1.2. Условия одиночности
двух рассматриваемых включений:
а) L  b1; L
b1; L  3a2; a1 > a2; b1 > b2;
3a2; a1 > a2; b1 > b2;
б) L  3a1; b1
3a1; b1  a1; a1 > a2; b1 > b2;
a1; a1 > a2; b1 > b2;
в) L  3a2; b2
3a2; b2  a2; a1 > a2; b1 > b2
a2; a1 > a2; b1 > b2
2.4. Включения одиночные мелкие (при радиографическом контроле) - включения, допустимость которых устанавливается в зависимости от их размеров, а также от общего числа и суммарной приведенной площади одиночных мелких включений и одиночных скоплений.
2.5. Включения одиночные крупные (при радиографическом контроле) - включения, максимальный размер которых превышает допустимый размер одиночных мелких включений, а допустимость устанавливается только в зависимости от размеров и числа без учета их площади при подсчете суммарной приведенной площади и без включения их в общее число одиночных мелких включений и одиночных скоплений.
3. Вогнутость корня шва - углубление на поверхности сварного соединения с односторонним швом в месте расположения его корня (оценивается по максимальной глубине расположения поверхности корня шва от уровня расположения поверхностей сваренных деталей).
4. Вогнутость углового шва - максимальное расстояние от поверхности шва до линии, соединяющей края его поверхности в одном поперечном сечении (оценивается по максимальной глубине расположения поверхности шва под указанной линией).
5. Выпуклость (превышение проплавления) корня шва - часть одностороннего сварного шва со стороны его корня, выступающая над уровнем расположения поверхностей сваренных деталей (оценивается по максимальной высоте расположения поверхности корня шва над указанным уровнем).
6. Выпуклость стыкового шва - часть стыкового сварного шва, выступающая над уровнем расположения поверхностей сваренных деталей (оценивается по максимальной высоте расположения поверхности шва над указанной линией).
7. Выпуклость углового шва - часть углового сварного шва, выступающая над линией, соединяющей края его поверхности в одном поперечном сечении (оценивается по максимальной высоте расположения поверхности над указанной линией).
8. Индикаторный след:
а) при капиллярном контроле - след, образованный индикаторным пенетрантом на слое проявителя;
б) при контроле магнитопорошковым методом - видимая длина валика осаждения магнитного порошка над несплошностью.
9. Контрольное сварное соединение - сварное соединение, выполняемое при проведении металлографических исследований производственных сварных соединений.
10. Кромка сварного шва - торцевая поверхность детали после механической обработки до заданных конструкторской документацией размеров разделки сварного шва.
11. Наплыв - дефект в виде металла, натекшего в процессе сварки (наплавки) на поверхность основного металла, но не сплавленный с ним.
12. Непровар - несплавление в сварном соединении или наплавленной детали между основным металлом и металлом шва (наплавленным металлом) или между отдельными валиками.
13. Несплошность - нарушение однородности материала, вызывающее скачкообразное изменение одной или нескольких физических характеристик, определяемых методами неразрушающего контроля. Несплошность - обобщенное наименование трещин, отслоений, прожогов, свищей, пор, непроваров и включений.
14. Номинальная толщина основного металла наплавленной детали - указанная в конструкторской документации (без учета допусков) толщина основного металла детали.
15. Номинальная толщина сваренных деталей - указанная в конструкторской документации (без учета допусков) толщина основного металла деталей в зоне, примыкающей к сварному шву.
16. Отслоение - дефект в виде нарушения сплошности сплавления наплавленного металла с основным на деталях (изделиях) с антикоррозионной наплавкой или с предварительно наплавленными кромками, а также на других наплавленных деталях.
17. Подрез - углубление в виде канавки на границе поверхности сварного шва с основным металлом или на границе поверхностей двух соседних валиков.
18. Приведенная площадь включения или скопления (при радиографическом контроле) - произведение максимального размера включения (скопления) на его максимальную ширину (учитывается для одиночных малых включений и одиночных скоплений).
19. Прожог - дефект в виде сквозного отверстия в сварном шве, образовавшегося вследствие вытекания части жидкого металла сварочной ванны в процессе выполнения сварки.
20. Производственное контрольное сварное соединение - сварное соединение, выполняемое с целью проверки соответствия характеристик металла производственных сварных соединений установленным требованиям.
21. Радиационная толщина - суммарная длина участков оси рабочего пучка направленного первичного ионизирующего излучения в материале контролируемого объекта.
22. Расчетная высота углового шва - указанный в конструкторской документации размер h перпендикуляра, опущенного из точки сопряжения сваренных деталей (точки 0) на прямую линию, соединяющую края его поверхности в одном поперечном сечении (при выпуклом угловом шве), или на параллельную указанной линии касательную к поверхности сварного шва (при вогнутом угловом шве) (рисунок 1.3).
Для двустороннего углового шва его расчетная высота определяется как сумма расчетных высот (h1 + h2) его частей, выполненных с разных сторон.
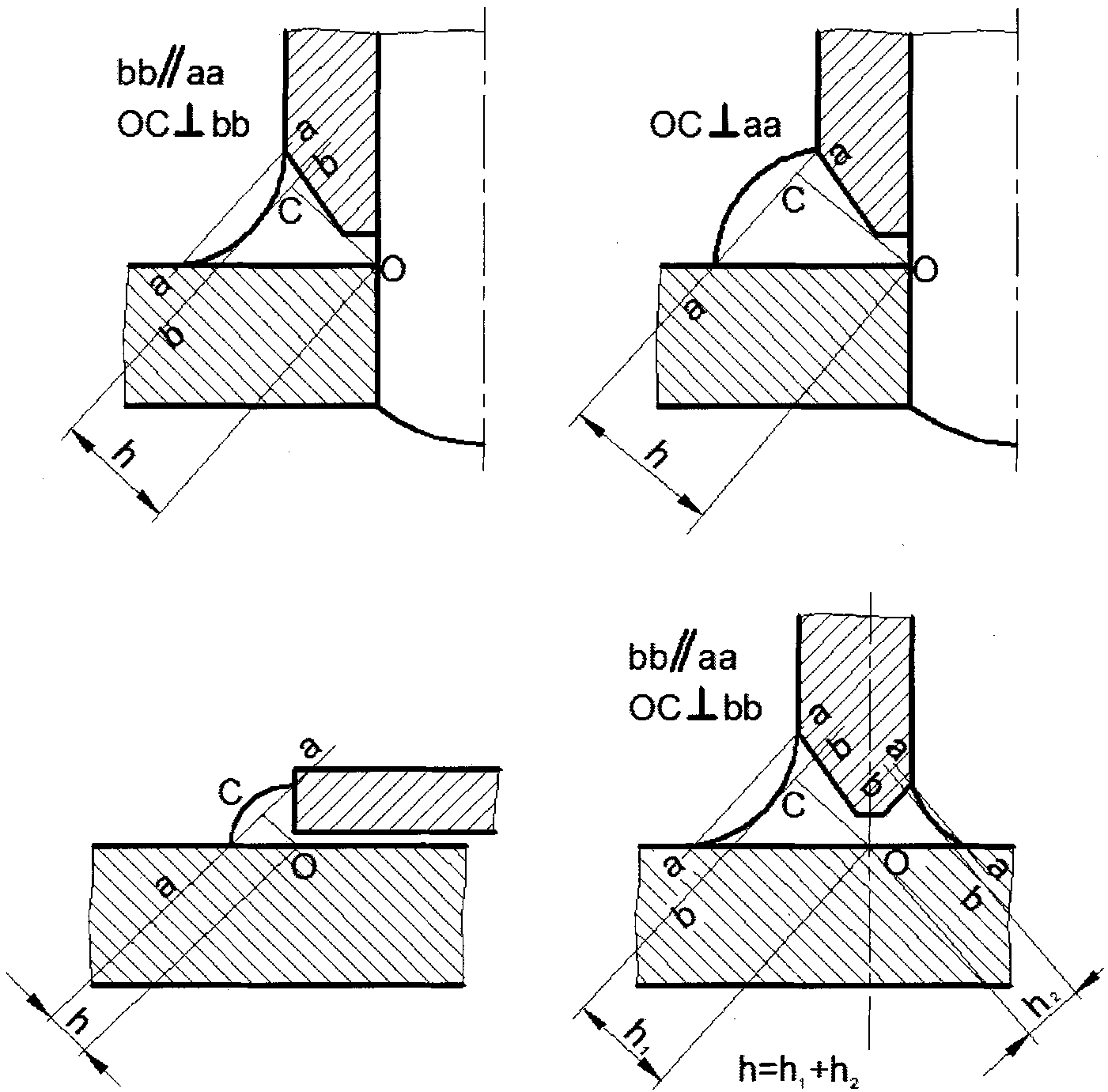
Рисунок 1.3. Расчетная высота углового шва
23. Свищ - дефект в виде воронкообразного или трубчатого углубления в сварном шве.
24. Скопление - два или несколько включений (пор, шлаковых и вольфрамовых включений) с наибольшим размером более 0,2 мм (рисунок 1.4 а), минимальное расстояние между краями которых меньше установленного для одиночных включений, но не менее максимальной ширины каждого из двух рассматриваемых любых соседних включений. При оценке расстояний между скоплениями и включениями скопление рассматривается как одиночное включение.
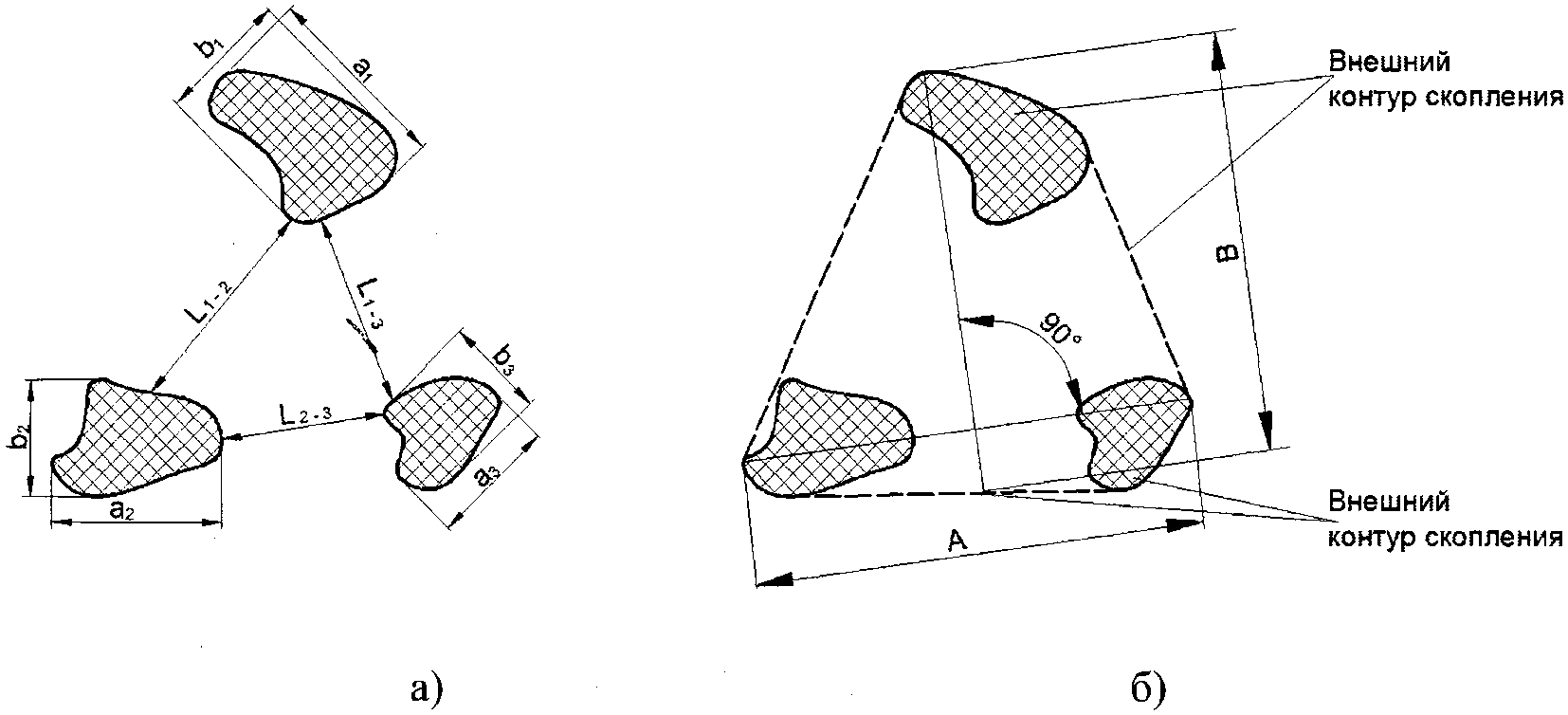
Рисунок 1.4. Скопление
(A - максимальный размер скопления;
B - максимальная ширина скопления):
3b1 > L1-2  b1 для b1 > b2, или 3b2 > L1-2
b1 для b1 > b2, или 3b2 > L1-2  b2
b2
для b2 > b1, или L1-2 < 3a1 для a1 < a2, или L1-2 < 3a2
для a2 < a1; 3b1 > L1-3  b1 для b1 > b3, или 3b3 > L1-3
b1 для b1 > b3, или 3b3 > L1-3
 b3 для b3 > b1, или L1-3 < 3a3 для a3 < a1, или L1-3 <
b3 для b3 > b1, или L1-3 < 3a3 для a3 < a1, или L1-3 <
3a1 для a1 < a3; 3b2 > L2-3  b2 для b2 > b3, или 3b3 > L2-3
b2 для b2 > b3, или 3b3 > L2-3
 b3 для b3 > b2, или L2-3 < 3a2 для a2 < a3,
b3 для b3 > b2, или L2-3 < 3a2 для a2 < a3,
или L2-3 < 3a3 для a3 < a2
24.1. Внешний контур скопления - контур, ограниченный внешними краями включений, входящих в скопление, и касательными линиями, соединяющими указанные края (рисунок 1.4 б).
24.2. Максимальный размер скопления A - наибольшее расстояние между двумя соседними точками внешнего контура скопления (рисунок 1.4 б).
24.3. Максимальная ширина скопления B - наибольшее расстояние между двумя точками внешнего контура скопления, измеренное в направлении, перпендикулярном максимальному размеру скопления (рисунок 1.4 б).
25. Скопление одиночное - скопление, минимальное расстояние L от внешнего контура которого до внешнего контура любого другого соседнего скопления или включения не менее трехкратной максимальной ширины каждого из двух рассматриваемых скоплений (или скопления и включения), но не менее трехкратного максимального размера скопления (включения) с меньшим значением этого показателя (из двух рассматриваемых) (рисунок 1.5).
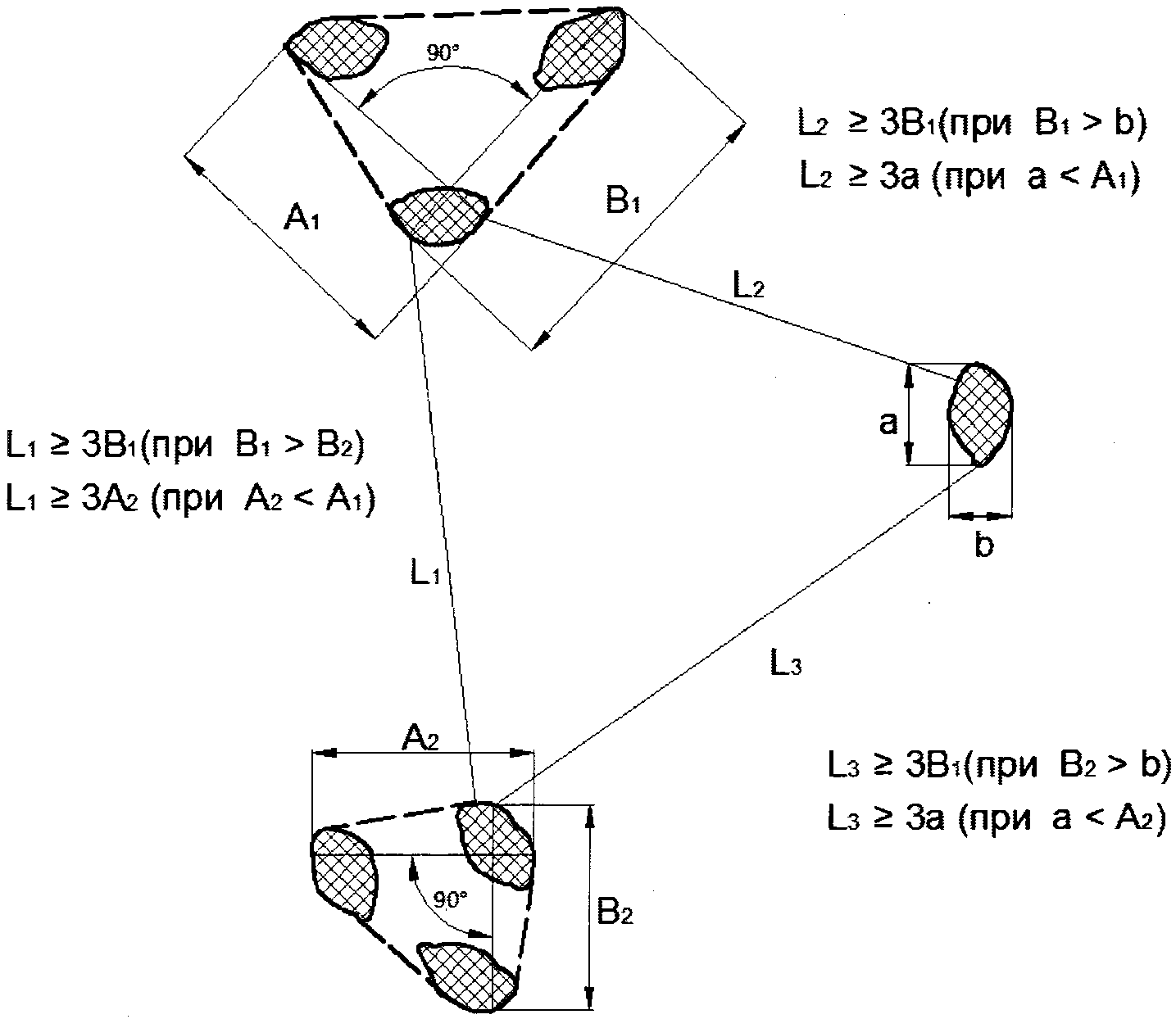
Рисунок 1.5. Одиночные скопления
26. Группа включений - два или несколько включений, минимальное расстояние между краями которых менее максимальной ширины хотя бы одного из двух рассматриваемых соседних включений; внешний контур рассматриваемой группы включений ограничивается внешними краями включений, входящих в рассматриваемую группу, и касательными линиями, соединяющими указанные края (рисунок 1.6).
Недопустимые включения и скопления - одиночные включения (скопления), превышающие установленные нормы по размерам, количеству или суммарной приведенной площади.
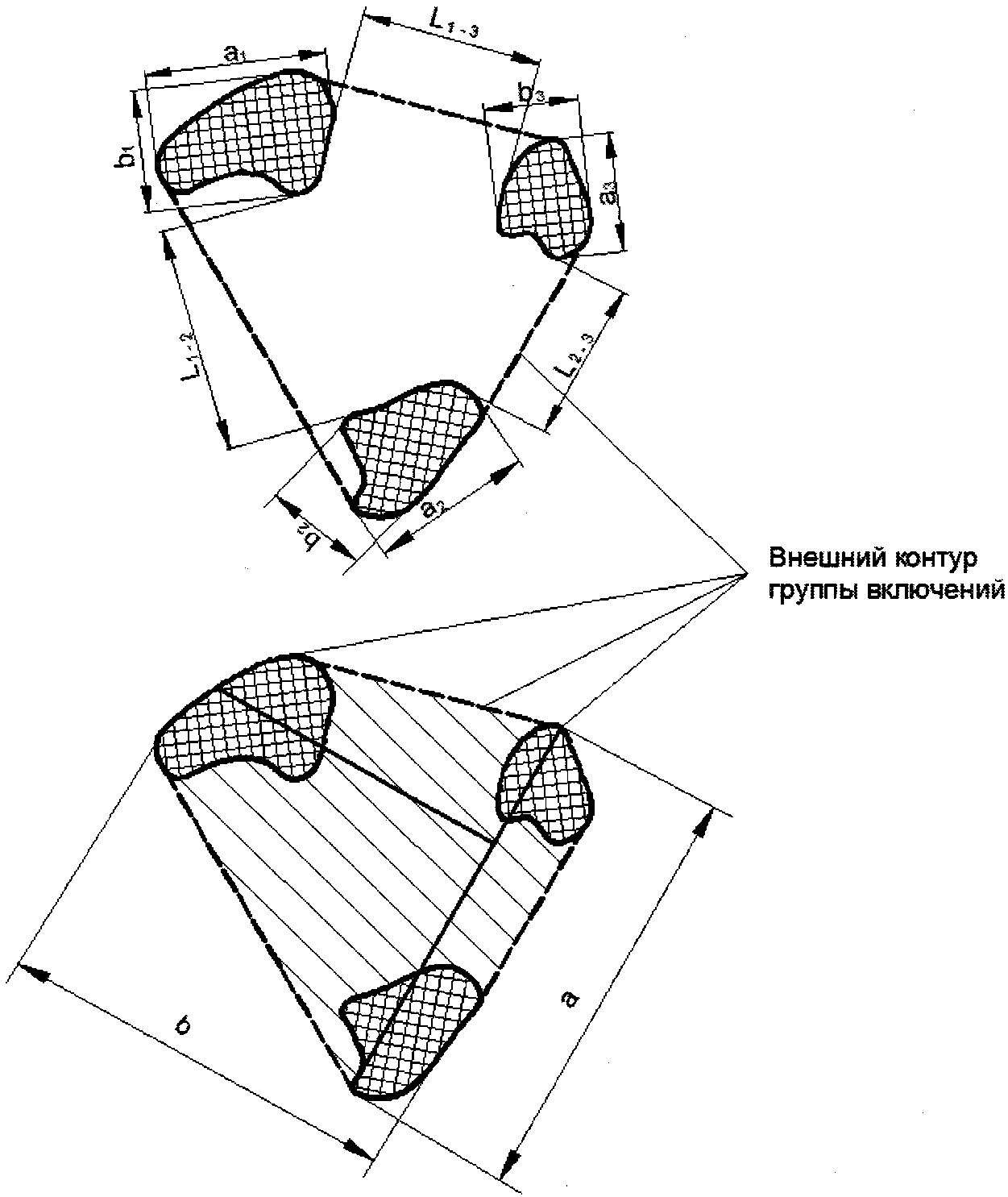
Рисунок 1.6. Группа включений
(a - максимальный размер группы включений;
b - максимальная ширина группы включений):
L1-2 < b1 для b1 > b2, или L1-2 < b2 для b2 > b1;
L1-3 < b1 для b1 > b3, или L1-3 < b3 для b3 > b1;
L2-3 < b2 для b2 > b3, или L2-3 < b3 для b3 > b2
27. Суммарная приведенная площадь включений и скоплений (при радиографическом контроле) - сумма приведенных площадей отдельных одиночных мелких включений и одиночных скоплений.
28. Трещина - дефект в виде разрыва металла сварного соединения или наплавленной детали (изделия).
29. Углубление между валиками - продольная впадина между двумя соседними валиками (оценивается по максимальной глубине).
30. Усадочная раковина - дефект в виде полости или впадины, которые образуются при усадке расплавленного металла в процессе затвердевания (располагается, как правило, в местах, где прерывается или оканчивается сварка).
31. Чешуйчатость - поперечные или округлые (при автоматической сварке под флюсом - удлиненно-округлые) углубления на поверхности валика, образовавшиеся вследствие неравномерности затвердевания металла сварочной ванны (оценивается по максимальной глубине).
32. Ширина шва - расстояние между краями поверхности сварного шва в одном поперечном сечении.
33. Эквивалентная площадь несплошности (при ультразвуковом контроле) - площадь плоскодонного отражателя, расположенного на том же расстоянии от поверхности ввода, что и реальная несплошность, и создающего такой же по амплитуде сигнал.
Приложение N 2
к федеральным нормам и правилам
в области использования атомной
энергии "Правила контроля металла
оборудования и трубопроводов
атомных энергетических установок
при изготовлении и монтаже",
утвержденным приказом Федеральной
службы по экологическому,
технологическому и атомному надзору
от 14 ноября 2018 г. N 553
КОНТРОЛЬ
СВАРНЫХ СОЕДИНЕНИЙ ВВАРКИ ТРУБ В ТРУБНЫЕ ДОСКИ
И В КОЛЛЕКТОРЫ
1. Методы и объем неразрушающего контроля сварных соединений вварки стальных труб в трубные доски и в коллекторы оборудования приведены в таблице N 2.1 настоящего приложения. Сварные соединения выполнены дуговой сваркой.
Таблица N 2.1
|
Категория сварного соединения
|
Объем контроля, %
|
|||||
|
визуального и измерительного
|
капиллярного <**> или магнитопорошкового <**>, или вихретокового <**>
|
радиографического
|
герметичности
|
|||
|
Dн
|
Dн > 16,0 мм
|
Dн
|
Dн > 16,0 мм
|
|||
|
I
|
100
|
100
|
100
|
<*>
|
100
|
100
|
|
Iн, IIна
|
100
|
100
|
100
|
100
|
100
|
при наличии требований в конструкторской документации
|
|
II, IIа
|
100
|
50
|
50
|
<*>
|
100
|
|
|
IIнв, IIнс
|
100
|
50
|
50
|
<*>
|
100
|
|
|
IIв, IIIа
|
100
|
25
|
-
|
-
|
100
|
|
|
IIIв
|
100
|
10
|
-
|
-
|
100
|
|
|
IIIс
|
100
|
-
|
-
|
-
|
100
|
|
|
Примечания.
1. Dн - номинальный диаметр трубы.
2. Необходимость и объем ультразвукового контроля устанавливаются требованиями конструкторской документации.
<*> Необходимость и объем радиографического контроля устанавливаются требованиями конструкторской документации.
<**> Конкретный метод устанавливается требованиями конструкторской документации.
|
||||||
2. Радиографический контроль в соответствии с таблицей N 2.1 настоящего приложения выполняется на сварных соединениях с минимальной глубиной проплавления (от зеркала трубной доски или коллектора) не менее 2,5 мм.
3. Контроль герметичности проводится гелиевыми течеискателями.
4. При вварке стальных труб ручной дуговой сваркой металлографические исследования контрольных сварных соединений выполняются в начале каждой смены. Отбор проб производится не менее чем из четырех сечений каждого контрольного сварного соединения. При использовании автоматизированной сварки объем металлографических исследований устанавливается конструкторской и технологической документацией.
5. Методы и объем неразрушающего контроля сварных соединений вварки труб из титановых сплавов в трубные доски и в коллекторы оборудования приведены в таблице N 2.2 настоящего приложения.
Таблица N 2.2
|
Категория сварных соединений
|
Объем контроля, %
|
||
|
визуального и измерительного
|
радиографического
|
капиллярного
|
|
|
I, IIа
|
100
|
100
|
100
|
|
IIв
|
50
|
50
|
|
|
IIIа
|
25
|
-
|
|
|
IIIв
|
10
|
-
|
|
|
IIIс
|
-
|
-
|
|
|
Примечание. Ультразвуковой контроль и контроль герметичности выполняются при наличии требований в конструкторской документации.
|
|||
6. Радиографический контроль в соответствии с таблицей N 2.2 настоящего приложения выполняется на сварных соединениях с минимальной глубиной проплавления (от зеркала трубной доски или коллектора) не менее 2,5 мм и внутренним диаметром трубы не менее 15,0 мм.
7. Объем металлографических исследований сварных соединений вварки труб из титановых сплавов в трубные доски и в коллекторы устанавливается конструкторской и технологической документацией.
8. Значение глубины проплавления устанавливается в конструкторской документации.
9. Контрольные сварные соединения, указанные в пунктах 4 и 7 настоящего приложения, должны производиться тем же сварщиком, на том же оборудовании и на тех же режимах, что и производственные сварные соединения вварки труб в трубные доски и коллекторы.
10. Количество контрольных сварных соединений должно составлять:
а) одно на каждые 100 сварных соединений при количестве соединений в трубной доске более 500;
б) одно на каждые 50 сварных соединений при количестве соединений в трубной доске менее 500.
Приложение N 3
к федеральным нормам и правилам
в области использования атомной
энергии "Правила контроля металла
оборудования и трубопроводов
атомных энергетических установок
при изготовлении и монтаже",
утвержденным приказом Федеральной
службы по экологическому,
технологическому и атомному надзору
от 14 ноября 2018 г. N 553
НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ
НАПЛАВЛЕННЫХ УПЛОТНИТЕЛЬНЫХ И НАПРАВЛЯЮЩИХ ПОВЕРХНОСТЕЙ
1. Контроль наплавки уплотнительных и направляющих поверхностей должен проводиться до и после механической обработки.
До механической обработки должен быть проведен визуальный и измерительный контроль.
После механической обработки наплавленные поверхности должны подвергаться:
а) визуальному контролю - на всех наплавленных поверхностях по всей площади, включая боковые поверхности зоны сплавления с основным металлом;
б) капиллярному контролю - на всех наплавленных уплотнительных рабочих поверхностях по всей площади, включая боковые поверхности зоны сплавления с основным металлом;
в) измерительному контролю и измерению твердости - в соответствии с технологической документацией.
Визуальный и измерительный контроль
2. На уплотнительных поверхностях не допускаются округлые одиночные включения, размеры или количество которых превышают приведенные в таблице N 3.1 настоящего приложения. Фиксации подлежат округлые одиночные включения с максимальным размером свыше 0,2 мм. Включения с наибольшим размером до 0,2 мм включительно не учитываются.
Подлежащие фиксации включения не допускаются (вне зависимости от размеров и их количества), если:
а) они расположены на расстоянии менее 2,5 мм от границ рабочей поверхности;
б) хотя бы два включения расположены на одной радиальной линии (при кольцевом уплотнении) или на одной образующей (при конусном уплотнении).
Таблица N 3.1
|
Номинальная ширина поверхности, мм
|
Максимально допустимый размер включения, мм
|
Максимально допустимое количество включений
|
|||||||
|
На любых 100,0 мм протяженности поверхности
|
На всей протяженности поверхности при Ду, мм
|
||||||||
|
до 65,0
|
до 100,0
|
до 150,0
|
до 250,0
|
до 400,0
|
до 600,0
|
более 600,0
|
|||
|
До 5,0
|
не допускаются (с учетом требований по фиксации несплошностей)
|
||||||||
|
До 10,0
|
0,5
|
1
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
До 15,0
|
0,6
|
2
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
До 25,0
|
0,8
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
До 35,0
|
1,0
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
До 50,0
|
1,2
|
3
|
5
|
6
|
7
|
8
|
9
|
10
|
12
|
|
Более 50,0
|
1,5
|
4
|
6
|
7
|
8
|
9
|
10
|
12
|
15
|
|
Примечание. Ду - диаметр условного прохода.
|
|||||||||
3. На направляющих поверхностях не допускаются округлые одиночные включения с максимальным размером свыше 1,5 мм, а также округлые одиночные включения с максимальным размером свыше 0,2 до 1,5 мм включительно при их количестве более четырех на любых 20,0 см2 наплавленной поверхности.
4. Для уплотнительных и прилегающих к ним боковых наплавленных поверхностей протяженностью, не кратной 100,0 мм, нормы по количеству допустимых включений должны быть пропорционально изменены. Дробное количество допускаемых включений округляется до ближайшего целого числа.
Для направляющих и прилегающих к ним боковых наплавленных поверхностей площадью, не кратной 20,0 см2, нормы по количеству допустимых включений должны быть пропорционально изменены. Дробное количество допускаемых включений округляется до ближайшего целого числа.
Капиллярный контроль
5. При капиллярном контроле оценка качества наплавленных поверхностей может проводиться как по индикаторным следам, так и по фактическим характеристикам выявленных несплошностей после удаления проявителя в зоне зафиксированных индикаторных следов.
6. Результаты контроля по индикаторным следам считаются удовлетворительными при одновременном соблюдении следующих условий:
а) все индикаторные следы являются округлыми, линейные индикаторные следы отсутствуют;
б) наибольший размер каждого индикаторного следа не превышает трехкратной величины норм, приведенных в пунктах 3, 4, 5 настоящего приложения для одиночных включений;
в) количество индикаторных следов не превышает норм, приведенных в пунктах 3, 5 настоящего приложения для одиночных включений;
г) индикаторные следы являются одиночными (минимальное расстояние между краями двух любых округлых индикаторных следов меньше максимального размера большего из двух рассматриваемых следов).
Округлые индикаторные следы с наибольшим размером до 0,6 мм включительно не учитываются.
Несплошности, не удовлетворяющие нормам настоящего пункта, должны быть подвергнуты контролю по фактическим характеристикам, приведенным в пунктах 3, 4 настоящего приложения. Результаты контроля являются окончательными.
Измерение твердости
7. Твердость наплавленных поверхностей после термической обработки должна соответствовать значениям, приведенным в таблице N 5.6 приложения N 5 к настоящим Правилам.
8. Верхний допустимый предел твердости устанавливается конструкторской и технологической документацией в зависимости от объема наплавленного металла и режимов термической обработки.
9. Допускается отклонение значений твердости двухслойных наплавок от значений, приведенных в таблице N 5.6 приложения N 5 к настоящим Правилам, не более чем на 8%.
10. Минимальное количество замеров должно быть не менее:
а) двух - для арматуры с номинальным диаметром до 65,0 мм включительно;
б) трех - для арматуры с номинальным диаметром более 65,0 до 150,0 мм включительно;
в) пяти - для арматуры с номинальным диаметром более 150,0 до 400,0 мм включительно;
г) восьми - для арматуры с номинальным диаметром более 400,0 до 600,0 мм включительно;
д) десяти - для арматуры с номинальным диаметром более 600,0 мм.
11. При получении неудовлетворительных результатов измерения твердости наплавленных поверхностей допускается проведение повторных измерений с удвоенным количеством замеров. Результаты повторных измерений являются окончательными.
12. На деталях с наплавленными поверхностями, доступными для замеров твердости, контроль проводят непосредственно на рабочих поверхностях наплавленного металла после предварительной механической обработки с припуском на окончательную механическую обработку не более 0,5 мм.
13. На деталях с наплавленными поверхностями, недоступными для замеров твердости, контроль проводят на контрольных образцах, идентичных контролируемым производственным наплавленным деталям по марке основного металла, подготовке под наплавку, способу наплавки, партии наплавочных материалов, технологии выполнения наплавки, термической и механической обработке.
Контроль качества наплавки уплотнительных поверхностей
деталей арматуры из титановых сплавов
14. Геометрические размеры наплавки подлежат контролю непосредственно после выполнения наплавки перед выполнением термической обработки.
15. Визуальный контроль должен проводиться после выполнения наплавки и механической обработки с целью выявления пор и вольфрамовых включений на поверхности наплавленного металла, а также трещин на поверхности наплавленного металла и в зоне термического влияния.
На наплавленном металле и в зоне термического влияния трещины не допускаются. На окончательно обработанной поверхности не допускаются вольфрамовые включения, а также поры, размеры и количество которых превышают значения, приведенные в таблице N 3.2 настоящего приложения.
Таблица N 3.2
|
Диаметр условного прохода, мм
|
Допускаемый размер пор, мм, не более
|
Допускаемое количество пор, шт., не более
|
|
До 50,0 включительно
|
Диаметр 0,3
Глубина 0,2
|
1
|
|
Более 50,0 до 100,0 включительно
|
2
|
|
|
Более 100,0
|
3
|
16. Капиллярный контроль должен проводиться после предварительной и после окончательной механической обработки с целью выявления трещин и пор, не обнаруженных при визуальном контроле.
17. Измерения твердости наплавленного металла проводят непосредственно на уплотнительной поверхности после предварительной механической обработки. Плоскость, на которой проводится измерение твердости, должна иметь припуск 1,5 - 2,0 мм. Допускается измерять твердость наплавленного металла на образцах, наплавленных вместе со штатными изделиями той же партией присадочного материала, на тех же режимах и на том же оборудовании. Измерения проводятся на механически обработанной поверхности при высоте наплавленного металла не менее 4,0 мм. Твердость наплавленного металла должна составлять 350 - 430 HV. Количество измерений твердости должно быть не менее десяти. Из десяти измерений допускается не более трех выбросов. При большем количестве выбросов количество измерений удваивается, но допускается не более шести выбросов. Результаты измерения твердости на удвоенном количестве образцов являются окончательными.
Приложение N 4
к федеральным нормам и правилам
в области использования атомной
энергии "Правила контроля металла
оборудования и трубопроводов
атомных энергетических установок
при изготовлении и монтаже",
утвержденным приказом Федеральной
службы по экологическому,
технологическому и атомному надзору
от 14 ноября 2018 г. N 553
ОЦЕНКА
КАЧЕСТВА ПО РЕЗУЛЬТАТАМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СВАРНЫХ
СОЕДИНЕНИЙ И НАПЛАВЛЕННЫХ ПОВЕРХНОСТЕЙ
Визуальный и измерительный контроль
1. Нормы допустимых одиночных поверхностных включений для сварных соединений и предварительно наплавленных кромок деталей из стали и железоникелевых сплавов приведены в таблице N 4.1 настоящего приложения.
Таблица N 4.1
|
Номинальная толщина сварных (наплавленных) деталей, мм
|
Допустимый наибольший размер включения в сварных соединениях (наплавках) категорий, мм
|
Максимально допустимое число включений на любых 100,0 мм протяженности сварного соединения (наплавки) категорий
|
||||||||
|
Iн
|
IIн
|
I
|
II
|
III
|
Iн
|
IIн
|
I
|
II
|
III
|
|
|
До 2,0 включительно
|
-
|
-
|
-
|
-
|
0,3
|
-
|
-
|
-
|
-
|
2
|
|
Более 2,0 до 3,0 включительно
|
-
|
-
|
-
|
0,3
|
0,4
|
-
|
-
|
-
|
2
|
3
|
|
Более 3,0 до 4,0 включительно
|
-
|
-
|
0,3
|
0,4
|
0,5
|
-
|
-
|
2
|
3
|
4
|
|
Более 4,0 до 5,0 включительно
|
-
|
0,3
|
0,4
|
0,5
|
0,6
|
-
|
2
|
2
|
3
|
4
|
|
Более 5,0 до 6,0 включительно
|
0,3
|
0,4
|
0,5
|
0,6
|
0,8
|
2
|
2
|
2
|
3
|
4
|
|
Более 6,0 до 8,0 включительно
|
0,4
|
0,5
|
0,6
|
0,8
|
1,0
|
2
|
2
|
3
|
4
|
5
|
|
Более 8,0 до 10,0 включительно
|
0,5
|
0,6
|
0,8
|
1,0
|
1,2
|
2
|
3
|
3
|
4
|
5
|
|
Более 10,0 до 15,0 включительно
|
0,6
|
0,8
|
1,0
|
1,2
|
1,5
|
3
|
3
|
3
|
4
|
5
|
|
Более 15,0 до 20,0 включительно
|
0,8
|
1,0
|
1,2
|
1,5
|
2,0
|
3
|
3
|
4
|
5
|
6
|
|
Более 20,0 до 40,0 включительно
|
1,0
|
1,2
|
1,5
|
2,0
|
2,0
|
3
|
4
|
4
|
5
|
6
|
|
Более 40,0 до 100,0 включительно
|
1,2
|
1,5
|
1,5
|
2,0
|
2,5
|
4
|
4
|
5
|
6
|
7
|
|
Более 100,0 до 200,0 включительно
|
1,5
|
1,5
|
1,5
|
2,0
|
2,5
|
4
|
5
|
6
|
7
|
8
|
|
Более 200,0
|
1,5
|
1,5
|
1,5
|
2,0
|
2,5
|
5
|
6
|
7
|
8
|
9
|
|
Примечание. Включения с наибольшим фактическим размером до 0,2 мм не учитываются.
|
||||||||||
2. Нормы допустимой высоты (глубины) углубления между валиками и чешуйчатости их поверхности для сварных соединений деталей из стали и железоникелевых сплавов приведены в таблице N 4.2 настоящего приложения.
Таблица N 4.2
|
Номинальная толщина сварных (наплавленных) деталей, мм
|
Максимальный линейный размер для категорий сварных соединений, мм
|
||
|
I, Iн, IIн
|
II
|
III
|
|
|
До 2,0 включительно
|
0,3
|
0,4
|
0,6
|
|
Более 2,0 до 4,0 включительно
|
0,4
|
0,6
|
0,8
|
|
Более 4,0 до 6,0 включительно
|
0,6
|
0,8
|
1,0
|
|
Более 6,0 до 10,0 включительно
|
0,8
|
1,0
|
1,2
|
|
Более 10,0 до 15,0 включительно
|
1,0
|
1,2
|
1,5
|
|
Более 15,0
|
1,2
|
1,5
|
2,0
|
3. На поверхности антикоррозионной наплавки допускаются одиночные включения размером не более 1,0 мм, если их число на любом участке размером 100,0 x 100,0 мм не превышает четырех.
4. При проведении визуального контроля на поверхностях антикоррозионных наплавок включения с наибольшим фактическим размером до 0,2 мм не учитываются.
На поверхностях антикоррозионных наплавок высота (глубина) углубления между валиками не должна превышать 1,0 мм, а чешуйчатость - 0,5 мм.
При автоматической дуговой наплавке лентой на поверхностях антикоррозионных наплавок допускается несовпадение высоты двух соседних валиков в местах их сопряжения на величину, не превышающую 2,0 мм.
5. Формы и размеры конструкционных элементов выполненных швов (ширина и высота выпуклости шва, минимальное расстояние от края выпуклости шва до линии сплавления предварительной наплавки с основным металлом) должны удовлетворять требованиям федеральных норм и правил в области использования атомной энергии, регламентирующих выполнение сварки и наплавки оборудования и трубопроводов атомных энергетических установок.
6. При сварке поворотных стыков трубных деталей из стали без подкладных колец допускается сплошная или прерывистая вогнутость корня шва с внутренней стороны, размеры которой не превышают значений, приведенных в таблице N 4.3 настоящего приложения.
Таблица N 4.3
|
Номинальная толщина стенки сваренных труб (деталей), мм
|
Допустимая высота (глубина) вогнутости корня шва, мм
|
|
От 1,0 до 1,8 включительно
|
0,2
|
|
Более 1,8 до 2,8 включительно
|
0,4
|
|
Более 2,8 до 4,0 включительно
|
0,6
|
|
Более 4,0 до 6,0 включительно
|
0,8
|
|
Более 6,0 до 8,0 включительно
|
1,0
|
|
Более 8,0 до 12,0 включительно
|
1,2
|
|
Более 12,0
|
1,5
|
7. При сварке неповоротных стыков труб из стали без подкладных колец допускается вогнутость корня шва с внутренней стороны, размеры которой не превышают значений, приведенных в таблице N 4.4 настоящего приложения.
Таблица N 4.4
|
Номинальная толщина стенки сваренных труб (деталей), S, мм
|
Допустимая максимальная высота (глубина) вогнутости корня шва, мм
|
|
От 1,0 до 1,8 включительно
|
0,4
|
|
Более 1,8 до 2,8 включительно
|
0,6
|
|
Более 2,8 до 4,0 включительно
|
0,8
|
|
Более 4,0 до 6,0 включительно
|
1,0
|
|
Более 6,0 до 8,0 включительно
|
1,2
|
|
Более 8,0
|
0,15S, но не более 1,6 мм при условии увеличения усиления шва на 1,0 мм от номинального размера
|
8. Размеры сплошной или прерывистой выпуклости корня шва при односторонней сварке стальных труб без подкладных колец должны удовлетворять нормам, приведенным в таблице N 4.5 настоящего приложения.
Таблица N 4.5
|
Номинальный внутренний диаметр трубы, мм
|
Размер выпуклости (не более), мм
|
|
До 25,0 включительно
|
1,5
|
|
Более 25,0 до 150,0 включительно
|
2,0
|
|
Более 150,0
|
2,5
|
9. При измерениях толщины антикоррозионной наплавки или предварительной наплавки на кромках деталей допустимые западания между валиками не учитываются.
10. Нормы допустимых одиночных поверхностных включений и отклонений от геометрических размеров сварных соединений деталей и сборочных единиц из алюминиевых сплавов приведены в таблице N 4.6 настоящего приложения.
Таблица N 4.6
|
Наименование
|
Категория сварного соединения
|
Номинальная толщина и диаметр сваренных деталей,
мм
|
Размер несплошности,
мм
|
Число несплошностей или их суммарная протяженность
|
|
Подрезы основного металла
|
I, II, III
|
все толщины
|
не допускается
|
|
|
0,1S, но не более 0,5
|
10% длины контролируемого сварного шва с длиной отдельных участков не более 50,0 мм на любых 100,0 мм контролируем ого участка
|
|||
|
Западания между валиками и основным металлом, бугристость и чешуйчатость
|
I, II, III
|
все толщины
|
0,1S, но не более 0,8
|
- <*>
|
|
до 10,0 включительно
|
не более 1,0
|
|||
|
II, III
|
более 10,0 до 20,0 включительно
|
не более 1,2
|
||
|
более 20,0
|
не более 1,5
|
|||
|
Включения вольфрамовые
|
I, II, III
|
все толщины
|
0,1S, но не более 2,0
|
1 на каждые 100,0 мм шва
|
|
0,1S
|
3 на каждые 100,0 мм шва
|
|||
|
Вогнутость корня шва при сварке поворотных стыков труб без подкладных колец
|
I, II, III
|
более 1,0 до 2,0 включительно
|
не более 0,2
|
- <*>
|
|
более 2,0 до 3,0 включительно
|
не более 0,4
|
|||
|
более 3,0 до 4,0 включительно
|
не более 0,6
|
|||
|
более 4,0 до 6,0 включительно
|
не более 0,8
|
|||
|
более 6,0 до 8,0 включительно
|
не более 1,0
|
|||
|
более 8,0 до 12,0 включительно
|
не более 1,2
|
|||
|
более 12,0
|
не более 1,5
|
|||
|
Вогнутость корня шва при сварке неповоротных стыков труб без подкладных колец
|
I, II, III
|
более 1,0 до 2,0 включительно
|
не более 0,4
|
- <*>
|
|
более 2,0 до 3,0 включительно
|
не более 0,6
|
|||
|
более 3,0 до 4,0 включительно
|
не более 0,8
|
|||
|
более 4,0 до 6,0 включительно
|
не более 1,0
|
|||
|
более 6,0 до 8,0 включительно
|
не более 1,2
|
|||
|
более 8,0
|
0,15S, но не более 1,6 мм при условии увеличения усиления шва на 1,0 мм от номинального
|
|||
|
Выпуклость корня шва при односторонней сварке труб без подкладных колец
|
I, II, III
|
Ду до 25,0
|
не более 1,5
|
- <*>
|
|
Ду более 25,0 до 150,0
|
не более 2,0
|
|||
|
Ду более 150,0
|
не более 2,5
|
|||
|
Примечания.
1. S - минимальная номинальная толщина сварных деталей.
2. Ду - условный диаметр труб.
<*> Не регламентируется.
|
||||
11. Нормы оценки качества сварных соединений I - III категорий деталей и сборочных единиц из титановых сплавов по результатам визуального и измерительного контроля приведены в таблице N 4.7 настоящего приложения.
Таблица N 4.7
|
Сварное соединение
|
Поверхностные несплошности, мм
|
||||||
|
номинальная толщина элемента, мм
|
категория
|
радиус перехода R, мм не менее
|
подрезы зоны сплавления
|
западания между валиками и чешуйчатость, не более
|
размеры формирования корня шва, не более
|
||
|
глубина, не более
|
ширина
|
вогнутость
|
превышение выпуклости
|
||||
|
До 5,0 включительно
|
I,
II
|
12
|
0,5
|
1,0
|
0,5
|
0,5
|
1,0
|
|
III
|
6
|
1,0
|
1,5
|
0,5q
|
1,0
|
1,5
|
|
|
Более 5,0 до 12,0 включительно
|
I,
II
|
12
|
0,5
|
1,0
|
0,5q
|
1,0
|
1,5
|
|
III
|
6
|
1,0
|
1,5
|
0,5q
|
1,5
|
2,0
|
|
|
Более 12,0
|
I,
II
|
12
|
0,5
|
1,0
|
0,5q
|
1,5
|
2,0
|
|
III
|
6
|
1,0
|
1,5
|
0,5q
|
2,0
|
3,0
|
|
|
Примечание. q - высота выпуклости шва.
|
|||||||
12. Выявленные при визуальном и измерительном контроле несплошности, размеры которых превышают допустимые, должны быть устранены до проведения контроля другими методами.
Контроль прогонкой металлическим калибром (шариком)
13. Результаты контроля прогонкой металлическим калибром (шариком) считаются удовлетворительными, если калибр (шарик) заданного конструкторской документацией диаметра проходит через контролируемое сварное соединение.
Контроль герметичности
14. Качество сварного соединения считается удовлетворительным, если в процессе испытаний не будут обнаружены натекание или утечка, превышающие соответствующие показатели для класса герметичности, установленного конструкторской документацией.
Капиллярный контроль
15. Оценка качества сварных соединений и наплавленных поверхностей при капиллярном контроле может проводиться по индикаторным следам и по фактическим характеристикам выявленных несплошностей после удаления проявителя в зоне зафиксированных индикаторных следов.
16. При капиллярном контроле по индикаторным следам качество сварного соединения или наплавленной поверхности считается удовлетворительным при одновременном соблюдении следующих условий:
а) индикаторные следы являются одиночными;
б) линейные индикаторные следы отсутствуют;
в) наибольший размер каждого индикаторного следа не превышает более чем в три раза значений, приведенных в пунктах 2 и 3 настоящего приложения для одиночных включений;
г) число индикаторных следов не превышает значений, приведенных в пунктах 2 и 3 настоящего приложения для одиночных включений.
17. Индикаторные следы считаются одиночными, если минимальное расстояние от края каждого из них до края любого другого соседнего индикаторного следа не менее максимального размера индикаторного следа с меньшим значением этого показателя.
18. Округлые индикаторные следы с наибольшим размером до 0,6 мм включительно не учитываются вне зависимости от номинальной толщины сваренных (наплавленных) деталей.
19. Несплошности, не удовлетворяющие требованиям пункта 18 настоящего приложения, допускается подвергать контролю по фактическим характеристикам, результаты которого являются окончательными.
20. Оценка качества сварного соединения и наплавленной поверхности при проведении капиллярного контроля по фактическим характеристикам выявленных несплошностей должна проводиться в соответствии с требованиями пунктов 1, 2 и 4 настоящего приложения.
Магнитопорошковый контроль
21. Оценка качества магнитопорошкового контроля должна проводиться в соответствии с требованиями, установленными для визуального контроля в пунктах 1, 2 настоящего приложения. Допускается оценивать выявленные несплошности, выходящие на поверхность, по их фактическим характеристикам после удаления суспензии или порошка.
22. При выявлении недопустимых индикаций допускается проведение капиллярного контроля соответствующих зон. При положительных результатах контроля проводится зашлифовка металла на глубину до 1,0 мм (при условии обеспечения минимально допустимой толщины металла) и последующий повторный магнитопорошковый контроль, результаты которого являются окончательными.
Радиографический контроль
23. Качество сварного соединения (или наплавленной поверхности) деталей и сборочных единиц считается удовлетворительным, если при контроле не обнаружены трещины, непровары, а также не удовлетворяющие требованиям настоящих Правил включения, вогнутость или выпуклость корня шва.
24. Если вогнутость или превышение проплавления корня шва проверены при измерительном контроле, их оценка при радиографическом контроле не проводится.
25. Нормы допустимых одиночных включений и скоплений для сварных соединений (кроме Iн и IIн категорий) деталей и сборочных единиц из стали и железоникелевых сплавов приведены в таблице N 4.8 настоящего приложения.
Таблица N 4.8
|
Номинальная толщина сваренных деталей в месте сварки, мм
|
Требуемая чувствительность контроля, мм, не более
|
Одиночные включения и скопления
|
Одиночные крупные включения
|
|||||
|
Допустимый наибольший размер, мм
|
Допустимое число включений и скоплений на любом участке сварного соединения длиной 100,0 мм, шт.
|
Допустимая суммарная приведенная площадь включений и скоплений на любом участке сварного соединения длиной 100,0 мм, мм2
|
Допустимые, мм
|
Допустимое число на любом участке сварного соединения длиной 100,0 мм, шт.
|
||||
|
включения
|
скопления
|
наибольший размер
|
наибольшая ширина
|
|||||
|
Сварные соединения I категории
|
||||||||
|
Более 1,0 до 1,5 включительно
|
0,10
|
0,2
|
0,3
|
10
|
0,15
|
3,0
|
0,2
|
1
|
|
Более 1,5 до 2,0 включительно
|
0,10
|
0,3
|
0,4
|
10
|
0,3
|
3,0
|
0,3
|
1
|
|
Более 2,0 до 2,5 включительно
|
0,10
|
0,4
|
0,6
|
10
|
0,6
|
3,0
|
0,4
|
1
|
|
Более 2,5 до 3,0 включительно
|
0,10
|
0,5
|
0,8
|
10
|
1,0
|
3,0
|
0,5
|
1
|
|
Более 3,0 до 4,5 включительно
|
0,10
|
0,6
|
1,0
|
10
|
1,4
|
3,0
|
0,6
|
1
|
|
Более 4,5 до 6,0 включительно
|
0,20
|
0,8
|
1,2
|
11
|
2,5
|
3,0
|
0,8
|
1
|
|
Более 6,0 до 7,5 включительно
|
0,20
|
1,0
|
1,5
|
11
|
4,0
|
3,0
|
1,0
|
1
|
|
Более 7,5 до 10,0 включительно
|
0,20
|
1,2
|
2,0
|
12
|
5,5
|
3,5
|
1,2
|
1
|
|
Более 10,0 до 12,0 включительно
|
0,20
|
1,5
|
2,5
|
12
|
7,5
|
3,5
|
1,5
|
1
|
|
Более 12,0 до 14,0 включительно
|
0,30
|
1,5
|
2,5
|
13
|
9,0
|
4,0
|
1,5
|
1
|
|
Более 14,0 до 18,0 включительно
|
0,30
|
2,0
|
3,0
|
13
|
11,0
|
4,0
|
2,0
|
1
|
|
Более 18,0 до 21,0 включительно
|
0,30
|
2,0
|
3,0
|
14
|
14,0
|
4,0
|
2,0
|
1
|
|
Более 21,0 до 24,0 включительно
|
0,40
|
2,0
|
3,0
|
14
|
17,5
|
5,0
|
2,0
|
1
|
|
Более 24,0 до 27,0 включительно
|
0,40
|
2,5
|
3,5
|
15
|
20,0
|
5,0
|
2,5
|
2
|
|
Более 27,0 до 30,0 включительно
|
0,40
|
2,5
|
3,5
|
15
|
23,0
|
6,0
|
2,5
|
2
|
|
Более 30,0 до 35,0 включительно
|
0,50
|
2,5
|
4,0
|
16
|
26,0
|
6,0
|
2,5
|
2
|
|
Более 35,0 до 40,0 включительно
|
0,50
|
3,0
|
4,5
|
17
|
30,0
|
7,0
|
3,0
|
2
|
|
Более 40,0 до 45,0 включительно
|
0,60
|
3,0
|
4,5
|
18
|
34,0
|
8,0
|
3,0
|
2
|
|
Более 45,0 до 50,0 включительно
|
0,60
|
3,0
|
4,5
|
19
|
38,0
|
9,0
|
3,0
|
2
|
|
Более 50,0 до 55,0 включительно
|
0,60
|
3,0
|
4,5
|
20
|
42,0
|
10,0
|
3,0
|
2
|
|
Более 55,0 до 65,0 включительно
|
0,75
|
3,5
|
5,0
|
21
|
48,0
|
10,0
|
3,5
|
2
|
|
Более 65,0 до 75,0 включительно
|
0,75
|
3,5
|
5,0
|
22
|
56,0
|
10,0
|
3,5
|
2
|
|
Более 75,0 до 85,0 включительно
|
1,00
|
4,0
|
6,0
|
23
|
64,0
|
10,0
|
4,0
|
2
|
|
Более 85,0 до 100,0 включительно
|
1,00
|
4,0
|
6,0
|
24
|
72,0
|
10,0
|
4,0
|
2
|
|
Более 100,0 до 115,0 включительно
|
1,25
|
4,0
|
6,0
|
25
|
85,0
|
10,0
|
4,0
|
2
|
|
Более 115,0 до 125,0 включительно
|
1,25
|
5,0
|
7,0
|
25
|
100,0
|
10,0
|
5,0
|
2
|
|
Более 125,0 до 135,0 включительно
|
1,50
|
5,0
|
7,0
|
24
|
100,0
|
11,0
|
5,0
|
2
|
|
Более 135,0 до 150,0 включительно
|
1,50
|
5,0
|
7,0
|
24
|
115,0
|
11,0
|
5,0
|
2
|
|
Более 150,0 до 175,0 включительно
|
2,00
|
5,0
|
7,0
|
23
|
130,0
|
11,0
|
5,0
|
2
|
|
Более 175,0 до 200,0 включительно
|
2,00
|
5,0
|
8,0
|
23
|
150,0
|
11,0
|
5,0
|
2
|
|
Более 200,0 до 250,0 включительно
|
2,50
|
5,0
|
8,0
|
22
|
180,0
|
12,0
|
5,0
|
2
|
|
Более 250,0 до 300,0 включительно
|
3,00
|
6,0
|
9,0
|
21
|
220,0
|
12,0
|
6,0
|
2
|
|
Более 300,0 до 350,0 включительно
|
3,50
|
7,0
|
10,0
|
20
|
260,0
|
13,0
|
7,0
|
2
|
|
Более 350,0 до 400,0 включительно
|
4,00
|
8,0
|
12,0
|
19
|
300,0
|
13,0
|
8,0
|
2
|
|
Более 400,0 до 450,0 включительно
|
4,50
|
9,0
|
14,0
|
18
|
340,0
|
13,0
|
9,0
|
2
|
|
Более 450,0 до 500,0 включительно
|
5,00
|
10,0
|
15,0
|
17
|
380,0
|
14,0
|
10,0
|
2
|
|
Более 500,0 до 550,0 включительно
|
5,50
|
11,0
|
16,0
|
16
|
420,0
|
14,0
|
11,0
|
2
|
|
Более 550,0
|
6,00
|
12,0
|
18,0
|
15
|
460,0
|
14,0
|
12,0
|
2
|
|
Сварные соединения II категории
|
||||||||
|
Более 1,0 до 1,5 включительно
|
0,10
|
0,3
|
0,4
|
11
|
0,4
|
4,0
|
0,3
|
1
|
|
Более 1,5 до 2,0 включительно
|
0,10
|
0,4
|
0,6
|
11
|
0,6
|
4,0
|
0,4
|
1
|
|
Более 2,0 до 2,5 включительно
|
0,10
|
0,5
|
0,8
|
11
|
1,2
|
4,0
|
0,5
|
1
|
|
Более 2,5 до 3,5 включительно
|
0,10
|
0,6
|
1,0
|
11
|
1,7
|
4,0
|
0,6
|
1
|
|
Более 3,5 до 5,0 включительно
|
0,20
|
0,8
|
1,2
|
11
|
3,0
|
4,0
|
0,8
|
1
|
|
Более 5,0 до 6,5 включительно
|
0,20
|
1,0
|
1,5
|
12
|
4,5
|
4,0
|
1,0
|
2
|
|
Более 6,5 до 8,5 включительно
|
0,20
|
1,2
|
2,0
|
12
|
6,5
|
4,0
|
1,2
|
2
|
|
Более 8,5 до 10,0 включительно
|
0,20
|
1,5
|
2,5
|
13
|
8,5
|
4,0
|
1,5
|
2
|
|
Более 10,0 до 12,0 включительно
|
0,30
|
1,5
|
2,5
|
13
|
10,0
|
5,0
|
1,5
|
2
|
|
Более 12,0 до 15,0 включительно
|
0,30
|
2,0
|
3,0
|
14
|
12,0
|
5,0
|
2,0
|
2
|
|
Более 15,0 до 18,0 включительно
|
0,30
|
2,0
|
3,0
|
14
|
15,0
|
5,0
|
2,0
|
2
|
|
Более 18,0 до 21,0 включительно
|
0,40
|
2,5
|
3,5
|
15
|
18,0
|
6,0
|
2,5
|
2
|
|
Более 21,0 до 24,0 включительно
|
0,40
|
2,5
|
4,0
|
15
|
21,0
|
6,0
|
2,5
|
2
|
|
Более 24,0 до 28,0 включительно
|
0,50
|
3,0
|
4,5
|
16
|
24,0
|
7,0
|
3,0
|
2
|
|
Более 28,0 до 32,0 включительно
|
0,50
|
3,0
|
4,5
|
16
|
28,0
|
7,0
|
3,0
|
2
|
|
Более 32,0 до 38,0 включительно
|
0,60
|
3,0
|
4,5
|
18
|
32,0
|
8,0
|
3,0
|
2
|
|
Более 38,0 до 44,0 включительно
|
0,60
|
3,5
|
5,0
|
20
|
37,0
|
9,0
|
3,5
|
2
|
|
Более 44,0 до 52,0 включительно
|
0,75
|
3,5
|
5,0
|
21
|
43,0
|
10,0
|
3,5
|
2
|
|
Более 52,0 до 60,0 включительно
|
0,75
|
4,0
|
6,0
|
22
|
50,0
|
12,0
|
4,0
|
3
|
|
Более 60,0 до 70,0 включительно
|
1,00
|
4,0
|
6,0
|
23
|
58,0
|
12,0
|
4,0
|
3
|
|
Более 70,0 до 80,0 включительно
|
1,00
|
4,0
|
6,9
|
24
|
67,0
|
12,0
|
4,0
|
3
|
|
Более 80,0 до 100,0 включительно
|
1,25
|
4,0
|
6,0
|
25
|
81,0
|
12,0
|
4,0
|
3
|
|
Более 100,0 до 120,0 включительно
|
1,50
|
5,0
|
7,0
|
26
|
100,0
|
12,0
|
5,0
|
3
|
|
Более 120,0 до 140,0 включительно
|
1,75
|
5,0
|
7,0
|
25
|
115,0
|
12,0
|
5,0
|
3
|
|
Более 140,0 до 160,0 включительно
|
2,00
|
5,0
|
8,0
|
24
|
135,0
|
13,0
|
5,0
|
3
|
|
Более 160,0 до 200,0 включительно
|
2,50
|
6,0
|
9,0
|
24
|
160,0
|
13,0
|
6,0
|
3
|
|
Более 200,0 до 240,0 включительно
|
3,00
|
6,0
|
9,0
|
23
|
200,0
|
14,0
|
6,0
|
3
|
|
Более 240,0 до 280,0 включительно
|
3,50
|
7,0
|
10,0
|
22
|
235,0
|
14,0
|
7,0
|
3
|
|
Более 280,0
|
4,00
|
8,0
|
12,0
|
22
|
250,0
|
14,0
|
8,0
|
3
|
|
Сварные соединения III категории
|
||||||||
|
Более 1,0 до 2,0 включительно
|
0,10
|
0,4
|
0,6
|
12
|
0,8
|
5,0
|
0,5
|
2
|
|
Более 2,0 до 3,0 включительно
|
0,10
|
0,6
|
1,0
|
12
|
2,0
|
5,0
|
0,6
|
2
|
|
Более 3,0 до 4,0 включительно
|
0,20
|
0,8
|
1,2
|
12
|
3,5
|
5,0
|
0,8
|
2
|
|
Более 4,0 до 5,0 включительно
|
0,20
|
1,0
|
1,5
|
13
|
5,0
|
5,0
|
1,0
|
2
|
|
Более 5,0 до 6,5 включительно
|
0,20
|
1,2
|
2,0
|
13
|
6,0
|
5,0
|
1,2
|
3
|
|
Более 6,5 до 8,0 включительно
|
0,20
|
1,5
|
2,5
|
13
|
8,0
|
5,0
|
1,5
|
3
|
|
Более 8,0 до 10,0 включительно
|
0,30
|
1,5
|
2,5
|
14
|
10,0
|
5,0
|
1,5
|
3
|
|
Более 10,0 до 12,0 включительно
|
0,30
|
2,0
|
3,0
|
14
|
12,0
|
6,0
|
2,0
|
3
|
|
Более 12,0 до 14,0 включительно
|
0,40
|
2,0
|
3,0
|
15
|
14,0
|
6,0
|
2,0
|
3
|
|
Более 14,0 до 18,0 включительно
|
0,40
|
2,5
|
3,5
|
15
|
16,0
|
6,0
|
2,5
|
3
|
|
Более 18,0 до 22,0 включительно
|
0,50
|
3,0
|
4,0
|
16
|
20,0
|
7,0
|
3,0
|
3
|
|
Более 22,0 до 24,0 включительно
|
0,50
|
3,0
|
4,5
|
16
|
25,0
|
7,0
|
3,0
|
3
|
|
Более 24,0 до 28,0 включительно
|
0,60
|
3,0
|
4,5
|
18
|
25,0
|
8,0
|
3,0
|
3
|
|
Более 28,0 до 32,0 включительно
|
0,60
|
3,5
|
5,0
|
18
|
31,0
|
8,0
|
3,5
|
3
|
|
Более 32,0 до 35,0 включительно
|
0,60
|
3,5
|
5,0
|
20
|
35,0
|
9,0
|
3,5
|
3
|
|
Более 35,0 до 38,0 включительно
|
0,75
|
3,5
|
5,0
|
20
|
35,0
|
9,0
|
3,5
|
3
|
|
Более 38,0 до 44,0 включительно
|
0,75
|
4,0
|
6,0
|
21
|
41,0
|
10,0
|
4,0
|
3
|
|
Более 44,0 до 50,0 включительно
|
0,75
|
4,0
|
6,0
|
22
|
47,0
|
12,0
|
4,0
|
3
|
|
Более 50,0 до 60,0 включительно
|
1,00
|
4,0
|
6,0
|
23
|
55,0
|
14,0
|
4,0
|
4
|
|
Более 60,0 до 70,0 включительно
|
1,00
|
4,0
|
6,0
|
24
|
65,0
|
14,0
|
4,0
|
4
|
|
Более 70,0 до 85,0 включительно
|
1,25
|
5,0
|
7,0
|
25
|
78,0
|
14,0
|
5,0
|
4
|
|
Более 85,0 до 100,0 включительно
|
1,50
|
5,0
|
7,0
|
26
|
92,0
|
14,0
|
5,0
|
4
|
|
Более 100,0 до 130,0 включительно
|
2,00
|
5,0
|
8,0
|
27
|
115,0
|
14,0
|
5,0
|
4
|
|
Более 130,0 до 165,0 включительно
|
2,50
|
6,0
|
9,0
|
26
|
145,0
|
15,0
|
6,0
|
4
|
|
Более 165,0 до 200,0 включительно
|
3,00
|
6,0
|
9,0
|
25
|
160,0
|
15,0
|
6,0
|
4
|
|
Более 200,0 до 225,0 включительно
|
3,50
|
7,0
|
10,0
|
25
|
210,0
|
15,0
|
7,0
|
4
|
|
Более 225,0
|
4,00
|
8,0
|
12,0
|
24
|
230,0
|
16,0
|
8,0
|
4
|
26. В таблице N 4.8 требуемая чувствительность приведена для канавочных эталонов. При использовании проволочных эталонов величину чувствительности 0,30; 0,60; 0,75 и 1,5 мм допускается заменять на 0,32; 0,63; 0,80 и 1,6 мм соответственно.
27. Нормы допустимых одиночных включений и скоплений для сварных соединений Iн и IIн категорий деталей и сборочных единиц из стали приведены в таблице N 4.9 настоящего приложения.
Таблица N 4.9
|
Номинальная толщина сваренных деталей в месте сварки, мм
|
Требуемая чувствительность, мм
|
Допустимый наибольший размер включения или скопления, мм
|
Допустимое число включений и скоплений на любом участке сварного соединения длиной 100,0 мм, шт.
|
Допустимая суммарная приведенная площадь включений и скоплений на любом участке сварного соединения длиной 100,0 мм, мм2
|
|
Сварные соединения Iн категории
|
||||
|
До 2,0 включительно
|
0,10
|
не допускаются
|
не допускаются
|
не допускаются
|
|
Более 2,0 до 3,0 включительно
|
0,10
|
не допускаются
|
не допускаются
|
не допускаются
|
|
Более 3,0 до 5,0 включительно
|
0,10
|
0,4
|
3
|
0,5
|
|
Более 5,0 до 8,0 включительно
|
0,20
|
0,5
|
3
|
1,0
|
|
Более 8,0 до 11,0 включительно
|
0,30
|
0,6
|
4
|
1,5
|
|
Более 11,0 до 14,0 включительно
|
0,30
|
0,8
|
4
|
2,0
|
|
Более 14,0 до 20,0 включительно
|
0,30
|
1,0
|
4
|
3,0
|
|
Более 20,0 до 26,0 включительно
|
0,40
|
1,2
|
4
|
4,5
|
|
Более 26,0 до 34,0 включительно
|
0,40
|
1,6
|
4
|
7,0
|
|
Более 34,0 до 45,0 включительно
|
0,50
|
2,0
|
5
|
12,0
|
|
Более 45,0 до 67,0 включительно
|
0,60
|
2,5
|
5
|
20,0
|
|
Более 67,0 до 90,0 включительно
|
1,00
|
3,0
|
5
|
27,0
|
|
Более 90,0 до 120,0 включительно
|
1,25
|
4,0
|
5
|
45,0
|
|
Более 120,0 до 200,0 включительно
|
1,50
|
5,0
|
5
|
75,0
|
|
Более 200,0
|
2,00
|
5,0
|
7
|
125,0
|
|
Сварные соединения IIн категории
|
||||
|
До 2,0 включительно <1>
|
0,10
|
не допускаются
|
не допускаются
|
не допускаются
|
|
Более 2,0 до 3,0 включительно <1>
|
0,10
|
0,4
|
5
|
0,6
|
|
Более 3,0 до 5,0 включительно
|
0,20
|
0,5
|
5
|
1,0
|
|
Более 5,0 до 8,0 включительно
|
0,20
|
0,6
|
5
|
1,5
|
|
Более 8,0 до 11,0 включительно
|
0,20
|
0,8
|
5
|
2,5
|
|
Более 11,0 до 14,0 включительно
|
0,30
|
1,0
|
6
|
4,0
|
|
Более 14,0 до 20,0 включительно
|
0,30
|
1,2
|
6
|
6,0
|
|
Более 20,0 до 26,0 включительно
|
0,40
|
1,5
|
6
|
9,0
|
|
Более 26,0 до 34,0 включительно
|
0,50
|
2,0
|
6
|
16,0
|
|
Более 34,0 до 45,0 включительно
|
0,60
|
2,5
|
7
|
25,0
|
|
Более 45,0 до 67,0 включительно
|
0,75
|
3,0
|
7
|
36,0
|
|
Более 67,0 до 90,0 включительно
|
1,00
|
4,0
|
7
|
64,0
|
|
Более 90,0 до 120,0 включительно
|
1,25
|
5,0
|
7
|
100,0
|
|
Более 120,0 до 200,0 включительно
|
1,50
|
5,0
|
8
|
125,0
|
|
Более 200,0
|
2,00
|
5,0
|
10
|
175,0
|
|
Примечание. <1> Для сварных соединений вварки труб в трубные доски категорий Iн, IIна с номинальным диаметром трубы Dн
|
||||
28. Включения, наибольший размер которых менее значений, указанных в графе "требуемая чувствительность" таблиц N 4.8, 4.9 настоящего приложения, не учитываются при подсчете количества включений и их суммарной приведенной площади и при рассмотрении расстояний между включениями (скоплениями).
При определении скопления учитываются любые включения, наибольший размер которых превышает 0,2 мм.
При номинальной толщине стенки сваренных деталей менее 1,0 мм нормы допустимых одиночных включений устанавливаются конструкторской документацией; нормы не должны превышать значений, приведенных в таблицах N 4.8, 4.9 настоящего приложения для толщины 1,0 мм.
29. Любую совокупность включений (одиночных скоплений, групп включений), которая может быть вписана в прямоугольник с размерами сторон, не превышающими значений допускаемого максимального размера и допускаемой максимальной ширины одиночного крупного включения, необходимо рассматривать как одно сплошное включение.
30. Любую совокупность включений (одиночных скоплений, групп включений), которая может быть вписана в квадрат с размером стороны, не превышающим значения допускаемого максимального размера одиночного включения, необходимо рассматривать как одно сплошное включение.
31. При отсутствии одиночных крупных включений или при их числе меньшем норм, приведенных в таблице N 4.8 настоящего приложения, могут быть допущены в соответствующем количестве одиночные включения и (или) одиночные скопления допустимых размеров без учета при подсчете суммарной площади одиночных включений и одиночных скоплений.
32. Для сварных соединений (наплавленных кромок) протяженностью менее 100,0 мм нормы, приведенные в таблицах N 4.8, 4.9 настоящего приложения, по количеству и суммарной площади включений (скоплений) должны быть пропорционально уменьшены. Дробное количество допускаемых включений (скоплений) округляется до ближайшего целого числа.
33. При контроле предварительно наплавленных кромок требуемая чувствительность контроля и допустимые максимальные размеры одиночных включений и скоплений принимаются по нормам, приведенным в таблицах N 4.8, 4.9 настоящего приложения. Допустимое число и суммарная приведенная площадь одиночных включений и скоплений не должны превышать 50% значений, приведенных в таблицах N 4.8, 4.9 настоящего приложения.
34. При контроле сварных соединений с неполным проплавлением или с подкладными кольцами, или на "усе" не являются браковочным признаком видимые на радиограмме конструкционные зазоры, в том числе заполненные затекшим шлаком или металлом.
35. Нормы допустимых одиночных включений и скоплений для сварных соединений I, II, III категорий деталей и сборочных единиц из алюминиевых сплавов приведены в таблице N 4.10 настоящего приложения.
Таблица N 4.10
|
Номинальная толщина свариваемых деталей,
мм
|
Требуемая чувствительность контроля,
мм,
не более
|
Допустимый наибольший размер,
мм
|
Предельная допустимая длина включений и скоплений для любого участка радиографического снимка длиной 100,0 мм, мм
|
|||
|
категории сварных соединений
|
||||||
|
включения
|
скопления
|
I
|
II
|
III
|
||
|
От 3,0 до 5,0 включительно
|
0,1
|
1,0
|
1,8
|
4,0
|
6,0
|
10,0
|
|
Более 5,0 до 8,0 включительно
|
0,2
|
1,2
|
2,2
|
6,0
|
8,0
|
12,0
|
|
Более 8,0 до 12,0 включительно
|
0,3
|
1,5
|
2,5
|
8,0
|
10,0
|
15,0
|
|
Более 12,0 до 18,0 включительно
|
0,4
|
2,0
|
3,0
|
10,0
|
15,0
|
20,0
|
|
Более 18,0 до 25,0 включительно
|
0,5
|
2,5
|
4,0
|
12,0
|
18,0
|
24,0
|
|
Более 25,0 до 30,0 включительно
|
0,5
|
3,0
|
5,0
|
14,0
|
20,0
|
26,0
|
36. Нормы оценки качества сварных соединений деталей и сборочных единиц из титановых сплавов приведены в таблице N 4.11 настоящего приложения.
Таблица N 4.11
|
Номинальная толщина свариваемых деталей,
мм
|
Категория сварного соединения
|
Допустимый размер отдельной несплошности (поры и включения),
мм
|
Допустимая суммарная длина всех допустимых несплошностей
|
|
|
для любого участка радиограммы длиной 100,0 мм,
мм
|
для всей радиограммы,
%
|
|||
|
До 2,0 включительно
|
I, II
|
0,2
|
0,6
|
0,5
|
|
III
|
0,4
|
2,5
|
2,5
|
|
|
Более 2,0 до 3,0 включительно
|
I, II
|
0,3
|
0,9
|
0,7
|
|
III
|
0,6
|
4,5
|
4,0
|
|
|
Более 3,0 до 4,0 включительно
|
I, II
|
0,4
|
1,2
|
1,0
|
|
III
|
0,8
|
5,6
|
5,0
|
|
|
Более 4,0 до 5,0 включительно
|
I, II
|
0,5
|
1,5
|
1,5
|
|
III
|
1,0
|
7,0
|
7,0
|
|
|
Более 5,0 до 12,0 включительно
|
I, II
|
1,2
|
2,4
|
2,0
|
|
III
|
1,5
|
9,0
|
9,0
|
|
|
Более 12,0 до 20,0 включительно
|
I, II
|
1,5
|
3,6
|
3,0
|
|
III
|
2,0
|
13,0
|
13,0
|
|
|
Более 20,0 до 40,0 включительно
|
I, II
|
2,0
|
6,0
|
5,0
|
|
III
|
3,5
|
15,0
|
15,0
|
|
|
Более 40,0 до 100,0 включительно
|
I, II
|
2,5
|
7,5
|
6,0
|
|
III
|
4,5
|
25,0
|
25,0
|
|
|
Примечания.
1. При протяженности шва менее 100,0 мм контроль проводится по всей длине шва.
2. Скопления или цепочки пор, или включений не допускаются.
|
||||
Ультразвуковой контроль
37. Нормы допустимых одиночных несплошностей при ультразвуковом контроле стыковых сварных соединений деталей и сборочных единиц с толщиной от 2,0 до 5,5 мм из сталей перлитного класса и (или) из высокохромистых сталей приведены в таблице N 4.12 настоящего приложения.
Таблица N 4.12
|
Номинальная толщина сваренных деталей, мм
|
Браковочный уровень чувствительности от опорного углового отражателя в виде зарубки (ширина x высота), мм
|
Допустимое число фиксируемых одиночных несплошностей на любые 100,0 мм протяженности сварного соединения, шт.
|
|
От 2,0 до 2,5 включительно
|
1,0 x 0,4
|
4
|
|
Более 2,5 до 3,5 включительно
|
1,0 x 0,6
|
5
|
|
Более 3,5 до 4,0 включительно
|
1,0 x 0,8
|
5
|
|
Более 4,0 до 4,5 включительно
|
1,2 x 0,8
|
6
|
|
Более 4,5 до 5,0 включительно
|
1,2 x 1,0
|
6
|
|
Более 5,0 до 5,5 включительно
|
1,2 x 1,1
|
6
|
|
Примечания.
1. Браковочный уровень чувствительности установлен применительно к контролю с использованием стандартного отражателя в виде зарубки.
2. Допускается контроль по другим отражателям при условии обеспечения идентичности результатов контроля.
3. Контрольный уровень чувствительности (уровень фиксации) достигается увеличением чувствительности дефектоскопа на 6 дБ по сравнению с браковочным уровнем.
4. Допуск на размеры стандартного углового отражателя при изготовлении не должен превышать +/- 10%, перпендикулярность отражающей поверхности зарубки - 90 +/- 1,0°.
|
||
38. Нормы допустимых одиночных несплошностей при ультразвуковом контроле стыковых сварных соединений деталей и сборочных единиц с толщиной более 5,5 мм из сталей перлитного класса и (или) из высокохромистых сталей приведены в таблице N 4.13 настоящего приложения.
Таблица N 4.13
|
Номинальная толщина сваренных деталей, мм
|
Эквивалентная площадь одиночных несплошностей, мм2
|
Допустимое число фиксируемых одиночных несплошностей на любые 100,0 мм протяженности сварного соединения, шт.
|
|||||||
|
минимально фиксируемая
|
максимально допустимая
|
||||||||
|
категория сварного соединения
|
|||||||||
|
I, Iн, IIн
|
II
|
III
|
I, Iн, IIн
|
II
|
III
|
I, Iн, IIн
|
II
|
III
|
|
|
От 5,5 до 10,0 включительно
|
2,0
|
2,5
|
3,5
|
4,0
|
5,0
|
7,0
|
4,0
|
5,0
|
7,0
|
|
Более 10,0 до 20,0 включительно
|
2,0
|
2,5
|
3,5
|
4,0
|
5,0
|
7,0
|
5,0
|
6,0
|
8,0
|
|
Более 20,0 до 40,0 включительно
|
2,0
|
2,5
|
3,5
|
4,0
|
5,0
|
7,0
|
6,0
|
7,0
|
9,0
|
|
Более 40,0 до 60,0 включительно
|
2,5
|
3,5
|
5,0
|
5,0
|
7,0
|
10,0
|
7,0
|
8,0
|
10,0
|
|
Более 60,0 до 80,0 включительно
|
3,5
|
5,0
|
7,5
|
7,0
|
10,0
|
15,0
|
7,0
|
9,0
|
11,0
|
|
Более 80,0 до 100,0 включительно
|
5,0
|
7,5
|
10,0
|
10,0
|
15,0
|
20,0
|
7,0
|
9,0
|
11,0
|
|
Более 100,0 до 120,0 включительно
|
5,0
|
7,5
|
10,0
|
10,0
|
15,0
|
20,0
|
8,0
|
10,0
|
12,0
|
|
Более 120,0 до 200,0 включительно
|
7,5
|
10,0
|
15,0
|
15,0
|
20,0
|
30,0
|
8,0
|
10,0
|
12,0
|
|
Более 200,0 до 300,0 включительно
|
15,0
|
20,0
|
25,0
|
30,0
|
40,0
|
50,0
|
9,0
|
11,0
|
13,0
|
|
Более 300,0 до 400,0 включительно
|
25,0
|
-
|
-
|
50,0
|
-
|
-
|
10,0
|
-
|
-
|
|
Более 400,0 до 600,0 включительно
|
35,0
|
-
|
-
|
60,0
|
-
|
-
|
10,0
|
-
|
-
|
|
Примечания.
1. Протяженные несплошности не допускаются.
2. Нормы оценки качества по эквивалентной площади даны применительно к контролю с использованием стандартного плоскодонного отражателя.
3. При контроле сварных соединений деталей и сборочных единиц из стали с номинальной толщиной стенки до 20,0 мм допускается использование угловых отражателей (зарубок), размеры которых рассчитывают с учетом норм допустимых одиночных несплошностей.
4. Контроль по другим отражателям допускается при условии соблюдения требований ГОСТ Р 55724-2013 "Контроль неразрушающий. Соединения сварные. Методы ультразвуковые" в части идентичности результатов контроля", утвержденного приказом Федерального агентства по техническому регулированию и метрологии от 8 ноября 2013 г. N 1410-ст (Стандартинформ, 2013).
|
|||||||||
Кромки, предварительно наплавленные высокохромистыми сварочными материалами, контролируются в составе готового сварного соединения по нормам оценки качества, приведенным в таблице N 4.13 настоящего приложения, без разделения на предварительную наплавку и металл шва. При контроле сварных соединений труб с номинальной толщиной стенки до 50,0 мм допускается использование стандартного отражателя в виде зарубки и применение норм допустимых одиночных несплошностей, приведенных в таблице N 4.13 настоящего приложения.
39. Нормы допустимых одиночных несплошностей в зоне сплавления наплавленного металла с основным при контроле наплавленных аустенитными сварочными материалами кромок деталей из сталей перлитного класса или из высокохромистых сталей приведены в таблице N 4.14 настоящего приложения.
Таблица N 4.14
|
Номинальная толщина основного металла с наплавленной кромкой, мм
|
Эквивалентная площадь одиночных несплошностей, мм2
|
Допустимое число фиксируемых одиночных несплошностей на любых 100,0 мм протяженности наплавленной кромки, шт.
|
|||
|
минимально фиксируемая
|
максимально допустимая
|
категория сварного соединения
|
|||
|
I, Iн, IIн
|
II
|
III
|
|||
|
Более 10,0 до 40,0 включительно
|
3,5
|
7,0
|
3
|
4
|
5
|
|
Более 40,0 до 60,0 включительно
|
3,5
|
7,0
|
4
|
5
|
6
|
|
Более 60,0
|
3,5
|
7,0
|
5
|
6
|
7
|
|
Примечание. Протяженные несплошности не допускаются.
|
|||||
40. Нормы допустимых несплошностей в зоне сплавления наплавленного металла с основным при контроле антикоррозионной наплавки приведены в таблице N 4.15 настоящего приложения.
Таблица N 4.15
|
Номинальная толщина наплавленной детали без учета покрытия, мм
|
Эквивалентная площадь одиночных несплошностей, мм2
|
Допустимая суммарная эквивалентная площадь одиночных несплошностей на любом участке размером 200 x 200 мм, мм2
|
|
|
минимально фиксируемая
|
максимально допускаемая
|
||
|
До 100,0 включительно
|
10,0
|
20,0
|
75,0
|
|
Более 100,0 до 300,0 включительно
|
15,0
|
30,0
|
100,0
|
|
Более 300,0
|
20,0
|
40,0
|
125,0
|
|
Примечание. Протяженные несплошности не допускаются.
|
|||
41. По требованию конструкторской документации для деталей из стали марок 10ГН2МФА, 12Х2МФА, 12Х2МФА-А, 15Х2МФА, 15Х2МФА-А, 15Х2МФА мод. А, 15Х2МФА-А мод. А, 15Х2МФА-А мод. Б, 15Х2НМФА, 15Х2НМФА-А, 15Х2НМФА класс 1, 15Х3НМФА, 15Х3НМФА-А, 15Х2НМ1ФА, 15Х2НМ1ФА-А с антикоррозионной наплавкой проводят ультразвуковой контроль поднаплавочной зоны шириной не менее 10,0 мм в целях выявления поднаплавочных трещин. Браковочный уровень чувствительности контроля устанавливается в соответствии с таблицей N 4.16 настоящего приложения.
Качество поднаплавочной зоны считается удовлетворительным, если не выявлены протяженные несплошности с амплитудой сигнала, превышающей браковочный уровень.
Таблица N 4.16
|
Толщина наплавленного металла, мм
|
Браковочный уровень чувствительности, мм
|
|
До 6,0 включительно
|
2
|
|
Более 6,0 до 11,0 включительно
|
3
|
|
Более 11,0
|
4
|
|
Примечание. Браковочный уровень чувствительности дан применительно к контролю с использованием плоскодонного отражателя.
|
|
42. Нормы оценки качества по результатам ультразвукового контроля сварных соединений деталей и сборочных единиц из алюминиевых сплавов приведены в таблице N 4.17 настоящего приложения.
Таблица N 4.17
|
Толщина свариваемых элементов, мм
|
Максимально допустимая эквивалентная площадь несплошности, мм2
|
Максимально допустимое значение условной протяженности несплошности, мм
|
|
Более 6,0 до 10,0 включительно
|
1,5
|
5
|
|
Более 10,0 до 16,0 включительно
|
1,5
|
10
|
|
Более 16,0 до 20,0 включительно
|
2,0
|
10
|
|
Более 20,0 до 24,0 включительно
|
2,0
|
20
|
|
Примечания.
1. Браковочным уровнем чувствительности является максимально допустимая эквивалентная площадь несплошности.
2. Поисковый уровень чувствительности достигается увеличением чувствительности дефектоскопа на 6 дБ по сравнению с браковочным уровнем.
3. Условную протяженность несплошности измеряют по уменьшению амплитуды сигнала до чувствительности в соответствии с примечанием 2.
|
||
43. Допустимые значения эквивалентной площади несплошностей сварных соединений деталей и сборочных единиц из титановых сплавов приведены в таблице N 4.18 настоящего приложения.
Таблица N 4.18
|
Толщина элемента сварного соединения, на который устанавливается преобразователь, мм
|
Эквивалентная площадь несплошности, мм2
|
|
Более 6,0 до 20,0 включительно
|
3,0
|
|
Более 20,0 до 40,0 включительно
|
5,0
|
|
Более 40,0 до 60,0 включительно
|
7,0
|
|
Более 60,0 до 100,0 включительно
|
20,0
|
44. Допустимые значения условной протяженности несплошностей сварных соединений деталей и сборочных единиц из титановых сплавов приведены в таблице N 4.19 настоящего приложения.
Таблица N 4.19
|
Глубина залегания несплошности, мм
|
Условная протяженность несплошностей, мм
|
|
До 20,0 включительно
|
10,0
|
|
Более 20,0 до 60,0 включительно
|
20,0
|
|
Более 60,0 до 100,0 включительно
|
30,0
|
|
Примечание. Несплошности, обнаруженные наклонным преобразователем, установленным под углом от 0 до 40° к продольной оси шва, не учитываются, если они не выявляются при расположении преобразователя перпендикулярно к оси шва, независимо от их условной протяженности при эквивалентной площади, превышающей половину значений, указанных в таблице N 4.18.
|
|
45. Допустимое количество несплошностей при допустимых значениях эквивалентной площади и условной протяженности сварных соединений деталей и сборочных единиц из титановых сплавов приведены в таблице N 4.20 настоящего приложения.
Таблица N 4.20
|
Толщина элемента сварного соединения, на который устанавливается преобразователь, мм
|
Предельно допустимое количество несплошностей на 100,0 мм шва, не более
|
|
От 6,0 до 60,0 включительно
|
3,0
|
|
Более 60,0 до 100,0 включительно
|
4,0
|
46. Качество сварного соединения, наплавки кромок под сварку и антикоррозионной наплавки считается удовлетворительным при одновременном соблюдении следующих требований:
а) характеристики и количество несплошностей удовлетворяют допустимым значениям для сварных соединений, приведенным в таблицах N 4.12 - 4.16 настоящего приложения;
б) расстояние по поверхности сканирования между двумя соседними несплошностями - не менее условной протяженности несплошности с большим значением этого показателя;
в) отсутствие плоскостных несплошностей типа трещин и несплавлений.
Контроль твердости
47. Твердость наплавленного металла уплотнительных поверхностей деталей должна соответствовать требованиям приложения N 3 к настоящим Правилам.
Приложение N 5
к федеральным нормам и правилам
в области использования атомной
энергии "Правила контроля металла
оборудования и трубопроводов
атомных энергетических установок
при изготовлении и монтаже",
утвержденным приказом Федеральной
службы по экологическому,
технологическому и атомному надзору
от 14 ноября 2018 г. N 553
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА (МЕТАЛЛА ШВА)
1. Определение химического состава должно проводиться в соответствии с требованиями документов по стандартизации, внесенных в Сводный перечень.
2. Отбор проб для определения химического состава металла шва должен проводиться в зоне контрольного сварного шва, отделенной от основного металла не менее чем двумя валиками, или из двух верхних слоев дополнительной четырехслойной наплавки, выполненной на одном из концевых участков поверхности контрольного сварного шва. Отбор проб должен проводиться в соответствии с требованиями документа по стандартизации, включенного в Сводный перечень.
Отбор проб для определения химического состава металла шва, выполненного электрошлаковой сваркой, должен проводиться в соответствии с технологической документацией.
3. Результаты контроля химического состава наплавленного металла (металла шва) считаются удовлетворительными, если показатели химического состава проб удовлетворяют таблицам настоящего приложения.
В таблицах настоящего приложения используются стандартные обозначения химических элементов.
4. Содержание химических элементов в наплавленном металле (металле шва) для автоматической сварки и наплавки проволокой под флюсом приведено в таблице N 5.1 настоящего приложения.
Таблица N 5.1
|
Марка сварочного материала
|
Содержание элементов, %
|
|||||||||||||
|
сварочная проволока
|
флюс
|
C
|
Si
|
Mn
|
Cr
|
Ni
|
Mo
|
Ti
|
Nb
|
S
|
P
|
Cu
|
Co
|
прочие
|
|
не более
|
||||||||||||||
|
Св-06А
|
АН-42М
|
0,04 - 0,11
|
0,20 - 0,60
|
0,60 - 1,20
|
|
|
-
|
-
|
-
|
0,025
|
0,025
|
0,25
|
-
|
-
|
|
Св-06АА
|
АН-42М
|
0,06 - 0,11
|
0,20 - 0,60
|
0,70 - 1,20
|
0,12 - 0,15
|
0,20 - 0,25
|
-
|
-
|
-
|
0,015
|
0,012
|
0,25
|
-
|
-
|
|
Св-08А
|
АН-42, АН-42М
|
|
0,15 - 0,55
|
0,60 - 1,20
|
|
|
-
|
-
|
-
|
0,035
|
0,035
|
0,25
|
-
|
-
|
|
ФЦ-16, ФЦ-16А
|
|
0,15 - 0,40
|
0,45 - 0,85
|
|
|
-
|
-
|
-
|
0,035
|
0,035
|
0,25
|
-
|
-
|
|
|
ОСЦ-45, АН-348А, АН-348АМ
|
|
0,15 - 0,60
|
0,60 - 1,30
|
|
-
|
-
|
-
|
-
|
0,035
|
0,045
|
-
|
-
|
-
|
|
|
Св-08АА
|
АН42, АН42М
|
|
0,15 - 0,55
|
0,60 - 1,20
|
|
|
-
|
-
|
-
|
0,025
|
0,025
|
0,25
|
-
|
-
|
|
0,015 <1>
|
0,012 <1>
|
0,08 <1>
|
||||||||||||
|
ФЦ-16, ФЦ-16А
|
|
0,15 - 0,40
|
0,45 - 0,85
|
|
|
-
|
-
|
-
|
0,025 0,015 <1>
|
0,025
|
0,25
|
-
|
-
|
|
|
ОСЦ-45, АН-348А, АН-348АМ
|
|
0,15 - 0,60
|
0,60 - 1,30
|
-
|
-
|
-
|
-
|
-
|
0,035
|
0,025
|
-
|
-
|
-
|
|
|
0,010 <1>
|
0,08 <1>
|
|||||||||||||
|
48АФ-71
|
|
|
|
|
|
-
|
-
|
-
|
0,015
|
0,012
|
0,08
|
0,02
|
-
|
|
|
Св-08ГА,
Св-10ГА
|
ФЦ-16, ФЦ-16А
|
0,04 - 0,11
|
0,15 - 0,45
|
0,70 - 1,40
|
|
|
-
|
-
|
-
|
0,030
|
0,035
|
0,25
|
-
|
-
|
|
ОСЦ-45,
АН-348А,
АН-348АМ,
АН-42,
АН-42М
|
0,04 - 0,11
|
0,15 - 0,60
|
0,80 - 1,50
|
-
|
-
|
-
|
-
|
-
|
0,030
|
0,045
|
-
|
-
|
-
|
|
|
Св-10Г2
|
КФ-27
|
|
|
0,70 - 1,40
|
-
|
-
|
-
|
0,01 - 0,05
|
-
|
0,030
|
0,030
|
-
|
-
|
-
|
|
Св-08ГС
|
ФЦ-16, ФЦ-16А
|
0,05 - 0,11
|
0,60 - 0,90
|
1,30 - 1,70
|
|
|
-
|
-
|
-
|
0,030
|
0,035
|
0,25
|
-
|
-
|
|
0,012 <2>
|
0,013 <2>
|
- <2>
|
||||||||||||
|
ФЦ-11
|
0,04 - 0,14
|
0,55 - 1,00
|
0,80 - 1,70
|
-
|
-
|
0,15 - 0,40
|
-
|
-
|
0,030
|
0,045
|
-
|
-
|
-
|
|
|
ОСЦ-45,
АН-348А,
АН-42,
АН42М,
АН-348АМ
|
|
0,30 - 0,90
|
0,70 - 1,40
|
|
|
-
|
-
|
-
|
0,030
|
0,045
|
-
|
-
|
-
|
|
|
48АФ-71
|
|
0,30 - 0,90
|
1,00 - 1,80
|
|
|
-
|
-
|
-
|
0,030
|
0,035
|
-
|
-
|
-
|
|
|
Св-08ГСА-А
|
ФЦ-16А
|
0,05 - 0,11
|
0,60 - 0,90
|
1,30 - 1,70
|
|
|
-
|
-
|
-
|
0,012
|
0,013
|
-
|
-
|
-
|
|
Св-08ГСМТ
|
ОСЦ-45, АН-348А, АН-348АМ
|
0,04 - 0,11
|
0,40 - 0,80
|
1,00 - 1,50
|
-
|
-
|
0,15 - 0,40
|
-
|
-
|
0,030
|
0,045
|
-
|
-
|
-
|
|
АН-42, АН-42М
|
|
0,20 - 0,60
|
0,60 - 1,20
|
|
|
0,15 - 0,40
|
|
-
|
0,030
|
0,045
|
-
|
-
|
-
|
|
|
Св-12ГС
|
ФЦ-11
|
0,04 - 0,14
|
0,55 - 1,0
|
0,80 - 1,70
|
-
|
-
|
-
|
-
|
-
|
0,030
|
0,045
|
-
|
-
|
-
|
|
Св-08ГНА-А, Св-08ГНА-ВИ
|
ФЦ-16А
|
0,05 - 0,09
|
|
0,50 - 1,50
|
|
0,90 - 1,50
|
|
|
-
|
0,010
|
0,010
|
-
|
-
|
-
|
|
Св-10ГНА
|
ФЦ-16А
|
0,05 - 0,09
|
|
0,50 - 1,50
|
|
0,90 - 1,50
|
|
|
-
|
0,012
|
0,013
|
-
|
-
|
Al: 0,020
|
|
Св-10ГНМА
|
ФЦ-16, ФЦ-16А
|
0,05 - 0,11
|
0,15 - 0,45
|
0,70 - 1,30
|
|
1,40 - 1,80
|
0,40 - 0,70
|
-
|
-
|
0,030
|
0,030
|
0,25
|
-
|
-
|
|
ФЦ-11
|
0,04 - 0,11
|
0,15 - 0,50
|
0,50 - 1,50
|
|
1,40 - 1,80
|
0,40 - 0,70
|
-
|
-
|
0,030
|
0,040
|
-
|
-
|
-
|
|
|
Св-10ГН1МА, Св-10ГН1МА-ВИ
|
ФЦ-16, ФЦ-16А
|
0,05 - 0,11
|
0,20 - 0,50
|
0,90 - 1,50
|
|
1,40 - 1,80
|
0,45 - 0,75
|
|
-
|
0,030
|
0,030
|
0,25
|
-
|
-
|
|
КФ-19, АН-42М
|
0,05 - 0,11
|
0,20 - 0,50
|
0,90 - 1,50
|
|
1,40 - 1,80
|
0,40 - 0,70
|
|
-
|
0,030
|
0,030
|
0,25
|
-
|
-
|
|
|
Св-10НМА
|
ФЦ-11, ФЦ-16
|
0,04 - 0,12
|
0,15 - 0,60
|
0,50 - 1,50
|
-
|
0,90 - 1,50
|
0,30 - 0,55
|
-
|
-
|
0,030
|
0,045
|
-
|
-
|
-
|
|
АН-42М
|
|
0,12 - 0,35
|
0,30 - 0,70
|
-
|
1,20 - 1,80
|
0,30 - 0,60
|
-
|
-
|
0,030
|
0,040
|
-
|
-
|
-
|
|
|
Св-10НМА-А,
Св-10НМА-ВИ
|
ФЦ-16А
|
|
0,15 - 0,45
|
0,50 - 1,50
|
|
0,90 - 1,50
|
0,20 - 0,45
|
|
-
|
0,010
|
0,010
|
-
|
-
|
Al: 0,020
|
|
Св-08ХМ
|
ФЦ-11, АН-42
|
0,04 - 0,11
|
0,15 - 0,50
|
0,50 - 1,00
|
0,80 - 1,20
|
-
|
0,40 - 0,70
|
-
|
-
|
0,030
|
0,040
|
-
|
-
|
-
|
|
Св-08ХМФА
|
ФЦ-11
|
0,04 - 0,11
|
0,15 - 0,50
|
0,50 - 1,00
|
0,80 - 1,20
|
-
|
0,40 - 0,70
|
-
|
-
|
0,030
|
0,035
|
-
|
-
|
-
|
|
ФЦ-16
|
0,04 - 0,11
|
0,15 - 0,45
|
0,40 - 0,80
|
0,80 - 1,20
|
-
|
0,40 - 0,70
|
-
|
-
|
0,030
|
0,030
|
-
|
-
|
-
|
|
|
КФ-16А
|
|
|
0,30 - 0,60
|
0,80 - 1,20
|
-
|
0,40 - 0,70
|
0,01 - 0,05
|
-
|
0,025
|
0,025
|
-
|
-
|
V: 0,100 - 0,300
|
|
|
Св-04Х2МА
|
КФ-16
|
|
|
0,50 - 0,90
|
1,40 - 2,20
|
|
0,40 - 0,70
|
0,01 - 0,05
|
-
|
0,025
|
0,035
|
-
|
-
|
-
|
|
Св-04Х2МАА-ВИ
|
КФ-16А
|
|
0,15 - 0,40
|
0,50 - 0,90
|
1,40 - 2,20
|
|
0,40 - 0,70
|
0,01 - 0,05
|
-
|
0,012
|
0,012
|
-
|
-
|
V: 0,050
|
|
Св-01Х12Н2-ВИ
|
ФЦК-19
|
|
0,15 - 0,55
|
0,20 - 0,75
|
11,00 - 13,50
|
1,60 - 2,50
|
-
|
-
|
-
|
0,025
|
0,025
|
-
|
-
|
-
|
|
ОФ-6, ФЦ-19
|
|
0,15 - 0,55
|
0,20 - 0,75
|
11,00 - 13,50
|
1,60 - 2,50
|
-
|
-
|
-
|
0,020
|
0,030
|
-
|
-
|
-
|
|
|
Св-09ХГНМТА
|
НФ-18М
|
0,04 - 0,10
|
0,15 - 0,45
|
0,45 - 1,10
|
1,20 - 2,00
|
0,90 - 1,30
|
0,40 - 0,70
|
0,01 - 0,06
|
-
|
0,020
|
0,025
|
0,15
|
0,03
|
-
|
|
ФЦ-16
|
0,04 - 0,10
|
0,15 - 0,45
|
0,45 - 1,10
|
1,20 - 2,00
|
0,90 - 1,30
|
0,40 - 0,70
|
0,01 - 0,06
|
-
|
0,020
|
0,025
|
0,15
|
0,03
|
-
|
|
|
ФЦ-16А
|
0,04 - 0,10
|
0,15 - 0,45
|
0,45 - 1,10
|
1,20 - 2,00
|
0,90 - 1,30
|
0,40 - 0,75
|
0,01 - 0,06
|
-
|
0,010 <1>
|
0,008 <1>
|
0,07 <1>
|
0,03
|
-
|
|
|
Св-09ХГНМТАА-ВИ <3>
|
НФ-18М
|
0,04 - 0,10
|
0,15 - 0,45
|
0,45 - 1,10
|
1,10 - 1,80
|
0,90 - 1,30
|
0,40 - 0,70
|
0,01 - 0,06
|
-
|
0,015
|
0,012
|
0,10
|
0,02
|
-
|
|
0,010 <1>
|
0,008 <1>
|
0,07 <1>
|
||||||||||||
|
ФЦ-16А
|
0,04 - 0,10
|
0,15 - 0,45
|
0,45 - 1,10
|
1,20 - 2,00
|
0,90 - 1,30
|
0,40 - 0,75
|
0,01 - 0,06
|
-
|
0,012 <1>
|
0,008 (+0,002) <1>
|
0,06 <1>
|
0,02
|
-
|
|
|
Св-10ХМФТУ <3>
|
АН-42М
|
0,04 - 0,12
|
0,20 - 0,60
|
0,60 - 1,30
|
1,20 - 1,80
|
|
0,35 - 0,70
|
|
-
|
0,015
|
0,012
|
0,10
|
0,02
|
V: 0,150 - 0,350
|
|
Св-10ХМФТУ-А <3>
|
АН-42М
|
0,04 - 0,12
|
0,20 - 0,60
|
0,60 - 1,30
|
1,20 - 1,80
|
|
0,35 - 0,70
|
|
-
|
0,015
|
0,012
|
0,010
|
0,02
|
V: 0,150 - 0,350
|
|
0,010 <1>
|
0,008 <1>
|
0,007 <1>
|
||||||||||||
|
Св-15ХГМТА <3>
|
48АФ-71
|
|
|
0,50 - 1,30
|
1,10 - 2,00
|
0,60 - 0,80
|
0,40 - 0,70
|
-
|
-
|
0,015
|
0,012
|
0,10
|
0,02
|
-
|
|
Св-12Х2Н2МА
|
ФЦ-16, ФЦ-16А
|
0,04 - 0,12
|
0,15 - 0,45
|
0,45 - 1,10
|
1,40 - 2,10
|
1,00 - 1,30
|
0,40 - 0,75
|
-
|
-
|
0,020
|
0,025
|
0,15
|
0,03
|
-
|
|
Св-12Х2Н2МАА <4>,
Св-12Х2Н2МАА-ВД <4>,
Св-12Х2Н2МАА-ВИ <4>
|
ФЦ-16А
|
0,04 - 0,12
|
0,15 - 0,45
|
0,45 - 1,10
|
1,40 - 2,10
|
1,00 - 1,30
|
0,40 - 075
|
-
|
-
|
0,015
|
0,012
|
0,08
|
0,02
|
-
|
|
0,012 <1>
|
0,008 (+0,002) <1>
|
0,06 <1>
|
0,02
|
-
|
||||||||||
|
Св-06Х14
|
ФЦ-16
|
|
0,30 - 0,80
|
0,40 - 0,80
|
12,5 - 15,0
|
|
-
|
-
|
-
|
0,030
|
0,030
|
-
|
-
|
-
|
|
АН-22
|
|
0,30 - 0,80
|
0,40 - 1,00
|
12,5 - 15,0
|
|
-
|
-
|
-
|
0,030
|
0,040
|
-
|
-
|
-
|
|
|
Св-10Х9НМФА, Св-10Х9НМФА-ВИ
|
ФЦК-16
|
0,05 - 0,14
|
0,15 - 0,60
|
0,30 - 1,00
|
8,00 - 10,50
|
|
0,70 - 1,20
|
-
|
-
|
0,015
|
0,012
|
0,25
|
-
|
V: 0,10 - 0,25
|
|
Св-10Х12НМФТ
|
ФЦ-19
|
0,09 - 0,12
|
0,15 - 0,30
|
0,80 - 1,20
|
11,5 - 12,5
|
0,80 - 1,00
|
0,60 - 0,80
|
-
|
0,01
|
0,010
|
-
|
-
|
-
|
V: 0,100 - 0,200
|
|
Al: 0,010
|
||||||||||||||
|
N: 0,028 - 0,070
|
||||||||||||||
|
Св-04Х19Н11М3
|
ОФ-6, ОФ-40, ФЦ-17, ФЦК-17, СФМ-301 АН-26П, АН-26С
|
|
0,30 - 1,20
|
0,80 - 2,00
|
16,00 - 20,00
|
9,00 - 12,0
|
1,50 - 3,00
|
-
|
-
|
0,020
|
0,030
|
0,25 <5>
|
0,05 <5>
|
-
|
|
Св-04Х20Н10Г2Б
|
ОФ-6, ОФ-40, ФЦ-17
|
|
|
1,30 - 2,20
|
17,5 - 20,5
|
8,00 - 11,00
|
-
|
-
|
0,70 - 1,20
|
0,020
|
0,030
|
0,25 <5>
|
0,05 <5>
|
-
|
|
Св-08Х19Н10Г2Б
|
ОФ-6, ОФ40, ФЦ-17
|
|
|
1,30 - 2,20
|
17,50 - 20,50
|
8,00 - 11,00
|
-
|
-
|
0,70 - 1,20
|
0,020
|
0,030
|
0,25 <5>
|
0,05 <5>
|
-
|
|
Св-07Х25Н13
|
ОФ-6, ОФ-40
|
|
0,30 - 1,20
|
0,80 - 2,00
|
22,00 - 26,00
|
11,00 - 14,00
|
-
|
-
|
-
|
0,020
|
0,030
|
0,25 <5>
|
0,05 <5>
|
-
|
|
ФЦ-17
|
|
0,30 - 1,40
|
0,80 - 2,00
|
21,00 - 26,50
|
11,0 - 14,0
|
-
|
-
|
-
|
0,020
|
0,030
|
0,25 <5>
|
0,05 <5>
|
-
|
|
|
Св-08Х19Н10М3Б
|
ОФ-6
|
|
|
0,80 - 2,00
|
17,00 - 20,00
|
8,5 - 11,0
|
1,70 - 3,00
|
-
|
0,60 - 1,12
|
0,020
|
0,030
|
-
|
-
|
-
|
|
Св-10Х16Н25АМ6
|
ОФ-6 ОФ-40
|
0,05 - 0,12
|
|
0,80 - 2,00
|
14,00 - 17,00
|
23,0 - 27,0
|
5,00 - 7,00
|
-
|
-
|
0,020
|
0,030
|
-
|
-
|
N: 0,100 - 0,200
|
|
0,05 - 0,12
|
|
0,80 - 2,00
|
14,00 - 17,00
|
23,0 - 27,0
|
5,00 - 7,00
|
-
|
-
|
0,020
|
0,030
|
-
|
-
|
|||
|
Св-03Х15Н35Г7М6Б
|
ОФ-6
|
|
|
5,00 - 7,50
|
13,00 - 16,00
|
33,0 - 36,0
|
5,00 - 7,50
|
-
|
1,20 - 1,80
|
0,020
|
0,030
|
-
|
-
|
-
|
|
Св-03Х20Н65Г5М4Б3В
|
ОФ-6, ОФ-40
|
|
|
3,50 - 5,00
|
17,00 - 22,00
|
основа
|
3,50 - 5,00
|
-
|
2,00 - 3,00
|
0,020
|
0,030
|
-
|
-
|
W: 0,750 - 1,200
|
|
Fe: 0,300
|
||||||||||||||
|
Примечания.
<1> Для сварных швов, расположенных напротив активной зоны.
<2> Для сварки стали 09Г2СА-А устанавливается по требованию конструкторской документацией.
<3> В металле швов, выполненных сварочной проволокой марок Св-10ХМФТУ, Св-10ХМФТУ-А, Св-15ХГМТА, Св-09ХГНМТАА-ВИ, Св-08АА (для активной зоны), дополнительно ограничивается массовая доля Sn
<4> В металле швов, выполненных сварочной проволокой Св-12Х2Н2МАА, Св-12Х2Н2МАА-ВД, Св-12Х2Н2МАА-ВИ, дополнительно ограничивается массовая доля Sb 0,008%, Sn 0,005%, As 0,010%.
<5> Конкретные значения устанавливаются по требованию конструкторской документации.
|
||||||||||||||
5. Содержание химических элементов в наплавленном металле для автоматической наплавки лентой под флюсом приведено в таблице N 5.2 настоящего приложения.
Таблица N 5.2
|
Марка сварочного материала
|
Содержание элементов, %
|
|||||||||||
|
сварочная лента
|
флюс
|
C
|
Si
|
Mn
|
Cr
|
Ni
|
Mo
|
Nb
|
S
|
P
|
Cu
|
Co
|
|
не более
|
||||||||||||
|
Св-04Х19Н11М3
|
ОФ-10, ОФ-40
|
|
0,30 - 1,20
|
0,80 - 2,00
|
16.00 - 20,00
|
9,00 - 12,00
|
1,50 - 3,00
|
-
|
0,020
|
0,030
|
-
|
-
|
|
ФЦ-18
|
|
0,30 - 1,20
|
0,80 - 2,00
|
16,00 - 20,00
|
9,00 - 12,00
|
1,50 - 3,00
|
-
|
0,020
|
0,030
|
0,25
|
0,05
|
|
|
Св-08Х19Н10Г2Б
|
ОФ-10, ОФ-40
|
|
|
1,30 - 2,20
|
17,50 - 20,50
|
8,00 - 11,00
|
-
|
0,70 - 1,20
|
0,020
|
0,030
|
-
|
-
|
|
ФЦ-18
|
|
|
1,30 - 2,20
|
17,50 - 20,50
|
8,00 - 11,00
|
-
|
0,70 - 1,20
|
0,020
|
0,030
|
0,25
|
0,05
|
|
|
Св-08Х19Н10Г2БА
|
ОФ-10, ОФ-40
|
|
|
1,30 - 2,20
|
17,50 - 20,50
|
8,00 - 11,00
|
-
|
0,70 - 1,20
|
0,015
|
0,020
|
0,12
|
0,05
|
|
Св-04Х20Н10Г2Б
|
ФЦ-18
|
|
|
0,90 - 1,80
|
17,50 - 20,00
|
8,00 - 10,50
|
|
0,60 - 1,20
|
0,018
|
0,030
|
0,25
|
0,05
|
|
ОФ-10, ОФ-40
|
|
|
1,30 - 2,20
|
17,50 - 20,50
|
8,00 - 11,00
|
-
|
0,70 - 1,20
|
0,020
|
0,030
|
-
|
-
|
|
|
Св-04Х20Н10Г2БА
|
ОФ-10, ОФ-40
|
|
|
1,30 - 2,20
|
17,00 - 19,50
|
8,00 - 11,00
|
-
|
0,70 - 1,20
|
0,015
|
0,020
|
0,12
|
0,05
|
|
Св-02Х18Н10Б
|
ОФ-40
|
|
|
1,30 - 2,20
|
17,00 - 19,50
|
9,00 - 11,00
|
-
|
0,50 - 0,90
|
0,015
|
0,020
|
0,10
|
0,05
|
|
Св-02Х21Н11Г2Б <1>
|
ФЦК-18
|
|
|
1,00 - 2,20
|
17,50 - 21,00
|
8,50 - 11,50
|
|
0,50 - 0,80
|
0,015
|
0,022
|
0,25
|
0,03
|
|
Св-03Х22Н11Г2Б
|
ФЦ-18
|
|
|
0,90 - 1,80
|
19,50 - 23,00
|
9,50 - 11,50
|
|
0,70 - 1,20
|
0,015
|
0,022
|
0,25
|
0,05
|
|
Св-03Х24Н13Г2Б
|
ФЦ-18
|
|
|
0,90 - 1,80
|
21,50 - 25,00
|
11,00 - 14,00
|
|
0,70 - 1,20
|
0,015
|
0,022
|
0,25
|
0,05
|
|
Св-07Х25Н13
|
ОФ-10, ОФ-40
|
|
0,30 - 1,20
|
0,80 - 2,00
|
22,00 - 26,50
|
11,00 - 14,00
|
-
|
-
|
0,020
|
0,030
|
-
|
-
|
|
ФЦ-18
|
|
0,50 - 1,40
|
0,80 - 1,70
|
22,00 - 26,00
|
11,00 - 14,00
|
-
|
-
|
0,020
|
0,030
|
0,25
|
0,05
|
|
|
Св-07Х25Н13А
|
ОФ-10, ОФ-40
|
|
0,30 - 1,20
|
0,80 - 2,00
|
22,00 - 26,00
|
12,00 - 14,00
|
-
|
-
|
0,015
|
0,020
|
0,12
|
0,05
|
|
Св-02Х23Н15
|
ОФ-40
|
|
|
0,80 - 2,00
|
22,00 - 24,00
|
13,00 - 16,00
|
-
|
-
|
0,015
|
0,020
|
0,10
|
0,05
|
|
Св-10Х16Н25АМ6
|
ОФ-10, ОФ-40
|
0,05 - 0,12
|
|
0,80 - 2,00
|
14,00 - 17,00
|
23,00 - 27,00
|
5,00 - 7,00
|
-
|
0,020
|
0,030
|
-
|
-
|
|
Примечания.
Контроль содержания Cu и Co в наплавленном металле проводится при наличии требований в конструкторской документации.
<1> В металле однородной однослойной антикоррозионной наплавки, полученном при автоматической электрошлаковой наплавке лентой марки Св-02Х21Н11Г2Б, отношение содержания Nb к C (Nb/C) в наплавленном металле однородной антикоррозионной наплавки должно быть не менее 12. Содержание ферритной фазы в наплавленном металле однородной антикоррозионной наплавки должно быть в пределах от 2% до 8%.
|
||||||||||||
6. Содержание химических элементов в металле шва для электрошлаковой сварки приведено в таблице N 5.3 настоящего приложения.
Таблица N 5.3
|
Марка сварочного материала
|
Содержание элементов, %
|
|||||||||||
|
сварочная проволока
|
флюс
|
C
|
Si
|
Mn
|
Cr
|
Ni
|
Mo
|
V
|
Ti
|
S
|
P
|
Cu
|
|
не более
|
||||||||||||
|
Св-10ГН2МФА
|
ОФ-6, ФЦ-21
|
0,07 - 0,12
|
0,15 - 0,45
|
0,50 - 1,10
|
|
1,90 - 2,80
|
0,40 - 0,70
|
0,02 - 0,08
|
-
|
0,020
|
0,025
|
0,30
|
|
Св-08ГСМТ
|
АН-8
|
|
0,15 - 0,45
|
0,40 - 1,20
|
|
|
0,15 - 0,40
|
-
|
|
0,025
|
0,035
|
-
|
|
Св-16Х2НМФТА
|
ОФ-6, ФЦ-21
|
0,12 - 0,18
|
0,15 - 0,45
|
0,40 - 1,00
|
1,60 - 2,30
|
1,00 - 1,50
|
0,40 - 0,70
|
0,03 - 0,12
|
0,02 - 0,10
|
0,020
|
0,020
|
0,25
|
|
Св-04Х19Н11М3
|
ОФ-6
|
|
|
0,80 - 2,00
|
18,0 - 20,0
|
10,0 - 12,0
|
0,60 - 3,00
|
-
|
-
|
0,018
|
0,025
|
-
|
7. Содержание химических элементов в наплавленном металле (металле шва) для аргонодуговой сварки приведено в таблице N 5.4 настоящего приложения.
Таблица N 5.4
|
Марка сварочного материала
|
Содержание элементов, %
|
||||||||||||
|
сварочная проволока
|
C
|
Si
|
Mn
|
Cr
|
Ni
|
Mo
|
Ti
|
Nb
|
S
|
P
|
Cu
|
Co
|
прочие
|
|
не более
|
|||||||||||||
|
Св-06А
|
0,040 - 0,100
|
0,15 - 0,50
|
0,40 - 0,70
|
-
|
-
|
-
|
-
|
-
|
0,020
|
0,025
|
-
|
-
|
-
|
|
Св-08ГСМТ
|
0,040 - 0,120
|
0,25 - 0,70
|
0,80 - 1,30
|
|
|
0,15 - 0,40
|
|
-
|
0,025
|
0,030
|
0,25
|
-
|
-
|
|
Св-08ГС
|
|
0,40 - 0,80
|
1,10 - 1,70
|
-
|
-
|
-
|
-
|
-
|
0,025
|
0,030
|
0,25
|
-
|
-
|
|
Св-08Г2С
|
0,040 - 0,110
|
0,60 - 0,95
|
1,70 - 2,10
|
-
|
-
|
-
|
-
|
-
|
0,025
|
0,030
|
0,25
|
-
|
-
|
|
0,40 - 0,95 <1>
|
1,20 - 2,10 <1>
|
|
|
0,012 <1>
|
0,013 <1>
|
||||||||
|
Св-08Г2С
(Ar + до 25% CO2)
|
0,040 - 0,110
|
0,40 - 0,85
|
1,00 - 1,80
|
|
|
-
|
-
|
-
|
0,025
|
0,030
|
0,25
|
-
|
-
|
|
Св-08Г2СА-А
|
0,040 - 0,110
|
0,40 - 0,95
|
1,20 - 2,10
|
|
|
-
|
-
|
-
|
0,006
|
0,006
|
0,25
|
-
|
-
|
|
Св-10НМА-А,
Св-10НМА-ВИ
|
0,040 - 0,080
|
0,15 - 0,25
|
0,30 - 0,70
|
-
|
1,30 - 1,50
|
0,40 - 0,45
|
-
|
-
|
0,010
|
0,010
|
-
|
-
|
-
|
|
Св-08ГНА-А,
Св-08ГНА-ВИ
|
0,040 - 0,090
|
0,15 - 0,25
|
0,70 - 1,30
|
-
|
0,90 - 1,10
|
-
|
|
-
|
0,010
|
0,010
|
-
|
-
|
-
|
|
Св-10ГНА
|
0,040 - 0,090
|
0,15 - 0,25
|
1,10 - 1,30
|
-
|
0,90 - 1,10
|
-
|
-
|
-
|
0,012
|
0,013
|
-
|
-
|
-
|
|
Св-10ГНМА
|
0,050 - 0,120
|
|
0,50 - 1,10
|
|
1,40 - 1,80
|
0,45 - 0,70
|
-
|
-
|
0,015
|
0,020
|
0,25
|
-
|
-
|
|
Св-10ГН1МА,
Св-10ГН1МА-ВИ
|
0,050 - 0,120
|
0,10 - 0,40
|
0,90 - 1,50
|
|
1,40 - 1,80
|
0,50 - 075
|
-
|
-
|
0,020
|
0,020
|
0,25
|
-
|
-
|
|
Св-10Г1СН1МА
|
0,080 - 0,120
|
0,45 - 0,70
|
1,35 - 1,65
|
|
1,50 - 1,80
|
0,50 - 0,70
|
-
|
-
|
0,020
|
0,020
|
-
|
-
|
Al: 0,050
|
|
V: 0,010
|
|||||||||||||
|
Св-09ХГНМТА
|
0,050 - 0,120
|
0,10 - 0,40
|
0,50 - 1,00
|
1,40 - 2,00
|
1,00 - 1,50
|
0,45 - 0,70
|
0,01 - 0,06
|
-
|
0,012
|
0,012
|
0,10
|
0,03
|
-
|
|
Св-09ХГНМТАА-ВИ
|
0,050 - 0,120
|
0,10 - 0,40
|
0,50 - 1,00
|
1,40 - 2,10
|
1,00 - 1,30
|
0,45 - 0,70
|
0,01 - 0,06
|
-
|
0,006
|
0,006
|
0,06
|
0,02
|
-
|
|
Св-12Х2Н2МА
|
0,060 - 0,140
|
|
0,60 - 1,20
|
1,40 - 2,10
|
1,00 - 1,30
|
0,40 - 0,70
|
-
|
-
|
0,015
|
0,012
|
0,10
|
-
|
-
|
|
Св-12Х2Н2МАА,
Св-12Х2Н2МАА-ВИ,
Св-12Х2Н2МАА-ВД
|
0,060 - 0,130
|
|
0,60 - 1,20
|
1,40 - 2,10
|
1,00 - 1,30
|
0,40 - 0,70
|
-
|
-
|
0,012
|
0,010
|
0,08
|
-
|
-
|
|
Св-04Х19Н11М3
|
|
|
0,90 - 2,00
|
17,80 - 20,00
|
9,80 - 12,00
|
1,80 - 3,00
|
-
|
-
|
0,018
|
0,025
|
0,25 <2>
|
0,05 <2>
|
-
|
|
Св-03Х16Н9М2
|
|
0,15 - 0,35
|
1,00 - 2,00
|
16,00 - 17,50
|
8,00 - 10,00
|
1,50 - 2,50
|
-
|
-
|
0,015
|
0,015
|
-
|
-
|
-
|
|
Св-08Х19Н10Г2Б
|
|
|
1,50 - 2,20
|
18,00 - 20,50
|
9,00 - 10,50
|
-
|
-
|
0,70 - 1,30
|
0,020
|
0,030
|
0,25 <2>
|
0,05 <2>
|
-
|
|
Св-04Х20Н10Г2Б
|
|
|
1,50 - 2,20
|
18,00 - 20,50
|
9,00 - 10,50
|
-
|
-
|
0,70 - 1,30
|
0,020
|
0,030
|
0,25 <2>
|
0,05 <2>
|
-
|
|
Св-02Х18Н10Б
|
|
|
1,20 - 1,80
|
18,00 - 20,00
|
9,80 - 11,00
|
-
|
-
|
0,60 - 0,80
|
0,010
|
0,015
|
0,10
|
0,04
|
-
|
|
Св-07Х25Н13
|
|
0,14 - 1,00
|
0,90 - 2,00
|
22,80 - 26,00
|
11,80 - 14,00
|
-
|
-
|
-
|
0,018
|
0,025
|
0,25 <2>
|
0,05 <2>
|
-
|
|
Св-02Х23Н15
|
|
|
1,20 - 1,80
|
23,00 - 25,00
|
13,80 - 15,00
|
-
|
-
|
-
|
0,010
|
0,015
|
0,10
|
0,04
|
-
|
|
Св-10Х16Н25АМ6
|
0,060 - 0,120
|
|
0,90 - 2,00
|
14,80 - 17,00
|
24,80 - 27,00
|
5,20 - 7,00
|
-
|
-
|
0,018
|
0,025
|
0,25 <2>
|
0,05 <2>
|
-
|
|
Св-03Х15Н35Г7М6Б
|
|
|
6,00 - 7,50
|
14,00 - 16,00
|
34,00 - 35,00
|
6,00 - 7,50
|
-
|
1,20 - 1,80
|
0,020
|
0,030
|
-
|
-
|
-
|
|
Св-08Н60Г8М7Т
|
|
|
6,50 - 10,0
|
-
|
57,00 - 60,00
|
5,50 - 7,50
|
0,20 - 0,60
|
-
|
0,020
|
0,025
|
-
|
-
|
-
|
|
ПП-СВП1
|
|
0,30 - 0,60
|
1,00 - 1,60
|
|
0,70 - 1,10
|
|
|
|
0,010
|
0,010
|
0,20
|
-
|
-
|
|
Св-06Х15Н60М15
|
|
|
0,80 - 2,00
|
13,50 - 16,00
|
57,00 - 61,00
|
13,0 - 16,00
|
-
|
-
|
0,015
|
0,015
|
-
|
-
|
-
|
|
Св-03Х19Н60М15 (ЭК185)
|
|
|
1,00 - 2,00
|
18,00 - 20,00
|
основа
|
14,00 - 16,00
|
-
|
-
|
0,015
|
0,015
|
-
|
-
|
Fe: 0,600
|
|
Св-02Х24Н13
|
|
0,25 - 0,70
|
0,75-2,00
|
22,00 - 25,00
|
11,00 - 14,00
|
|
-
|
-
|
0,015
|
0,018
|
0,25
|
0,05
|
-
|
|
Св-04Х2МАА-ВИ
|
|
0,12 - 0,35
|
0,40 - 0,70
|
1,80 - 2,20
|
|
0,50 - 0,70
|
|
|
0,010
|
0,010
|
0,06
|
-
|
V: 0,050
|
|
Св-10Х9НМФА, Св-10Х9НМФА-ВИ
|
0,050 - 0,140
|
0,15 - 0,60
|
0,30 - 1,00
|
8,00 - 10,50
|
|
0,70 - 1,20
|
-
|
-
|
0,015
|
0,012
|
0,25
|
-
|
V: 0,100 - 0,250
|
|
Св-10Х12НМФТ
|
0,090 - 0,120
|
0,15 - 0,30
|
0,80 - 1,20
|
11,50 - 12,50
|
0,80 - 1,00
|
0,60 - 0,80
|
0,10 - 0,15
|
-
|
0,010
|
0,010
|
-
|
-
|
V: 0,100 - 0,200
|
|
N: 0,028 - 0,070
|
|||||||||||||
|
Al: 0,010
|
|||||||||||||
|
Св-02Х22Н9АМ3
|
|
|
0,80 - 1,60
|
21,00 - 23,00
|
9,00 - 10,00
|
2,80 - 3,50
|
-
|
-
|
0,020
|
0,020
|
-
|
-
|
N: 0,080 - 0,150
|
|
Св-02Х25Н10АМ4
|
|
0,50 - 1,00
|
1,00 - 2,00
|
24,00 - 26,00
|
9,00 - 10,00
|
3,50 - 4,00
|
-
|
-
|
0,015
|
0,015
|
-
|
-
|
N: 0,150 - 0,200
|
|
Св-03Х20Н65Г5М4Б3В
|
|
|
3,50 - 5,00
|
18,00 - 22,00
|
основа
|
4,00 - 5,00
|
-
|
2,00 - 3,00
|
0,015
|
0.030
|
-
|
-
|
W: 0,800 - 1,200
|
|
Fe: 0,300
|
|||||||||||||
|
Св-08ХМ
|
0,040 - 0,100
|
|
0,30 - 0,60
|
0,80 - 1,20
|
-
|
0,40 - 0,70
|
-
|
-
|
0,025
|
0,030
|
-
|
-
|
-
|
|
Св-08ХГСМА
|
0,040 - 0,100
|
0,35 - 0,70
|
1,00 - 1,50
|
0,80 - 1,20
|
-
|
0,40 - 0,70
|
-
|
-
|
0,025
|
0,025
|
-
|
-
|
V: 0,100 - 0,300
|
|
Св-08ХГСМФА
|
0,040 - 0,100
|
0,35 - 0,70
|
1,10 - 1,50
|
0,90 - 1,30
|
-
|
0,40 - 0,70
|
-
|
-
|
0,025
|
0,025
|
-
|
-
|
V: 0,150 - 0,350
|
|
Св-04Х2МА
|
|
|
0,30 - 0,70
|
1,70 - 2,20
|
-
|
0,40 - 0,70
|
-
|
-
|
0,020
|
0,025
|
-
|
-
|
-
|
|
Св-06Х14
|
|
0,20 - 0,70
|
0,20 - 0,70
|
12,50 - 15,00
|
|
-
|
-
|
-
|
0,025
|
0,030
|
-
|
-
|
-
|
|
Св-08ХМФА
|
0,040 - 0,100
|
|
0,30 - 0,60
|
0,80 - 1,20
|
-
|
0,40 - 0,70
|
-
|
-
|
0,025
|
0,025
|
-
|
-
|
V: 0,100 - 0,300
|
|
Св-01Х12Н2МТ-ВИ
|
|
0,15 - 0,50
|
0,20 - 0,70
|
11,00 - 13,50
|
1,60 - 2,50
|
-
|
-
|
-
|
0,020
|
0,030
|
-
|
-
|
-
|
|
Св-01Х12Н2-ВИ
|
|
0,15 - 0,50
|
0,20 - 0,70
|
11,00 - 13,50
|
1,60 - 2,50
|
-
|
-
|
-
|
0,020
|
0,030
|
-
|
-
|
-
|
|
Св-04Х17Н10М2
|
|
|
1,00 - 2,00
|
16,00 - 18,00
|
9,00 - 11,50
|
1,00 - 2,00
|
|
-
|
0,020
|
0,025
|
0,20
|
-
|
Al: 0,100
|
|
Св-02Х17Н10М2-ВИ
|
|
|
1,00 - 2,00
|
16,00 - 18,00
|
9,00 - 11,00
|
1,00 - 2,00
|
-
|
-
|
0,020
|
0,020
|
-
|
-
|
-
|
|
Примечания.
<1> Для сварки стали 09Г2СА-А устанавливается по требованию конструкторской документацией.
<2> По требованию конструкторской документации.
|
|||||||||||||
8. Содержание химических элементов в наплавленном металле (металле шва) для ручной дуговой сварки покрытыми электродами приведено в таблице N 5.5 настоящего приложения.
Таблица N 5.5
|
Марка сварочного материала
|
Содержание элементов, %
|
|||||||||||
|
электроды
|
C
|
Si
|
Mn
|
Cr
|
Ni
|
Mo
|
Nb
|
S
|
P
|
Cu
|
Co
|
прочие
|
|
не более
|
||||||||||||
|
УОНИИ-13/45
|
|
0,18 - 0,35
|
0,35 - 0,75
|
-
|
-
|
-
|
-
|
0,030
|
0,030
|
-
|
-
|
-
|
|
УОНИИ-13/45А
|
|
0,18 - 0,35
|
0,35 - 0,65
|
-
|
-
|
-
|
-
|
0,030
|
0,030
|
-
|
-
|
-
|
|
УОНИИ-13/45АА
|
|
0,18 - 0,50
|
0,35 - 0,80
|
-
|
-
|
-
|
-
|
0,012
|
0,010
|
0,08
|
0,02
|
Sn: 0,001
|
|
Sb: 0,008
|
||||||||||||
|
As: 0,010
|
||||||||||||
|
0,060 - 0,100 <1>
|
0,17 - 0,35 <1>
|
0,35 - 0,65 <1>
|
-
|
-
|
-
|
-
|
0,015 <1>
|
0,015 <1>
|
-
|
-
|
-
|
|
|
УОНИИ-13/55
|
|
0,18 - 0,50
|
0,65 - 1,20
|
-
|
-
|
-
|
-
|
0,030
|
0,030
|
-
|
-
|
-
|
|
УОНИИ-13/55АА
|
|
0,18 - 0,50
|
0,65 - 1,20
|
-
|
-
|
-
|
-
|
0,012
|
0,010
|
0,08
|
0,02
|
Sn: 0,001
|
|
Sb: 0,008
|
||||||||||||
|
As: 0,010
|
||||||||||||
|
0,060 - 0,110 <1>
|
0,17 - 0,50 <1>
|
0,55 - 1,20 <1>
|
-
|
-
|
-
|
-
|
0,015 <1>
|
0,015 <1>
|
-
|
-
|
-
|
|
|
48Н-37/1
|
|
0,15 - 0,35
|
0,80 - 1,50
|
-
|
1,50 - 3,00
|
-
|
-
|
0,012
|
0,013
|
-
|
-
|
Ti: 0,050
|
|
Al: 0,100
|
||||||||||||
|
ЦУ-7
|
0,050 - 0,120
|
0,17 - 0,40
|
0,90 - 1,40
|
-
|
-
|
-
|
-
|
0,030
|
0,035
|
-
|
-
|
-
|
|
ЦУ-7А
|
0,050 - 0,120
|
0,17 - 0,40
|
0,90 - 1,40
|
-
|
-
|
-
|
-
|
0,015
|
0,012
|
0,08
|
-
|
-
|
|
ПТ-30
|
0,060 - 0,120
|
0,17 - 0,37
|
0,70 - 1,30
|
-
|
1,30 - 1,80
|
0,45 - 0,75
|
-
|
0,020
|
0,025
|
-
|
-
|
-
|
|
ЗИО-8
|
|
|
1,00 - 2,70
|
23,00 - 27,00
|
11,50 - 14,00
|
-
|
-
|
0,020
|
0,030
|
-
|
-
|
-
|
|
ЦТ-10
|
0,080 - 0,140
|
0,30 - 0,70
|
1,50 - 2,30
|
13,50 - 17,00
|
23,00 - 27,00
|
5,00 - 7,00
|
-
|
0,020
|
0,030
|
-
|
-
|
N: 0,200
|
|
ЦТ-15К
|
|
0,20 - 0,80
|
1,50 - 2,20
|
17,50 - 20,50
|
8,50 - 10,50
|
-
|
0,80 - 1,10
|
0,020
|
0,030
|
-
|
0,05
|
-
|
|
ЦТ-26
|
|
0,30 - 0,75
|
1,20 - 2,30
|
16,50 - 18,50
|
7,50 - 10,00
|
1,50 - 2,30
|
-
|
0,020
|
0,025
|
-
|
-
|
-
|
|
ЦТ-26М
|
|
0,30 - 0,75
|
1,20 - 2,30
|
16,50 - 18,50
|
7,50 - 10,00
|
1,50 - 2,30
|
-
|
0,020
|
0,025
|
-
|
-
|
-
|
|
ЦТ-36
|
|
|
6,50 - 8,00
|
-
|
58,00 - 62,00
|
5,80 - 7,50
|
-
|
0,020
|
0,025
|
-
|
-
|
Ti: 0,020 - 0,090
|
|
ЦТ-48
|
|
|
1,00 - 3,00
|
13,00 - 20,00
|
основа
|
13,50 - 16,00
|
-
|
0,018
|
0,020
|
-
|
-
|
Fe: 0,500
|
|
ЦТ-45
|
|
|
5,00 - 7,00
|
18,50 - 22,00
|
43,00 - 48,00
|
5,50 - 7,00
|
1,60 - 2,20
|
0,020
|
|
-
|
-
|
-
|
|
РТ-45А
|
0,040 - 0,130
|
0,15 - 0,45
|
0,45 - 1,10
|
1,40 - 2,10
|
1,00 - 1,30
|
0,40 - 0,75
|
-
|
0,020
|
0,025
|
0,15
|
0,03
|
-
|
|
РТ-45АА
|
0,040 - 0,130
|
0,15 - 0,45
|
0,45 - 1,10
|
1,40 - 2,10
|
1,00 - 1,30
|
0,40 - 0,75
|
-
|
0,015
|
0,012
|
0,08
|
0,02
|
-
|
|
0,012
|
0,008 (+0,002)
|
0,06
|
0,02
|
|||||||||
|
РТ-45Б
|
|
0,15 - 0,42
|
0,50 - 1,10
|
1,30 - 2,00
|
0,90 - 1,30
|
0,40 - 0,75
|
-
|
0,012
|
0,010
|
0,08
|
0,02
|
Sn; 0,001
|
|
Sb; 0,008
|
||||||||||||
|
As: 0,010
|
||||||||||||
|
ЦЛ-25/1, ЦЛ-25/2
|
|
|
1,00 - 2,50
|
23,00 - 27,00
|
11,50 - 14,00
|
-
|
-
|
0,020
|
0,030
|
-
|
0,05
|
-
|
|
ЦЛ-51
|
|
|
0,15 - 0,60
|
12,00 - 15,00
|
1,80 - 2,50
|
-
|
-
|
0,025
|
0,030
|
-
|
-
|
-
|
|
ЦЛ-57
|
0,050 - 0,140
|
0,15 - 0,60
|
0,30 - 1,00
|
8,00 - 10,50
|
|
0,70 - 1,20
|
-
|
0,015
|
0,012
|
0,25
|
-
|
V: 0,10 - 0,25
|
|
ЦЛ-59
|
0,060 - 0,120
|
0,20 - 0,45
|
0,70 - 1,50
|
-
|
1,50 - 2,50
|
0,45 - 0,75
|
-
|
0,025
|
0,025
|
-
|
-
|
-
|
|
ЦЛ-25Л
|
|
0,65 - 1,20
|
0,80 - 1,40
|
22,00 - 26,00
|
11,50 - 14,00
|
-
|
-
|
0,020
|
0,030
|
-
|
0,05
|
-
|
|
ЦЛ-25ЛБ
|
|
0,60 - 1,00
|
0,80 - 1,40
|
22,00 - 26,00
|
11,50 - 14,00
|
-
|
0,45 - 0,65
|
0,020
|
0,030
|
-
|
0,05
|
-
|
|
ЦТ-48У
|
|
|
1,00 - 3,00
|
17,00 - 20,00
|
основа
|
13,50 - 16,00
|
-
|
0,018
|
0,020
|
-
|
-
|
Fe: 1,000
|
|
Н-3
|
|
0,18 - 0,50
|
0,50 - 1,00
|
0,70 - 1,20
|
-
|
0,40 - 0,70
|
-
|
0,025
|
0,030
|
0,10
|
-
|
-
|
|
Н-3АА
|
|
0,18 - 0,50
|
0,50 - 1,00
|
0,70 - 1,20
|
|
0,40 - 0,70
|
-
|
0,012
|
0,010
|
0,08
|
0,02
|
Sn: 0,001
|
|
Sb: 0,008
|
||||||||||||
|
As: 0,010
|
||||||||||||
|
Н-6
|
|
|
0,50 - 1,00
|
0,70 - 1,20
|
-
|
0,40 - 0,70
|
-
|
0,030
|
0,030
|
-
|
-
|
V: 0,120 - 0,250
|
|
Н-6А
|
|
0,18 - 0,50
|
0,50 - 1,00
|
0,70 - 1,20
|
|
0,40 - 0,70
|
-
|
0,012
|
0,010
|
0,08
|
0,02
|
V: 0,120 - 0,250
|
|
Sn: 0,001
|
||||||||||||
|
Sb: 0,008
|
||||||||||||
|
As: 0,010
|
||||||||||||
|
Н-10
|
|
|
0,50 - 1,00
|
1,80 - 2,20
|
-
|
0,50 - 0,70
|
-
|
0,030
|
0,030
|
-
|
-
|
-
|
|
Н-10АА
|
|
0,12 - 0,40
|
0,50 - 1,00
|
1,50 - 2,20
|
|
0,40 - 0,70
|
-
|
0,012
|
0,012
|
-
|
-
|
-
|
|
Н-20
|
|
0,12 - 0,70
|
0,40 - 1,10
|
-
|
-
|
-
|
-
|
0,030
|
0,030
|
-
|
-
|
-
|
|
Н-23
|
|
0,15 - 0,42
|
0,60 - 1,10
|
1,30 - 2,00
|
0,90 - 1,50
|
0,40 - 0,75
|
-
|
0,015
|
0,012
|
0,10
|
-
|
-
|
|
Н-25
|
|
0,12 - 0,60
|
0,50 - 1,00
|
|
1,00 - 1,50
|
0,40 - 0,55
|
-
|
0,025
|
0,030
|
-
|
-
|
-
|
|
А-1, А-1Т
|
|
|
1,20 - 2,50
|
16,50 - 19,00
|
9,00 - 11,00
|
1,10 - 1,80
|
-
|
0,025
|
0,020
|
-
|
-
|
-
|
|
А-2, А-2Т
|
|
|
1,20 - 2,50
|
16,00 - 18,50
|
9,00 - 11,00
|
1,20 - 1,80
|
-
|
0,022
|
0,020
|
-
|
-
|
-
|
|
КТИ-7
|
0,240 - 0,340
|
|
1,50 - 2,50
|
14,00 - 16,00
|
32,00 - 37,00
|
-
|
-
|
0,018
|
0,030
|
-
|
-
|
-
|
|
ЭА-23/15
|
|
|
1,00 - 2,00
|
22,50 - 24,50
|
13,00 - 15,00
|
-
|
-
|
0,012
|
0,018
|
0,08
|
0,05
|
-
|
|
ЭА-18/10Б
|
|
|
1,00 - 2,00
|
17,50 - 19,50
|
9,50 - 11,00
|
-
|
0,50 - 0,80
|
0,012
|
0,018
|
0,08
|
0,05
|
-
|
|
ЭА-32/53
|
|
|
> 3,00
|
> 18,00
|
основа
|
> 03,50
|
> 02,00
|
0,020
|
0,030
|
-
|
-
|
V: > 0,600
|
|
Fe: 1,000
|
||||||||||||
|
ЭА-127/56
|
|
|
1,00 - 3,00
|
21,00 - 23,00
|
9,00 - 10,00
|
2,50 - 3,50
|
-
|
0,020
|
0,020
|
-
|
-
|
N: 0,080 - 0,120
|
|
ЭА-127/57
|
|
|
1,00 - 2,00
|
24,00 - 26,00
|
9,00 - 11,00
|
3,00 - 4,00
|
-
|
0,015
|
0,015
|
-
|
-
|
N: 0,150 - 0,200
|
|
ЭА-395/9
|
|
0,35 - 0,70
|
1,20 - 2,80
|
13,50 - 17,00
|
20,00 - 27,00
|
4,50 - 7,00
|
-
|
0,018
|
0,030
|
-
|
-
|
N: 0,080 - 0,200
|
|
ЭА400/10Т, ЭА400/10У
|
|
|
1,10 - 3,10
|
16,80-19,00
|
9,00 - 12,00
|
2,00 - 3,50
|
-
|
0,025
|
0,030
|
-
|
-
|
V: 0,300 - 0,750
|
|
ЭА-855/51
|
|
|
|
14,00 - 18,00
|
34,00 - 36,00
|
6,00 - 7,50
|
1,60 - 2,20
|
0,020
|
0,020
|
-
|
-
|
-
|
|
ЭА-898/21Б
|
|
|
1,60 - 2,80
|
17,50 - 20,50
|
9,00 - 10,50
|
|
0,80 - 1,20
|
0,025
|
0,025
|
-
|
-
|
-
|
|
ЭА-902/14
|
|
|
1,00 - 2,00
|
17,00 - 20,00
|
9,00 - 12,00
|
2,00 - 3,50
|
0,40 - 1,00
|
0,025
|
0,025
|
-
|
-
|
-
|
|
ЭМ-99
|
|
0,15 - 0,30
|
0,50 - 1,20
|
11,80 - 12,50
|
0,80 - 1,30
|
0,60 - 0,80
|
-
|
0,010
|
0,010
|
-
|
-
|
V: 0,100 - 0,200
|
|
Ti: 0,150
|
||||||||||||
|
ЭМ 959/52
|
|
|
|
12,00 - 13,00
|
1,90 - 2,60
|
0,60 - 0,90
|
-
|
0,020
|
0,020
|
-
|
-
|
Ti: 0,010 - 0,080
|
|
Примечание.
<1> Для сварки стали 09Г2СА-А устанавливается по требованию конструкторской документацией.
|
||||||||||||
9. Химический состав и твердость наплавленного металла уплотнительных и направляющих поверхностей приведены в таблице N 5.6 настоящего приложения.
Таблица N 5.6
|
Марка наплавочного материала
|
Содержание элементов, %
|
Твердость, HRC
|
||||||||||
|
C
|
Si
|
Mn
|
Cr
|
Ni
|
Mo
|
Fe
|
W
|
Co
|
Nb
|
прочие
|
||
|
Проволока
|
||||||||||||
|
Св-20Х27Н6М3АГВ
|
0,15 - 0,25
|
|
1,0 - 2,0
|
26,0 - 28,0
|
5,0 - 7,0
|
2,5 - 3,0
|
основа
|
0,2 - 0,5
|
-
|
-
|
N: 0,150 - 0,250
|
41,5 - 49,5
|
|
S:
|
||||||||||||
|
P:
|
||||||||||||
|
Проволока (прутки) флюс, защитный газ
|
||||||||||||
|
Св-15Х18Н12С4ТЮ,
ФЦК-28
|
|
4,20 - 6,50
|
0,5 - 1,6
|
14,0 - 19,0
|
7,0 - 11,0
|
-
|
основа
|
-
|
-
|
-
|
S:
|
39,0 - 51,0
|
|
P:
|
||||||||||||
|
Св-04Х19Н9С2,
ФЦК-28
|
|
3,80 - 6,50
|
0,5 - 1,6
|
14,0 - 20,0
|
5,5 - 9,5
|
-
|
основа
|
-
|
-
|
-
|
S:
|
29,0 - 41,0
|
|
P:
|
||||||||||||
|
Св-04Х19Н9С2,
ПКНЛ-17
|
|
3,00 - 5,00
|
0,8 - 1,6
|
10,0 - 14,0
|
5,0 - 8,0
|
1,5 - 2,5
|
основа
|
-
|
-
|
-
|
S:
|
25,0 - 40,0
|
|
P:
|
||||||||||||
|
Св-13Х14Н9С4Ф3Г (ЭК119),
АН-26С, ОФ-6, ФЦ-17,
ТКЗ-НЖ, защитный газ
|
0,08 - 0,20
|
4,30 - 5,30
|
0,5 - 1,0
|
12,5 - 14,5
|
8,0 - 10,0
|
-
|
основа
|
-
|
-
|
-
|
S:
|
25,0 - 34,0
|
|
P:
|
||||||||||||
|
V: 2,000 - 3,500
|
||||||||||||
|
Св-10Х18Н11С5М2ТЮ (ЭП987), защитный газ
|
0,02 - 0,20
|
4,00 - 5,00
|
0,5 - 2,0
|
16,0 - 19,0
|
10,0 - 13,0
|
1,5 - 3,0
|
основа
|
-
|
-
|
-
|
S:
|
26,0 - 31,0
|
|
Р:
|
||||||||||||
|
Лента флюс
|
||||||||||||
|
15Х18Н12С4ТЮ,
ПКНЛ-128, ФЦК-28
|
|
5,00 - 6,20
|
0,5 - 1,5
|
15,0 - 17,5
|
7,5 - 10,5
|
-
|
основа
|
-
|
-
|
-
|
S:
|
30,0 - 40,0
|
|
Р:
|
||||||||||||
|
Порошок
|
||||||||||||
|
ПР-08Х17Н8С6Г
|
0,05 - 0,12
|
5,50 - 6,40
|
1,0 - 2,0
|
17,0 - 18,4
|
7,5 - 9,0
|
-
|
основа
|
-
|
|
-
|
S:
|
30,0 - 39,0
|
|
Р:
|
||||||||||||
|
ПР-10Х18Н9М5С5Г4Б
|
0,05 - 0,12
|
4,00 - 5,00
|
3,5 - 5,0
|
17,5 - 19,0
|
8,0 - 10,0
|
4,5 - 6,5
|
основа
|
-
|
|
0,7 - 1,2
|
O2:
|
40,0 - 51,0
|
|
N:
|
||||||||||||
|
S:
|
||||||||||||
|
P:
|
||||||||||||
|
В3К, ПР-КХ30ВС (В3К)
|
1,00 - 1,30
|
2,00 - 2,70
|
|
28,0 - 32,0
|
0,5 - 2,0
|
-
|
|
4,0 - 5,0
|
основа
|
-
|
S:
|
42,0 - 48,0
|
|
P:
|
||||||||||||
|
ПГ-СР2-М,
ПР-НХ15СР2,
ПР-Н77Х15С3Р2
|
0,20 - 0,50
|
2,00 - 3,30
|
-
|
12,0 - 15,0
|
основа
|
-
|
|
-
|
-
|
-
|
S:
|
38,0 - 43,0
|
|
P:
|
||||||||||||
|
B: 1,500 - 2,100
|
||||||||||||
|
ПГ-СР3-М,
ПР-НХ16СР3,
ПР-Н77Х15С3Р3
|
0,40 - 0,70
|
2,50 - 3,50
|
-
|
13,5 - 16,5
|
основа
|
-
|
|
-
|
-
|
-
|
S:
|
47,0 - 52,0
|
|
P:
|
||||||||||||
|
B: 2,000 - 2,800
|
||||||||||||
|
Покрытые электроды
|
||||||||||||
|
ЦН-2
|
1,60 - 2,00
|
1,50 - 2,60
|
-
|
26,0 - 32,0
|
-
|
-
|
-
|
4,0 - 5,0
|
основа
|
-
|
S:
|
41,5 - 51,5
|
|
P:
|
||||||||||||
|
ЦН-6Л
|
0,05 - 0,12
|
4,80 - 6,40
|
1,0 - 2,0
|
15,0 - 18,4
|
7,0 - 9,0
|
-
|
основа
|
-
|
|
-
|
S:
|
29,5 - 39,0
|
|
P:
|
||||||||||||
|
ЦН-12М
|
0,08 - 0,18
|
3,80 - 5,20
|
3,0 - 5,0
|
14,0 - 19,0
|
6,5 - 10,5
|
3,5 - 7,0
|
основа
|
-
|
|
0,5 - 1,2
|
S:
|
39,5 - 51,5
|
|
P:
|
||||||||||||
|
ЦН-12М/К2
|
|
3,80 - 4,60
|
3,0 - 5,0
|
16,0 - 18,5
|
8,0 - 11,0
|
3,5 - 4,5
|
основа
|
-
|
|
0,5 - 1,0
|
S:
|
35,0 - 45,0
|
|
P:
|
||||||||||||
|
ЭА-38/52
|
|
|
|
|
|
|
основа
|
|
-
|
-
|
S:
|
41,5 - 49,5
|
|
P:
|
||||||||||||
|
ЦН-24
|
0,08 - 0,20
|
1,50 - 2,60
|
0,5 - 1,0
|
12,5 - 14,5
|
8,0 - 10,0
|
-
|
-
|
-
|
|
-
|
V: 2,000 - 3,500
|
25,0 - 34,0
|
|
S:
|
||||||||||||
|
P:
|
||||||||||||
|
УОНИ-13/Н1-БК
|
0,06 - 0,12
|
|
|
30,0 - 34,0
|
7,0 - 8,0
|
1,8 - 2,4
|
основа
|
-
|
-
|
-
|
N: 0,300 - 0,400
|
41,0 - 49,0
|
|
S:
|
||||||||||||
|
P:
|
||||||||||||
|
ВПН-1
|
0,05 - 0,12
|
3,90 - 4,40
|
1,5 - 2,5
|
16,0 - 19,0
|
8,5 - 10,5
|
1,9 - 2,4
|
основа
|
-
|
-
|
-
|
S:
|
23,5 - 29,5
|
|
P:
|
||||||||||||
|
V: 0,350 - 0,900
|
||||||||||||
|
Прутки
|
||||||||||||
|
В3К, Пр-В3К
|
1,00 - 1,30
|
2,00 - 2,75
|
-
|
28,0 - 32,0
|
-
|
-
|
|
4,0 - 5,0
|
основа
|
-
|
S:
|
41,5 - 51,5
|
|
P:
|
||||||||||||
|
Примечание. Значения твердости приведены после термической обработки.
|
||||||||||||
Приложение N 6
к федеральным нормам и правилам
в области использования атомной
энергии "Правила контроля металла
оборудования и трубопроводов
атомных энергетических установок
при изготовлении и монтаже",
утвержденным приказом Федеральной
службы по экологическому,
технологическому и атомному надзору
от 14 ноября 2018 г. N 553
МЕХАНИЧЕСКИЕ СВОЙСТВА
МЕТАЛЛА ШВА, НАПЛАВЛЕННОГО МЕТАЛЛА И СВАРНЫХ СОЕДИНЕНИЙ
Условные обозначения:
|
Rm
|
- предел прочности;
|
|
Rp0,2
|
- предел текучести;
|
|
A
|
- относительное удлинение;
|
|
Z
|
- относительное сужение;
|
|
Тк0
|
- критическая температура хрупкости;
|
|
KCU, KCVТ
|
- ударная вязкость с указанием температуры испытаний Т.
|
1. Механические свойства металла шва, металла наплавки и сварного соединения при испытании на статическое растяжение, ударный изгиб и сплющивание сварных соединений, статический изгиб сварных соединений и антикоррозионных наплавок должны определяться в соответствии с требованиями документа по стандартизации, включенного в Сводный перечень.
Критическая температура хрупкости должна определяться в соответствии с требованиями конструкторской документации.
2. При испытаниях сварных соединений труб из сталей и железоникелевых сплавов на сплющивание должен обеспечиваться просвет между стенками трубы, не превышающий норм, установленных конструкторской документацией на материалы, а при отсутствии таких норм - просвет, не превышающий двукратной толщины стенки сваренных труб.
3. Критерием положительного результата испытаний на сплющивание трубных конструкций из титановых сплавов, определяемых на трубчатых образцах после снятия выпуклости шва, является отсутствие видимых невооруженным взглядом трещин при достижении просвета между пуансонами, равного 0,6D - для труб с отношением D/h выше 10 и равного 0,55D + 2h для труб с отношением D/h до 10 включительно, где D и h - внутренний диаметр и толщина трубы.
4. Критерием положительного результата испытаний на статический изгиб листовых конструкций из титановых сплавов, определяемых на плоских образцах, является отсутствие трещин при угле изгиба после разгрузки, равном 180 -  (где
(где  - угол изгиба), при радиусе оправки 2h - для сплавов ВТ1-0 и ВТ1-00; 4h - для сплавов ПТ-3В, 3М, ТЛ3, ТЛ5; 5h - для сплавов 5В, 19 (где h - толщина образца).
- угол изгиба), при радиусе оправки 2h - для сплавов ВТ1-0 и ВТ1-00; 4h - для сплавов ПТ-3В, 3М, ТЛ3, ТЛ5; 5h - для сплавов 5В, 19 (где h - толщина образца).
5. Прочерк в соответствующих ячейках таблиц N 6.1 - 6.10 настоящего приложения означает отсутствие требования к показателю механических свойств.
6. Минимальные значения механических свойств металла шва и наплавленного металла при автоматической сварке (наплавке) под флюсом после окончательного отпуска (многократных промежуточных и окончательных отпусков) приведены в таблице N 6.1 настоящего приложения.
Таблица N 6.1
|
Марка сварочных материалов
|
Минимальные значения механических свойств при температуре
|
Тк0, °C (не выше)
|
||||||||
|
20 °C
|
350 °C
|
|||||||||
|
проволока
|
флюс
|
Rm, МПа
|
Rp0,2, МПа
|
A, %
|
Z, %
|
Rm, МПа
|
Rp0,2, МПа
|
A, %
|
Z, %
|
|
|
Св-06А,
Св-06АА
|
АН-42М
|
392
|
235
|
18
|
55
|
353
|
216
|
13
|
50
|
0
|
|
Св-08А
|
АН-42М, ФЦ-16А
|
353
|
196
|
20
|
55
|
314
|
176
|
13
|
50
|
0
|
|
ОСЦ-45, АН-42, АН-348А, АН-348АМ, ФЦ-16, КФ-19
|
353
|
196
|
18
|
55
|
314
|
176
|
-
|
-
|
-
|
|
|
Св-08АА
|
АН-42М, ФЦ-16А
|
353
|
196
|
20
|
55
|
314
|
176
|
13
|
50
|
0
|
|
ОСЦ-45, АН-42, АН-348А, АН-348АМ, ФЦ-16, КФ-19
|
353
|
196
|
18
|
55
|
314
|
176
|
-
|
-
|
-
|
|
|
48АФ-71
|
320
|
216
|
20
|
55
|
314
|
196
|
14
|
50
|
0
|
|
|
Св-08ГА
|
ФЦ-16, ФЦ-16А
|
353
|
216
|
20
|
55
|
314
|
176
|
14
|
50
|
0
|
|
Св-08ГС
|
ФЦ-16, АН-42М
|
431
|
245
|
18
|
55
|
353
|
216
|
13
|
50
|
0 - (+15) <1>
|
|
48АФ-71
|
431
|
245
|
18
|
55
|
353
|
216
|
13
|
50
|
-35
|
|
|
ФЦ-16А
|
431
|
245
|
18
|
55
|
353
|
216
|
13
|
50
|
0 - (+15) <1>
|
|
|
390 <2> <3>
|
216 <2> <3>
|
16 <2> <3>
|
40 <2> <3>
|
-15 <2> или
<2> KCV-50
|
||||||
|
Св-08ГСА-А
|
ФЦ-16А
|
431
|
245
|
18
|
55
|
353
|
216
|
13
|
50
|
-15 <2> или
<2> KCV-50
|
|
390 <3>
|
216 <3>
|
16 <3>
|
40 <3>
|
|||||||
|
Св-10НМА-А,
Св-10НМА-ВИ,
Св-08ГНА-А,
Св-08ГНА-ВИ
|
ФЦ-16А
|
471
|
314
|
16
|
55
|
441
|
294
|
14
|
50
|
<2> KCV-50
|
|
Св-10ГНА
|
ФЦ-16А
|
471
|
314
|
16
|
55
|
390 <3>
|
216 <3>
|
16 <3>
|
40 <3>
|
-15 <2> или
<2> KCV-50
|
|
Св-10ГНМА,
Св-10ГН1МА,
Св-10ГН1МА-ВИ
|
ФЦ-16, ФЦ-16А
|
539
|
343
|
16
|
55
|
490
|
294
|
14
|
50
|
(-10) - (+15) <1>
|
|
Св-15ХГМТА
|
48АФ-71
|
539
|
477
|
15
|
55
|
490
|
392
|
14
|
50
|
-35
|
|
Св-09ХГНМТА
|
ФЦ-16А, НФ-18М
|
539
|
422
|
15
|
55
|
490
|
392
|
14
|
50
|
0
|
|
Св-01Х12Н2-ВИ
|
ОФ-6, ФЦ-19, ФЦК-19
|
600
|
470
|
12
|
35
|
442
|
372
|
10
|
40
|
20
|
|
Св-04Х17Н10М2,
Св-02Х17Н10М2-ВИ
|
ОФ-6
|
539
|
294
|
30
|
45
|
343 <4>
|
196 <4>
|
20 <4>
|
45 <4>
|
-
|
|
Св-10ХМФТУ
|
АН-42М
|
539
|
392
|
14
|
50
|
490
|
373
|
12
|
45
|
20
|
|
Св-10ХМФТУ-А
|
АН-42М
|
539
|
392
|
14
|
50
|
490
|
392
|
14
|
45
|
-10
|
|
Св-08ХМФА
|
КФ-16
|
441
|
274
|
15
|
45
|
206 <5>
|
-
|
-
|
-
|
-
|
|
147 <6>
|
||||||||||
|
Св-04Х2МА,
Св-04Х2МАА-ВИ
|
КФ-16, КФ-16А
|
392
|
294
|
16
|
45
|
294 <5>
|
245 <5>
|
15 <5>
|
40 <5>
|
20
|
|
274 <6>
|
235 <6>
|
16 <6>
|
45 <6>
|
|||||||
|
Св-10Г2
|
КФ-27
|
372
|
216
|
16
|
59
|
-
|
196
|
-
|
-
|
-
|
|
Св-04Х19Н11М3
|
ОФ-6, ОФ-40, ФЦ-17, АН-26П, АН-26С
|
392
|
245
|
20
|
25
|
343
|
167
|
15
|
25
|
-
|
|
ФЦК-17, СФМ-301
|
392
|
245
|
20
|
25
|
343
|
167
|
-
|
-
|
-
|
|
|
Св-08Х19Н10Г2Б
|
ОФ-6, ОФ-40, ФЦ-17
|
539
|
343
|
16
|
30
|
372
|
225
|
12
|
25
|
-
|
|
Св-04Х20Н10Г2Б
|
ОФ-6, ОФ-40, ФЦ-17
|
539
|
343
|
20
|
35
|
372
|
225
|
15
|
30
|
-
|
|
Св-07Х25Н13
|
ОФ-6, ОФ-40
|
441
|
245
|
16
|
25
|
392
|
176
|
12
|
20
|
-
|
|
ФЦ-17
|
422
|
245
|
13
|
15
|
353
|
157
|
-
|
-
|
-
|
|
|
Св-10Х9НМФА,
Св-10Х9НМФА-ВИ
|
ФЦК-16
|
539
|
343
|
18
|
55
|
392 <7>
|
254 <7>
|
15 <7>
|
60 <7>
|
-
|
|
Св-10Х16Н25АМ6
|
ОФ-6, ОФ-40
|
539
|
392
|
13
|
15
|
392
|
245
|
12
|
15
|
|
|
Св-12Х2Н2МА,
Св-12Х2Н2МАА,
Св-12Х2Н2МАА-ВД,
Св-12Х2Н2МАА-ВИ
|
ФЦ-16, ФЦ-16А
|
539
|
422
|
15
|
55
|
490
|
392
|
14
|
50
|
0
(-10) <8>
(-15) <9> - (0)
|
|
Св-09ХГНМТАА-ВИ
|
НФ-18М, ФЦ-16А
|
|||||||||
|
Св-03Х15Н35Г7М6Б
|
ОФ-6
|
539
|
343
|
15
|
15
|
490
|
294
|
-
|
25
|
-
|
|
Св-03Х20Н65Г5М4Б3В
|
ОФ-6, ОФ-40
|
637
|
480
|
35
|
45
|
588
|
332
|
30
|
40
|
-
|
|
Св-10Х12НМФТ
|
ФЦ-19
|
640
|
490
|
14
|
55
|
355 <7>
|
290 <7>
|
12 <7>
|
65 <7>
|
-
|
|
Св-01Х12Н2МТ-ВИ
|
КФ-28
|
640
|
490
|
15
|
45
|
-
|
-
|
-
|
-
|
KCV20
|
|
<1> Значение критической температуры хрупкости ниже 15 °C устанавливается по требованию конструкторской документации для конкретных сварных соединений.
<2> Для сварки стали 09Г2СА-А устанавливается по требованию конструкторской документацией.
<3> Значения приведены для температуры 250 °C (устанавливается конструкторской документацией).
<4> Значения приведены для температуры 530 °C.
<5> Значения приведены для температуры 450 °C.
<6> Значения приведены для температуры 510 °C.
<7> Значения приведены для температуры 550 °C.
<8> Для кольцевого сварного шва крышки реактора допускается при 350 °C: Rm = 460 МПа, Rp0,2 = 373 МПа.
<9> Для кольцевых сварных швов корпуса реактора допускается при 350 °C: Rm = 460 МПа, Rp0,2 = 373 МПа. Значение критической температуры хрупкости ниже 0 °C устанавливается по требованию конструкторской документации для конкретных сварных соединений.
|
||||||||||
7. Минимальные значения механических свойств наплавленного металла при автоматической наплавке под флюсом после окончательного отпуска (многократных промежуточных и окончательных отпусков) приведены в таблице N 6.2 настоящего приложения.
Таблица N 6.2
|
Марка сварочных материалов
|
Минимальные значения механических свойств при температуре
|
KCU, Дж/см2
|
||||||||
|
20 °C
|
350 °C
|
|||||||||
|
лента
|
флюс
|
Rm, МПа
|
Rp0,2, МПа
|
A, %
|
Z, %
|
Rm, МПа
|
Rp0,2, МПа
|
A, %
|
Z, %
|
|
|
Св-04Х19Н11М3
|
ОФ-10, ОФ-40, ФЦ-18
|
392
|
245
|
20
|
25
|
343
|
167
|
15
|
25
|
-
|
|
Св-08Х19Н10Г2Б
|
ОФ-10, ОФ-40, ФЦ-18
|
490
|
314
|
20
|
30
|
353
|
196
|
12
|
20
|
-
|
|
Св-08Х19Н10Г2БА
|
ОФ-10, ОФ-40
|
490
|
314
|
24
|
40
|
353
|
196
|
18
|
30
|
34
|
|
Св-04Х20Н10Г2Б
|
ОФ-10, ОФ-40, ФЦ-18
|
490
|
265
|
20
|
35
|
353
|
176
|
14
|
25
|
-
|
|
Св-04Х20Н10Г2БА
|
ОФ-10, ОФ-40
|
490
|
265
|
24
|
40
|
353
|
176
|
18
|
30
|
35
|
|
Св-02Х18Н10Б
|
ОФ-40
|
490
|
265
|
25
|
45
|
353
|
176
|
18
|
30
|
35
|
|
Св-03Х22Н11Г2Б,
Св-03Х24Н13Г2Б
|
ФЦ-18
|
490
|
314
|
20
|
30
|
353
|
196
|
12
|
25
|
-
|
|
Св-07Х25Н13
|
ОФ-10, ОФ-40, ФЦ-18
|
422
|
245
|
13
|
15
|
353
|
157
|
10
|
15
|
-
|
|
Св-07Х25Н13А
|
ОФ-10, ОФ-40
|
422
|
245
|
18
|
20
|
353
|
157
|
15
|
25
|
-
|
|
Св-02Х23Н15
|
ОФ-40
|
422
|
245
|
20
|
25
|
353
|
157
|
18
|
30
|
69
|
|
Св-10Х16Н25АМ6
|
ОФ-10, ОФ-40
|
539
|
392
|
13
|
15
|
372
|
245
|
12
|
15
|
-
|
|
Св-02Х21Н11Г2Б
|
ФЦК-18
|
490
|
265
|
16
|
25
|
353
|
176
|
10
|
25
|
-
|
|
Примечание. Определение ударной вязкости проводится при наличии требований в конструкторской документации.
|
||||||||||
8. Минимальные значения механических свойств металла шва при электрошлаковой сварке после термической обработки (нормализации с последующим отпуском или аустенизации) приведены в таблице N 6.3 настоящего приложения.
Таблица N 6.3
|
Марка сварочных материалов
|
Минимальные значения механических свойств при температуре
|
Тк0, °C (не выше)
|
||||||||
|
20 °C
|
350 °C
|
|||||||||
|
проволока
|
флюс
|
Rm, МП
|
Rp0,2, МПа
|
A, %
|
Z, %
|
Rm, МПа
|
Rp0,2, МПа
|
A, %
|
Z, %
|
|
|
Св-10ГН2МФА
|
ФЦ-21, ОФ-6
|
539
|
343
|
16
|
55
|
490
|
294
|
14
|
50
|
(-10) - (+15) <1>
|
|
Св-08ГСМТ
|
АН-8
|
431
|
245
|
18
|
55
|
353
|
216
|
13
|
50
|
-
|
|
117 <2>
|
||||||||||
|
Св-16Х2НМФТА (КП-50)
|
ФЦ-21, ОФ-6
|
608
|
490
|
15
|
55
|
539
|
441
|
14
|
50
|
0
|
|
Св-16Х2НМФТА (КП-45)
|
ФЦ-21, ОФ-6
|
549
|
441
|
15
|
55
|
490
|
392
|
12
|
45
|
0
|
|
Св-04Х19Н11М3
|
ОФ-6
|
392
|
196
|
25
|
40
|
315
|
135
|
20
|
35
|
-
|
|
117 <2>
|
||||||||||
|
<1> Конкретное значение величины критической температуры хрупкости указывается в конструкторской документации.
<2> Значения приведены для температуры 530 °C.
|
||||||||||
9. Минимальные значения механических свойств металла шва и наплавленного металла при ручной дуговой сварке и наплавке покрытыми электродами после окончательного отпуска (многократных промежуточных и окончательных отпусков) приведены в таблице N 6.4 настоящего приложения.
Таблица N 6.4
|
Марка электродов
|
Минимальные значения механических свойств при температуре
|
Тк0, °C
(не выше)
|
|||||||
|
20 °C
|
350 °C
|
||||||||
|
Rm, МПа
|
Rp0,2, МПа
|
A, %
|
Z, %
|
Rm, МПа
|
Rp0,2, МПа
|
A, %
|
Z, %
|
||
|
УОНИИ-13/45
|
353
|
216
|
22
|
55
|
314
|
176
|
20
|
55
|
0
|
|
УОНИИ-13/45А,
УОНИИ-13/45 АА
|
353
|
216
|
22
|
60
|
314
|
176
|
22
|
55
|
-10
|
|
430 <1>
|
245 <1>
|
22 <1>
|
60 <1>
|
314
|
176
|
22
|
55
|
<1> KCV-50
|
|
|
УОНИИ-13/55
|
431
|
255
|
20
|
50
|
372
|
216
|
18
|
50
|
0
|
|
УОНИИ-13/55 АА
|
431
|
255
|
20
|
50
|
372
|
216
|
18
|
55
|
-10
|
|
390 <1> <2>
|
216 <1> <2>
|
16 <1> <2>
|
40 <1> <2>
|
-15 <1> или
<1> KCV-50
|
|||||
|
ПТ-30
|
539
|
343
|
16
|
55
|
490
|
294
|
14
|
50
|
(-10) - (+15) <3>
|
|
ЦЛ-25/1, ЦЛ-25/2,
ЦЛ-25Л, ЦЛ-25ЛБ,
ЗИО-8
|
539
|
294
|
13
|
15
|
392
|
196
|
10
|
13
|
-
|
|
ЦЛ-51
|
637
|
490
|
12
|
35
|
510
|
442
|
10
|
40
|
20
|
|
ЦЛ-57
|
539
|
343
|
18
|
55
|
392 <4>
|
254 <4>
|
15 <4>
|
60 <4>
|
-
|
|
ЦЛ-59
|
539
|
343
|
16
|
55
|
490
|
294
|
14
|
50
|
(-10) - (+15) <3>
|
|
ЦТ-26, ЦТ-26М
|
490
|
265
|
25
|
35
|
431
|
245
|
18
|
30
|
-
|
|
ЦУ-7, ЦУ-7А
|
431
|
255
|
20
|
55
|
372
|
216
|
20
|
55
|
-10
|
|
РТ-45А, РТ-45АА
|
539
|
422
|
15
|
55
|
510
|
392
|
14
|
50
|
0
|
|
РТ-45Б
|
539
|
422
|
15
|
60
|
510
|
392
|
14
|
50
|
-10
|
|
А-1, А-1Т, А-2, А-2Т
|
539
|
294
|
255 <5>
|
35 <5>
|
343 <5>
|
196 <5>
|
18 <5>
|
35 <5>
|
-
|
|
Н-3
|
539
|
392
|
18
|
50
|
490
|
373
|
14
|
45
|
10
|
|
Н-3АА
|
539
|
392
|
18
|
50
|
490
|
373
|
14
|
45
|
-10
|
|
Н-6, Н-6А
|
539
|
422
|
14
|
50
|
490
|
206 <6>
|
10
|
40
|
20
|
|
147 <7>
|
|||||||||
|
380 <8>
|
|||||||||
|
Н-10, Н-10АА
|
392
|
294
|
16
|
45
|
294 <6>
|
245 <6>
|
15 <6>
|
40 <6>
|
20
|
|
274 <7>
|
235 <7>
|
16 <7>
|
45 <7>
|
||||||
|
Н-20
|
392
|
255
|
20
|
50
|
353
|
216
|
18
|
50
|
0
|
|
Н-23, Н-25
|
539
|
442
|
15
|
55
|
490
|
392
|
14
|
50
|
0
|
|
ЦТ-10, ЭА-395/9
|
588
|
363
|
13
|
15
|
490
|
294
|
10
|
13
|
-
|
|
ЭА-400/10У, ЭА-400/10Т
|
539
|
343
|
18
|
30
|
431
|
294
|
15
|
25
|
-
|
|
ЭА-855/51
|
539
|
343
|
15
|
15
|
490
|
294
|
-
|
-
|
-
|
|
ЭА-898/21Б, ЦТ-15К
|
539
|
343
|
16
|
30
|
441
|
245
|
10
|
20
|
-
|
|
ЭА-18/10Б
|
539
|
343
|
25
|
45
|
441
|
245
|
12
|
25
|
-
|
|
ЭА-23/15
|
539
|
294
|
20
|
25
|
392
|
196
|
12
|
15
|
-
|
|
ЭА-32/53
|
637
|
392
|
30
|
40
|
588
|
332
|
30
|
40
|
-
|
|
ЭМ-99
|
650
|
500
|
14
|
50
|
370 <4>
|
310 <4>
|
12 <4>
|
60 <4>
|
-
|
|
ЭМ-959/52
|
640
|
490
|
15
|
45
|
-
|
-
|
-
|
-
|
KCV20
|
|
48Н-37/1
|
430
|
245
|
19
|
42
|
-
|
-
|
-
|
-
|
<1> KCV-50
|
|
КТИ-7
|
620
|
400
|
18
|
25
|
450 <5>
|
200 <5>
|
18 <5>
|
25 <5>
|
KCV20
|
|
<1> Для сварки стали 09Г2СА-А устанавливается по требованию конструкторской документацией.
<2> Значения приведены для температуры 250 °C (устанавливается конструкторской документацией).
<3> Значение критической температуры хрупкости ниже 15 °C устанавливается по требованию конструкторской документацией для конкретных сварных соединений.
<4> Значение приведено для температуры 550 °C.
<5> Значения приведены для температуры 530 °C.
<6> Значения приведены для температуры 450 °C.
<7> Значения приведены для температуры 510 °C.
<8> Значение приведено для температуры 350 °C.
|
|||||||||
10. Минимальные значения механических свойств металла шва и наплавленного металла при аргонодуговой сварке (наплавке) после окончательного отпуска (многократных промежуточных и окончательных отпусков) приведены в таблице N 6.5 настоящего приложения.
Таблица N 6.5
|
Марка сварочной проволоки
|
Минимальные значения механических свойств при температуре
|
Тк0, °C (не выше)
|
|||||||
|
20 °C
|
350 °C
|
||||||||
|
Rm, МПа
|
Rp0,2, МПа
|
A, %
|
Z, %
|
Rm, МПа
|
Rp0,2, МПа
|
A, %
|
Z, %
|
||
|
Св-08ГС
|
431
|
245
|
18
|
55
|
392
|
225
|
13
|
50
|
0
|
|
Св-08ГСМТ
|
432
|
255
|
18
|
50
|
372
|
226
|
16
|
50
|
0
|
|
Св-08Г2С
|
432
|
255
|
18
|
50
|
372
|
226
|
16
|
50
|
0
|
|
431 <1>
|
245 <1>
|
55 <1>
|
390 <1> <2>
|
216 <1> <2>
|
16 <1> <2>
|
40 <1> <2>
|
-15 <3> или
<3> KCV-50
|
||
|
Св-08Г2С (Ar + до 25% CO2)
|
432
|
255
|
18
|
50
|
372
|
226
|
16
|
50
|
0
|
|
Св-08Г2СА-А (Ar + 18 - 20% CO2)
|
431
|
245
|
18
|
55
|
390 <2>
|
216 <2>
|
16 <2>
|
40 <2>
|
-15 <3> или
<3> KCV-50
|
|
Св-10ГНМА,
Св-10ГН1МА, Св-10ГН1МА-ВИ
|
539
|
343
|
16
|
55
|
490
|
294
|
14
|
50
|
(-10) - (+15) <4>
|
|
Св-10Г1СН1МА
|
539
|
343
|
16
|
55
|
490
|
294
|
14
|
50
|
(-10) - (+15) <4>
|
|
Св-04Х19Н11М3
|
539
|
294
|
30
|
45
|
392
|
216
|
12
|
22
|
-
|
|
343 <5>
|
196 <5>
|
20 <5>
|
45 <5>
|
||||||
|
Св-03Х15Н35Г7М6Б
|
539
|
343
|
15
|
15
|
490
|
245
|
-
|
-
|
-
|
|
Св-03Х20Н65Г5М4Б3В
|
637
|
408
|
35
|
45
|
588
|
330
|
30
|
40
|
-
|
|
Св-08Х19Н10Г2Б
|
539
|
343
|
16
|
30
|
372
|
225
|
10
|
20
|
-
|
|
Св-04Х20Н10Г2Б
|
539
|
343
|
20
|
35
|
372
|
225
|
10
|
25
|
-
|
|
Св-07Х25Н13
|
442
|
245
|
12
|
15
|
392
|
176
|
10
|
15
|
-
|
|
Св-10Х16Н25АМ6
|
539
|
363
|
13
|
18
|
392
|
245
|
10
|
13
|
-
|
|
Св-02Х17Н10М2-ВИ,
Св-04Х17Н10М2
|
539
|
294
|
30
|
45
|
343 <5>
|
196 <5>
|
20 <5>
|
45 <5>
|
-
|
|
Св-10НМА-А,
Св-10НМА-ВИ,
Св-08ГНА-А,
Св-08ГНА-ВИ,
Св-10ГНА,
ПП-СВП1
|
539
|
343
|
16
|
55
|
441
|
274
|
15
|
50
|
<3> KCV-50
|
|
Св-10Х9НМФА,
Св-10Х9НМФА-ВИ
|
539
|
343
|
18
|
55
|
392 <6>
|
254 <6>
|
15 <6>
|
60 <6>
|
-
|
|
Св-10Х12НМФТ
|
650
|
500
|
14
|
50
|
370 <6>
|
310 <6>
|
12 <6>
|
60 <6>
|
-
|
|
Св-01Х12Н2МТ-ВИ
|
640
|
490
|
15
|
45
|
-
|
-
|
-
|
-
|
KCV20
|
|
Св-12Х2Н2МА,
Св-12Х2Н2МАА,
Св-09ХГНМТА,
Св-09ХГМТАА-ВИ
|
539
|
422
|
15
|
55
|
490
|
392
|
14
|
50
|
0
|
|
Св-01Х12Н2-ВИ
|
637
|
490
|
12
|
35
|
510
|
441
|
10
|
40
|
-
|
|
Св-04Х2МА,
Св-04Х2МАА-ВИ
|
392
|
294
|
16
|
45
|
294 <7>
|
245 <7>
|
15 <7>
|
40 <7>
|
20
|
|
274 <8>
|
235 <8>
|
16 <8>
|
45 <8>
|
||||||
|
Св-02Х22Н9АМ3
|
680
|
480
|
25
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Св-02Х25Н10АМ4
|
750
|
550
|
25
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Св-08ХМФА
|
441
|
274
|
15
|
45
|
-
|
206 <7>
|
-
|
-
|
-
|
|
147 <8>
|
|||||||||
|
<1> Сварочная проволока с ограничением по содержанию S
<2> Значения приведены для температуры 250 °C (устанавливается конструкторской документацией).
<3> Для сварки стали 09Г2СА-А устанавливается по требованию конструкторской документацией.
<4> Конкретное значение величины критической температуры хрупкости указывается в конструкторской документации.
<5> Значения приведены для температуры 530 °C.
<6> Значения приведены для температуры 550 °C.
<7> Значения приведены для температуры 450 °C.
<8> Значения приведены для температуры 510 °C.
<9> Значения приведены для температуры 550 °C.
|
|||||||||
11. Минимальные значения механических свойств металла шва и наплавленного металла при автоматической сварке (наплавке) под флюсом в состоянии после сварки (наплавки) приведены в таблице N 6.6 настоящего приложения.
Таблица N 6.6
|
Марка сварочных материалов
|
Минимальные значения механических свойств при температуре
|
Тк0, °C
|
||||||||
|
20 °C
|
350 °C
|
|||||||||
|
проволока
|
флюс
|
Rm, МПа
|
Rp0,2, МПа
|
A, %
|
Z, %
|
Rm, МПа
|
Rp0,2, МПа
|
A, %
|
Z, %
|
|
|
Св-06А,
Св-06АА
|
АН-42М
|
432
|
245
|
18
|
50
|
392
|
216
|
15
|
50
|
0
|
|
Св-08А
|
ФЦ-16, ФЦ-16А, АН-42, АН-42М, 48АФ-71
|
412
|
226
|
18
|
50
|
363
|
196
|
16
|
50
|
0
|
|
ОСЦ-45, АН-348А, АН-348АМ
|
412
|
226
|
18
|
50
|
363
|
196
|
16
|
50
|
-
|
|
|
Св-08АА
|
ФЦ-16, ФЦ-16А, АН-42, АН-42М, 48АФ-71
|
412
|
226
|
18
|
50
|
363
|
196
|
16
|
50
|
0
|
|
Св-08ГС
|
ФЦ-16, 48АФ-71
|
452
|
255
|
18
|
50
|
432
|
245
|
18
|
50
|
0
|
|
ФЦ-16А
|
452
|
255
|
18
|
50
|
432
|
245
|
18
|
50
|
0
|
|
|
432 <1>
|
275 <1>
|
20 <1>
|
55 <1>
|
390 <1> <2>
|
216 <1> <2>
|
16 <1> <2>
|
40 <1> <2>
|
-15 <3> или
<3> KCV-50
|
||
|
Св-08ГСА-А
|
ФЦ-16А
|
432
|
275
|
20
|
55
|
390 <2>
|
216 <2>
|
16 <2>
|
40 <2>
|
-15 <3> или
<3> KCV-50
|
|
Св-10ГНА
|
ФЦ-16А
|
510
|
324
|
16
|
50
|
390 <1>
|
216 <2>
|
16 <2>
|
40 <2>
|
-15 <3> или
<3> KCV-50
|
|
Св-10НМА-А,
Св-10НМА-ВИ,
Св-08ГНА-А,
Св-08ГНА-ВИ
|
ФЦ-16А
|
510
|
324
|
16
|
50
|
441
|
294
|
14
|
50
|
<3> KCV-50
|
|
Св-04Х19Н11М3
|
ОФ-6, ОФ-40, ФЦ-17, ФЦК-17, СФМ-301
|
441
|
245
|
25
|
35
|
392
|
245
|
18
|
30
|
-
|
|
АН-26П, АН-26С
|
441
|
245
|
22
|
30
|
353
|
196
|
16
|
25
|
-
|
|
|
Св-08Х19Н10М3Б
|
ОФ-6
|
570
|
370
|
18
|
35
|
410
|
275
|
-
|
-
|
-
|
|
Св-08Х19Н10Г2Б
|
ОФ-6, ОФ-40, ФЦ-17
|
539
|
343
|
20
|
25
|
392
|
216
|
14
|
25
|
-
|
|
Св-04Х20Н10Г2Б
|
ОФ-6, ОФ-40, ФЦ-17
|
539
|
343
|
24
|
35
|
392
|
216
|
18
|
30
|
-
|
|
Св-07Х25Н13
|
ОФ-6, ОФ-40
|
539
|
294
|
22
|
30
|
441
|
245
|
16
|
28
|
-
|
|
ФЦ-17
|
441
|
274
|
22
|
30
|
353
|
196
|
16
|
25
|
-
|
|
|
Св-10Х16Н25АМ6
|
ОФ-6
|
588
|
392
|
22
|
35
|
490
|
294
|
16
|
30
|
-
|
|
<1> Сварочная проволока с ограничением по содержанию S
<2> Значения приведены для температуры 250 °C (устанавливается конструкторской документацией).
<3> Для сварки стали 09Г2СА-А устанавливается по требованию конструкторской документацией.
|
||||||||||
12. Минимальные значения механических свойств наплавленного металла при автоматической наплавке под флюсом в состоянии после наплавки приведены в таблице N 6.7 настоящего приложения.
Таблица N 6.7
|
Марка сварочных материалов
|
Минимальные значения механических свойств при температуре
|
Тк0, °C (не выше)
|
||||||||
|
20 °C
|
350 °C
|
|||||||||
|
лента
|
флюс
|
Rm, МПа
|
Rp0,2, МПа
|
A, %
|
Z, %
|
Rm, МПа
|
Rp0,2, МПа
|
A, %
|
Z, %
|
|
|
Св-04Х19Н11М3
|
ОФ-10, ОФ-40, ФЦ-18
|
392
|
245
|
15
|
25
|
353
|
196
|
16
|
25
|
-
|
|
Св-08Х19Н10Г2Б
|
ОФ-10, ОФ-40, ФЦ-18
|
490
|
294
|
25
|
35
|
353
|
196
|
14
|
22
|
-
|
|
Св-08Х19Н10Г2БА
|
ОФ-10, ОФ-40
|
|||||||||
|
Св-04Х20Н10Г2Б
|
ОФ-10, ОФ-40, ФЦ-18
|
490
|
294
|
25
|
35
|
353
|
196
|
16
|
25
|
-
|
|
Св-04Х20Н10Г2БА
|
ОФ-10, ОФ-40
|
|||||||||
|
Св-03Х22Н11Г2Б
|
ФЦ-18
|
490
|
314
|
23
|
32
|
353
|
196
|
14
|
22
|
-
|
|
Св-03Х24Н13Г2Б
|
ФЦ-18
|
490
|
314
|
23
|
32
|
353
|
196
|
14
|
22
|
-
|
|
Св-07Х25Н13
|
ОФ-10, ОФ-40, ФЦ-18
|
441
|
274
|
22
|
30
|
353
|
196
|
16
|
25
|
-
|
|
Св-07Х25Н13А
|
ОФ-10, ОФ-40
|
|||||||||
|
Св-02Х21Н11Г2Б
|
ФЦК-18
|
490
|
294
|
23
|
32
|
353
|
196
|
14
|
22
|
-
|
13. Минимальные значения механических свойств металла шва и наплавленного металла при аргонодуговой сварке и наплавке в состоянии после сварки (наплавки) приведены в таблице N 6.8 настоящего приложения.
Таблица N 6.8
|
Марка сварочной проволоки
|
Минимальные значения механических свойств при температуре
|
Тк0, °C (не выше)
|
|||||||
|
20 °C
|
350 °C
|
||||||||
|
Rm, МПа
|
Rp0,2, МПа
|
A, %
|
Z, %
|
Rm, МПа
|
Rp0,2, МПа
|
A, %
|
Z, %
|
||
|
Св-08ГС
|
452
|
245
|
18
|
50
|
353
|
216
|
13
|
45
|
0
|
|
Св-08ГСМТ
|
490
|
294
|
18
|
50
|
432
|
255
|
16
|
50
|
0
|
|
Св-08Г2С
|
490
|
294
|
18
|
50
|
432
|
255
|
16
|
50
|
0
|
|
431 <1>
|
245 <1>
|
18 <1>
|
55 <1>
|
390 <1> <2>
|
216 <1> <2>
|
16 <1> <2>
|
40 <1> <2>
|
-15 <3> или
<3> KCV-50
|
|
|
Св-08Г2СА-А
(Ar+ 18-20% CO2)
|
431
|
245
|
18
|
55
|
390 <2>
|
216 <2>
|
16 <2>
|
40 <2>
|
-15 <3> или
<3> KCV-50
|
|
Св-10НМА-А, Св-10НМА-ВИ, Св-08ГНА-А, Св-08ГНА-ВИ, Св-10ГНА, ПП-СВП1
|
539
|
343
|
16
|
55
|
441
|
274
|
15
|
50
|
<3> KCV-50
|
|
Св-08Г2С (Ar + до 25% CO2
|
490
|
294
|
18
|
50
|
432
|
255
|
16
|
50
|
0
|
|
Св-10Г1СН1МА
|
539
|
343
|
16
|
55
|
490
|
294
|
14
|
50
|
(-10) - (+15) <4>
|
|
Св-04Х19Н11М3
|
490
|
294
|
25
|
35
|
441
|
245
|
18
|
30
|
-
|
|
Св-03Х16Н9М2
|
520
|
200
|
28
|
35
|
400
|
180
|
25
|
40
|
-
|
|
Св-08Х19Н10Г2Б
|
539
|
343
|
22
|
35
|
392
|
216
|
16
|
28
|
-
|
|
Св-04Х20Н10Г2Б
|
539
|
343
|
24
|
35
|
392
|
216
|
18
|
30
|
-
|
|
Св-07Х25Н13
|
490
|
294
|
22
|
35
|
392
|
196
|
15
|
30
|
-
|
|
Св-02Х24Н13
|
490
|
294
|
22
|
35
|
392
|
196
|
15
|
30
|
-
|
|
Св-10Х16Н25АМ6
|
539
|
294
|
23
|
28
|
392
|
245
|
15
|
25
|
-
|
|
Св-08Н60Г8М7Т
|
441
|
196
|
20
|
22
|
412
|
196
|
20
|
22
|
-
|
|
Св-06Х15Н60М15
|
580
|
400
|
15
|
20
|
530
|
360
|
15
|
22
|
-
|
|
Св-03Х19Н60М15 (ЭК185)
|
580
|
400
|
15
|
20
|
530
|
360
|
15
|
22
|
-
|
|
Св-03Х20Н65Г5М4Б3В
|
637
|
408
|
35
|
45
|
588
|
392
|
30
|
40
|
-
|
|
Св-03Х15Н35Г7М6Б
|
539
|
294
|
25
|
35
|
392
|
196
|
-
|
-
|
-
|
|
<1> Сварочная проволока с ограничением по содержанию S
<2> Значения приведены для температуры 250 °C (устанавливается конструкторской документацией).
<3> Для сварки стали 09Г2СА-А устанавливается по требованию конструкторской документацией.
<4> Значение критической температуры хрупкости ниже 15 °C устанавливается по требованию конструкторской документацией для конкретных сварных соединений.
|
|||||||||
14. Минимальные значения механических свойств металла шва и наплавленного металла при ручной дуговой сварке и наплавке покрытыми электродами в состоянии после сварки (наплавки) приведены в таблице N 6.9 настоящего приложения.
Таблица N 6.9
|
Марка электродов
|
Минимальные значения механических свойств при температуре
|
Тк0, °C (не выше)
|
|||||||
|
20 °C
|
350 °C
|
||||||||
|
Rm, МПа
|
Rp0,2, МПа
|
A, %
|
Z, %
|
Rm, МПа
|
Rp0,2, МПа
|
A, %
|
Z, %
|
||
|
УОНИИ-13/45
|
412
|
245
|
22
|
50
|
363
|
216
|
20
|
55
|
-20
|
|
УОНИИ-13/45А
|
412
|
245
|
26
|
60
|
363
|
216
|
22
|
56
|
-20
|
|
УОНИИ-13/45АА
|
412
|
255
|
26
|
60
|
363
|
216
|
22
|
60
|
-20
|
|
430 <1>
|
245 <1>
|
26 <1>
|
45 <1>
|
363
|
216
|
22
|
60
|
-
|
|
|
<1> KCV-50
|
|||||||||
|
УОНИИ-13/55
|
490
|
294
|
20
|
50
|
432
|
255
|
18
|
50
|
-20
|
|
УОНИИ-13/55АА
|
490
|
294
|
20
|
50
|
432
|
255
|
18
|
50
|
-20
|
|
490 <1>
|
255 <1>
|
20 <1>
|
45 <1>
|
390 <1> <2>
|
216 <1> <2>
|
16 <1> <2>
|
40 <1> <2>
|
-15 <1> или
<1> KCV-50
|
|
|
ЦУ-7, ЦУ-7А
|
490
|
294
|
20
|
55
|
432
|
255
|
20
|
52
|
-10
|
|
ЦТ-26, ЦТ-26М
|
539
|
294
|
30
|
40
|
441
|
245
|
20
|
35
|
-
|
|
ЦЛ-25Л, ЦЛ-25/1, ЗИО-8
|
539
|
294
|
23
|
40
|
392
|
245
|
16
|
25
|
-
|
|
ЦЛ-25ЛБ
|
539
|
294
|
23
|
40
|
392
|
245
|
16
|
20
|
-
|
|
ЦЛ-25/2
|
539
|
294
|
23
|
40
|
392
|
245
|
18
|
32
|
-
|
|
ЭА-395/9
|
588
|
363
|
30
|
40
|
490
|
294
|
20
|
35
|
-
|
|
ЦТ-10
|
588
|
363
|
30
|
40
|
490
|
294
|
20
|
35
|
-
|
|
ЦТ-36
|
441
|
310
|
15
|
20
|
441
|
250
|
25
|
30
|
-
|
|
ЦТ-48
|
580
|
400
|
15
|
20
|
530
|
360
|
15
|
20
|
-
|
|
ЦТ-48У
|
539
|
431
|
15
|
20
|
530
|
360
|
15
|
20
|
-
|
|
ЭА-400/10У, ЭА-400/10Т
|
539
|
343
|
25
|
35
|
441
|
275
|
18
|
32
|
-
|
|
ЭА-898/21Б
|
588
|
343
|
24
|
35
|
441
|
294
|
16
|
30
|
-
|
|
ЭА-127/56
|
680
|
480
|
25
|
-
|
-
|
-
|
-
|
-
|
-
|
|
ЭА-127/57
|
750
|
645
|
25
|
-
|
-
|
-
|
-
|
-
|
-
|
|
ЭА-32/53
|
627
|
408
|
35
|
45
|
588
|
332
|
30
|
40
|
-
|
|
ЭА-855/51
|
588
|
343
|
25
|
30
|
490
|
245
|
30
|
40
|
-
|
|
ЦТ-15К
|
539
|
294
|
23
|
40
|
392
|
245
|
16
|
30
|
-
|
|
48Н-37/1
|
430
|
245
|
19
|
42
|
-
|
-
|
-
|
-
|
<1> KCV-50
|
|
<1> Для сварки стали 09Г2СА-А устанавливается по требованию конструкторской документацией.
<2> Значения приведены для температуры 250 °C (устанавливается конструкторской документацией).
|
|||||||||
Механические свойства металла, наплавленного марками электродов, не приведенными в таблице N 6.9 настоящего приложения, определяются в соответствии с документами по стандартизации на эти марки электродов.
15. Минимальные значения механических свойств сварных соединений приведены в таблице N 6.10 настоящего приложения.
Таблица N 6.10
|
Марка свариваемых материалов
|
Способ сварки (наплавки)
|
Минимальные значения механических свойств при температуре 20 °C
|
Минимальные значения Rm при температуре 350 °C, МПа
|
|
|
Rm, МПа
|
угол загиба, град
|
|||
|
10ГН2МФА, 10ГН2МФА-А
в любом сочетании
|
Ручная дуговая
|
539
|
60
|
490
|
|
Автоматическая под флюсом
|
539
|
60
|
490
|
|
|
15Х2НМФА, 15Х2НМФА-А,
15Х2НМФА класс 1
в любом сочетании
|
Ручная дуговая
|
539
|
60
|
490
|
|
Автоматическая под флюсом
|
539
|
60
|
490
|
|
|
15Х2МФА, 15Х2МФА-А,
15Х2МФА мод. А, 15Х2МФА-А мод. А,
15Х2МФА-А мод. Б
в любом сочетании
|
Ручная дуговая
|
539
|
40
|
490
|
|
Автоматическая под флюсом
|
||||
|
15Х3НМФА, 15Х3НМФА-А,
15Х2НМ1ФА, 15Х2НМ1ФА-А
в любом сочетании
|
Ручная дуговая
|
539
|
40
|
490
|
|
Автоматическая под флюсом
|
||||
|
10ГН2МФА с 06Х12Н3Д
|
Ручная дуговая
|
539
|
40
|
442
|
|
Автоматическая под флюсом ОФ-6
|
539
|
40
|
442
|
|
|
Автоматическая под флюсом ФЦ-19, ФЦК-19
|
539
|
40
|
442
|
|
|
08Х18Н10Т с 10ГН2МФА
с предварительной наплавкой свариваемых кромок
|
Ручная дуговая
|
430
|
60
|
353
|
|
08Х18Н10Т с 15Х2НМФА
с предварительной наплавкой свариваемых кромок
|
Ручная дуговая
|
430
|
60
|
353
|
|
22К с 10ГН2МФА, 10ГН2МФА-А, 15Х2НМФА, 15Х2НМФА-А, 15Х2НМФА класс 1
|
Автоматическая под флюсом
|
353
|
60
|
314
|
|
Ручная дуговая
|
353
|
60
|
314
|
|
|
10ГН2МФА, 10ГН2МФА-А с 15Х2НМФА, 15Х2НМФА-А, 15Х2НМФА класс 1 в любом сочетании
|
Ручная дуговая
|
539
|
60
|
490
|
16. Минимальные значения угла изгиба при испытании на статический изгиб сварных соединений сталей, выполненных дуговой сваркой, приведены в таблице N 6.11 настоящего приложения.
Таблица N 6.11
|
Материал сваренных деталей
|
Толщина сварного соединения, мм
|
Заданный угол изгиба, град
|
|
Углеродистые стали
|
До 20,0 включительно
|
100
|
|
Более 20,0
|
60
|
|
|
Кремнемарганцовистые стали
|
До 20,0 включительно
|
80
|
|
Более 20,0
|
60
|
|
|
Легированные стали
|
До 20,0 включительно
|
50
|
|
Более 20,0
|
40
|
|
|
Стали аустенитного класса
|
До 20,0 включительно
|
160
|
|
Более 20,0
|
120
|
Приложение N 7
к федеральным нормам и правилам
в области использования атомной
энергии "Правила контроля металла
оборудования и трубопроводов
атомных энергетических установок
при изготовлении и монтаже",
утвержденным приказом Федеральной
службы по экологическому,
технологическому и атомному надзору
от 14 ноября 2018 г. N 553
МЕТАЛЛОГРАФИЧЕСКИЕ ИССЛЕДОВАНИЯ
СВАРНЫХ СОЕДИНЕНИЙ И НАПЛАВЛЕННЫХ ПОВЕРХНОСТЕЙ
1. На поверхности поперечных шлифов должны проводить металлографические исследования:
а) сечений шва и наплавки кромок под сварку с прилегающими к ним участками основного металла при контроле сварных соединений;
б) наплавленного слоя с прилегающей к нему частью основного металла при контроле антикоррозионной наплавки.
2. Допускаемый размер одиночных включений и скоплений в сварных соединениях сталей и железоникелевых сплавов при металлографических исследованиях приведен в таблице N 7.1 настоящего приложения.
Таблица N 7.1
|
Номинальная толщина сваренных деталей, мм
|
Допустимый наибольший размер одиночных включений и скоплений, мм
|
||
|
Категория сварного соединения
|
|||
|
I, Iн, IIIн
|
II
|
III
|
|
|
До 1,5 включительно
|
0,2
|
0,2
|
0,3
|
|
Более 1,5 до 2,5 включительно
|
0,2
|
0,3
|
0,4
|
|
Более 2,5 до 3,5 включительно
|
0,3
|
0,4
|
0,5
|
|
Более 3,5 до 5,0 включительно
|
0,4
|
0,5
|
0,6
|
|
Более 5,0 до 6,5 включительно
|
0,5
|
0,6
|
0,8
|
|
Более 6,5 до 8,5 включительно
|
0,6
|
0,8
|
1,0
|
|
Более 8,5 до 12,0 включительно
|
0,8
|
1,0
|
1,5
|
|
Более 12,0 до 20,0 включительно
|
1,0
|
1,5
|
2,0
|
|
Более 20,0 до 35,0 включительно
|
1,5
|
2,0
|
2,5
|
|
Более 35,0 до 50,0 включительно
|
2,0
|
2,5
|
3,0
|
|
Более 50,0 до 100,0 включительно
|
2,5
|
3,0
|
3,5
|
|
Более 100,0 до 160,0 включительно
|
3,0
|
3,5
|
4,0
|
|
Более 160,0 до 240,0 включительно
|
3,5
|
4,0
|
5,0
|
|
Более 240,0 до 280,0 включительно
|
4,0
|
5,0
|
6,0
|
|
Более 280,0
|
5,0
|
6,0
|
6,0
|
|
Примечание. Включения (скопления) с максимальным размером до 0,2 мм включительно не учитывают.
|
|||
3. Качество сварного соединения при металлографическом исследовании считается удовлетворительным при одновременном соблюдении следующих условий:
а) на макрошлифе отсутствуют трещины и непровары;
б) наибольшие размеры любых включений и скоплений не превышают допустимого наибольшего размера, указанного в таблице N 7.1 настоящего приложения, для сварных соединений из алюминиевых сплавов - указанного в приложении N 4 к настоящим Правилам;
в) расстояние между любыми двумя включениями и скоплениями составляет не менее трехкратного наибольшего размера любого из двух рассматриваемых включений или скоплений;
г) сумма наибольших размеров выявленных на макрошлифе включений и скоплений не превышает трехкратного допустимого наибольшего размера одиночного включения, указанного в таблице N 7.1 настоящего приложения, для соответствующей номинальной толщины сваренных деталей. Сумма наибольших размеров выявленных на макрошлифе сварных соединений из алюминиевых сплавов включений и скоплений не превышает трехкратного допустимого наибольшего размера одиночного включения для соответствующей номинальной толщины сваренных деталей. Не учитываются включения и скопления с наибольшим размером до 0,3 мм - для сварных соединений толщиной до 5,0 мм включительно; 0,4 мм - для сварных соединений толщиной до 20,0 мм включительно и 1,5% - для толщин более 20,0 мм;
д) для угловых, тавровых, торцевых и нахлесточных сварных соединений, а также для сварных соединений труб с трубными досками контролируется глубина проплавления.
4. На сварных соединениях титановых сплавов металлографические исследования проводятся для контроля качества газовой защиты шва на поперечных и (или) продольных шлифах путем визуального осмотра поверхности по цветам побежалости и замерами твердости по Виккерсу. Величина твердости в металле шва не должна превышать 230 единиц при сварке проволокой ВТ1-00св, 300 единиц - ПТ-7Мсв, 350 единиц - ВТ6св. Твердость в зоне температурного влияния не должна превышать твердости основного металла. Допускаются единичные выпады до 400 единиц, если замеры твердости вокруг этой точки не превышают приведенных выше значений.
Контроль глубины проплавления сварных соединений вварки труб в трубные доски теплообменных аппаратов из титановых сплавов проводится на контрольных сварных соединениях.
5. При металлографическом исследовании стыковых сварных соединений труб из сталей аустенитного класса и железоникелевых сплавов с остающимися подкладными кольцами (или на "усах"), а также сварных соединений вварки труб в трубные доски допускается наличие несплошностей протяженностью до 0,4 мм, идущих от конца конструкционного зазора, при условии, что фактическая толщина шва превышает номинальную толщину стенки в месте сварки труб не менее чем на 0,5 мм.
6. Качество антикоррозионной наплавки считается удовлетворительным при отсутствии трещин в наплавленном металле.
Приложение N 8
к федеральным нормам и правилам
в области использования атомной
энергии "Правила контроля металла
оборудования и трубопроводов
атомных энергетических установок
при изготовлении и монтаже",
утвержденным приказом Федеральной
службы по экологическому,
технологическому и атомному надзору
от 14 ноября 2018 г. N 553
МЕТОДЫ И ОБЪЕМЫ КОНТРОЛЯ МЕТАЛЛА ОТЛИВОК
1. Требования настоящего приложения распространяются на стальные отливки. Класс отливок должен устанавливаться в зависимости от назначения и условий эксплуатации в соответствии с таблицей N 8.1 настоящего приложения и указываться в конструкторской документации на отливку.
Таблица N 8.1
|
Класс отливок
|
Расчетное давление в оборудовании и трубопроводах, МПа
|
Группа оборудования или трубопроводов, в которых используются литые детали
|
|
|
1
|
Независимо от давления
|
A
|
|
|
2
|
2а
|
Более 5,0
|
B
|
|
2в
|
До 5,0 включительно
|
||
|
3
|
3а
|
Более 5,0
|
C
|
|
3в
|
Более 1,6 до 5,0 включительно
|
||
|
3с
|
До 1,6 включительно
|
||
2. Методы неразрушающего и разрушающего контроля отливок приведены в таблице N 8.2 настоящего приложения.
Таблица N 8.2
|
Метод контроля
|
Класс отливок
|
|||||
|
1-й
|
2-й
|
3-й
|
||||
|
а
|
в
|
а
|
в
|
с
|
||
|
Контроль химического состава стали
|
P
|
P
|
P
|
P
|
P
|
P
|
|
Испытание на растяжение при нормальной температуре
|
||||||
|
определение временного сопротивления Rm
|
P
|
P
|
P
|
P
|
P
|
P
|
|
определение предела текучести Rp0,2
|
P
|
P
|
P
|
P
|
P
|
P
|
|
определение относительного удлинения A
|
P
|
P
|
P
|
S
|
S
|
S
|
|
определение относительного сужения Z
|
P
|
P
|
P
|
P
|
P
|
P
|
|
Испытание на растяжение при повышенной температуре
|
||||||
|
определение временного сопротивления Rm
|
S
|
S
|
S
|
S
|
-
|
-
|
|
определение предела текучести Rp0,2
|
P
|
P
|
P
|
P
|
-
|
-
|
|
определение относительного сужения Z
|
S
|
S
|
S
|
-
|
-
|
-
|
|
Испытание на ударный изгиб при нормальной температуре <*>
|
P
|
P
|
P
|
S
|
S
|
S
|
|
Контроль твердости
|
P
|
S
|
-
|
-
|
-
|
-
|
|
Контроль коррозионных свойств <**>
|
P
|
P
|
P
|
P
|
P
|
P
|
|
Контроль содержания ферритной фазы <***>
|
P
|
K
|
K
|
K
|
K
|
K
|
|
Визуальный и измерительный контроль размеров, массы, качества поверхности
|
P
|
P
|
P
|
P
|
P
|
P
|
|
Капиллярный или магнитопорошковый контроль
|
P
|
P
|
P
|
P
|
P
|
P
|
|
Радиографический или ультразвуковой контроль
|
P
|
P
|
P
|
K
|
-
|
-
|
|
Контроль свариваемых кромок
|
P
|
P
|
P
|
P
|
P
|
P
|
|
<*> За исключением стали аустенитного класса.
<**> Для стали аустенитного класса и высокохромистой стали.
<***> Для стали аустенитного класса.
P - контроль, по результатам которого проводится приемка отливок.
S - контроль, результаты которого являются информационными и включаются в сертификат.
K - контроль, проводимый по требованиям конструкторской документации.
|
||||||
Неразрушающий контроль
Визуальный и измерительный контроль
3. Визуальный и измерительный контроль должен проводиться до контроля другими методами. Визуальному контролю должна подвергаться вся поверхность каждой отливки.
Капиллярный и магнитопорошковый контроль
4. Контроль капиллярным и магнитопорошковым методом отливок 1 и 2а классов должен проводиться по всей доступной для контроля поверхности, всех остальных отливок - в местах радиусных переходов, а также в местах, указанных в конструкторской документации.
5. Контроль поверхностей отливок из сталей перлитного класса и высокохромистых сталей после дробеструйной обработки должен проводиться только магнитопорошковым методом.
6. Капиллярный и магнитопорошковый контроль отливок должен проводиться после их окончательной термической и механической обработки.
Радиографический и ультразвуковой контроль
7. Отливки 2в, 3а - 3с классов для контроля предъявляются партиями. В каждую партию включаются отливки одной плавки, изготовленные по одному чертежу и прошедшие термическую обработку по одному режиму (с одинаковой скоростью нагрева и охлаждения). Максимальный размер партии не должен превышать двадцати отливок. При размере партии менее пяти отливок для 2в, 3а - 3с классов проводится контроль двух отливок.
8. Радиографический контроль отливок должен проводиться:
а) для отливок 1 и 2а классов - в полном объеме каждой отливки;
б) для отливок 2в класса - в полном объеме каждой контролируемой отливки, но не менее 50% отливок предъявляемой партии;
в) для отливок 3а - 3с класса - в полном объеме каждой контролируемой отливки, но не менее 20% отливок предъявляемой партии;
г) для заготовки электрошлаковой выплавки - объем каждой контролируемой заготовки в соответствии с требованиями конструкторской документации.
9. Ультразвуковой контроль отливок 2в, 3а - 3с классов должен проводиться в местах, указанных в конструкторской документации.
10. В случае обнаружения внутренних несплошностей или включений, размер которых превышает допустимые, хотя бы в одной контролируемой отливке 2в, 3а - 3с классов, контролю подвергаются все отливки предъявляемой партии.
11. Перед проведением радиографического контроля припуск на сторону при окончательной механической обработке допускается оставлять:
а) для стенок толщиной до 10,0 мм включительно - до 2,0 мм;
б) для стенок толщиной более 10,0 до 150,0 мм включительно - не более 20% толщины;
в) для стенок толщиной более 150,0 мм - до 30,0 мм.
Нормы оценки качества по результатам
неразрушающего контроля
Визуальный и измерительный контроль
12. Размеры и масса отливок должны соответствовать конструкторской документации.
13. Оценка качества механически не обрабатываемых поверхностей отливок должна выполняться по эталонам качества поверхности.
14. На поверхности отливки или ее части, служащей эталоном качества поверхности, не допускаются: пригар, песчаные и шлаковые включения, поверхностные складки, плены, трещины, несглаженные насечки от зубил.
15. На механически не обрабатываемой поверхности отдельных труднодоступных мест отливки, в том числе зоны под седлами клапанов, задвижек, узкие спиральные каналы в корпусах насосов, допускается наличие отдельных участков с плотно приставшим металлизированным пригаром. Размеры таких участков должны быть приведены в конструкторской документации.
16. На механически не обрабатываемой внутренней поверхности отливки, соприкасающейся с рабочей средой и не подвергаемой капиллярному контролю, не допускается наличие пригара (кроме случаев, указанных в пункте 15 настоящего приложения), песчаных и шлаковых включений, трещин, плен, пористой поверхности, несглаженных насечек.
17. Допускаются рассредоточенные чистые раковины размером не более 2,0 мм в количестве не более трех на площади размером 100,0 см2 при расстоянии между ними не менее 10,0 мм.
18. На остальных механически не обрабатываемых поверхностях, не подвергающихся капиллярному контролю, допускаются без исправления отдельные чистые раковины размером не более 4,0 мм и глубиной не более 15% толщины стенки отливки, но не более трех штук на площади 100,0 см2, и сглаженные насечки от зубил.
19. Нормы оценки качества по результатам визуального и измерительного контроля приведены в таблице N 8.3 настоящего приложения.
Таблица N 8.3
|
Толщина контролируемых элементов заготовок, мм
|
Максимально допустимый размер несплошности, мм
|
Максимально допустимое количество несплошностей на любом прямоугольном участке поверхности площадью 40,0 см2 со стороной не более 150,0 мм
|
|
До 25,0 включительно
|
1,0
|
3
|
|
Более 25,0 до 50,0 включительно
|
1,5
|
4
|
|
Более 50,0 до 100,0 включительно
|
1,5
|
5
|
|
Более 100,0 до 300,0 включительно
|
2,0
|
6
|
|
Более 300,0
|
2,0
|
7
|
|
Примечание. Несплошности размером до 0,5 мм не учитываются.
|
||
20. На механически не обрабатываемой поверхности заготовок электрошлаковой выплавки допускаются без исправления при проведении визуального контроля несплошности (кроме трещин, надрывов, наплывов, несплавлений) округлой или удлиненной формы, размеры которых не превышают указанных в таблице N 8.3 настоящего приложения, а также неровности, выступы, впадины высотой или глубиной не более 3,0 мм.
21. На резьбовых поверхностях литых деталей в случаях, не указанных в конструкторской документации, допускаются без исправления видимые невооруженным глазом единичные несплошности (кроме трещин) размером не более одного шага резьбы, протяженностью не более 2,0 мм. Несплошности, расположенные ближе, чем через две нити, не допускаются.
Капиллярный и магнитопорошковый контроль
22. Наличие несплошностей на поверхности отливок, контролируемых капиллярным или магнитопорошковым методами, определяется по индикаторным следам.
23. Индикаторные следы размером менее 1,0 мм не учитываются.
24. Не допускаются:
а) трещины;
б) любые линейные индикаторные следы размером более 10% от суммарной величины толщины стенки отливки плюс 1,0 мм - для стенки толщиной до 20,0 мм;
в) любые линейные индикаторные следы размером более 3,0 + 0,05 (S - 20,0) мм - для стенки толщиной 20,0 - 60,0 мм;
г) любые линейные индикаторные следы размером более 5,0 мм - для стенки толщиной более 60,0 мм;
д) любые округлые индикаторные следы размером более 30% толщины стенки отливки - для стенки толщиной до 15,0 мм включительно;
е) любые округлые индикаторные следы размером 5,0 мм - для толщины стенки более 15,0 мм;
ж) более трех индикаторных следов, расположенных на одной линии на расстоянии менее 2,0 мм друг от друга (расстояние измеряется по ближайшим кромкам индикаторных следов);
з) более девяти индикаторных следов в любом прямоугольнике площадью 40,0 см2, наибольший размер которого не превышает 150,0 мм.
Линейными считаются индикаторные следы, длина которых в три и более раз превышает ширину, а под длиной и шириной понимаются размеры прямоугольника с наибольшим отношением длины к ширине, в который может быть вписан данный индикаторный след.
25. На окончательно обработанных уплотнительных поверхностях несплошности, индикаторные следы которых имеют размер более 1,0 мм, допускаются при наличии требований в конструкторской документации.
26. Отливки, которые имеют газовую (ситовидную) пористость, не допускаются к исправлению и бракуются.
Ультразвуковой контроль
27. Нормы оценки качества по результатам ультразвукового контроля отливок приведены в таблице N 8.4 настоящего приложения.
Таблица N 8.4
|
Толщина стенки отливки, мм
|
Уровень фиксации, мм2
|
Наибольшая эквивалентная площадь одиночной несплошности, мм2
|
Количество несплошностей, шт
|
Минимальное расстояние между одиночными несплошностями, мм
|
||
|
класс отливки
|
||||||
|
1, 2а
|
2в, 3
|
1, 2а
|
2в, 3
|
|||
|
До 50,0 включительно
|
10
|
20
|
12
|
15
|
15
|
10
|
|
Более 50,0 до 100,0 включительно
|
15
|
30
|
12
|
15
|
25
|
15
|
|
Более 100,0 до 300,0 включительно
|
20
|
40
|
12
|
15
|
25
|
15
|
|
Более 300,0
|
30
|
50
|
12
|
15
|
25
|
15
|
|
Примечание. Нормы оценки качества даны применительно к контролю с использованием стандартного плоскодонного отражателя.
|
||||||
28. К несплошностям, выявленным ультразвуковым контролем и не требующим исправления, относятся одиночные непротяженные несплошности, проектируемые на любой участок поверхности ввода ультразвука размерами 200,0 x 300,0 мм, если их количество и эквивалентная площадь не более, а расстояние между несплошностями не менее значений, указанных в таблице N 8.4 настоящего приложения. При меньших размерах участка поверхности ввода ультразвука количество несплошностей должно быть уменьшено по отношению к установленному в таблице N 8.4 настоящего приложения пропорционально отношению площадей этого участка и участка размерами 200,0 x 300,0 мм.
29. В случае обнаружения при ультразвуковом контроле несплошностей, превышающих нормы, приведенные в таблице N 8.4 настоящего приложения, или вызывающих при контроле прямым преобразователем ослабление донного сигнала до уровня фиксации, отливка или отдельный ее участок могут быть подвергнуты дополнительно радиографическому контролю.
Радиографический контроль
30. По результатам радиографического контроля учитываются несплошности размером:
а) для отливок с толщиной стенки до 50,0 мм включительно - более 1,0 мм;
б) для отливок с толщиной стенки более 50,0 мм - 2% толщины стенки отливки.
31. Нормы оценки качества отливок по результатам радиографического контроля приведены в таблице N 8.5 настоящего приложения.
Таблица N 8.5
|
Толщина стенки отливки, мм
|
Тип несплошности
|
Размеры участка отливки, мм
|
Наибольший размер несплошности на снимке, мм
|
Количество несплошностей, шт., не более
|
Минимальное расстояние на снимке между близлежащими краями несплошностей, мм
|
|||||||||
|
Класс отливок
|
||||||||||||||
|
1
|
2
|
3
|
1
|
2
|
3
|
1
|
2
|
3
|
||||||
|
а
|
в
|
а
|
в
|
а
|
в
|
|||||||||
|
До 25,0 включительно
|
Газовая раковина, песчаное и шлаковое включения
|
130 x 180
|
4
|
6
|
6
|
6
|
15
|
10
|
||||||
|
Усадочная рыхлота
|
0,2S + 5
|
0,3S + 5
|
1
|
1
|
-
|
-
|
||||||||
|
Более 25,0 до 50,0 включительно
|
Газовая раковина, песчаное и шлаковое включения
|
130 x 180
|
5
|
6
|
6
|
8
|
15
|
10
|
||||||
|
Усадочная рыхлота
|
0,2S + 5
|
0,3S + 5
|
1
|
1
|
-
|
-
|
||||||||
|
Более 50,0 до 100,0 включительно
|
Газовая раковина, песчаное и шлаковое включения
|
130 x 180
|
6
|
6
|
8
|
10
|
25
|
15
|
||||||
|
Усадочная рыхлота
|
0,2S + 5
|
0,3S + 5
|
1
|
1
|
-
|
-
|
||||||||
|
Более 100,0 до 300,0 включительно
|
Газовая раковина, песчаное и шлаковое включения
|
180 x 280
|
6
|
6
|
10
|
12
|
25
|
15
|
||||||
|
Усадочная рыхлота
|
0,1S + 5
|
0,1S + 25
|
1
|
1
|
-
|
-
|
||||||||
|
Более 300,0
|
Газовая раковина, песчаное и шлаковое включения
|
180 x 280
|
0,025S
|
0,025S
|
10
|
12
|
25
|
15
|
||||||
|
Усадочная рыхлота
|
0,1S + 15,
но не более 55
|
0,1S + 25,
но не более 65
|
1
|
1
|
-
|
-
|
||||||||
|
Примечания.
1. S - толщина стенки отливки в месте расположения несплошности.
2. Скопление газовых раковин или песчаных и шлаковых включений, имеющих размеры меньше приведенных в таблице, допускается принимать за единичную несплошность. Максимальный линейный размер скопления не должен превышать указанных в таблице размеров. В пределах скопления расстояние между несплошностями не учитывается, а линейный размер скопления определяется как наибольшее расстояние между краями самых удаленных друг от друга несплошностей, входящих в скопление.
|
||||||||||||||
32. Нормы оценки качества по результатам радиографического контроля отливок электрошлаковой выплавки приведены в таблице N 8.6 настоящего приложения.
Таблица N 8.6
|
Толщина стенки отливки,
мм
|
Размеры участка отливки,
мм
|
Наибольший размер несплошностей на снимке,
мм
|
Количество несплошностей,
шт.
|
Минимальное расстояние на снимке между близлежащими краями несплошностей,
мм
|
|
До 25,0 включительно
|
130 x 180
|
3
|
8
|
15
|
|
Более 25,0 до 50,0 включительно
|
130 x 180
|
4
|
8
|
15
|
|
Более 50,0 до 100,0 включительно
|
130 x 180
|
5
|
11
|
25
|
|
Более 100,0 до 300,0 включительно
|
180 x 280
|
5
|
14
|
25
|
|
Более 300,0
|
180 x 280
|
6
|
14
|
25
|
33. Несплошности, размеры и количество которых превышают приведенные в таблицах N 8.5 - 8.6 настоящего приложения, не допускаются.
34. При расшифровке радиографических снимков не учитываются видимые на них и допустимые без исправления поверхностные несплошности и отдельные поверхностные неровности, связанные с исправлением несплошностей или зачисткой поверхности.
35. Если на одном и том же радиографическом снимке зафиксированы несплошности типа газовых раковин, песчаных и шлаковых включений, то без исправления допускаются несплошности одного типа, не превышающие норм, приведенных в таблице N 8.5 настоящего приложения. Количество несплошностей других типов должно быть вдвое меньше норм, приведенных в таблице N 8.5 настоящего приложения, а минимальное расстояние между этими несплошностями должно соответствовать требованиям, приведенным в таблице N 8.5 настоящего приложения.
36. Если на одном и том же радиографическом снимке зафиксированы газовые раковины, песчаные и шлаковые включения и усадочные рыхлоты, то усадочные рыхлоты допускаются без исправления при условии соответствия их показателей нормам, приведенным в таблице N 8.5 настоящего приложения. Общее количество газовых раковин, песчаных и шлаковых включений должно быть вдвое меньше норм, а минимальное расстояние между ними должно соответствовать требованиям таблицы N 8.5 настоящего приложения.
37. На любом участке отливки размерами 130,0 x 180,0 мм для отливок с толщиной стенки до 100,0 мм и размерами 180,0 x 280,0 мм для отливок с толщиной стенки свыше 100,0 мм не должно быть несплошностей, показатели которых превышают требования таблиц N 8.5 - 8.6 настоящего приложения.
38. Если размеры отливки менее 130,0 x 180,0 мм или 180,0 x 280,0 мм, то количество несплошностей, допустимых без исправления, должно быть пропорционально уменьшено по отношению к размерам участка отливки, приведенным в таблицах N 8.5 - 8.6 настоящего приложения.
39. После проведения ультразвукового контроля, при котором на отдельных участках отливки обнаружены несплошности, радиографическому контролю должны подвергаться участки отливок с несплошностями, выходящими за пределы радиографического участка, до тех пор, пока несплошности не будут выявлены полностью.
40. Трещины любого характера, обнаруженные в отливке при контроле, должны быть удалены с последующим исправлением заваркой.
Разрушающий контроль
41. При разрушающем контроле должны проводиться механические испытания и контроль химического состава металла отливок.
Для сталей аустенитного класса и высокохромистых сталей должен проводиться контроль коррозионных свойств.
Для сталей аустенитного класса должен проводиться контроль содержания ферритной фазы.
42. Порядок проведения, объем и методы разрушающего контроля и места вырезки образцов должны устанавливаться в конструкторской и технологической документации.
43. Типы и количество образцов устанавливаются конструкторской и технологической документацией с учетом требований документов по стандартизации на соответствующие полуфабрикаты.
44. Схема отбора образцов для определения механических свойств металла отливок разрабатывается организацией-изготовителем и указывается в технологической документации.
Контроль химического состава металла отливок
45. Химический состав металла отливок должен определяться на пробах, отбираемых от каждой плавки.
Пробы для определения химического состава металла заготовок электрошлаковой выплавки должны отбираться из специального припуска для отбора проб. Для заготовок электрошлаковой выплавки 2-го и 3-го классов пробы должны отбираться из припуска на механическую обработку на глубине не менее 3,0 мм от поверхности отливки.
46. Проверка соответствия химического состава металла заготовок электрошлаковой выплавки должна проводиться для отливок:
а) 1 класса - на каждой заготовке;
б) 2 класса - на двух заготовках от партии;
в) 3 класса - на одной заготовке от партии.
47. Химический состав материала отливки должен определяться в соответствии с требованиями документов по стандартизации, включенных в Сводный перечень.
Контроль механических свойств металла
48. Механические свойства металла определяются на образцах, отбираемых после окончательной термической обработки механическим или анодно-механическим способом.
49. Порядок отбора заготовок образцов для контроля механических свойств металла отливок, за исключением отливок электрошлаковой выплавки, приведен в таблице N 8.7 настоящего приложения.
Таблица N 8.7
|
Класс стали
|
Класс отливки
|
Толщина стенки отливки S, мм
|
Отбор заготовок образцов
|
|
Высокохромистый и аустенитный
|
все
|
не зависит
|
От пробы или от отдельно отлитой или прилитой пробы
|
|
Перлитный
|
3
|
От пробы
|
|
|
1; 2
|
до 50,0
|
||
|
1; 2
|
более 50,0
|
От специального припуска на отливке или от отдельно отлитой или прилитой пробы
|
50. Отдельно отлитая или прилитая проба для сталей аустенитного класса и высокохромистых сталей должна иметь сечение S x S, где S - расчетная толщина стенки отливки в состоянии термообработки, определяющая выбор материала. Определяющая стенка указывается конструкторской организацией в чертеже литой детали. Для сталей перлитного класса размер одной из сторон пробы должен быть не менее расчетной толщины стенки, а размеры двух других сторон - не менее тройной ее толщины.
51. Отдельно отлитая проба должна быть той же плавки, изготовлена тем же способом и подвергаться термической обработке в той же садке и по тому же режиму, что и проверяемая отливка.
52. Отбор образцов для определения механических свойств металла из темплета, вырезанного из специального припуска на термически обработанной отливке, необходимо выполнять так, чтобы от любой точки поверхности припуска продольные оси образцов проходили на расстоянии, равном 1/4 толщины стенки, а центр образцов (середина длины) находился от торцевой поверхности припуска на расстоянии, не меньшем толщины стенки.
53. Отбор образцов для определения механических свойств металла из отдельно отлитой или прилитой термически обработанной пробы размерами 3S x 3S x S необходимо выполнять так, чтобы продольные оси образцов проходили на расстоянии, равном 1/4 толщины стенки от поверхности пробы, а центр образцов (середина длины) находился от ближайшего торца пробы на расстоянии, не меньшем толщины стенки.
54. Положение образцов при их отборе из отдельно отлитой или прилитой пробы размерами S x S не регламентируется.
55. Отбор образцов для определения механических свойств металла заготовок электрошлаковой выплавки из сталей всех классов должен выполняться из специального припуска на отливки в соответствии с пунктом 53 настоящего приложения. Припуск для отбора образцов должен быть указан в конструкторской документации.
56. Отбор образцов от заготовок электрошлаковой выплавки из стали перлитного класса с толщиной стенки S свыше 50,0 мм проводится с соблюдением требований пунктов 57 - 59 настоящего приложения.
Положение образцов не регламентируется для отливок электрошлаковой выплавки из сталей аустенитного класса, а также углеродистых, кремнемарганцовистых и высокохромистых сталей.
57. Испытания механических свойств должны проводиться на образцах из прилитой или отдельно отлитой пробы размерами 3S x 3S x S (или сечением S x S - при контроле каждой плавки; на образцах из специального припуска на отливке и из прилитой пробы размерами 3S x 3S x S - при контроле каждой отливки; на образцах из специального припуска на заготовке электрошлаковой выплавки - в объеме, установленном в пункте 49 настоящего приложения для проверки химического состава металла.
58. Испытание на растяжение отливок при нормальной температуре должно проводиться в соответствии с требованиями документа по стандартизации, включенного в Сводный перечень.
59. Испытание на растяжение для отливок, работающих при температуре среды выше 100 °C, должны проводиться в соответствии с требованиями документа по стандартизации, включенного в Сводный перечень.
60. Если значение рабочей температуры литой детали, указанное в конструкторской документации, не совпадает со значением температуры испытания, приведенной в документах по стандартизации, то испытание образцов на растяжение должно выполняться при ближайшей большей температуре, указанной в документах по стандартизации, включенных в Сводный перечень.
61. Испытания на ударный изгиб должны проводиться в соответствии с требованиями документа по стандартизации, включенного в Сводный перечень.
62. После окончательной термической обработки твердость металла отливок должна определяться методом измерения по Бринеллю в соответствии с требованиями документа по стандартизации, включенного в Сводный перечень. Твердость отливок из стали аустенитного класса не определяется.
63. Контроль твердости должен проводиться на поверхностях отливок, предварительно зачищенных от окалины и обезуглероженного слоя.
Контроль коррозионных свойств сталей аустенитного класса
и высокохромистых сталей
64. Для стали аустенитного класса должны проводиться испытания на стойкость к межкристаллитной коррозии, для высокохромистой стали - на определение скорости общей коррозии.
65. Коррозионные свойства металла должны определяться на образцах, отбираемых в соответствии с требованиями таблицы N 8.7 настоящего приложения; для заготовок электрошлаковой выплавки - в соответствии с пунктом 61 настоящего приложения. Положение образцов при отборе проб из припуска не регламентируется.
66. Испытание на стойкость к межкристаллитной коррозии должно выполняться в соответствии с требованиями ГОСТ 6032-2017.
67. Если отливки из сталей аустенитного класса и высокохромистых сталей после сварки подвергаются дополнительной термической обработке, то заготовки, из которых отбираются образцы, перед испытанием на стойкость к межкристаллитной коррозии и перед определением скорости коррозии должны подвергаться термической обработке по такому же режиму.
Контроль содержания ферритной фазы в сталях
аустенитного класса
68. Содержание ферритной фазы должно определяться в соответствии с требованиями документа по стандартизации, включенного в Сводный перечень, не менее чем на двух образцах от каждой плавки или на одной заготовке электрошлаковой выплавки от партии.
69. Пробы для определения содержания ферритной фазы в металле заготовок электрошлаковой выплавки должны отбираться из припуска для отбора проб до термообработки заготовок.
70. Отбор проб должен проводиться после термической обработки с последующим аргонодуговым переплавом в медную форму.
Нормы оценки качества по результатам разрушающего контроля
Химический состав
71. Химический состав металла отливок должен удовлетворять требованиям документов по стандартизации, включенных в Сводный перечень.
Механические свойства металла
72. Механические свойства металла отливок должны удовлетворять требованиям конструкторской документации и документов по стандартизации.
73. При неудовлетворительных результатах испытаний механических свойств проводят повторно испытания на удвоенном количестве образцов того вида, который показал неудовлетворительные результаты. При неудовлетворительных результатах повторного испытания хотя бы одного образца отливки вместе с пробными отдельно отлитыми или прилитыми брусками и темплетами для отбора образцов подвергаются повторной термической обработке. Темплеты для отбора образцов вместе с тепловым буфером, а также прилитые бруски привариваются на прихватах к отливкам в том месте, где они находились до отрезки.
74. Для заготовок электрошлаковой выплавки проводятся испытания механических свойств каждой заготовки партии.
75. После повторной термической обработки или отпуска контролируются все механические свойства. При неудовлетворительных результатах испытаний после повторных термических обработок отливки считаются не соответствующими требованиям настоящих Правил.
76. Количество полных термических обработок должно быть не более трех. Количество отпусков не ограничивается.
77. Испытания считаются недействительными, если их результаты не соответствуют требованиям настоящих Правил вследствие:
а) неправильной установки образца в захваты или нарушения установленной скорости нагружения;
б) наличия литейного дефекта или дефекта, полученного при изготовлении образца;
в) разрушения образца за пределами расчетной длины; в таких случаях испытания повторяют на новых образцах, отобранных в том же количестве.
78. Твердость отливок из стали соответствующей марки должна удовлетворять требованиям документов по стандартизации, включенных в Сводный перечень, или конструкторской документации.
79. При неудовлетворительных результатах замера твердости испытания осуществляются повторно, число измерений удваивается.
Коррозионные свойства сталей аустенитного класса
80. При обнаружении на одном образце склонности к межкристаллитной коррозии должно проводиться повторное испытание удвоенного количества образцов.
81. При неудовлетворительных результатах повторного испытания хотя бы на одном образце отливки из сталей аустенитного класса вместе с пробами для отбора образцов подвергаются повторной термической обработке, после чего испытания на стойкость к межкристаллитной коррозии повторяются с обязательным определением механических свойств. Количество повторных термических обработок должно быть не более трех.
82. Если после третьей термической обработки сталь имеет склонность к межкристаллитной коррозии, то отливки данной плавки не допускаются к использованию.
Содержание ферритной фазы
83. Содержание ферритной фазы в сталях аустенитного класса должно соответствовать требованиям документов по стандартизации, включенных в Сводный перечень.
Контроль и оценка качества кромок литых деталей, входящих
в состав сварно-литых конструкций
84. Кромки каждой из литых деталей, подлежащих сварке друг с другом или с любыми другими деталями, перед их сваркой на участке шириной L + 20 мм от торца кромки (рисунок 8.1) должны быть проконтролированы визуально, а в вызывающих сомнения местах - с помощью лупы 4 - 7-кратного увеличения и подвергнуты радиографическому контролю. Контроль должен выполняться по всему периметру свариваемых кромок.
Рисунок 8.1. Кромка литой детали
85. Радиографический контроль должен проводиться после механической обработки, выполненной в соответствии с требованиями пункта 11 настоящего приложения, или зачистки литой детали перед разделкой кромок под сварку или после их разделки.
86. Несплошности, выявленные при контроле кромок на участке шириной L + 20 мм, не должны превышать норм, приведенных в приложении N 4 к настоящим Правилам.
Контроль исправления дефектов
87. Исправлению подлежат несплошности, наличие которых в отливках и кромках под сварку и на их поверхности не допускается нормами, установленными в пункте 27 настоящего приложения.
Если суммарная площадь участков поверхности кромки, подлежащих исправлению, превышает 50% всей площади поверхности кромки, допускается наплавлять кромку по всему периметру. При этом толщина наплавки не должна выходить за пределы зоны L + 20 мм, указанной на рисунке 8.1.
88. Исправление дефектов в отливках и кромках под сварку в зависимости от марки стали должно выполняться по технологической документации организации-изготовителя отливок.
89. Поверхность каждой выборки при ремонте должна подвергаться капиллярному или магнитопорошковому контролю.
90. Если на поверхности отливки после удаления дефектов размер каждого из углублений не превышает 10% толщины стенки для отливки с толщиной стенки до 20,0 мм или 1,0 мм + 5% толщины стенки для отливки с толщиной стенки свыше 20,0 мм, то производится зачистка кромок углублений с обеспечением плавного перехода к основной поверхности без последующего исправления их заваркой.
91. В случае совмещения дефектов на наружной и внутренней поверхностях суммарная глубина выборок не должна превышать требований пункта 93 настоящего приложения.
92. На отливках и их сварных кромках места расположения дефектов, подлежащих исправлению, должны быть отмечены способом, обеспечивающим сохранность разметки до исправления дефекта.
93. Масса удаляемого металла для каждой выборки не должна превышать 5%, а суммарная масса удаляемого металла для всех выборок - 10% массы отливки.
94. После заварки выборок исправленные отливки должны подвергаться термической обработке, если она предусмотрена для сварных соединений из стали данной марки аналогичной толщины.
95. Режимы термической обработки отливок после заварки выборок должны соответствовать требованиям документа по стандартизации на отливку, включенного в Сводный перечень, или конструкторской документации.
96. Заварка выборок без последующей термической обработки исправленных отливок выполняется при условии, что максимальная глубина выборок не превышает 20% толщины стенки - при толщине стенки до 125,0 мм или 25,0 мм - при толщине стенки свыше 125,0 мм, а максимальная площадь выборки в плане составляет не более 100,0 см2.
97. При исправлении дефектов в отливках и кромках под сварку недопустимо применение пробок, чеканки, пропитки и других, не указанных в настоящем приложении, методов исправления. Сквозные отверстия исправляются установкой вставок из той же марки стали с их заваркой (с полным проплавлением сварных кромок) и последующей термической обработкой.
98. Участки отливок и их кромки под сварку, которые были подвергнуты исправлению заваркой, должны контролироваться всеми методами, которыми они контролировались до исправления. При этом контроль проводится после термической обработки.
99. Оценка качества исправленных заваркой мест по результатам контроля должна выполняться:
а) для отливок, исключая кромки под сварку, - в соответствии с требованиями настоящего приложения;
б) для кромок под сварку - по нормам, приведенным в приложении N 4 к настоящим Правилам.
100. Исправление дефектов на одном и том же участке допускается проводить не более трех раз.